Изобретение относится к машиностроению и предназначено для электродуговой сварки плавящимся электродом на постоянном токе.
Цель изобретения - повышение производительности и качества сварки.
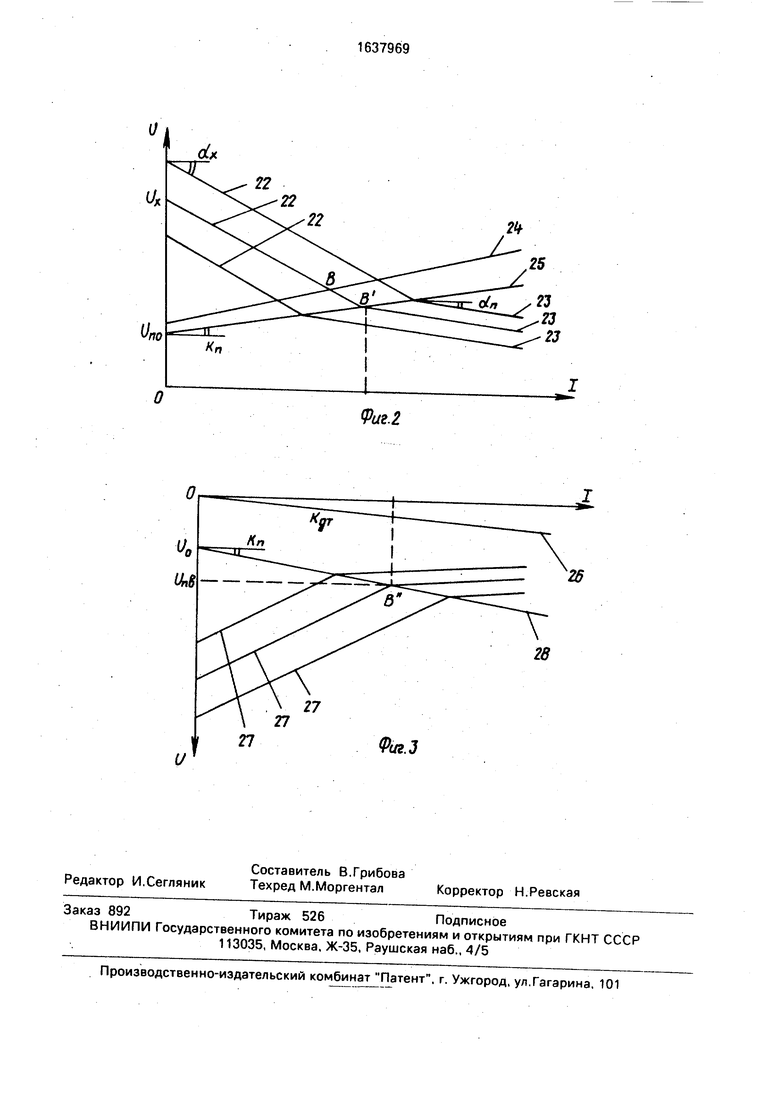
На фиг.1 представлена функциональная схема сварочного выпрямителя; на фиг.2 - внешние вольтамперные характеристики сварочного выпрямителя; на фиг.З - выходные характеристики датчиков напряжения и тока в процессе сварки.
