(54) УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ СВАРОЧНЫМ ТОКОМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления зарядом в конденсаторных машинах | 1984 |
|
SU1183326A1 |
| Импульсный стабилизатор напряжения постоянного тока с плавным запуском | 1986 |
|
SU1347075A1 |
| ТРАНЗИСТОРНЫЙ ПРЕОБРАЗОВАТЕЛЬ ЧАСТОТЫ | 2016 |
|
RU2614045C1 |
| Выпрямитель для дуговой сварки с комбинированными внешними характеристиками | 1988 |
|
SU1637969A1 |
| Тиристорный электропривод | 1988 |
|
SU1555792A1 |
| Устройство задержки отпадания якоря,например магнитного пускателя | 1984 |
|
SU1195406A1 |
| Счетчик постоянного тока | 1973 |
|
SU579586A1 |
| Устройстро для токовой защиты электродвигателя от аварийных режимов работы | 1987 |
|
SU1527686A1 |
| УСТРОЙСТВО КУЖЕКОВА-КРЫНОЧКИНА ЗАЩИТЫ ЭЛЕКТРОПРИЕМНИКОВ ОТ ПРЕВЫШЕНИЯ НАПРЯЖЕНИЯ | 2002 |
|
RU2241294C2 |
| Устройство для фазоимпульсного управления тиристорным регулятором | 1984 |
|
SU1508320A1 |
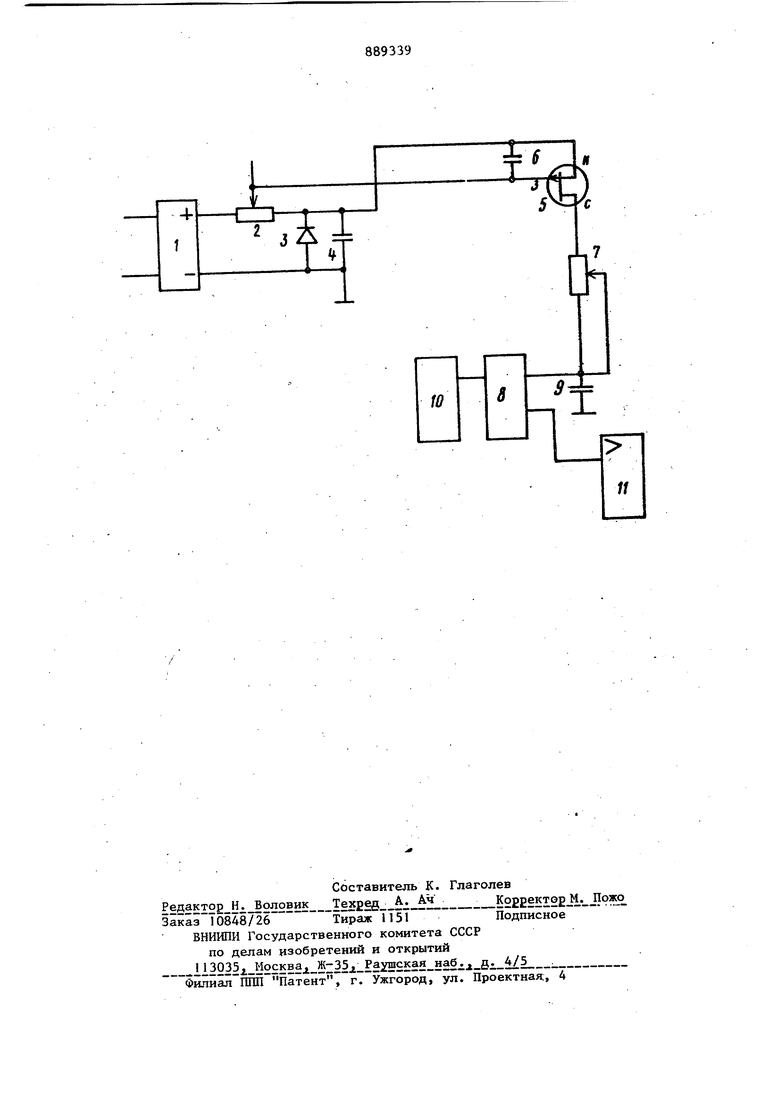
Изобретение относится к устройствам управления и может использоваться в сварочных контактных маишнах переменного тока. Известно устройство управления сварочным током в регуляторах цикла сварки, которые построены на транзис торах. Данное устройство содержит формирователи пилообразного напряжения, зависимого от напряжения сети, устройства задания постоянного напря женил в зависимости от нагрева и косинуса машины, устройства сравнения двух напряжений и устройства формирования импульса управления тиристором П j. Однако устройство управления соде жит пять ручек регулировки и большое число элементов, что требует бол шого времени настройки и высокой квалификации настройщика. Известен таклсе блок регулировки тока, в котором устройство управления имеет более простую схему, Отот блок состоит из устройства формирования пилообразного напряжения, коюрое построено на транзисторах и элементе Логика-Т (Т-303). Оно подключено к устройству, задающему величину сварочного тока (нагрев) и к нестабилизированному напряжению источника питания. Выход формирователя пилообразного напряжения подключен к элементу сравнения (Т-ЗОЗ), выход элемента сравнения соединен с усилителем импульсов управления тиристором. Однако регулировка стабилизации этого блока также очень сложна и требует большого времени настройки и высокой квалификации настройщика. Цель изобретения - повышение надежности управления и ут еньшепие времени настройки. Цель достигается тем, что в устройство, содержащее источник стабилизированного и нестябштизироваиного напряжения, датчик разности стабилизированного и нестабилизирова шого 3 напряжения и блок выдержки времени, введены полевой транзистор с обратной характеристикой тока сток-исток от напряжения на затворе, после довательно соединенные потенциометр и конденсатор, и дополнительный конденсатор, включенный параллельно дат чику разности стабилизированного и нестабилизированного напряжения и параллельно затвору и истоку полевого транзистора, сток которого подклю чен к потенциометру, причем конденса тор подключен к минусовой клемме ста билизированного источника напряжения а блок вьщержки времени подключена к точке соединения потенциометра с конденсатором. На чертеже приведена схема пред-лагаемого устро йства. Источник 1 нестабилизированного напряжения через датчик 2 разности стабилизированного и нестабилизированного напряжения подключен к стаби литрону 3, конденсатору 4 сглаясивани пульсаций, истоку полевого транзисто .