(54) СПОСОБ ИЗГОТОВЛЕНИЯ СЕТЧА-ШХ ПЛАСТИКОВЫХ КОНСТРУКЦИЙ С РШБОВНДШЖИ ЯЧЕЙКАМИ Изобретение относится к области переработки пластмасс в изделие и м жет быть использовано в химической полимерной проквлшленности для наготовления пластмассовых сеток экстру зией, в сельском хозяйстве/ в садоводстве. Известен способ изготовления сет чатых пластиковых конструкций с четырехугольными или прямоугольными ячейками, заключающийся в получении экструзией исходного трубчатого материала с ячейками заданной фориы, имеющими стренги, соединенные между собой узлами, разрезании исходного материала по винтовой линии и намот ке плоского полотна IJ. Однако в этом способе не предусм рено ориентирование получаемого экструзией материала, в результате че го не обеспечивается достаточная прочность сетчатых конструкций. Ближайшим по технической сущност и достигаемому результату к изобретению является способ изготовления сетчатых пластиковых конструкций с ромбовидными ячейками, заключающийся в получении одноплоскостного исходного материала, содержащего систему отверстий, расположенных рядами в шахматном порядке, и вытяжке исходного материёша до образования ячеек, ограниченных ориентированными в направлении вытяжки стренгами, соединенными между собой узлами, которые образованы участками материала, расположенными между парами смежных в направлении вытяжки отверстий, и имеют среднюю неориентированную или частично ориентированную зону и боковые ориентированные зоны 2. Однако изготавливаемые этим способом сетчатые конструкции не облают необходимыми прочностными характеристиками, что обусловлено отсутствием точной и напрсшленной ориента ции в том числе и в узлах ячеек, а также видом исходного подвергаемого вытяжке материгша и расположением в нем отверстий. Цель изобретения - улучшение прочностных характеристик сетчатых конструкций. Это достигается тем, что в способе изготовления сетчатых пластиковых конструкций с ромбовидными ячейкги ш, заключающемся в получении одноплоскостного исходного материала, содержащего систему отверстий, расположенных рядами в шахматном порядкеf и вытяжке исходного материала до образования ячеек, ограниченных ориентированньими в направлении вытяжки стренгами, соединенными между собой узлами, которые образованы участками материала, расположенными между парами смежных в направлении вытяжки отверстий, н и;.;егО|: среднюю неориентированную или cic-iu но ооиентированную зону и боковьа ориентированные зоны, расстояние iviaду стенками двух смежных отверстий в одном ряду, перпендикулярном направлению вытяжки, выбрано, по меньшей мере, в 1,5 раза большим, чем расстояние между стенкой одного из отверстий и стенкой расположенного с ним на одной прямой в направлении вытяжки через ряд отверстия, а вытяжку -осуществляют до получения непрерывных ориентированных в направлении вытяжки линий, образованных ориентированными стренгш гн и боковыми зонами узлов.
Кроме того, осуществляют дополнительную вытяжку исходного материала в направлении, перпендикулярном направлению основной вытяжки.
Отверстия в исходном материале имеют эллиптическую форму,
Исходный материал имеет криволинейную кромку.