Сварочный выпрямитель для дуговой сварки с комбинированными внешними характеристиками содержит силовой трансформатор 1, подключенный к тиристорному блоку 2. Датчик 3 напряжения, подключенный к выходам тиристорного блока 2, дроссель 4, подключенный к одному выходу
тиристорного блока 2, датчик 5 тока, подключенный к другому выходу тиристорного блока 2, выходы датчика 5 тока и датчика 3 напряжения подключены к инвертирующему входу блока 6 формирования напряжения управления, другой вход которого соединен с блоком 7 задания режима сварки, выход блока 6 формирования напряжения управления через блок 8 формирования импульсов управления соединен с входом тиристорного блока 2. Кроме того, сварочный выпрямитель содержит блок 9 формирования алгоритма управления, выполненный на операционном усилителе по схеме масштабного сумматора, компаратор 10, выполненный на операционном усилителе, собранном для повышения помехозащиты и устойчивого переключения по регенераторной схеме, первой 11 и втоО 00
ч|
ю о ю
рой 12 транзисторные ключи, собранные на полевых транзисторах, истоковый повторитель 13, резистор 14, запоминающий конденсатор 15, блок сравнения 16, выполненный на операционном усилителе, регулируемый резистор 17 и диод 18, делитель 19, переменный резистор 20 и корректор 21. При этом вход блока 9 формирования алгоритма управления соединен с выходом делителя 19 стабилизированного напряжения и через переменный резистор 20 с выходом датчика 5 тока, выход блока 9 формирования алгоритма управления соединен с неинвертирующим входом блока 16 сравнения и с инвертирующим входом компаратора 10, на неинвертирующий вход которого поступает отрицательный сигнал Удн с выхода датчика 3 напряжения. Выход компаратора 10 соединен через параллельно соединенные диод и резистор с входами (затворами) первого 11 и второго 12 транзисторных ключей, сток первого транзисторного ключа 11 соединен с выходом блока 9 формирования алгоритма управления 9, а его исток - со входом истокового повторителя 13,сток транзисторного ключа 12 через резистор 14, а его исток - через запоминающий конденсатор 15 соединен с входом (затвором) истокового повторителя 13, выход которого соединен с инвертирующим входом блока 16 сравнения, выход блока 16 сравнения через регулируемый резистор 17 и диод 18 соединен с цепью задающего напряжения Уз режима сварки и неинвертирующим входом формирователя 6 напряжения управления.
На фиг.2 изображено семейство комбинированных внешних характеристик сварочного выпрямителя с крутопадающими 22 и пологопадающими (жесткими) 23 участками и алгоритм режима сварки VCB Осв), рассчитанный по уравнению
VCB A+R3ICB,(1)
где VCB - напряжение на дуге; ICB - сварочный ток;
А - коэффициент, зависящий от диаметра электродной проволоки;
R3 - эквивалентное сопротивление сварочной цепи.
Точка пересечения зависимости VCB Осв) и одной из внешних характеристик выпрямителя на ее крутопадающем участке дает рабочую точку В, определяющую рабочие параметры процесса сварки (ток Св и напряжение DCB). Напряжение Una точки перелома В с крутопадающего участка внешней характеристики на пологопадаю- щий (напряжение жесткого участка берется на 15-20% меньше рабочего напряжения Un (0,8-0,85) VCB.
Геометрическое место точек перелома с одного участка внешних характеристик на другой лежит на линии перелома 25, описываемой уравнением
Vn KJcB + Vno;(2)
где Vn - напряжение точки перелома внешней характеристики;
Кп - угловой коэффициент;
Vno - постоянная составляющая напря0 жения перелома;
Уравнение (2) использовано в качестве алгоритма управления процессом сварки при работе на комбинированной внешней характеристике выпрямителя.
5 На фиг.З представлены характеристики выходных сигналов датчиков тока 26 и напряжения 27 в процессе сварки и алгоритмы управления процессом сварки 28, который с учетом коэффициента передачи датчиков то0 ка Кдт и напряжения Кдн имеет вид
Vn КпТсв + Vno,(3)
где Vn - напряжение точки перелома внешней характеристики, равное Vn КДП УП; ев - сварочный ток, равный Св Кдт-1Св;
5 Кр - угловой коэффициент, равный Кп Кп КДн/Кдт;
Vno - постоянная составляющая напряжения перелома; равная Vno V0KAH.
Зависимость (3) формируется в блоке 9
0 формирования алгоритма управления, выполненном на операционном усилителе, включенном по схеме масштабного сумматора. С помощью делителя 19 стабилизированного напряжения устанавливается
5 постоянная составляющая напряжения перелома Vno, переменного резистора 20 - значение углового коэффициента Кп.
