Изобретение относится к литейному производству, в частности к технологии производства труб, работающих длительное время под нагрузкой при повышенных температурах.
В трубном производстве для изготовления труб из жаропрочных сплавов используют процессы центробежного литья и прессования, так как ограниченная пластичность указанных сплавов позволяет использовать их либо в недеформированном состоянии, либо после горячей деформации, обеспечивающей схему напряженного состояния, бгпизкую к всестороннему сжатию (1.
Однако для достижения однородности структурного состояния по толщине стенки трубы необходимы большие разовые деформации, что и обеспечивается прессованием.
Однако большая деформация приводит к снижению уровня длительной прочности - основной служебной характеристики жаропрочных труб, в результате измельчения зерен в процессе рекристаллизации 2 .
Использование труб в недеформированном состоянии, например, после центробежного литья 3, -не позволяет реализовать максимально, достижимый
уровень длительной прочности из-за присущей центробежным отличчам и: сложнолегированных сталей физической, химической и структурной неоднородности.
Повышение уровня длительной прочности жаропрочных сталей и сплавов может быть достигнуто при использовании обработки, обеспечивающей полу10чение полигонизованной структуры по всему сечению изделия. Такая обработка характеризуется сравнительно небольшими деформациями, величина которых зависит от схемы нагружения,
15 химического состава сплава, температуры, скорости деформирования и ряда других факторов.
Однако те способы деформации, которые используются для получения
20 труб из жаропрочных сплавов, при малом обжатии не в состоянии обеспечить однородность протекания пластической деформации по толщине стенки, что приводит к формированию нео.цно25родной и нестабильной субзеренной структуры и снижению длительной прочности.
Наиболее близким по технической сущности и достигаемому результату
30 к предлагаемому изобретению является способ обработки литых труб из нержавеющих хромоникелевых аустенитных сталей, включающий центробежную отливку заготовок и горячую деформацию раздачей внутренним давлением 4 .
Однако существующий способ применительно к трубам из Fe-Ni-Сг жаропрочных сплавов, обеспечивает однородное структурное состояние по сечению трубы и не позволяет увеличить длительную прочность по следующим причинам.
Прежде всего, указанная деформация по стенке 25-35% при горячей раздаче Fe-Сг-N1 жаропрочных сплавов приводит из-за ограниченного резерва пластичности к образованию трещин на внутренней поверхности труб, что снижает их прочность, как длительную, так и кратковременную. Кроме того, указанная деформация ( 25-35%) приводит к частичной динамической или статической рекристаллизации при нысокотемпературном отжиге после раздачи, что также снижает длительную прочность изделий.
Цель изобретения - повышение длительной прочности труб из Fe-Сг-Ni жаропрочных сплавов и упрощение технологии .
Поставленная цель достигается тем, что согласно способу производства труб, включающему центробежную отливку заготовки и горячую деформацию раздачей внутренним давлением, раздачу производят со степенью деформации по стенке 8-16%.
Горячая раздача труб из Fe-Сг-Ni жаропрочных сплавов в указ.анном диапазоне степеней деформации по стенке не приводит к образованию дефектов типа трещин на внутренней поверхности труб и является достаточной для формирования однородной полигонизованной субструктуры аустенита по всему сечению стенки трубы. Поскольку такая субструктура образовалась при горячей деформации, то она отличается выссэкой стабильностью при более низких, чем температура горячей деформации, температурах эксплуатации. Полигонизованная субструктура снижает скорость ползучести на всех стадиях ее развития и приводит к значительному повышению длительной прочности.
Раздача с деформацией по стенке более 16% для указанных сплавов, не обладающих значительным ресурсом пластичности, приводит к образованию
терщин в трубах, раздача со степенью деформации менее Ь% не обеспечивает . формирование стабильной полигонизованной субструктуры, в металле наблюдаются объемы с литым зерном, не с затронутым деформацией.
Длительная прочность в последнем случае сказывается на уровне показателей длительной прочности центробежнолитой заготовки.
Q В случае, если горячая раздача центробежнолитой заготовки производится со степенью деформации по стенке 8-16%, то время до разрушения при испытаниях на ползучесть Ре-Сг-Ni жаропрочных сплавов существенно возрастает, на некоторых режимах в 1,52 раза.
Пример . Изготовили партию центробежнолитых труб из Стали 40Х25Н20С2, являющейся базовой для
0 разработки Сг-Ni жаропрочных сплавов типа 25-20. Центробежнолитые заготовки нагревали в газовой камерной печи до 1250-1275 С и подвергали деформации на установке горячей раздачи, в
5 диапазоне степеней деформации 5-20% (по наружному диаметру).