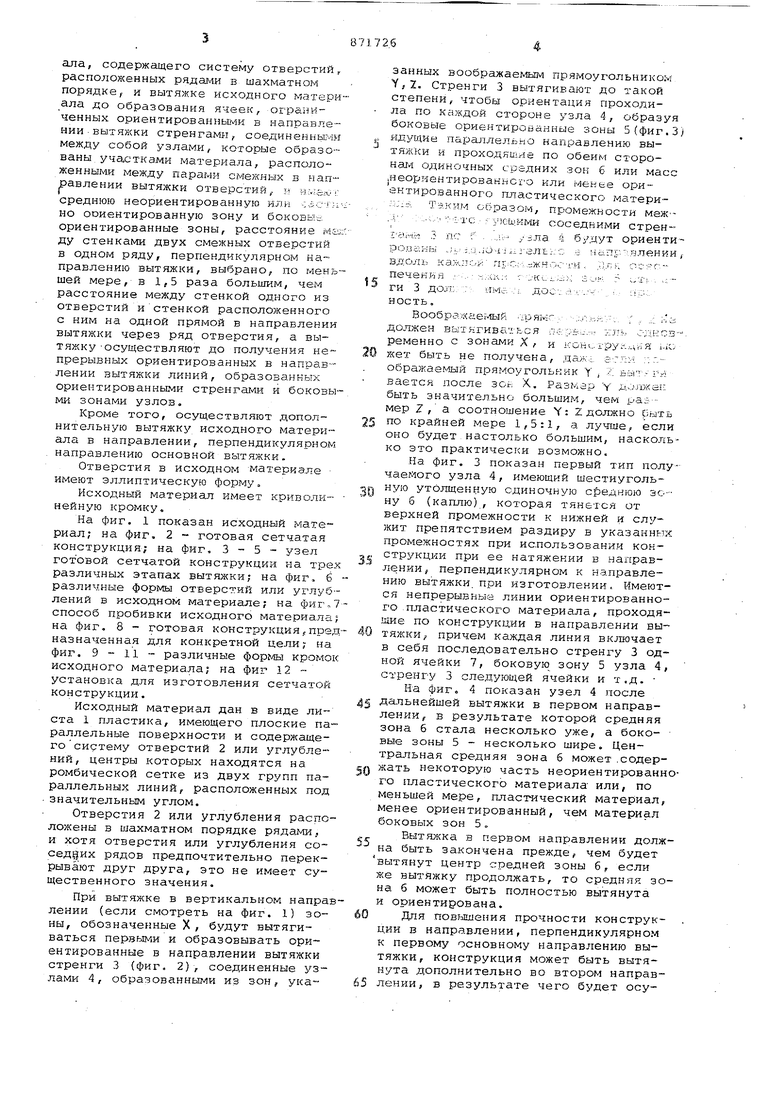
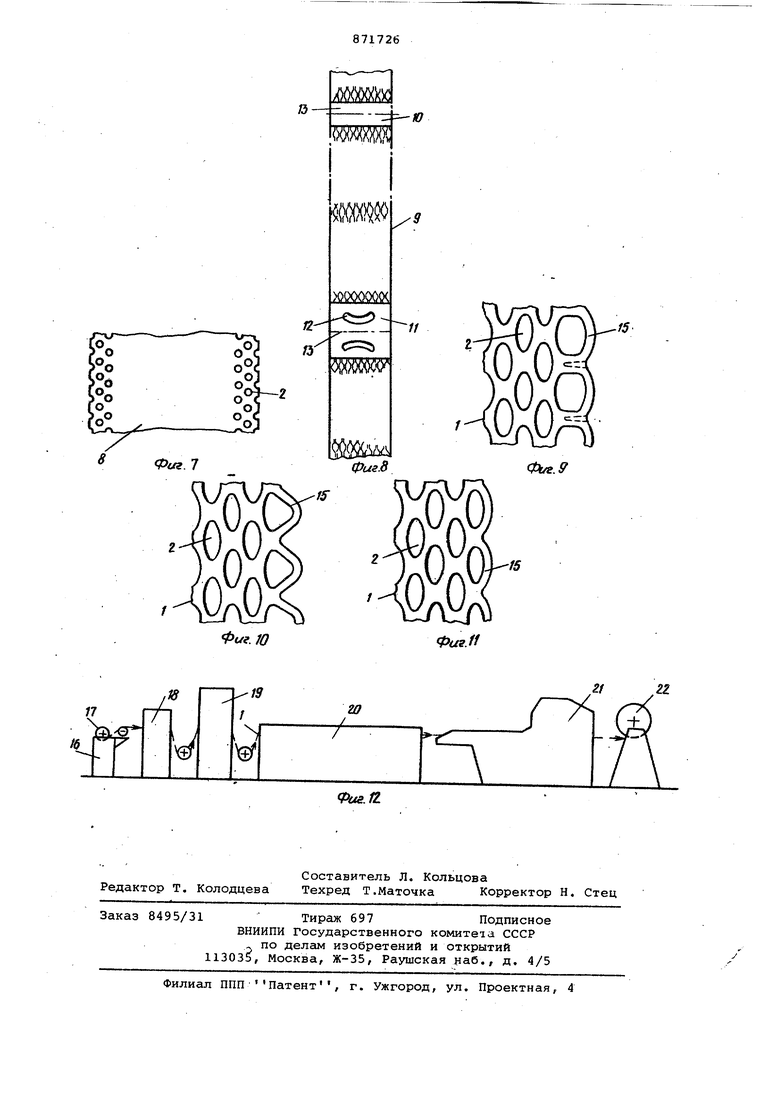
На фиг. 1 показан исходный материал; на фиг. 2 - готовая сетчатая конструкция; на фиг, 3 - 5 - узел готовой сетчатой конструкции на тре различных этапах вытяжки; на фиг. 6 различные формы отверстий или углублений в исходном материале; на фиг,способ пробивки исходного материала на фиг, 8 - готовая конструкция преназначенная для конкретной цели на фиг, 9 - 11 - различные формы кромо исходного материала; на фиг 12 установка для изготовления сетчатой конструкции.
Исходный материал дан в виде листа 1 пластика, имеющего плоские параллельные поверхности и содержащего систему отверстий 2 или углублений, центры которых находятся на ромбической сетке из двух групп параллельных линий, расположенных под .значительным углом.
Отверстия 2 или углубления расположены в шахматном порядке pядшvш., и хотя отверстия или углубления сосед их рядов предпочтительно перекрывают друг друга, это не имеет существенного значения.
При вытяжке в вертикальном напралении (если смотреть на фиг. 1) зоны, обозначенные X, будут вытягиваться первьми и образовывать ориентированные в направлении вытяжки стренги 3 (фиг. 2), соединенные узлами 4, образованными из зон, ука