Предложенный сварочный выпрямитель позволяет проводить сварку плавя0 щимся электродом в среде защитного газа на комбинированной внешней характеристике, когда в диапазоне рабочих режимов сварка осуществляется на ее крутопадающем участке, а при увеличении тока и сни5 жении напряжения на дуге на 15-20% ниже заданного рабочего значения осуществляется переход на пологопадающий (жесткий) участок внешней характеристики. Этот переход приводит к резкому повышению сва0 рочного тока, что предупреждает нарушение процесса, уменьшается разбрызгивание и улучшается качество шва.
Формирование вида внешней характе- 5 ристики выпрямителя осуществляется действием обратных связей по току и напряжению.
При формировании крутопадающих внешних характеристик действие обратной
связи по току, снимаемой с датчика 5 тока, преобладает над действием обратной связи по напряжению. Увеличение тока сварки Св увеличивает отрицательный сигнал датчика 6 тока. Этот сигнал поступает на инвертирующий вход блока формирования напряжения управления 6, увеличивая напряжение управления Vy на его выходе. Угол включения тиристоров «увеличивается и напряжение на выходе выпрямителя уменьшается. Для формирования жесткого участка внешних характеристик действие обратной связи по напряжению должно преобладать над действием обратной связи по току. Для этого компенсируется действие обратной связи по току подачей дополнительного компенсирующего отрицательного сигнала с выхода блока сравнения 16 на неинвертирующий вход блока 6 формирования напряжения управления, В этом случае при снижении напряжения на выходе выпрямителя под действием нагрузки уменьшается oiрицательныи сигнал обратной связи по напряжению /дн, действующий на инвертирующий вход блока 6 формирования напряжения управления. Напряжение Vy на его выходе уменьшается. Уменьшается также угол включения тиристоров а и увеличивается (поддерживается на заданном уровне) напряжение на выходе выпрямителя.
Переход с крутопадающего участка внешней характеристики на пологопадаю- щий (жесткий) участок и наоборот производится в процессе сварки автоматически согласно алгоритму управления (3) путем компенсации действия обратной связи по току.
При нулевом управляющем напряжении на входах (затворах) транзисторных ключей 11-12, последние открываются и сигнал Vn с выхода блока 9 формирования алгоритма управления 4 будет поступать как на неинвертирующий вход блока 16 сравнения, так и через открытый транзисторный ключ 11 и истоковый повторитель 13 на инвертирующий вход блока 16 сравнения. При этом на выходе блока 16 сравнения получается нулевой сигнал (V 0), который не оказывает влияния на блок 6 формирования управления.
Положительный потенциал на входах (затворах) транзисторных ключей 11-12 закрывают последние, в результате этого истоковый повторитель 13 будет работать в режиме запоминания сигнала VPB на конденсаторе 15 (точка перелома В на фиг.З), поступающего на инвертирующий вход блока 16 сравнения. При увеличении тока сварки, а следовательно, и сигнал Vn,
поступающего на неинвертирующий вход блокэ 16 сравнения, на его выходе появится сигнал VK Vn - /пв, поступающий через переменный резистор 17 и диод 18 на неин- 5 вертирующий вход блока 6 формирования обратной связи по току сварки /дт. В результате этого будет уменьшаться сигнал Vy на выходе блока формирования напряжения управления 6, уменьшается также угол
10 включения тиристора rt и увеличивается (поддерживается на заданном уровне) напряжение на выходе выпрямителя, т.е. уменьшается наклон его внешней характеристики.
5 Быстродействие транзисторных ключей на порядок выше быстродействия системы управления открытием тиристоров, поэтому компенсирующий сигнал VK с момента переключения будет возрастать с нуля, и пере0 ключение питания дуги с крутопадающего участка внешней характеристики на полого- падающий (жесткий) участок не приводит к скачкообразному изменению напряжения выпрямителя, а следовательно, к разрыву
5 внешней характеристики.
Устройство работает следующим образом.
Перед началом работы сварочного выпрямителя определяются оптимальный ал0 горитм сварки (1), алгоритм управления (2) и его оптимальные параметры, необходимые углы наклона крутопадающего участка (t пологопадающего (жесткого) участка 2п внешней характеристики.
