Известные способы газовой цементации весьма длите.льны, что обусловлено необходимостью разогрева цементационных агрегатов, а также сквозным прогревом изделий при сравнительно невысокой температуре цементации (не выше 950).
В предлагаемом изобретении эти недостатки устанены тем, что liarpea изделий для цe лeнтaции производят током высокой частоты, что позволяет применять более высокие температуры (до 1300), производить нагрев только поверхности деталей на нужную глубину, без затраты времени и средств на разогрев цементационных агрегатов и сквозной прогрев цементируемых изделий.
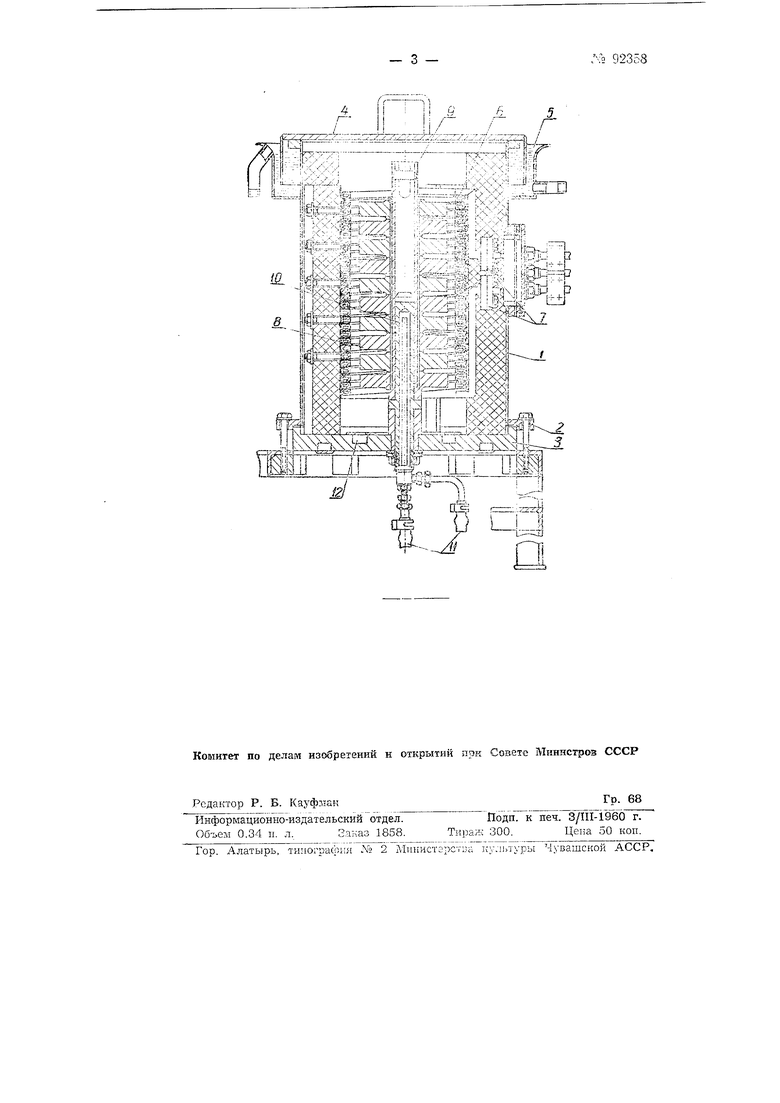
Кожух печи 1 (см. чертеж) изготовлен из немагнитной стали или из другого немагнитного материала. Кожух при помощи фланца 2 крепится па основании печи 3.
Сверху кожух нечи закрыт крышкой 4, снабженной гидравлическим или пылевым затвором 5, обеспечивающим герметичность печи. У основания и в месте подвода электрического питания печь имеет герметические уплотнения. Внутри печи помещается индукционный нагреватель 6, представляющий собой многовитковую катущку, выполненную из медной трубки, по которой во время работы печи протекает охлаждающая вода.
Электрическое питание к катушке подводят посредством выводов. Для преодоления влияния концевого эффекта рассеивания поля солено11да и связанной с ним неравномерности нагрева изделий катущка индуктора у верхнего и нижнего краев должна быть выполнена либо многослойной, либо с витками меньшего диаметра, или с тагом вятка, меньшим чем в средней части.
Садка с изделиями, подлежащими цементации, помещается внутрь индукционной катушки и располагается симметрично относительно верПоЕоротный отод имеет шесть гнезд, в которнх установленн патроны 8, несущие на своей поверхности подмодедьную дооку с моделью одного поршневого кольца {последние на чертеже не показаны), Каадай патрон имеет шток 9 о роликом 10. Этот шток проходит через муфту 11, на которой укреплен подвиаяо по вертикали, штифтовой механизм 12. Ролики 13 двигавтся по наклоншш направляющим 14, укрепленным на колонках к фундаментной плите. Штифтовой механизм 12 предназначен для установки пустой опоки на подмодельную плиту патрона 8.
Пустые опоки (на чертеже не показаны), вложенные в направлявацие стержни 15 магазина 16, при повороте стола вытаскиваются штифтовьш механизмом 12 и устанавливаются на подмодельнуто плиту патрона 8 при проходе очередаого гнезда под магазином 16.
При дальнейшем движении стола патрон 8 с опокой подходит к бункеру 17 с формовочной землей для наполнения опоки с помощью питателя IS приводимого в движение посредством тяги 19, кинематически связавной о ексценг риком 20. Затем патрон 8 с опокой, наполненной формовочной землей, подводвтся для прессования под плиту 21 пневмоцилиндра 22, смонтированного на траверсе 23. Шшта 21 снабжена стержнем 24 для пробивания в земляной форме литникового хода, при атом земля удаляется стержнем 24 через отверстие в патроне 8. При следувщем повороте стола патрон 8 с заформованной опокой подходит к звезде 25 с собирателями 26 для размещения зафориованннх опок в стопке(по шести штук в собирателе} IIpi етоы зафорыованная опока подается в собиратель 26 штифтовым механизмом 12.
Звезда 25 поворачивается на одну треть своего оборота через кажднй поворот стола.
После того как набрано в собирателе 26 нужное количество зафо|и овавввх опок в отопке, она вынимается г устанавливается под ааливку. После обдувка патрона цикл формовки повторяется.
Дхя лучшего заполнения опоки формовочной землей каждый патрон снабжен вхектровибраторсш н електроподогревсш (на чертеже не показана).
2.92559
----I
А - ;:ti .- --/i:« Ci-V --J p-7-n
I -,.e.r rTr:::7L, i: ;r 5;vx -;..;..,i Ц ilcte lllgi €Ш|
i
даа
:.