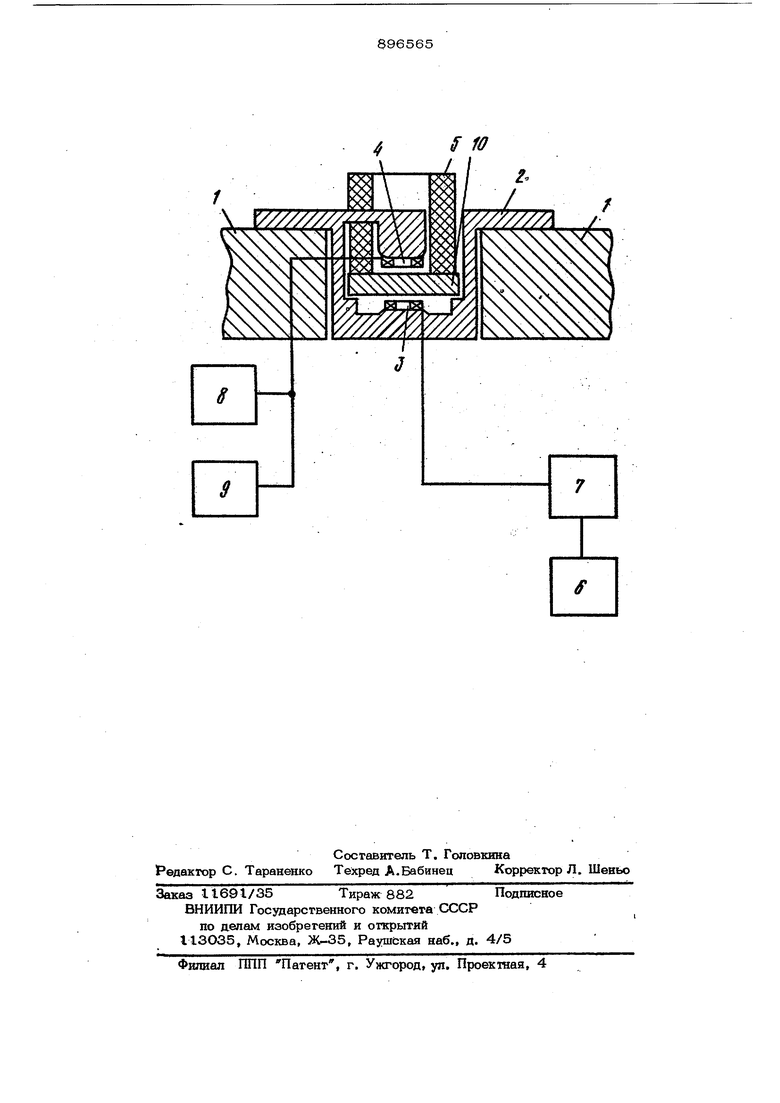
кую силу, демпфирующую ультразвуковые колебания, генератора 6 качающейся частоты, соединенного своим выходом со входом усилителя 7 мощности, выход которого соединен с возбуждающей катущкой 3, индикатора 8 резонанса, вход которого соединен с приемной катушкой 4, и измерителя 9 амплитуды сигнала, также соединенного своим входом с катущкой 4, Способ осуществляется следующим образом. Генератор 6 создает напряжение ка- чакяцейся частоты, изменяющееся в пределах вариашш собственной резонансной частоты контролируемого изделия Ю, зависящей от разброса неконтролируемого параметра изделий (например, толщины). Напряжение генератора 6 усиливается по мощности усилителем 7 и подается на возбуждающую катушку 3. В результате взаимодействия поля катушки 3 и электромагнита I в изделия IО возбуждаются непрерывные упругие колебания с изменяющейся частотой. Эти колебания преобразуются в электрический сигнал катзти кой 4. При совпадении текущей частоты генератора 6 собствешГой частотой изделия Ю возникает резонанс, который фиксируется индикатором 8, и в этот момент измеритель 9 измеряет амплитуду сигналов, по которой производится отбраковка изделий 10, поскольку амплитуда связана с контролируемым параметром (нагфимер, структурным состоянием металла изделия), Введение демпфирования с помсяпью груза 5 снижает добротность акустических колебаний, расширяет резонансную кривую изделия, благодаря чему перестройку генератора 6 можно гфоизводнть быстрее без опасности пропуска резонанса. В данном случае производительность N контроля (шт./с) связана с добротностью Q следующим соотношениоиг: а - о Q(fmQЧ-fm «) io - средняя резонансная частота и -ее максимальное и М1гаимальное значение соо тветственно; -коэффициент пропорцн ональности. Из этой формулы видно, ЧТ01 снижая Q .можно резко повысить производительность контроля. Благодаря нормированное- ти нагрузки соогаошение амплитуд для иэ- деяий с различными значениями. контролируемого параметра не изменяется при демпфировании. Формула изобретения 1.Резонансный способ контроля качества изделий, заключающийся в том, что в изделии электромагнитно-акустическим преобразователем возбуждают непрерывные упругие колебания, плавно изменяют , их частоту в пределах вариации собственной резонансной частоты контролируемых изделий, принимают упругие колебания и судят о качестве изделий по амплитуде принятого сигнала при возникновении ре- зонанса, о тличающийся тем, что, с целью Повышения производительности, осуществляют нормированное демпфирование утфугих колебаний. 2.Способ по п. 1.отличающ и и с я тем, что нормированное демпфирование осуществляют путем механического нагружения изделия постоянной силой. Источники информации, принятые во внимание при экспертизе 1.Глаговскнй Б. А„ Московенко И. В. Низкочастотные акустические методы контроля в мaшинocтpo©fши. Л., Машиностроение, 1977, с. 52. 2.Авторское свидетельство СССР № 271863, кл. С 01 N 29/О4, 1970 (хфототип).
(f 10
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля ферромагнитных материалов | 1981 |
|
SU974246A1 |
| Способ контроля качества изделий из твердых сплавов | 1988 |
|
SU1534391A1 |
| Способ запрессовки деталей | 1989 |
|
SU1731572A1 |
| Устройство для контроля физико-механических свойств ферромагнитных изделий | 1984 |
|
SU1249440A1 |
| Электромагнитно-акустический способ неразрушающего контроля дефектов изделий из ферромагнитных материалов и устройство для его осуществления | 1985 |
|
SU1529098A1 |
| УСТРОЙСТВО ДЛЯ АКУСТИЧЕСКОГО ОБЪЕМНОГО КОНТРОЛЯ КАЧЕСТВА ИЗДЕЛИЙ | 1971 |
|
SU425100A1 |
| Устройство для контроля качества изделий | 1982 |
|
SU1019319A1 |
| Способ электроакустического импедансного контроля твердости материалов | 1984 |
|
SU1237948A1 |
| Способ акустического контроля свойств ферромагнитных материалов и устройство для его осуществления | 1988 |
|
SU1613945A1 |
| АКУСТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ МЕХАНИЧЕСКИХ ХАРАКТЕРИСТИК МАТЕРИАЛОВ | 1970 |
|
SU282724A1 |