5Переменными резисторами устанавливаются необходимые параметры схемы: резистором 19 - величину постоянной составляющей напряжения перелома, равную Vno Vo-Кдн; резистором 20 - угловой
0 коэффициент алгоритма управления (3), равный Кп Кп Кдн/Кдт: корректором 21 при открытых транзисторных ключах 11-12 - угол наклона крутопадающего участка о« внешней характеристики; резисторы 17 5 при закрытых транзисторных ключах 11-12 угол наклона пологопадающего (жесткого) участка «л внешней характеристики.
Перед началом сварки потенциометром 7 блока задания режима устанавливается
0 задающее напряжение Va. обеспечиавющее необходимый режим сварки.
В исходном состоянии (на холостом ходу сварочного выпрямителя) отрицательный потенциал VAH с выхода датчика 3 напряже5 ния, поступающий на неинвертирующий вход компаратора 10, больше отрицательного напряжения перелома Vn. поступающего с выхода блока.9 формирования алгоритма управления на инвертирующий вход компаратора 10 (фиг.З). При этом на выходе компаратора 10 (фиг.1) - отрицательное -напряжение. В результате этого транзисторные ключи 11-12 открыты, а сигна/i Vn с выхода блока 9 формирования алгоритма управления поступит как на неинвертирующий вход блока 16 сравнения, так и через открытый первый транзисторный ключ 11 и истоковый повторитель 13 на инвертирующий вход блока 16 сравнения. При этом на его выходе получается нулевой сигнал V 0, не оказывающий влияния на работу блока 6 формирования напряжения управления, на выходе которого появится напряжение управления Vy, которому будет соответствовать напряжения холостого хода сварочного выпрямителя. Таким образом, в исходном состоянии на выходе выпрямителя устанавливается напряжение холостого хода VXx, соответствующее крутопадающему участку внешней характеристики.
Процесс возбуждения дуги начинается с короткого замыкания электродной проволоки на изделие. После возбуждения дуги и достижения заданных рабочих значений напряжения VCB и тока Ice начинается стабильное горение Дуги. Поскольку питание дуги производится на крутопадающем участке внешней характеристики, то колебания тока не велики, что существенно уменьшает разбрызгивание и улучшает формирование шва. При снижении напряжения на дуге до величины напряжения точки перелома, когда Vn VflH, на выходе компаратора появ- ляется положительное напряжение, которое закрывает транзисторные ключи 11-12. В результате этого истоковый повторитель 13 .переходит в режим запоминания сигнала Vnu на конденсаторе 15 (точка перелома В1), поступающего на инвертирующий вход блока 16 сравнения.
При дальнейшем увеличении тока сварки, а следовательно,и сигнала Vn, поступающего на неинвертирующий вход блока 16 сравнения, на его выходе появляется сигнал VK Vn - Vne, поступающий через переменный резистор 17 и диод 18. на неинвертирующий вход блока 6 формирования напряжения управления 6, компенсируя действия отрицательной обратной связи по току сварки Удт Напряжение на выходе выпрямителя поддерживается на заданном уровне (жесткий участок внешней характеристики). Переключение питания дуги с крутопадающего участка внешней характеристики на пологопадающий участок приводит к ускорению плавления электродной проволоки, увеличению длины дуги и величины напряжения сварки, при достижении значения Удн Vn на выходе компаратора 10
появится отрицательное напряжение, и сварочный выпрямитель переключится на работу с крутопадающим участком внешней характеристики.
Переход с крутопадэющего участка
внешней характеристики на возрастающий участок еще больше увеличивает скорость повышения сварочного тока и расширяет зону устойчивого процесса горения дуги,
0 Для получения возрастающего участка внешней характеристики выпрямителя при переходе с крутопадающего участка необходимо резистором 17 увеличить компенсирующее действие дополнительного сигнала V«
5 вплоть до получения положительной обратной связи по току.
Предлагаемое устройство имеет возможность изменять крутизну внешней характеристики сварочного выпрямителя
0 без ее разрыва, вести процесс сварки на оптимальных режимах при повышенной устойчивости процесса и расширяет технологические свойства тиристорных сварочных выпрямителей.