ванных воображаемым прямоугольником V,2. Стренги 3 вытягивают до такой степени, чтобы ориентация проходила по каждой стороне узла 4, образуя боковые ориентированные зоны 5(фиг.З идущие параллельно направлению вытяжки и проходкшие по обеим стороKar t одиночных средних зон 6 или масс ,неориентированнсгО или менее ориентированного пластического матери- ;:-. Таким образом, промежности меж- -- -тс У}Г:Шими соседними стренja.-ti 3 ПС : . .,;- 4 б/дут ориентирО1заны J./;.и.;а-1 J аггль::. с ; НиПр-ялении ВДОЛ1: кажл::-;-- ,-:ЖЯ;-:. . л;/;. с;-: г-ПеЧенИЯ . :.:(:-;:-: : ;,-Кv-;.;-j;--: i :. 5 . .:ГИ 3 дол; : ЧМв /i ДОО: ,-..--; L:--:.
ность.
Воображаемый хрямг- .:... ;„ ,, должен вытягивй ься :и-:уЬ:.:. :л;.. однсз ременно с зонами X и KGHI-. грулд.4,;я i.iG жет быть не получена, даж; srni- :: ображае..-ий прямоугольник Y / вы-,- гй ваетсн после зой X. Размер Y А- лэкеп быть значительно большим, чем рая мер 7, а соотношение Y: Z должно сзыть по крайней мере 1,5:1, а лучше, если оно будет настолько большим, насколько это практически возможно.
