(5) УСТРОЙСТВО для АВТОМАТИЧЕСКОГО ДОЗИРОВАНИЯ ЖИДКОГО МЕТАЛЛА В ФОРМЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дозирования жидких металлов | 1976 |
|
SU575492A1 |
| СПОСОБ ВОЗДЕЙСТВИЯ ЭЛЕКТРОМАГНИТНЫМ ПОЛЕМ НА РАСПЛАВ МЕТАЛЛА И ИНДУКТОР ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2018 |
|
RU2759178C2 |
| Устройство для дозирования жидкого металла | 1987 |
|
SU1435394A1 |
| Устройство для раздачи жидких кормов в поилки | 1975 |
|
SU654219A1 |
| Электромагнитное дозирующее устройство | 1980 |
|
SU865520A1 |
| Устройство для дозирования жидкого металла | 1983 |
|
SU1138243A1 |
| Стенд для испытания мгд-насосов | 1977 |
|
SU742624A1 |
| Устройство для управления процессом дозирования жидких металлов | 1981 |
|
SU1026955A2 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО ДОЗИРОВАНИЯ ЖИДКИХ РЕАГЕНТОВ (ВАРИАНТЫ) | 2016 |
|
RU2742075C2 |
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАНИЯ ЖИДКИХ РЕАГЕНТОВ (ВАРИАНТЫ) | 2006 |
|
RU2337326C2 |
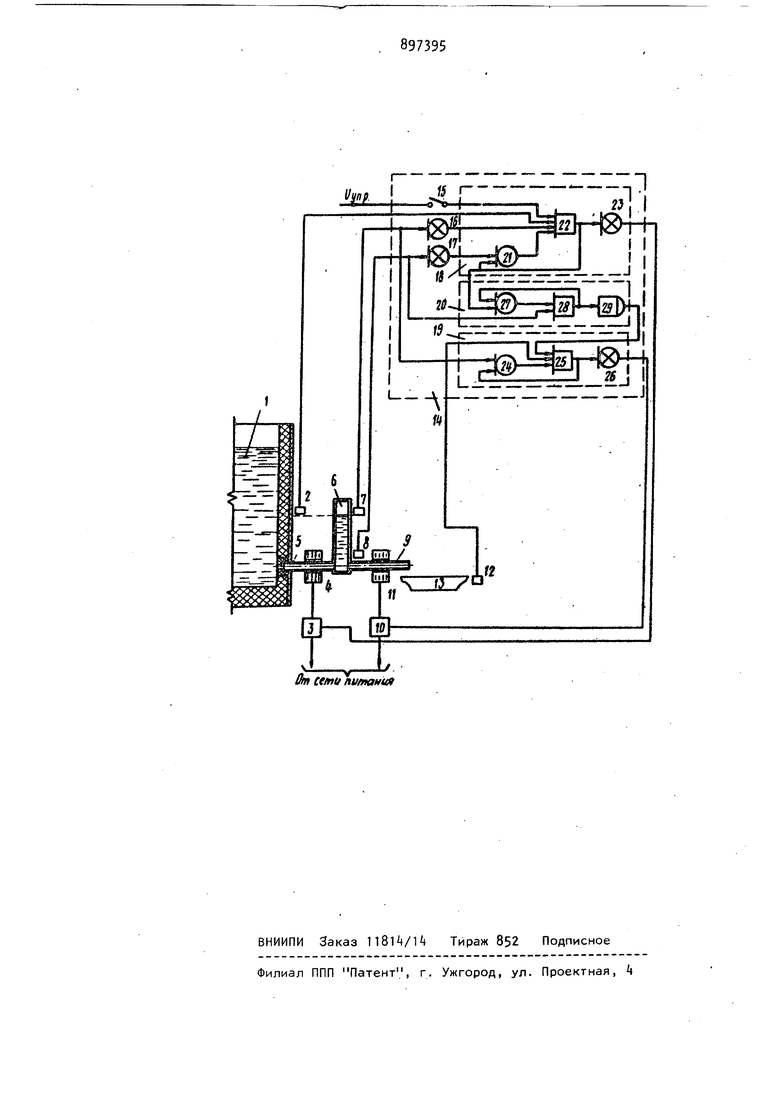
Изобретение относится к литейном производству черных и цветных металлов и может быть использовано дл автоматизации процесса дозирования жидкого металла в формы. Известен способ автоматического дозирования жидкого металла в формы, согласно которому заливка форм жидким металлом осуществляется по с налу датчика наличия формы в зоне заливки tl, Данный способ, позволяя согласовывать начало литья с моментом поступления формы в зону заливки, используется для отливки крупных изделий, т.е. только при соответствии объема металла в расходной ем кости с объемом отливки. Наиболее близким к предпагаемому является устройство, содержащее рас дную и мерную емкость, соединительный и выпускной каналы, магнитнодинамические (МГД) устройства на соединительном и выпускном канале и схему управления. Данным устройством дозирование жидкого металла осуществляется в три такта. Сначала жидкий металл а количест-, ве заведомо превышающем заданную дозу, подается.МГД насосом по соединительному каналу из расходной емкости в мерную (при этом МГД насос на выпускном канале мерной емкости препятствует вытеканию металла в форму). Затем МГД насос на соединительном канале реверсируется и выкачивает из емкости обратно в расходную излишек металла. Далее МГД насос на выпускном канале мерной емкости отключается и отмеренная доза жидкого металла поступает в форму 21. Недостатком известных устройств валяется наличие дополнительной операции - перекачивание излишка металла из мерной емкости в расходную 38 и связанные с ней затраты энергии, а также увеличение продолжительност цикла дозирования. Цель изобретения - сокращение продолжительности цикла