Изобретение относится к способам и устройствам для изготовления промышленных изделий, особенно материалов для контейнеров и упаковки, из гидравлически твердующих смесей и соединений с высоким неорганическим наполнением. Более конкретно, настоящее изобретение относится к способам и устройствам экономного массового производства разнообразных материалов с гидравлическим твердением или для контейнеров или упаковки с неорганическими наполнителями, которые в настоящее время производятся из таких материалов, как бумага, картон, пластмасса, полистирен, стекло или металл. Изделия согласно настоящему изобретению можно по выбору конструировать так, чтобы они были легки, гибки, недороги, водостойки, тонки, обладали изолирующими свойствами и не воздействовали на окружающую среду.
Материалы для упаковки и контейнеры.
В настоящее время улучшенные методы обработки и упаковки позволяют сохранять, упаковывать или перевозить большое разнообразие жидких и твердых товаров, защищая их от вредных воздействий. Упаковка защищает товары от влияния окружающей среды, от повреждений при перевозках, в особенности от химических и физических воздействий и повреждений. Упаковка также является средством распространения информации для потребителя, такой как место производства, содержимое, реклама, инструкции, товарная марка, цена. Упаковка помогает защищать самые различные товары от газов, влаги, света, микроорганизмов, паразитов, физических ударов, дробящих нагрузок, вибрации, протечек или разливания. Кроме того, пищевые продукты или напитки могут продаваться с использованием конкретных упаковочных средств, таких как одноразовые стаканчики, тарелочки или коробочки, такие как "раковинки", часто используемые в пищевой промышленности для быстрого производства гамбургеров, сандвичей и салатов.
Обычно большинство контейнеров и стаканчиков, включая одноразовые контейнеры, делается из бумаги, картона, пластмассы, полистирена, стекла и металла. Каждый год более ста миллиардов алюминиевых банок, миллиарды стеклянных бутылок и тысячи тонн бумаги и пластмассы используются для хранения и продажи напитков, соков, пива. Да и вне промышленности производства напитков упаковочные контейнеры и, особенно, одноразовые контейнеры, изготовленные из таких материалов, повсеместны.
Для того, чтобы сохранять некоторые изделия горячими, использовались контейнеры из полистирена. Хотя бумажные или покрытые пластмассой изделия могут быть снабжены специальными ручками, контейнеры из полистирена остались самыми лучшими одноразовыми контейнерами при необходимости изоляции из-за их способности к изоляции, стоимости и прочности.
Несмотря на более недавние попытки уменьшить использование бумаги, картона, пластмассы, полистирена и металлов, их продолжают использовать из- за их стойкости и возможности массового производства. Более того, для каждого предназначенного использования такие материалы являются относительно недорогими, легкими, поддающимися формованию, прочными, долговечными и стойкими к разрушению при использовании.
Воздействие бумаги, пластмассы, стекла и металлов.
Недавно произошли споры по поводу того, какие из этих материалов, например, бумага, картон, пластмассы, полистирен, стекло или металлические банки, оказывают самое вредное влияние на окружающую среду. Организации, занимающиеся защитой окружающей среды, убедили многих людей заменить один материал на другой, чтобы стать более "правильными" с точки зрения воздействия на окружающую среду. Эти споры часто просматривают то, что каждый из этих материалов имеет свои собственные слабости с точки зрения воздействия на окружающую среду. Один материал может показаться лучше другого в свете конкретных проблем окружающей среды при игнорировании других, часто более важных проблем, связанных, как полагают, с предпочтительным материалом. На самом деле, бумага, картон, пластмасса, полистирен, стекло и металлы имеют каждый по-своему свои слабости в отношении воздействия на окружающую среду.
Например, хотя сам по себе полистирен является относительно инертным веществом, его изготовление предполагает использование самых разнообразных опасных химических и исходных материалов. Неполимеризованный стирен очень реактивен и потому представляет собой угрозу для здоровья тех, кто его обрабатывает Поскольку стирен производится из бензола, известного мутагена и, вероятно, канцерогена, результирующие качества бензола можно найти в стирене. Полистирен очень медленно разлагается и выброшенные контейнеры сохраняются долгое время.
Более потенциально опасным было использование хлорофторуглеродов или ХФУ в производстве "раздутых" или "расширенных" изделий из полистирена. Это потому что ХФУ связан с разрушением озонового слоя. Изготовление вспененных материалов, включая дутый полистирен, посредством ХФУ, которые являются чрезвычайно летучими жидкостями, использовалось для "расширения" или "раздутия" полистирена в пенообразный материал, который затем формовался в виде стаканчиков, тарелочек, подносов, коробочек, контейнеров - "ракушек", прокладок или упаковочных материалов. Даже замена на менее "вредящие окружающей среде" надуваемые вещества, например HCFC, CO2 и пентаны, все еще влечет за собой значительный вред и уничтожение этих веществ было бы благотворным.
В свете этих проблем некоторые экологические группы одобрили временное возвращение к использованию натуральных продуктов, таких как бумага или древесина, которые считаются более способными к биологическому разложению. Тем не менее, другие экологические группы придерживались другого мнения для того чтобы свести к минимуму вырубку деревьев и опустошение лесов.
Хотя бумажные изделия являются якобы биодеградирующими и не связаны с разрушением озонового слоя, последние исследования показали, что производство бумаги, возможно, сильнее влияет на экологию, чем производство полистирена. На самом деле древесное волокно и бумажная промышленность были определены как один из самых больших загрязнителей окружающей среды в США. Например, изделия из бумаги требуют в 10 раз больше пара, от 14 до 20 раз большего потребления электроэнергии и в 2 раза больше воды для охлаждения по сравнению с эквивалентным изделием из полистирена. Многочисленные исследования показали, что стоки от производства бумаги содержат от 10 до 100 больше загрязнителей, чем при производстве вспененного полистирена.
