I
изобретение относится к гальванотехнике и может быть использовано при автоматизации технологических процессов гальванопокрытия в различных отраслях промышленности.
Известно устройство для гальванических покрытий, сооержашее гальваническую ванну, источник питания, экстремальный регулятор и исполнительный блок, соеаиненный с источником питания l .
Однако устройство имеет тот недостаток, что не прецусматривает возможности использования встроенного в современные источники питания блока автоматического регулирования выходных параметров.
Наиболее близким к прецлагаемому является устройство для нанесения гальванических покрытий, содержащее вш1ну для раствора, источник питания с блоком Ештоматического регулирования выходных параметров 21 .
Недостатком известного устройства 5шляется то, что уставка контролируемой величины задается вручную переменным резистором, входящим в ком плвкт источника питания. Данное обсто- ятешэство усложняет использование автоматических режиме источника питания в реальных производственных условиях ввиду необходимости рудаой перенастройки блока на новые уставки при смене типа обрабатываемых деталей.
Цель изобретения - автоматизация изменения режима работы устройства фи смене типа обрабатываемых деталей.
Поставленная цель достигается тем, чго устройство для нанесения гадьванических покрытой, содержащее ванну для раствора, источник питания с блоком автоматического регул рования выходных параметре, снабжено магазином за датчик еж с фиксированными уставками, коммутатором с исполнительными ор- гаками, блоком выделения признаков уставки, блоком выделения признаков
загружаемых в ванну цеталей, блоком иценгификаиии признаков цегаяей и признаков уставок, выход которого соединен с коммутатором, причем магазин зацагчиков установлен с возможностью поочередного поаключения через исполнительные органы коммутатора к блоку авто матического регулирования вьгхоцных парамегров источника питания, а блок выделения признаков уставки соединен с магазином зацатчиков.
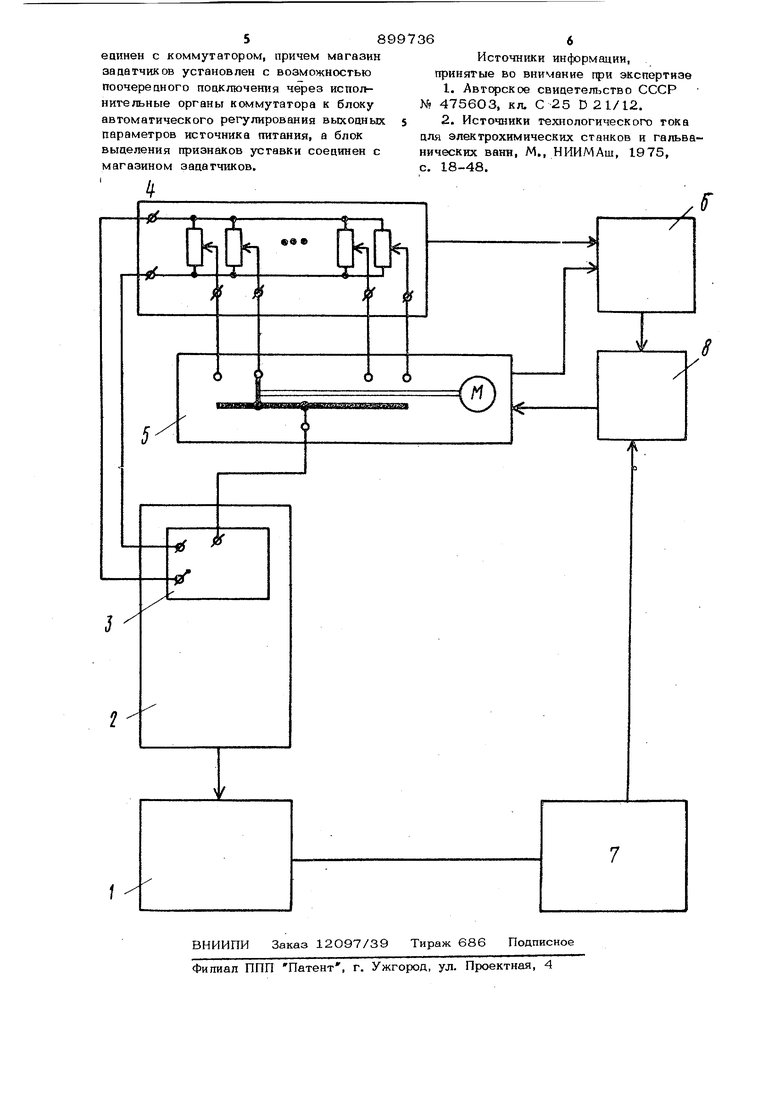
На чертеже изображена блок-схема предлагаемого устройства.