дозирования и уменьшение расхода энергии. Поставленная цель достигается тем, что в устройство для автоматического дозирования жидкого металла ,в формы., содержащее расходную и мерную емкости, МГД насос на соединительном и выпускном канале, датчики верхнего и нижнего уровней жидкого металла в мерной емкости, соединенные со схемой управления МГД насоса, блоков коммутации, соединенных с выходом схемы управления МГД насоса, дополнительно введены датчик наличия формы в зоне заливки, датчик нижнего уровня жидкого .металла в расходной емкости, при этом выход датчиков соединен со вхо дами схемы управления МГД насоса. Схема управления МГД насоса дополнительно содержит блок задержки, причем первый вход соединен с выходом датчика нижнего уровня, второй вход - с выходом блока управления, а выход блока задержки соединен с входом другого блока управления. На чертеже приведена схема пред лагаемого устройства для дозирования жидкого металла в формы литейного конвейера. Устройство включает расходную емкость 1 с датчиком 2 нижнего уров ня жидкого металла, силовой блок 3 коммутаций с электромагнитным стопором 4 на соединительном канале 5 мерную емкость 6 с датчиком 7 верхнего и датчиком 8 нижнего уровней жидкого металла и выпускным каналом 9, силовой блок 10 коммутаций с электромагнитным стопором 11 на выпускном канале Э датчик 12 наличия формы в зоне заливки, форму 13 и схему 14 управления. Схема 14 управления состоит из ключа 15 запуска схемы, инверторов 16 и 17 сигналов, блока 18 управления электромагнитным стопором 4, блока 19 управления электромагнитны стопором 11 и блока 20 задержки. Блок 18 управления собран на эле менте 21 логическое ИЛИ, элементе 22 ЛОГИЧЕСКОЕ И и инверторе 23 сиг нала. Элементы 21 и 22 обеспечиваю реализацию логической функции ПАМЯТЬ Блок 19 управления аналогичен локу 18 управления и содержит элемент 24 ЛОГИЧЕСКОЕ ИЛИ, элемент 25 ОГИЧЕСКОЕ И и инвертор 26 сигнала. Блок 20 задержки включает элемент 27 ЛОГИЧЕСКОЕ ИЛИ, элемент 28 ОГИЧЕСКОЕ И и элемент 29 задержки. Элементы 27 и 28 обеспечивают, реаизацию логической функции ПАМЯТЬ. Устройство работает следующим бразом.. За исходное принято следующее остояние.; Уровень жидкого металла в расходНой емкости 1 выше датчика 2 уровня: и на выходе датчика 2 есть сигнал, мерная емкость пустая и на выходах: атчиков 7 и 8 сигналы отсутствуют форма 13 находится в збне заливкй и с выхода датчика 12 в .