Кроме того, побочным продуктом производства бумаги является влияющий на окружающую среду диоксин, вредное токсичное вещество. Диоксин или более точно 2,3,7,8 - тетрахлородибензо (b,е) (1,4), это очень токсичное загрязняющее вещество и чрезвычайно опасно даже в очень малых количествах. Самый высокий уровень диоксина, позволенный в сточных водах бумажной фабрики, составляет приблизительно 0,5 частиц на триллион. Однако рыба, обнаруженная ниже по течению от бумажной фабрики, может содержать более 200 частиц на триллион диоксина, что сравнивается с 50 частицами на триллион, а это общеизвестно.
Процесс производства металлических банок, особенно изготовленных из алюминия и олова, стеклянных бутылок и керамических контейнеров предполагает высокое энергопотребление из-за необходимости плавки и затем отдельной обработки и формования необработанного металла в промежуточное или конечное изделие. Эти повышенные требования к энергопотреблению и обработке не только вызывают использование ценных энергетических ресурсов, но и приводят к значительному загрязнению окружающей среды водой, воздухом и теплом. Более того, хотя стекло можно снова переработать, та часть, которая остается в земле, в принципе не биодеградируема. Разбитое стекло очень опасно и сохраняется годами.
Даже бумага или картон, которые многие считают биодеградируемыми, могут сохраняться годами, даже десятилетиями в сохраняемых местах, где они защищены от воздуха, света, воды, которые требуются для естественной биодеградации. Говорят, что телефонные книжки и газеты поднимались со свалки мусора, десятилетиями закопанного под землей. Эта долговечность бумаги объясняется тем, что обычно принято обрабатывать, покрывать или пропитывать бумагу различными защитными материалами, которые еще больше замедляют или предотвращают ее разложение.
Другая проблема, связанная с бумагой, картоном, полистиреном и пластмассами, состоит в том, что каждый из них требует применения относительно дорогих органических исходных материалов, некоторые из которых не восстанавливаются, например нефть при производстве полистирена и пластмасс. Хотя деревья, используемые для изготовления бумаги, картона, возобновляемы в точном смысле этого слова, их восстановление требует больших площадей и поэтому быстрое истребление лесов в некоторых регионах мира эту точку зрения опровергает. Поэтому использование больших количеств в принципе невосстанавливаемых исходных материалов при изготовлении одноразовых контейнеров нельзя поддержать и с точки зрения долгосрочной перспективы это неблагоразумно.
Кроме того, процесс, используемый для производства основного сырья для упаковочных материалов, таких как целлюлоза, стирен или металлические листы, очень энергоемок, вызывает большое загрязнение воды и воздуха, требует значительных инвестиций.
В свете сказанного выше споры не должны быть направлены на то, какой из этих материалов является более или менее вредящим экологии, но на то, чтобы задать себе вопрос: можем ли мы отыскать или разработать альтернативный материал, который сможет разрешить большинство, если не все, экологические проблемы, связанные с использующимися в настоящее время материалами.
Традиционные гидравлически твердеющие и наполненные неорганикой материалы.
Человек долго пользовался такими, в принципе, неистощимыми неорганическими материалами как глина, природные минералы или камень, и это было тысячилетиями. Глина широко использовалась потому, что ее легко формовать в самые разные предметы, включая контейнеры, в широком смысле, черепицу и другие пригодные изделия. Однако к некоторым недостаткам глины относятся время твердения глины, необходимость обжига или спекания глины для достижения ее оптимальных прочностных качеств, ее, в основном, крупный, тяжелый и увесистый характер. Необожженная глина, в частности, имеет низкое сопротивление на разрыв и сильно бьется. Тем не менее, глину используют при производстве других материалов, таких как множество неистощимых и недорогих наполнителей, таких как бумага или картон. Однако из-за хрупкости и некогезионного характера глина при ее использовании в качестве наполнителя обычно не использовалась в количествах более чем приблизительно 20% по весу от основного бумажного материала.
Человек широко использовал камень при возведении зданий, изготовлении инструментов, контейнеров и других больших и громоздких предметов. Однако очевидный недостаток камня заключается в том, что он очень твердый, хрупкий и тяжелый, это ограничивает его использование использованием только в качестве больших, громоздких предметов с относительно большой массой. Тем не менее, более мелкий или раздробленный камень можно использовать как инертный материал при производстве других изделий, таких как гидравлически твердеющий или цементирующий материал.
Гидравлически твердеющие материалы, например, содержащие гидравлический цемент или гипс, ниже "гидравлически твердеющие", "гидравлические" или "цементирующие" составы, материалы или смеси, использовались тысячи лет для создания пригодных, в основном больших, громоздких строений, долговечных, стойких и относительно недорогих.
Например, цемент - это гидравлически твердеющий связующий материал, получаемый из глины и известняка, он не опустошаем и очень недорог по сравнению с обсуждаемыми выше материалами. Гидравлический цемент может смешиваться с водой и инертным материалом, например с измельченным камнем или галькой для получения бетона. Однако из-за высокой степени текучести, требуемой для обычных цементирующих смесей для обеспечения их работоспособности, использование бетона и других гидравлически твердеющих смесей, в основном, ограничивалось простыми формами, которые объемны, тяжелы и громоздки и требуют механических усилий для сохранения своей формы продолжительный период времени, т. е. до существенного твердения материала. Другой аспект ограничения традиционных цементирующих смесей или взвесей это то, что у них очень низкое или совсем отсутствует стабильность формы и они формуются в конечную форму путем разлива смеси в пространство, имеющее внешне поддерживаемые границы или стенки.