Устройство содержит гальваническую Baiffly I, источник питания 2 с встроенным блоком 3 автоматического регулирования выходных параметров, магазин 4 задатчиков, коммутатор 5, через исполнительные органы которого каждый из задатчиков может быть подключен к блоку 3. Каждый из задатчиков имеет фиксированную уставку. Магазин зада чиков 4 снабжен блоком 6 выделения признака уставки того задатчика, который в данный момент подключен коммута тором 5 к блоку 3. Гальваническая ван1 снабжена блоком 7 выделения признаков загружаемых в нее деталей. Коммутатор 5 управляется блоком 8 идентификация признаков уставок и признаков деталей, подключенным своими выходами соответственно к блокам 6 и 7. Устройство работает следующим образом. Подлежащие покрытию детали загружают в гальваническую ванну 1. Блок 7 выделяет признаки загрун аемых детале (например, суммарную поверхность деталей, требуемые вид и толщину покрытия и соответствующую величину тока, обеспечивающего получение требуемой толщины покрытия в течение заданного промежутка времени). Коммутатором 5 подключен какой-то из задатчиков магазина 4 к входу блока 3 автоматического регулирования выходных параметров источника питания 2. Блок 6 выделяет технологические признаки уставки задатчика, подключенного к блоку 3 (например, величину тока источника питания для определенной поверхности обрабатываемых де талей). Блок 8 производит сравнение (идентификацию) признаков деталей, выделенных блоком 7, и признаков уставки, выделенньрс блоком 6. В случае несовпадения (неидентичности) сравниваемых признако блок 8 задает коммутатору 5 направление поиска необходимой уставки и включает коммутатор в работу, сравнивая признаки уставки каждого вновь подключенного задатчика с признаками деталей. При выходе коммутатора на задатчик,
признаки уставки которого идентичны признакам деталей, блок 8 прекращает работу коммутатора 5,. при этом выбранный задатчик с идентичными признаками уставки остается подключенным к блоку 3.
Далее в процессе нанесения покрытия
на загруженные детали блок 3 в соответствии с заданной ему уставкой обеспечивает автоматическое автономное регулирование Быходньос параметров источника питания 2, при этом достигаются заданные свойства покрытия.
Предлагаемое устройство наиболее эффективно в производствах централизованно управляемых от ЭВМ. В данном случае блок автоматического регулирования выходных параметров источника питания будет использоваться как локальный регулятор, подчиненный ЭВМ. В функции ЭВМ в такой же системе входит хране ие в памяти признаков обрабатываемьсх деталей и признаков уставок в управление коммутатором с целью задания необходимой уставки подчиненному регулятору только в первый промежуток времени непосредственно после загрузки очередной группы деталей в гальваническую ванну. На все остальное время (время нанесения покрытия составляет 1О-ЗОмин) ЭВМ может отключиться от данного объекта, оставив в работе подчиненный регулятор, т.е. ЭВМ в такой системе используется не в реальном масштабе времени, а в наиболее рациональном для автоматизированных систем управления режима разделения времени. Формула, изобретения Устройство для нанесения гальванических покрытий, содержащее ванну для раствора, источник питания с блоком автоматического регулирования выходных параметров, отличающееся тем, что, с цепью автоматизации изменения режима работы устройства при смене типа обрабатываемых деталей, оно снабжено магазином задатчиков с фиксированными уставками, коммутатором с исполнительными органами, блок выделения признаке уставки, блоком выделения признаков загружаемых в ванну деталей, блоком идентификации, признаков деталей й признаков уставок, вьосод которого соецинен с коммутатором, причем магазин зааатчиков установлен с возможностью поочерецного подключения через исполнительные органы коммутатора к блоку автоматического регулирования выхоцных параметров источника питания, а блок выделения признаков уставки соединен с магазином зааатчиков.
Источники информации, принятые во внимание при экспертизе
1,Автсрское свидетельство СССР № 475603, кл. С 25 D 21/12.
2.Источники технологического тока для электрохимических станков и гальванических ванн, М., НИИМАш, 1975,
с. 18-48.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения гальванических покрытий | 1981 |
|
SU1028738A1 |
| Устройство для регулирования температуры | 1988 |
|
SU1508196A1 |
| Стабилизированный источник питания гальванических ванн | 1980 |
|
SU983676A1 |
| УСТРОЙСТВО ДЛЯ МИКРОДУГОВОГО ОКСИДИРОВАНИЯ МЕТАЛЛОВ И ИХ СПЛАВОВ | 2007 |
|
RU2333299C1 |
| Многоканальный регулятор | 1979 |
|
SU873207A1 |
| Устройство для подсчета числа работающих ванн | 1977 |
|
SU691902A2 |
| Устройство для подсчета работающих ванн | 1976 |
|
SU591887A2 |
| Автоматический регулятор конденсаторных батарей (его варианты) | 1982 |
|
SU1096628A1 |
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ ЯДЕРНОГО РЕАКТОРА ПО ПРЕВЫШЕНИЮ МОЩНОСТИ | 2017 |
|
RU2673448C1 |
| РЕГУЛЯТОР РЕАКТИВНОЙ МОЩНОСТИ | 1993 |
|
RU2097824C1 |