схему 14 управ(ления поступает сигнал, ключ 15 разомкнут и на выхО|Чах инверторов 23 и 26 сигналы отсутствуют, ас их выходов, соответственно, поступают сигналы на входы коммутаторов 3 и 10, электромагнитные стопоры 4 и 11 подключены к сети питания и жидкий металл в мерную емкость б не поступает. При исходном состоянии на входе элемента 22 ЛОГИЧЕСКОЕ И сигнал с ключа 15 отсутствует и на его выходе сигнала также нет. При замыкании ключа 15 элемент 22 срабатывает и на входе инвертора 23 возникает сигчап, а на его выходе сигнал исчезает При этом коммутатор 3 отключает электромагнитный-стопор 4 и жидкий металл под действием гидростатического напора поступает в мерную емкость 6. При срабатывании элемента 22 (появлении сигнала на его.выходе) сигнал Поступает и на элемент 21 ЛОГИЧЕСКОЕ ИЛИ, при этом реализуется логическая функция ПАМЯТЬ. После того как уровень жидкого металла в мерной емкости достигает датчика 8, на выходе его появляется сигнал управления, а на выходе инвертора 17 сигнал исчезает, при этом состояние элементов 21 и 22 не изменяется.При достижении уровня жидкого металла в мерной емкости 6 датчика 7 на выходе его появляется сигнал, а на выходе инвертора 1б сигнал исчезает, т.е. исчезает сигнал на одном из входов элемента 22, что вызывает исчезновение сигнала.и на его выходе.
в результате на выходе инвертора
3появляется сигнал управления и коммутатор 3 подключает электромагнитный стопор k к питающей сети и поступление жидкого металла в мерную мкость 6 прекращается.
При исчезновении сигнала на выхое элемента 22 стирается ранее запомненный сигнал в элементах 21 и 22, поступивший от инвертора 17, и тем самым блок управления 18 подготавивается к приему следующего сигнала правления. При появлении сигнала на выходе элемента 22 и на выходе датчика 8 в процессе наполнения мерной емкости 6 жидким металлом элементами 27 и 28 запоминается момент начала заполнения мерной емкости б жидким , еталлом. А при исчезновении сигнала на выходе элемента 22 состояние элементов 27 и 28 не изменяется, т.е. . сигнал с датчика 8, поступивший на вход элемента 27, запоминается в элементах 27 и 28 и поступает на вход элемента 29 задержки. Выход элемента 29 соединен с первым входом элемента 25 блока 19 управления. При наличии формы 13 в зоне заливки с выхода датчика 12 сигнал поступает на второй вход элемента 25. При достижении уровня жидкого металла в мерной емкости 6 датчика 7 сигнал с его выхода поступает на элемент
24ЛОГИЧЕСКОЕ ИЛИ, ас его выхода на третий вход элемента 25. При истечении времени задержки сигнала на выходе элемента 29 появляется сигнал, который поступает на первый вход элемента 25. При поступлении сигнала на все три входа элемента
25появляется сигнал на входе и, следовательно,исчезает сигнал на выходе инвертора 26. В результате коммутатор 10 отключает электромагнитный стопор 11 от сети питания и жидкий металл под действием гидростатического напора поступает в форму 13.