Именно из-за этой неспособности к возможности формования, которая может быть результатом плохой работоспособности или/и плохой стабильной формы, в сочетании с низким сопротивлением разрыву на единицу веса, гидравлически твердеющие материалы традиционно использовались только в тех областях, где размеры и вес не являются ограничивающими факторами и где усилия или нагрузки, оказываемые на бетон, в основном ограничиваются усилиями сжатия, например, дороги, фундаменты и стены.
Более того, гидравлически твердеющие материалы по всей исторической памяти были хрупкими, твердыми, неспособными к сгибанию и имеющими малую упругость, изгиб и сопротивление на изгиб. Хрупкость и отсутствие сопротивления нагрузкам, около 1-4 МПа, в бетоне повсеместно подтверждено тем, что бетон быстро дает трещины после небольшой усадки или изгиба в отличие от таких материалов, как металл, бумага, пластмасса или керамика.
Следовательно, обычные цементирующие материалы были непригодны для изготовления небольших легких изделий, таких как контейнеры или тонкие листы, которые становятся лучше, если они изготовлены из материалов с большим сопротивлением разрыву и изгибу на единицу веса по сравнению с обычными гидравлически твердеющими материалами.
Другая проблема, связанная с традиционными и даже совсем недавно разработанными высокопрочными бетонами, состоит в том, что для бетона время выдержки после формования слитком продолжительно. Обычно изделия из бетона, образованные из текучих смесей, требуют времени отвердения от 10 до 24 часов до того, как бетон станет сам себя поддерживать и до месяца, пока бетон наберет свою максимальную прочность. Для того чтобы избежать образования трещин нужно много заботиться о перемещении гидравлически твердеющих изделий до того, когда произойдет их расформовка. Поскольку формы, используемые для формования гидравлически твердеющих предметов обычно неоднократно используются в производстве изделий из бетона и требуется значительное время для минимальной выдержки бетона, трудно было экономно и коммерчески выгодно организовывать массовое производство гидравлически твердеющих изделий.
Хотя цемент и другие виды гидравлически твердеющих связующих материалов, как считается, придают значительную прочность, включая прочность на разрыв и особенно прочность на сжатие, в отношении к вышеописанным гидравлически твердеющим материалам такие связующие вещества оказались в слишком малом количестве, для того, чтобы воздействовать не столько как связующее вещество, сколько как нейтральный наполнитель. В результате были проведены исследования с целью определения того, что по необходимости ли используют гидравлически твердеющее связующее вещество или имеет место использование связующего вещества в достаточно небольших количествах, так, чтобы оно действовало в основном, как нейтральный материал, но с тем, чтобы была включена повышенная концентрация неорганического материала в сочетании с альтернативным связующим веществом.
Ниже материалы, в которых используется гидравлическое связующее вещество только в качестве нейтрального вещества, будут называться неорганически наполненными материалами. Изделия, изготовленные из таких материалов, скорее всего будут иметь те преимущества, что они более экономически выгодные изделия по сравнению с предыдущими разработками из бумаги, пластмассы и металлических материалов благодаря низкой стоимости, малого воздействия на экологию и наличия исходных материалов.
Были предприняты некоторые попытки наполнить бумагу неорганическими материалами, такими как каолин или карбонат кальция, хотя существует ограничение, приблизительно 20-35% от объема, на количество неорганики, которая может включаться в состав этих продуктов. Кроме того, были попытки наполнить некоторые пластмассовые материалы глиной с целью увеличить способность изделия "дышать" и повысить способность упаковочных материалов сохранять свежими хранящиеся в них фрукты или овощи. Кроме того, неорганические материалы, как правило, добавляются к адгезивам и покрытиям, чтобы придать определенные цветовые или текстурные свойства отвердевшему изделию. Тем не менее, неорганические материалы содержат только долю всего материала, используемого для производства таких изделий и не составляют большинства упаковочной массы. Поскольку в высшей степени неорганически наполненные материалы, в принципе, содержат такие нейтральные экологически компоненты, как камень, песок, глина и вода, они были бы идеально пригодны с экологической точки зрения для замены бумаги, картона, пластмассы, полистирена или металлических материалов в качестве выбора для таких областей применения. Неорганические материалы также имеют большие преимущества по сравнению с синтетическими или высокопроцессными материалами с точки зрения себестоимости.
Благодаря недавнему осознанию огромного воздействия на окружающую среду при использовании бумаги, картона, пластмассы, полистирена и металлов для самых разных одноразовых, в основном выбрасываемых, изделий, таких как печатные листы или изготовляемые из них контейнеры (не говоря уже о все нарастающем политическом давлении), появилась острая нужда (давно осознанная специалистами) найти экологически здоровые материалы-заменители. В частности, промышленность пыталась разработать гидравлически твердеющие и в высшей степени неорганически наполненные материалы для этих изделий с высоким объемом отходов.
Несмотря на такое экономическое и экологическое давление, активные исследования и давно ощущаемую необходимость, просто не существовало технологии для экономного и реального производства гидравлически твердеющих и в высшей степени неорганически наполненных, связанных с органическими полимерами материалов, которые могли бы заменить бумагу, картон, пластики, полистирен или металлические листы или контейнеры, изготовляемые из них.
Такие материалы не только делаются из неистощаемых компонентов, они не воздействуют на окружающую среду так сильно, как бумага, картон, пластмассы, полистирен, стекло или металл. Другое преимущество гидравлически твердеющих и других неорганических материалов состоит в том, что они намного дешевле бумаги, картона, пластмассы, полистирена или металлов.