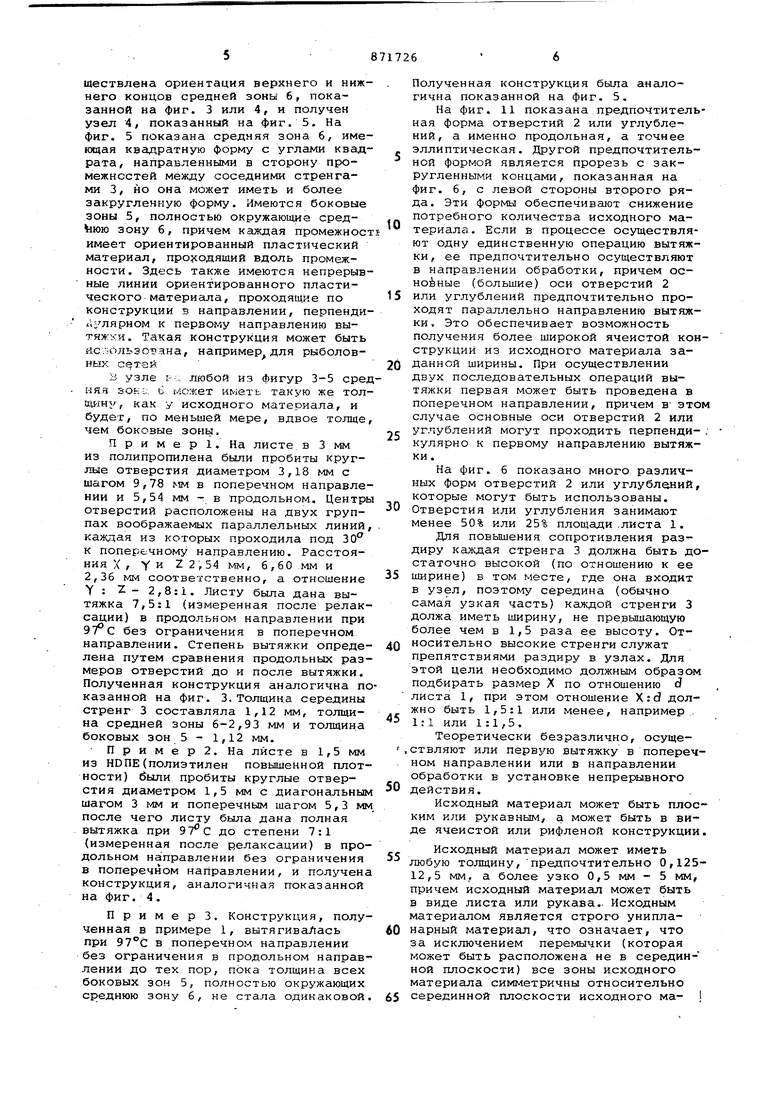
На фиг. 3 показан первый тип получаемого узла 4, имеющий шестиугольную утолщенную одиночную с зеднгою зону 6 (каплю), которая тянется от верхней промежности к нижней и служит препятствием раздиру в указаннь х промежностях при ис.пользовании конструкции при ее натяжении в направлении; перпендикулярном к направлению вытяжки, при изготовлении. Имеются непрерывные линии ориентированного пластического материала, проходяшие по конструкции в направлении вытяжки , причем каждая линия включает в себя последовательно стренгу 3 одной ячейки 7, боковую зону 5 узла 4, стренгу 3 следующей ячейки и т.д.
На фиг. 4 показан узел 4 после дальнейшей вытяжки в первом направлении, в результате которой средняя зона 6 стала несколько уже, а боковые зоны 5 - несколько шире. Центральная средняя зона 6 может .содержать некоторую часть неориентированнго пластического материала или, по меньшей мере, пластический материал, менее ориентированный, чем материал боковых зон 5.
Вытяжка в первом направлении должна быть закончена прежде, чем будет вытянут центр средней зоны 6, если же вытЯжку продолжать, то средняя зона 6 может быть полностью вытянута и ориентирована.