ра 5 и дополнительному конденсатору 6. Сток полевого транзистора 5 подключен к потенциометру 7, который соединен с выдержкой 8 времени и кон денсатором 9, выдержка времени связана с блоком 10 управления и усилителем 11 импульсов управления тиристором. Устройство работает следующим об разом. Из блока 10 управления на вход выдержки 8 времени в момент начала сварки поступают прямоугольные Ш4пульсы, сформированные из напряжени сети. С помощью элементов регулиров ки вьщержки времени потенциометра 7 и конденсатора 9 осуществляется- задержка сигнала управления тиристоро относительно начала полуволны сети. При этом время задержки зависит не только от величины потенциометра, но и от сопротивления сток-исток транзистора 5. Стабилизация тока сварки осуществляется за счет изменения сопротивления сток-исток транзистора 5, в зависимости от нап ряжения на затворе. При этом разница стабилизированного и нестабилизированного напряжения снимается с датчика 2, включенного последовательно со Стабилитроном 3. Конденсатор 4 включен для сгла хивания пул саций напряжения. Разница напряжения подается на затвор транзистора. а на исток транзистора подается стабилизированное напряжение. С помощью датчика 2 на затворе устанавливается напряжение, прйзакрывающее транзистор 5. При колебании напряжения сети колеблется напряжение на затворе таким образом, что сопротивление сток-исток, транзистора изменяет выдержку времени. Так как транзистор 5 имеет обратную характеристику тока сток-исток от напрюкения на затворе, то при увеличении напряжения сети увеличивается выдержка времени и тем самым импульс управления тиристором сдвигается вправо относительно начала полуволны сети, поддерживая ток достоянным. Применение предлагаемой схемы управления сварочным током позволяет увеличить надежность работы машины, за счет умёньгаенИя количества элементов, уменьшения времени настройки за счет сокращения регулирующих элементов, увеличений ремонтопригодности. Формула изобретения Устройство для; управления сварочным током, содержащее источник стабилизированного и нестабилизированного напряжения, датчик разности стабилизированного и нестабилизирован- ноги напряжения и блок вьщержки времени, отличающееся тем, что, с целью повышения надежности управления и уменьшения времени настройки, в устройство введены полевой транзистор с обратной характеристикой тока сток-исток от напряжения на затворе, последовательно соединенные потенциометр и конденсатор, и дополнительный конденсатор, включенный парал 1ельно датчику разности стабилизированного и нестабилизированного на тряжения и параллельно затвору и истоку полевого транзистора, сток KOTOpoiho подключен к потенциометру, причем ко1щенсатор подключен к минусоврй клемме стабилизированного источн1 ка напряжения, а блок вьщержки времени подключен к точке соединения потенциометра с конденсатором. Источники информации, принятые во внимание при экспертизе 1.Электротехническая промьшшенность, сер. Электросварка, № 3, .(48), 1978. 2.Электротехническая промышленность, сер. Электросварка, № 1, (34), 1976, с. 27-28.
1X
w
/f