Хотя бумагу, картон, пластмассу, полистирен, стекло и металлы можно сравнить по ценам друг с другом, они намного дороже обычных гидравлически твердеющих и в высшей степени неорганически заполненных материалов. Поскольку никакой рационально проводимый бизнес не сможет игнорировать экономические преимущества, которые будут по необходимости увеличиваться от замены бумаги, картона, пластиков, полистирена или металлов на значительно менее дорогие материалы, неспособность провести такую замену можно объяснить только бросающимся в глаза отсутствием современной технологии для производства такой замены.
В свете вышеизложенного нужны именно новые материалы вместо бумаги, картона, пластмасс, полистирена, стекла или металлов, которые можно применять при изготовлении контейнеров и упаковочных материалов, применяемых при хранении, продаже и упаковке жидкостей и твердых веществ. Такие материалы представили бы собой значительный прогресс техники, если их можно было бы производить не полагаясь столь сильно на использование деревьев, нефти или других в принципе невозобновляемых или медленно возобновляемых ресурсов в качестве источника первичного исходного материала.
В качестве предшествующего уровня техники может быть принято изобретение по US патенту 4445970, кл. D 21 F 11/00, 01.05.84 (1). Известное из (1) изделие из неорганически наполненного материала содержит неорганически наполненную структурную матрицу, образованную удалением значительного количества воды путем выпаривания из неорганически наполненной смеси, включающей воду, диспергируемое в воде органическое полимерное связующее, неорганический наполнитель (заполнитель) и волокнистый материал. Изделие по (1) может быть сформовано в виде листа.
Известный способ (1) изготовления изделия из неорганически наполненного материала включает перемешивание диспергируемого в воде органического связующего, неорганического наполнителя (заполнителя), воды и волокнистого материала для образования формовочной смеси с однородно диспергированными в ней неорганическим заполнителем и волокнистым материалом, формование смеси с удалением значительной части воды.
Известное устройство (1) для изготовления изделий из неорганически наполненного материала содержит средство перемешивания, средство формования и средство сушки.
Известные изобретения отличаются от настоящего изобретения из-за разницы в технических приемах и операциях, которые состоят из следующего.
Обычно в известных решениях изготовления бумаги суспензия, в основном состоящая из воды - как правило на 99% - направляется на проволочное сито с тем, чтобы дать воде стечь или рассосаться через сито во время начала процесса изготовления бумаги под названием "мокрый остаток". Поскольку из бумажной суспензии удаляется основное количество воды большая часть веществ, растворенных в воде, и многие частицы, достаточно мелкие, для того чтобы пройти через отверстия проволочного сита, в том числе большая часть минеральных наполнителей, вымываются вместе с водой. Из-за определенных физических свойств ткани или переплетения или наложения волокон одного на другое существует естественный предел количеству минерального наполнителя, который можно примешивать при применении известных процессов изготовления бумаги. Для увеличения количества минерального наполнителя, загружаемого при известных процессах изготовления бумаги, некоторые технические приемы основаны на добавлении состава наполнителя к бумажной суспензии. В добавляемый состав наполнителя входят частицы минерального наполнителя, сцепленные с волокнами с помощью связующего вещества. Обычно минеральный наполнитель в таких смесях прочно связан или сцеплен с поверхностью волокон в противоположность тому, что обычно они бывают взвешены в воде или однородно диспергированы по всей смеси наполнителя. Большая часть минерального наполнителя, которая не связана с волокнами, похоже, может проходить сквозь сито во время процесса изготовления бумаги под названием "мокрый остаток". В обычных способах изготовления бумаги не указывается, как обрабатывать смеси со сравнительно низким содержанием воды, которым не требуется дренаж или обезвоживание. Эти известные технические приемы не указывают ни как непосредственно формовать смесь для формирования нужного изделия, ни говорят о подготовке и обработке формуемой смеси с компонентами, которые фактически однородно диспергированы в ней.
Было бы значительным шагом вперед в технике создать соединения, способы и устройства, позволяющие получать гидравлически твердеющие и неорганически наполненные производственные изделия, имеющие свойства, аналогичные бумаге, картону, полистирену, пластмассе или металлам. Еще было бы огромным шагом вперед в технике, если бы такие изделия можно было бы производить с использованием тех же самых или сходных производственных аппаратов и методов, которые в настоящее время используются для получения изделий из бумаги, картона, полистирена, пластмассы или металлических листов.
Было бы еще важным шагом вперед в технике, если бы такие гидравлически твердеющие и неорганически наполненные изделия не приводили к генерированию отходов, связанных с производством бумаги, картона, пластмассы, полистирена или металлов. Кроме того, было бы значительным шагом вперед в технике, если бы такие изделия легко разлагались бы в вещества, которые обычно находятся в земле.
С практической точки зрения было бы значительным прогрессом, если бы такие соединения и способы позволили производить контейнеры и упаковочные материалы с себестоимостью, сравнимой и даже ниже себестоимости производства контейнеров и упаковочных материалов из существующих материалов. Конкретно, было бы желательно снизить требования к энергопотреблению и начальные капитальные вложения для получения продуктов с использованием существующих материалов.
С перспективы производства было бы значительным прогрессом создать гидравлически твердеющие и неорганически заполненные материалы и способы массового производства из них изделий, в особенности контейнеров и упаковочных материалов, которые можно было бы быстро формовать и существенно высушить за несколько минут с начала процесса изготовления.
Такие материалы, способы и устройства, используемые для изготовления производственных изделий, включая упаковочные материалы и контейнеры, описаны и заявлены здесь.