Для повышения прочности конструкции в направлении, перпендикулярном к первому основному направлению вытяжки, конструкция может быть вытянута дополнительно во втором направлении, в результате чего будет осуществлена ориентация верхнего и нижнего концов средней зоны б, показанной на фиг. 3 или 4, и получен узел 4, показанный на фиг. 5, На фиг. 5 показана средняя зона 6, имеющая квадратную форму с углами квадрата, направленными в сторону промежностей между соседними стренгами 3, но она может иметь и более закругленную форму. Имеются боковые зоны 5, полностью окружающие средЬюю зону 6, причем каждая промежност имеет ориентированный пластический материал, проводящий вдоль промежности. Здесь также имеются непрерывные линии ориентированного пластического материала, проходящие по конструкции в направлении, перпенди/1-лярном к первому направлению вытяжки. Такая конструкция может быть Й.Спользована, например для рыболовных сетей
В узле Е-., любой из фигур 3-5 средняя зон;,, b может иметь такую же толау-шу, как у исходного материала, и будет, по меньшей мере, вдвое толще, чем боковые зоны.
Пример. На листе в 3 мм из полипропилена были пробиты круглые отверстия диаметром 3,18 мм с шагом 9,78 мм в поперечном направлении и 5,54 мм - в продольном. Центры отверстий расположены на двух группах воображаемых параллельных линий, каждая из которых проходила под 30 к поперечному направлению. Расстояния X, Y и Z 2,54 мм, 6,60 .мм и 2,36 Mivi соответсгтвенно, а отношение Y : 2 - 2,8:1. Листу была дана вытяжка 7,5:1 (измеренная после релаксации) в продольном направлении при 97с без ограничения в поперечном направлении. Степень вытяжки определена путем сравнения продольных размеров отверстий до и после вытяжки. Полученная конструкция аналогична показанной на фиг. 3,Толщина середины стренг 3 составляла 1,12 мм, толщина средней зоны 6-2,93 мм и толщина боковых зон 5 - 1,12 мм.
П р и м е р 2. На листе в 1,5 мм из НОПЕ(полиэтилен повышенной плотности) были пробиты круглые отверстия диаметром 1,5 мм с диагональным шагом 3 iviM и поперечным шагом 5,3 мм после чего листу была дана полная вытяжка при до степени 7:1 (измеренная после релаксации) в продольном направлении без ограничения в поперечном направлении, и получена конструкция, аналогичная показанной на фиг. 4.
Примерз. Конструкция, полученная в примере 1, вытягивалась при 97С в поперечном направлении без ограничения в продольном направлении до тех пор, пока толщина всех боковых зон 5, полностью окружающих среднюю зону 6, не стала одинаковой
Полученная конструкция была аналогична показанной на фиг. 5.
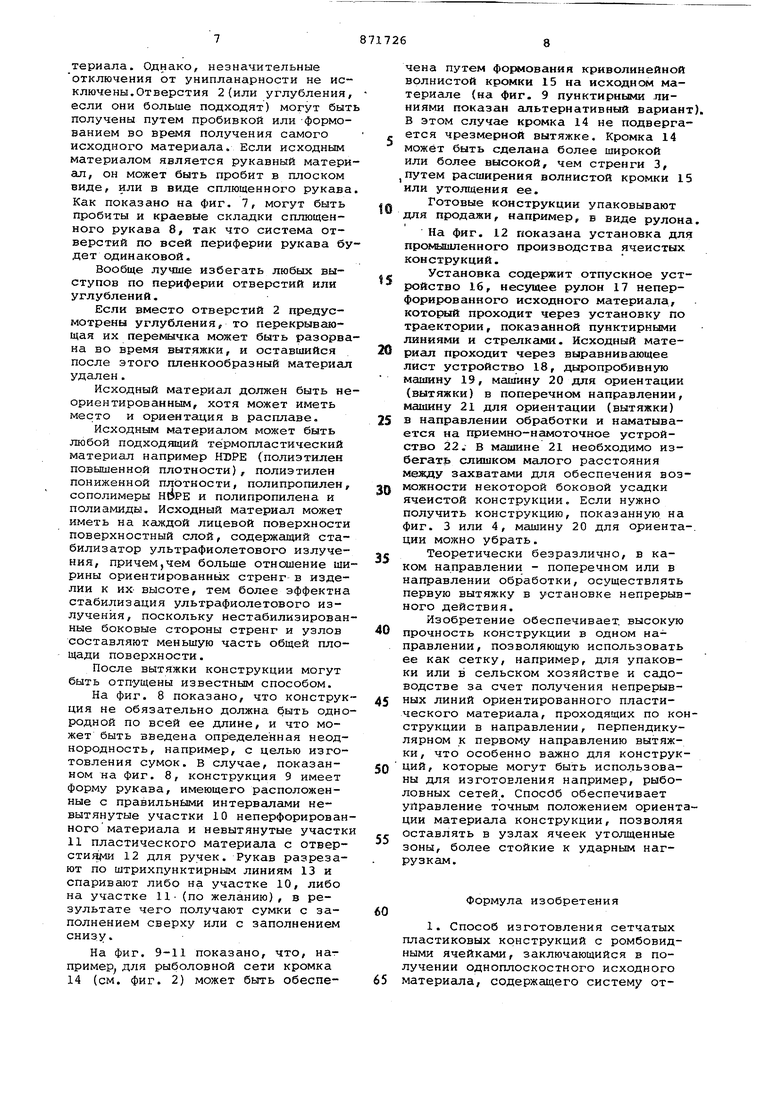