5
Формула изобретения
Выпрямитель для дуговой сварки с комбинированными внешними характеристика0 ми, содержащий силовой трансформатор, подключенный к тиристорному блоку, к одному выходу которого подключен дроссель, а к другому - датчик тока, датчик напряжения, подключенный своими входами к выхо5 дам тиристорного блока, выходы датчиков тока и напряжения подключены к инвертирующему входу блока формирования напряжения управления, неинвертирующий вход которого соединен с блоком задания режи0 ма сварки, а выход через блок формирования импульсов управления соединен с входом тиристорного блока, и источник стабилизированного напряжения, отличающийся тем, что. с целью повышения
5 производительности и качества сварки, он снабжен блоком формирования алгоритма управления, делителем стабилизированного напряжения, переменным резистором, компаратором, первым и вторым полевыми
0 транзисторами, истоковым повторителем, запоминающим конденсатором, блоком сравнения регулирующим резистором и диодом, при этом вход блока формирования алгоритма управления соединен с выходом
5 делителя стабилизированного напряжения и через переменный резистор - с выходом датчика тока, выход блока формирования алгоритма управления соединен с неинвертирующим входом блока сравнения и с инвертирующим входом компаратора,
неинвертирующий вход которого соединен с выходом датчика напряжения, выход компаратора соединен с затворами первого и второго полевых транзисторов, сток первого полевого транзистора соединен с выходом блока формирования алгоритма управления, а исток - с входом истокового повторителя, сток второго полевого транзистора через резистор, а его исток через запоминающий конденсатор соединены с входом истокового повторителя, выход которого соединены с инвертирующим входом блока сравнения, выход которого через регулируемый резистор и диод соединен с входом блока формирования задающего напряжения.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ И ИСТОЧНИК ПИТАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069613C1 |
| СПОСОБ ФОРМИРОВАНИЯ ВНЕШНЕЙ ВОЛЬТ-АМПЕРНОЙ ХАРАКТЕРИСТИКИ СВАРОЧНОГО ГЕНЕРАТОРА ПОСТОЯННОГО ТОКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2189892C2 |
| Способ регулирования сварочной дуги и устройство для его осуществления | 1985 |
|
SU1328103A1 |
| Источник питания для дуговой сварки с регулируемой крутизной вольтамперной статической характеристики | 1983 |
|
SU1100057A1 |
| ОДНОФАЗНЫЙ СВАРОЧНЫЙ СТАБИЛИЗАТОР ТОКА | 2005 |
|
RU2299794C1 |
| Способ дуговой сварки | 1990 |
|
SU1756061A1 |
| СПОСОБ ЭЛЕКТРИЧЕСКОЙ СВАРКИ ПЛАВЛЕНИЕМ | 1991 |
|
RU2021086C1 |
| Способ дуговой сварки плавящимся электродом | 1978 |
|
SU1148741A1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка | 1987 |
|
SU1462609A1 |
| Устройство для сварки | 1982 |
|
SU1123801A1 |

Изобретение относится к машиностроению и предназначено для электродуговой сварки плавящимся электродом на постоянном токе Цель изобретения - повышение производительности и качества сварки. Выпрямитель содержит силовой трансформатор, тиристорный выпрямитель, датчики тока и напряжения дуги, блок задания алгоритма управления, блок сравнения, компаратор, логический блок и блок формирования управления. Система управления формирует крутопадающий участок характеристики в диапазоне рабочих режимов сварки. При увеличении тока и снижении напряжения на дуге на 15 ..20% ниже заданного рабочего значения осуществляется переход на пологопадающий, жесткий или возрастающий участок внешней характеристики. При этом уменьшается разбрызгивание и улучшается формирование шва путем питания дуги от сварочного выпрямителя с комбинированной внешней характеристикой. 3 ил. Ё
Фиг.1
2b
25
Фиг.2
26
28
Puz.J
| Способ получения бумажной массы из стеблей хлопчатника | 1912 |
|
SU506A1 |