Настоящее изобретение относится к новым способам и устройствам изготовления производственных изделий из гидравлически твердеющих и неорганически наполненных материалов (ниже коллективно называемых "способные к формованию материалы, смеси или соединения"). Было обнаружено, что легкие, прочные и экологически совместимые (и при желании гибкие или изолирующие) изделия, такие как контейнеры и упаковочные материалы, можно легко и недорого производить массово из способных к формованию материалов, включая гидравлически твердеющие или неорганические связующие вещества, посредством новаторских процессов, разработанных с помощью материаловедения и микроструктурной техники.
Подходы материаловедения и микроструктурной техники настоящего изобретения позволяют встраивать в микроструктуру способных к формованию соединений настоящего изобретения желаемые физические характеристики и свойства, одновременно принимая во внимание себестоимость и другие затруднения, связанные с крупными производственными системами. При этом преодолены многие проблемы, которые исторически ограничивали использование большинства способных к формованию материалов.
Как будет более подробно обсуждено ниже, подходы материаловедения и микроструктурной техники, применяемые вместо традиционного подхода методом проб и ошибок и методом перемешивания и испытания, конкретно позволяют конструировать способные к формованию материалы со свойствами высокой прочности на разрыв и на изгиб, с высокой изоляцией, малыми весами, низкой себестоимостью и малым воздействием на окружающую среду, которые требуются от изделий, включая контейнеры и упаковочные материалы. Управление конструированием способных к формованию соединений на микроструктурном уровне явилось частично следствием обнаружения того, что во время образования объекта либо (а) реологические свойства соединения должны быть химически видоизменены, чтобы получить способность к формованию и быструю стабильность формы, либо (б) концентрация воды в соединении должна быть снижена при обработке или путем добавления энергии.
Результатом является способность массово производить в коммерчески реальных масштабах самые разнообразные контейнеры или другие изделия (включая многие одноразового использования) из способных к формованию материалов с себестоимостью, обычно конкурентоспособной себестоимости и во многих случаях ниже себестоимости, связанной с другими материалами. Основные компоненты в рамках способных к формованию материалов настоящего изобретения включают в себя гидравлически твердеющее связующее вещество (как цемент или гипс), органическое связующее вещество (полисахарид, протеин или синтетические органические материалы), заполнители (как перлит, песок, стекло, силика, вермикулит, глина, слюда и даже изделия из отходов бетона), волокна (обычно древесные или растительные), воду и добавки, такие как диспергенты и ускорители схватывания.
К числу способных к формованию материалов относятся как гидравлически твердеющие материалы, так и в высшей степени неорганически наполненные материалы. Хотя эти два вида материалов могут содержать одни и те же компоненты, смеси отличаются по концентрации и по функции некоторых компонентов.
К числу гидравлически твердеющих материалов относится гидравлически твердеющее связующее вещество и вода, к которым могут селективно добавляться такие компоненты, как заполнители, волокна, диспергенты и модифицирующие реологические свойства вещества для видоизменения свойств смеси. Гидравлически твердеющее связующее вещество действует как первичное связующее вещество для выбранных компонентов.
В гидравлически твердеющем материале органические компоненты, такие как волокна на основе целлюлозы или/и модифицирующие реологические свойства вещества, составят малую долю общей массы материала, используемого для изготовления изделий. Все вместе органические компоненты обычно составляют менее 30% по объему незатвердевшей гидравлически твердеющей смеси; предпочтительно эта доля будет менее чем приблизительно 15% от объема.
В противоположность этому в высшей степени неорганически наполненные материалы содержат смесь диспергируемого водой органического связующего вещества (аналогичного веществам, используемым в качестве модифицирующих реологические свойства агентов внутри гидравлически твердеющей смеси), воды, волокон и неорганических заполнителей, имеющих концентрацию в диапазоне от приблизительно 40% до приблизительно 98% по объему от общего объема твердых веществ в смеси. К этой смеси можно селективно добавить другие компоненты, такие как органические заполнители, диспергенты и гидравлически твердеющие связующие вещества. В неорганически наполненных материалах органическое связующее вещество действует в качестве первичного связующего вещества, тогда как гидравлически твердеющее связующее вещество обычно добавляется (если добавляется вообще) в меньших количествах для того чтобы действовать как неорганические наполнители и вступать в реакцию с некоторым количеством воды. Конечно, смесь, имеющая количество связующего как гидравлически твердеющего связующего вещества, так и органического связующего вещества может соответствовать определениям как "гидравлически твердеющей смеси", так и "неорганически наполненной смеси". Различие между ними часто относится только к степени.
Для того чтобы спроектировать требуемые конкретные функциональные свойства, "встраивая" их в формовочную смесь или/и отвердевшую структурную матрицу для конкретного изделия, в формовочную смесь можно включить самые разные добавки, такие как модифицирующие реологические свойства вещества или органические связующие вещества, диспергенты, один или несколько материалов-заполнителей, волокна, воздухововлекающие вещества, раздувающие вещества или химически активные металлы. Вид и количество любой добавки будет зависеть от желаемых свойств или рабочих критериев как формовочной смеси, так и конечного изготовленного из нее затвердевшего изделия.
Органические связующие вещества - это просто полимеры, которые при добавлении в воду в определенных условиях образуют длинные цепочки, которые переплетаются и захватывают компоненты смеси. Когда вода удаляется из смеси, эти длинные цепочки твердеют и связывают структурную матрицу. Благодаря природе этих органических связующих веществ они также модифицируют реологические свойства соединения.
Используемые в этом описании и прилагаемой формуле изобретения понятия "органическое связующее вещество" и "модифицирующее реологические свойства вещество" являются синонимами. Является ли органический материал связующим веществом или же прежде всего влияет на реологические свойства зависит от степени и концентрации. В меньших количествах органический материал прежде всего воздействует на реологические свойства. Если добавляется больше "модифицирующего реологические свойства вещества", его способность помогать связывать вместе частицы увеличивается и оно справедливо может называться "органическим связующим веществом", хотя оно также влияет на реологические свойства.