На фиг. 11 показана предпочтительная форма отверстий 2 или углублений, а именно продольная, а точнее эллиптическая. Другой предпочтительной формой является прорезь с закругленными концами, показанная на фиг. 6, с левой стороны второго ряда. Эти формы обеспечивают снижение потребного количества исходного материала. Если в процессе осуществляют одну единственную операцию вытяжки, ее предпочтительно осуществляют в направлении обработки, причем основные (большие) оси отверстий 2 или углублений предпочтительно проходят параллельно направлению вытяжки. Это обеспечивает возможность получения более широкой ячеистой конструкции из исходного материала заданной ширины. При осуществлении двух последовательных операций вытяжки первая может быть проведена в поперечном направлении, причем в это случае основные оси отверстий 2 или углублений могут проходить перпендикулярно к первому направлению вытяжки.
На фиг. 6 показано много различных форм отверстий 2 или углублений, которые могут быть использованы. Отверстия или углубления занимают менее 50% или 25% площади .листа 1.
Для повышения сопротивления раздиру каждая стренга 3 должна быть достаточно высокой (по отношению к ее ширине) в том месте, где она входит в узел, пoэтo Iy середина (обычно самая узкая часть) каждой стренги 3 должа иметь ширину, не превышающую более чем в 1,5 раза ее высоту. Относительно высокие стренги служат препятствиями раздиру в узлах. Для этой цели необходимо должным образом подбирать размер X по отношению d листа 1, при этом отношение X:d должно быть 1,5:1 или менее, например . 1:1 или 1:1,5.
Теоретически безразлично, осуще.ствляют или первую вытяжку в поперечном направлении или в направлении обработки в установке непрерывного действия.
Исходный материал может быть плоским или рукавным, а может быть в виде ячеистой или рифленой конструкции
Исходный материал может иметь любую толщину,предпочтительно 0,12512,5 мм, а более узко 0,5 мм - 5 мм, причем исходный материал может быть в виде листа или рукава., Исходным материалом является строго унипланарный материал, что означает, что за исключением перемычки (которая может быть расположена не в серединной плоскости) все зоны исходного материала симметричны относительно серединной плоскости исходного материала. Однако, незначительные отключения от унипланарности не исключены. От верст и я 2{или углубления, если они больше подходят) могут быт получены путем пробивкой или-формованием во время получения самого исходного материала. Если исходным материалом является рукавный материал, он может быть пробит в плоском виде, или в виде сплющенного рукава Как показано на фиг. 7, могут быть пробиты и краевые складки сплющенного рукава 8, так что система отверстий по всей периферии рукава будет одинаковой.