После деформации термообработку не производили. Микроструктурный анализ показал следующее: D а) при деформации 5-7% в структуре наблюдаются участки литого зерна;
б)в диапазоне деформации 8-16% наблюдали образование полигонизованной структуры и измельчение избыточной карбидной фазы;
в)после деформации более 16% наблюдали структурную неоднородность, связанную с частичной рекристаллизацией в исходной крупнозернистой матрице. Деформация более 20% приводила к появлению трещин и надрывов на внутренней, наиболее напряженной поверхности заготовок. Испытания на , длительную прочность проводили при 980С и напряжении 2,5 кг/мм.Режим испытаний был выбран исходя из условий эксплуатации тяжелонагруженных радиантных труб термических печей. Степень деформации труб, из которых были отобраны образцы для испытаний длительной прочности, составляла 12%, т.е. была средней в диапазоне деформаций, обеспечивающих оптимальные структурные изменения в стали (816%).
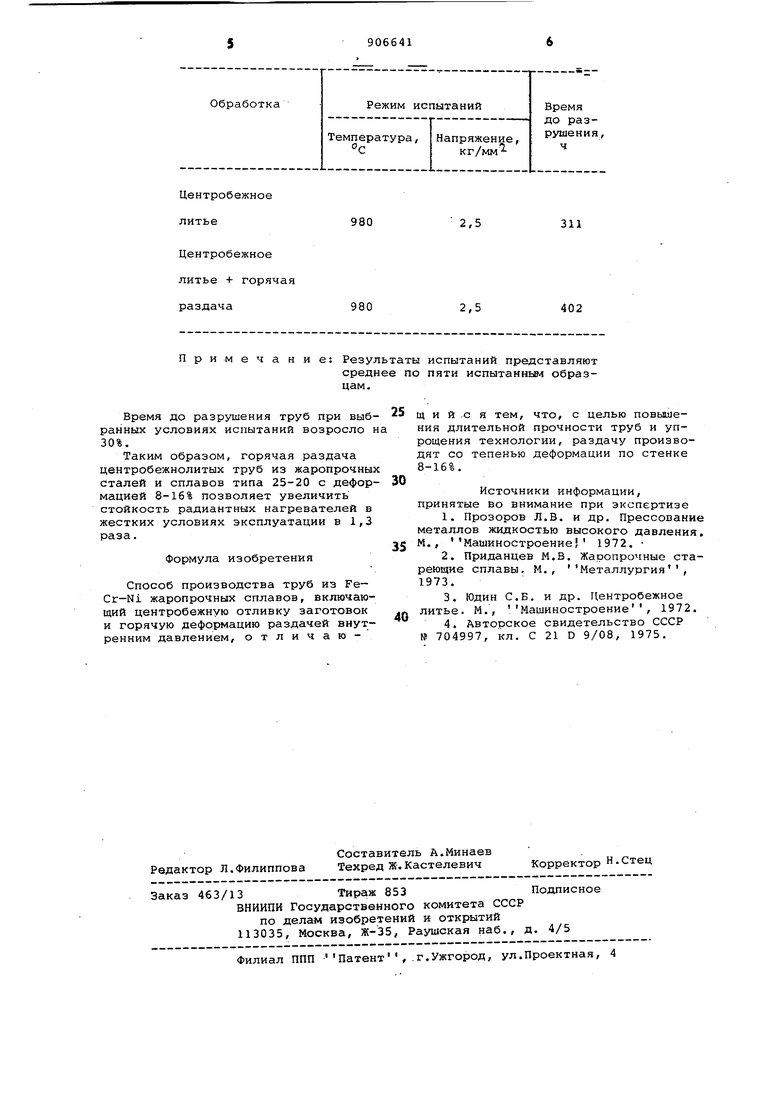
э Результаты испытаний длительной прочности труб из стали 40Х25Н20С2. представлены в таблице.
Центробежное литье
Центробежное литье + горячая раздача
2,5
311
2,5
402
| название | год | авторы | номер документа |
|---|---|---|---|
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2579403C1 |
| Состав стали сварочной проволоки для сварки жаропрочных и жаростойких сталей и сплавов | 1982 |
|
SU1168372A1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2016 |
|
RU2632497C2 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2016 |
|
RU2632728C2 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2579710C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2581317C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2016 |
|
RU2614973C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2577643C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2581323C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2581318C1 |
Примечание: Результаты испытаний представляют
среднее по пяти испытанньи образцам. Время до разрушения труб при выбранных условиях испытаний возросло н 30%. Таким образом, горячая раздача центробежнолитых труб из жаропрочных сталей и сплавов типа 25-20 с деформацией 8-16% позволяет увеличить стойкость радиантных нагревателей в жестких условиях эксплуатации в 1,3 раза. Формула изобретения Способ производства труб из Fe- Cr-Ni жаропрочных сплавов, включающий центробежную отливку заготовок и горячую деформацию раздачей внутренним давлением, отличающ и и -С я тем, что, с целью повышения длительной прочности труб и упрощения технологии, раздачу производят со тепенью деформации по стенке 8-16%. Источники информации, принятые Во внимание при экспертизе 1.Прозоров Л.В. и др. Прессование металлов жидкостью высокого давления. М., Машиностроение 1972. 2.Приданцев М.В. Жаропрочные стареющие сплавы. М., Металлургия, 1973. 3.Юдин С.Б. и др. Центробежное литье. М., Машиностроение, 1972. 4.Авторское свидетельство СССР № 704997, кл. С 21 D 9/08, 1975.