Органические связующие вещества или модифицирующие реологические свойства вещества могут добавляться, чтобы повышать силу когезии, "пластмассоподобное" поведение и способность смеси сохранять форму при формовании или штамповке выдавливанием. Они действуют как загустители и увеличивают предел текучести формовочной смеси, а это величина усилия, необходимая для деформации смеси. Это создает высокую прочность сырой формовочной смеси в отформованном или выдавленном изделии. К числу подходящих модифицирующих реологические свойства веществ относятся различные материалы на основе целлюлозы, крахмала и протеинов (которые обычно высоко полярны), и все они помогают связать вместе отдельные частицы.
С другой стороны, диспергенты помогают уменьшать вязкость и предел текучести смеси путем диспергирования отдельных заполнителей и связывания частиц. Это позволяет использовать меньше воды, одновременно сохраняя адекватные уровни работоспособности. К числу диспергентов относится любой материал, который может адсорбироваться на поверхности частиц или заполнителей гидравлически твердеющего связующего вещества и который помогает диспергировать частицы, обычно создавая заряженную область на поверхности частицы или в ближнем двойном коллоидном слое.
Может быть предпочтительным включать один или несколько материалов-заполнителей в формовочную смесь, чтобы увеличить массу и снизить себестоимость смеси. Заполнители часто придают значительную прочность и улучшают работоспособность. Один пример такого заполнителя - это обычный песок или глина, которые полностью экологически безопасны, чрезвычайно недороги и в принципе неистощимы.
В других случаях легкие наполнители могут добавляться, чтобы дать более легкий и часто более изолирующий конечный продукт. Примерами легких наполнителей являются перлит, вермикулит, полые стеклянные сферы, аэрогель, ксерогель, пемза и другие легкие, камнеподобные материалы. Эти заполнители являются аналогичным образом экологически нейтральны и относительно недороги.
В формовочные смеси можно добавлять волокна, чтобы повысить прочность на сжатие, на разрыв, на изгиб и силу когезии влажного материала, а также сделанных из них отвердевших изделий. В том случае, когда изделие сделано из листа, образованного из смеси, включение волокон позволит сворачивать, надрубать или складывать лист, придавая ему желаемую форму изделия. Желательно, чтобы волокно имело высокое сопротивление раздиранию и прорыву (т.е. высокую прочность на разрыв), и его примеры это манильская пенька, южная сосна, лен, багас (волокно сахарного тростника), хлопок и конопля. Волокна с высокой аспектной пропорцией лучше всего придают прочность и жесткость формовочному материалу.
Одним из значительных аспектов настоящего изобретения является то, что изделия согласно изобретению можно изготовлять экономично и в массовых объемах.
Описываемые здесь изделия не предназначены для ручного производства со скоростью несколько штук за какое-то время, а предназначены для производства сотнями, тысячами или десятками тысяч штук в час. Создание новых материалов, которые можно быстро обработать таким способом (то есть аналогично бумаге, пластмассе или металлам), является результатом использования одного из следующих подходов в течение производственного процесса: (а) химического модифицирования формовочной смеси (например, добавлением модифицирующего реологические свойства вещества) для придания смеси способности к обработке и затем быстрой стабильности формы, или (б) уменьшения нормы содержания воды во время процесса формования (например, добавлением энергии в виде тепла или давления). Применение этих принципов станет легко понятным из рассмотрения следующих способов производства.
Существует несколько этапов и способов производства изделия согласно настоящему изобретению. Первый этап, универсальный для всех способов, это приготовление формовочной смеси. Смесь готовится путем соединения желаемого связующего вещества и воды с выбранными материалами, такими как модифицирующее реологические свойства вещество, диспергент, заполнители и волокна, для создания смеси, имеющей желаемые реологические свойства, а также характеристики предела прочности, веса, изоляции и низкой себестоимости. Компоненты обычно комбинируются при перемешивании с большим сдвигающим усилием, однако при перемешивании с малым сдвигающим усилием часто добавляются хрупкие или легкие заполнители для предотвращения измельчения заполнителя.
Второй этап - это формование или придание смеси желаемой формы изделия.
К числу предпочтительных процессов относятся прессование в пресс-формах, инжекционное прессование, формование с дутьем, джиггерное формование, формование влажных листов, формование сухих листов и т.п. Процесс прессования в пресс-формах (матрицах) включает в себя размещение смеси между подвижным штампом и неподвижным штампом (матрицей) с взаимодополняющими формами. Затем штампы сопрягаются, чтобы отформовать смесь по форме штампов. При инжекционном прессовании смесь впрыскивается под высоким давлением в закрытую матрицу, тем самым образуя форму, соответствующую форме матрицы. Когда смесь обретает стабильность формы, матрица открывается и изделие вынимается для сушки.
Существуют два типа формования с дутьем: литье под давлением с дутьем и формование вытеснением с дутьем. При литье под давлением с дутьем смесь размещается на сердечнике литейного стержня, который затем помещается в закрытую матрицу. Затем через сердечник литейного стержня продувается воздух, чтобы расширить смесь, прижимая ее к стенкам матрицы, что образует желаемое изделие. Формование вытеснением с дутьем осуществляется путем вытеснения смеси в виде трубы, которая закреплена между двумя половинами матрицы. Затем в трубу вставляется пробойник для дутья, через который проходит воздух, расширяя смесь в направлении стенок матрицы до достижения желаемой формы изделия.