Вообще лучше избегать любых выступов по периферии отверстий или углублений.
Если вместо отверстий 2 предусмотрены углубления, то перекрывающая их перег йлчка может быть разорвана во время вытяжки, и оставшийся после этого пленкообразкый материал удален.
Исходный материал должен быть неориентированньом, хотя может иметь место и ориентощия в расплаве.
Исходным материалом может быть любой подходящий термопластический материал например HDPE (полиэтилен повышенной плотности), полиэтилен пониженной плЬткости, полипропилен, сополимеры НРРЕ и полипропилена и полиамиды. Исходный материал может иметь на каждой лицевой поверхности поверхностный слой, содержащий стабилизатор ультрафиолетового излучения, причем,чем больше отношение ширины ориентированнь1Х стренг в изделии к их высоте, тем более эффектна стабилизация ультрафиолетового излучения, поскольку нестабилизированные боковые стороны стренг и узлов составляют меньшую часть общей площади поверхности.
После вытяжки конструкции могут быть отпущены известным способом.
На фиг. 8 показано, что конструкция не обязательно должна быть однородной по всей ее длине, и что может быть введена определенная неоднородность, например, с целью изготовления сумок, в случае, показанном на фиг. 8, конструкция 9 имеет форму рукава, имеющего расположенные с правильнЬ1ми интервсшами невытянутые участки 10 неперфорированного материала и невытянутые участк 11 пластического материала с отверсткщли 12 для ручек. Рукав разрезают по штрихпунктирным линиям 13 и спаривают либо на участке 10, либо на участке 11(по желанию), в результате чего получают сумки с заполнением сверху или с заполнением снизу.
На фиг. 9-11 показано, что, напpимep для рыболовной сети кромка 14 (см. фиг. 2) может быть обеспечена путем формования криволинейной волнистой кромки 15 на исходном материале (на фиг. 9 пунктирными линиями показан альтернативный вариан В этом случае кромка 14 не подвергается чрезмерной вытяжке. Кромка 14 может быть сделана более широкой или более высокой, чем стренги 3, ,путем расширения волнистой кромки 1 или утолщения ее.
Готовые конструкции упаковывают для продажи, например, в виде рулон
На фиг. 12 показана установка дл прогФшшенного производства ячеистых конструкций.
Установка содержит отпускное устройство 16, несущее рулон 17 неперфорированного исходного материала, который проходит через установку по траектории, показанной пунктирными линиями и стрелками. Исходный материал проходит через выравнивающее лист устройство 18, дыропробивную машину 19, машину 20 для ориентации (вытяжки) в поперечном направлении, машину 21 для ориентации (вытяжки) в направлении обработки и наматывается на приемно-намоточное устройство 22.- В машине 21 необходимо избегать слишком малого расстояния между захватами для обеспечения возможности некоторой боковой усадки ячеистой конструкции. Если нужно получить конструкцию, показанную на фиг. 3 или 4, машину 20 для ориента ции можно убрать.
Теоретически безразлично, в каком направлении - поперечном или в направлении обработки, осуществлять первую вытяжку в установке непрерывного действия.
Изобретение обеспечивает, высокую прочность конструкции в одном направлении, позволяющую использовать ее как сетку, например, для упаковки или в сельском хозяйстве и садоводстве за счет получения непрерывных линий ориентированного пластического материала, проходящих по кострукции в направлении, перпендикулярном к первому направлению вытяжки, что особенно важно для конструк ций, которые могут быть использованы для изготовления например, рыболовных сетей. СпоссЗб обеспечивает управление точным положением ориентции материала конструкции, позволяя оставлять в узлах ячеек утолщенные зоны, более стойкие к ударным нагрузкам.