При появлении сигнала, на выходе элемента 25 этот сигнал подается также на второй вход элемента 2. При снижений уровня жидкого металла в мерной емкости 6 ниже датчика 7 сигнал от этого датчика на первом входе элемента 2k исчезает, но состояние элементов 2k и 25 не изменяется, т.е.сигнал от датчика 7 запомнился.
При дальнейшем снижении уровня жидкого металла в мерной емкости до
датчика 8 сигнал на выходе этого датчикаисчезает и происходит стирание сигнала в памяти элементов 27 и 28, а затем и в памяти элементов 2k и 25.
В результате сигнал на входе инвертора 26 исчезает и появляется на его выходе, при этом коммутатор 10 подключает электромагнитный стопор 11 к сети питающего напряжения и. поступление жидкого металла из мерной емкости б в форму 13 прекращается, т.е. электромагнитный стопор 11 перекрывает выпускной канал 9 мерной емкости б и, следовательно, мерная емкость подготовлена к приему следующей дозы жидкого металла.
При достижении уровня жидкого металла в мерной емкости б датчика 7 элемент 22 имеет сигналы на первом и втором входах, поступившие, соответственно, от ключа 15 запуска и от датчика 2 уровня, а на третьем и четвертом входах сигналы отсутствуют. При выливке. жидкого металла из мерной емкости б и снижении его уровня ниже датчика 7 появляется сигнал на третьем входе элемента 22, а при снижении уровня жидкого металла до датчика 8 сигнал появляется и на четвертом входе элемента 22.
В результате цикл отбора дозы мерной емкостью б и цикл заполнения формы 1.3 жидким металлом повторяется.
Этот цикл повторяется при наличии металла в расходной емкости 1 до тех пор, пока формы 13 поступают под заливку или пока замкнут ключ 15, или пока уровень жидкого металла в расходной емкости 1 не достигнет датчика 2 уровня. Продолжительность перестановки форм 13 определяется временем задержки сигнала элементом 23, которое Согласовывается со временем заполнения мерной емкости б жидким металлом при минимальном гидростатическом напоре жидкого металла на входе электромагнитного стопора k.
Таким образом,введение в устройство для автоматического дозирования жидкого металла в формы литейного конвейера новых элементов: датчика наличия формы в зоне заливки, датчика нижнего уровня жидкого металла в расходной емкости и блока задержки позволит по сравнению с известнь1м устройством, в совокупности с другими элементами сократить продолжи гель;ность.цикла дозирования и, следовательно, уменьшить расход энергии. Предлагаемое устройство, сокращая продолжительность цикла дозирования при разливке жидкого металла в формы литейного конвейера, повышает производительность литейного конвейера за счет увеличения скорости перестановки форм в зону литья. Формула изобретения 1. Устройство для автоматического дозирования жидкого металла в формы, содержащее раЬходнуго и мерную емкости магнитодинамимеский насос на соединительном и выпускном канале, датчики верхнего и нижнего уровней жидкого металла в мерной емкости, соединенные со схемой управления магнитодинамического насоса, блоки коммутации, соединенных с выходом схемы управления магнитодинамического насоса, о т личающееся тем, что, с целью сокращения продолжительности цикла дозирования и уменьшения расхода энергии, устройство дополнительно содержит датчик наличия формы в зоне заливки и датчик нижнего уровня жидкого металла в расходной емкости, причем выход датчиков соединен с входом схемы управления магнитодина мического насоса. 2. Устройство по п.1, о т л и чающееся тем, что схема управления магнитодинамического насоса дополнительно содержит блок задержки, причем первый вход соединен с выходом датчика нижнего уровня, второй вход - с выходом блока управления, а выход блока задержки соединен с входом другого блока управления. Источники информации. принятые во внимание при экспертизе 1.Патент США tf , кл, В 22 D 37/00, 197. 2.Верте Л.А. Электромагнитная разливка и обработка жидкого металла. Металлургия, 1957, с,70, рис.27.
,1
а I
Г
ce/Hif nutnamat