Джиггерное формование аналогично формованию глины, при котором используется гончарный станок. Процесс требует применения вращающегося шпинделя, на который помещается матрица с открытым зевом. Некоторое количество смеси помещается на дно вращающейся матрицы. Затем используется вращающаяся роликовая головка для прессования смеси к боковым стенкам матрицы, что формует смесь в желаемое изделие. Когда смесь отформована, избыточный материал удаляется с края матрицы и изделию дают возможность обрести стабильность формы.
Формование влажных листов и формование сухих листов сходны тем, что сначала смесь формуется в лист. Формовочная смесь с желаемыми характеристиками (приготовленная согласно описанной выше процедуре) вытесняется через матрицу, например шприц-машину типа ожер или поршневого типа, образуя относительно тонкие листы заранее определенной толщины. В одном примере реализации в ожере создается вакуум, чтобы удалить избыточный воздух из смеси.
Затем вытесненные листы "прокатываются" путем пропускания их между набором обжимающих роликов, чтобы получить листы более однородной толщины и с более гладкой поверхностью. В некоторых случаях может быть предпочтительным пропустить листы через ряды наборов роликов, имеющих все меньшие расстояния между наборами роликов, чтобы получить прокатанный лист, чья толщина постепенно уменьшается.
Кроме того, путем использования пары роликов, имеющих различные ориентации в направлении "Z" (или по нормали к поверхности листа), например при использовании плоского ролика в паре с коническим роликом, некоторое процентное содержание волокон можно сориентировать в направлении "X" (или по ширине). Таким образом можно изготовить лист, имеющий двунаправленно ориентированные волокна. Считается, что это происходит потому, что конический ролик может расширить лист в направлении "X". Листы, имеющие двунаправленно выровненные волокна, позволяют получать изделия с более однородной прочностью.
При процессе с влажным листом часть листа затем формуется в желаемую форму контейнера или изделия. Предпочтительно это осуществляется путем прессования листа между подвижным штампом желаемой формы и неподвижным штампом, конфигурация которого в принципе взаимодополняет форму подвижного штампа. К числу альтернативных типов штампов относятся разъемные пресс-формы и штампы с последовательными операциями. Изделия можно также формовать с применением в отношении листов одного или многих методов вакуумного формования.
В процессе с сухим листом влажный лист, описанный выше, последовательно пропускается над нагретыми сушильными роликами для преобразования листа в сухой листовой продукт, похожий на бумажный лист. Кроме того, лист при желании можно пропустить между уплотняющими роликами, когда он находится еще в слегка увлажненном состоянии, чтобы исключить нежелаемые пустоты внутри структурной матрицы, повысить адгезию волокон, уменьшить пористость или/и повысить гладкость поверхности. Тщательно контролируя содержание воды, можно обеспечить, чтобы уплотняющие ролики только сжимали и повышали плотность листа, не удлиняя его более.
При желании лист может быть надрублен, продольно разрезан или перфорирован будучи в слегка увлажненном или даже в сухом состоянии, чтобы создать линию внутри структурной матрицы, по которой затем лист можно навесить на петлях или согнуть. При желании лист можно пропустить через набор рифленых роликов, чтобы получить рифленый лист или/и картон.
Когда сухой лист отформован, его затем можно оформить в желаемое изделие посредством ряда способов, хорошо известных в бумажной промышленности. Такие способы включают в себя фальцовку, свертывание, волновую обмотку, формование, сборку и формирование мешочков.
Чтобы экономично производить изделия, оформленное изделие должно быстро обрести стабильность формы. В одном примере реализации формующий аппарат, включая штампы, матрицы и ролики, нагревается до заранее определенной температуры, чтобы быстро высушить поверхность изделия, создавая изделие со стабильной формой.
Нагревание формовочного аппарата также образует паровой барьер, который минимизирует прилипание изделия к формовочному аппарату. Можно также использовать дополнительные способы, такие как охлаждение формовочного аппарата или добавление негидратирующей жидкости в смеси, которая быстро испаряется, чтобы быстро придать стабильность формы изделиям. Еще другие способы, используемые для придания стабильности формы, включают в себя добавление полугидрата гипса, карбонатных источников, ускорителей, метилцеллюлозы и крахмала к смеси или ограничение количества воды в смеси.
Когда изделия обрели достаточную стабильность формы, их можно убрать из штампов. Удаление из штампов обычно осуществляется путем "воздуховейера" или ссасывания изделий из матрицы. Воздух может продуваться между отформованными изделиями и штампами, чтобы помочь удалению. В качестве альтернативы можно использовать различные шаблоны или кольца-съемники для удаления изделий из матрицы.
Наконец, изделия пропускаются через сушильный аппарат, чтобы выгнать дополнительное количество воды изнутри изделия, что повышает прочность и улучшает стабильность формы изделия. Тепло, прилагаемое сушильным аппаратом, также повышает степень гидратации гидравлического цемента и высушки органического связующего вещества. Когда изделие приобрело достаточную прочность, изделие можно упаковывать и отправлять.
До, во время или после любого из описанных процессов формования на поверхность в принципе высохшего листа или изделия могут наноситься покрытия по ряду причин, например, чтобы сделать изделие более водонепроницаемым, более гибким или придать ему более глянцевую поверхность.
Покрытия на основе таких материалов, как соевое масло и метоцел, сами по себе или в сочетании с полиэтиленгликолем, могут налагаться на поверхность, чтобы постоянно размягчить лист или изделие, или петлю внутри изделия.
Эластомерные, пластмассовые или бумажные покрытия могут помочь в сохранении целостности складки или петли (если они используются), независимо от того, раскалывается ли или нет лежащая внизу затвердевшая структурная матрица после сгиба в месте петли. Может также быть желательным напечатать или сделать тиснение на листах или изделиях в виде значков, логотипов или другого печатного материала.