Формула изобретения
1. Способ изготовления сетчатых пластиковых конструкций с ромбовидными ячейками, заключающийся в получении одноплоскостного исходного материала, содержащего систему отверстий, расположенных рядами в шахматном порядке, и вытяжке исходного материала до образования ячеек, ограниченных ориентированными в направлении вытяжки стренгами, соединенными между собой узлами, которые образованы участками материала, расположенными между парами смежных в направлении вытяжки отверстий, и имеют среднюю неориентированную или частично ориентированную зону и боковые ориентированные зоны, отличающийся тем, что, с целью улучшения прочностных характеристик сетчатых конструкций, расстояние между стенками двух смежных отверстий в одном ряду,перпендикулярном направлению вытяжки,выбрано,по меньше мере, в 1,5 раза большим, чем расстояние между стенкой одного из отверстий и стенкой расположенного с ним на одной прямой в направлении вытяжки через ряд отверстия, а вытяжку осуществляют до получения непрерывных ориентированных в направлении вытяжки линий, образованных ориентированными стренгами и боковыми зонами узлов.
2.Способ по п. 1, отличающийся тем, что осуществляют дополнительную вытяжку исходного материала в направлении, перпендикулярном направлению основной вытяжки.
3.Способ по пп. 1и2, отличающийся тем, что отверстия s исходном материале имеют эллиптическую форму.
4.Способ по пп. 1-3, отличающийся тем, что исходный материгш имеет криволинейную кромку.
5
Источники информации, принятые во внимание при экрпертизе
1.Патент СССР 356837, кл. е 29 D 23/04, 196У.
2.Патент ФРГ 1504700,
0
кл. В 29 D 31/00, опублик. 1970 (прототип).
Физ.1
llt
.l
Фаз. 2.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления ячеистой конструкции из пластика | 1979 |
|
SU973005A3 |
| Цельная сетчатая конструкция из пластмассы (ее варианты) | 1982 |
|
SU1238727A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ СЕТКИ ДЛЯ ДРЕНАЖНОГО ГЕОКОМПОЗИТА, ПОЛИМЕРНАЯ СЕТКА И ДРЕНАЖНЫЙ ГЕОКОМПОЗИТ, СОДЕРЖАЩИЙ УКАЗАННУЮ СЕТКУ | 2022 |
|
RU2794581C1 |
| ЯЧЕИСТАЯ СТРУКТУРА | 2003 |
|
RU2303677C2 |
| ГЕОРЕШЕТКА И ДРЕНАЖНЫЙ ГЕОКОМПОЗИТ НА ЕЕ ОСНОВЕ, А ТАКЖЕ СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2768878C1 |
| ЯЧЕИСТАЯ СТРУКТУРА, ЕЕ ИЗГОТОВЛЕНИЕ И ИСПОЛЬЗОВАНИЕ | 2012 |
|
RU2608768C2 |
| АРМИРОВАННАЯ СЕТКОЙ ПОЛИМЕРНАЯ ПЛЕНКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2085386C1 |
| АБСОРБИРУЮЩАЯ ГИГИЕНИЧЕСКАЯ ПРОКЛАДКА | 2009 |
|
RU2482825C2 |
| СЕГМЕНТИРОВАННЫЙ ВЕРХНИЙ СЛОЙ АБСОРБИРУЮЩЕГО ИЗДЕЛИЯ | 2009 |
|
RU2451502C1 |
| Одноразовые абсорбирующие изделия | 2014 |
|
RU2655236C2 |
Фue.S
Риг.б
Д
вдвдхн
АЛА|
ю
3
Х)ООООй(Х
.
Wm
Фаг. 7
-//
Фие.
Й:/г.5
19
,18
П
f N
t6
21
г/