К числу дополнительных примеров осуществления настоящего изобретения относится добавление воздушных полостей в материал для придания изделиям изолирующих свойств. Эти воздушные полости создаются путем включения газа посредством различных способов в гидравлически твердеющие смеси - причем один способ - это механическое включение воздушных пустот во время процесса перемешивания, а другой способ - это включение газа, который химически генерируется на месте внутри гидравлической пасты.
Соединение согласно настоящему изобретению можно варьировать, чтобы получать изделия принципиально разного характера. Например, можно изготавливать очень легкие продукты (аналогичные полистиреновой пене) с жесткими стенками. Для удобства этот первый тип продукта иногда называется здесь "пенообразным" продуктом.
В качестве альтернативы, согласно настоящему изобретению можно изготовлять изделия, имеющие вид скорее гончарных или керамических изделий. Однако изделия настоящего изобретения гораздо легче, т.к., обычно имеют массовый удельный вес менее приблизительно 1,5, тогда как гончарные или керамические изделия обычно имеют массовый удельный вес 2 или более. Этот второй вид продукта согласно настоящему изобретению иногда называется здесь "глинообразным" продуктом, потому что это формовочный материал с нулевой осадкой, со стабильной формой, который имеет, однако, чудесные свойства для обработки.
Как пенообразный, так и глинообразный материал можно сначала отформовать в лист (или в непрерывный рулон), который затем штампуется, прессуется, надрубается, фальцуется или сворачивается в форму желаемого контейнера или другого промышленного изделия. Этот третий вид продукта будет называться "листообразным" продуктом, который будет более всего похож на бумагу или картон и займет их место во многих промышленных изделиях.
Ключевой особенностью конструирования с использованием микроструктурной техники согласно настоящему изобретению является оптимизация с точки зрения материаловедения каждого желаемого свойства (включая минимизацию себестоимости). Только благодаря уникальной микроструктурной технике настоящего изобретения формовочные смеси, включая гидравлически твердеющие и неорганически наполненные смеси, можно формовать в тонкостенный, сложный, легковесный продукт, такой как контейнер для пищевых продуктов и напитков, и который все же сохраняет свою форму без внешней поддержки во время сырого состояния до проведения этапа твердения.
Действительно, экономическая реальность массового производства изделий, таких как контейнеры для пищевых продуктов и напитков, из способных к формованию материалов возможна только потому, что смесь является самонесущей в сыром состоянии и будет сохранять свое отформованное состояние на протяжении всего процесса твердения или сушки.
Кроме того, важно, что соединения согласно настоящему изобретению обеспечивают создание смесей, которые быстро достигают достаточно высокую прочность на разрыв и на сжатие, так что отформованные контейнеры и другие изделия можно обрабатывать и манипулировать ими с использованием традиционных средств.
Исходя из вышеизложенного, одной из целей настоящего изобретения является создание улучшенных соединений, способов и устройств для производства гидравлически твердеющих и неорганически наполненных промышленных изделий, которые в настоящее время образуются из, например, бумаги, картона, полистирена, пластмассы или металлов.
Другой целью и особенностью настоящего изобретения является создание соединений, способов и устройств, которые позволяют получать гидравлически твердеющие и неорганически наполненные изделия, имеющие свойства, аналогичные свойствам бумаги, картона, полистирена, пластмассы или металлов.
Еще одной целью настоящего изобретения является создание формовочных смесей, которые можно формовать в самые разнообразные изделия, используя тот же самый или сходный производственный аппарат и методы, которые в настоящее время используются для образования таких предметов, например, из бумаги, картона, пластмассы, полистирена или металлов.
Еще одной целью и особенностью настоящего изобретения является создание соединений, способов и устройств для изготовления изделий из формовочных смесей, которые не приводят к образованию отходов, связанных с производством материалов из бумаги, пластмассы, полистирена или металлов.
Еще одной целью и особенностью является то, что изделия легко разлагаются на вещества, которые нетоксичны и обычно встречаются в земле.
Другой целью настоящего изобретения является создание соединений, способов и устройств, которые позволяют производство изделий с себестоимостью, сравнимой с себестоимостью существующих способов изготовления изделий из существующих материалов или даже с более низкой себестоимостью.
Еще одной целью и особенностью настоящего изобретения является создание способов и устройств для производства, которые менее энергоемки, сохраняют ценные природные ресурсы и требуют более низких начальных капитальных вложений по сравнению со способами и устройствами, используемыми в изготовлении изделий из существующих материалов.
Еще одной целью настоящего изобретения является создание соединений, содержащих меньше воды, которую нужно удалить во время процесса производства (по сравнению с производством бумаги) для того, чтобы сократить время обработки и снизить начальные капиталовложения в оборудование.
Наконец, дополнительной целью и особенностью настоящего изобретения является создание соединений, способов и устройств для массового производства изделий из формовочных смесей, которые можно быстро формовать и основательно высушивать в течение минут от начала производственного процесса.
Эти и другие цели и особенности настоящего изобретения станут более очевидными из нижеследующего описания и прилагаемой формулы изобретения или же о них можно узнать, используя изобретение на практике.
Для того чтобы можно было понять, каким образом достигаются перечисленные выше и другие преимущества и цели изобретения, более конкретное описание изобретения, кратко охарактеризованное выше, будет представлено со ссылками на конкретные примеры осуществления изобретения, которые иллюстрируются прилагаемыми чертежами. С пониманием того, что эти чертежи описывают только типичные примеры осуществления изобретения и потому не могут считаться ограничивающими его рамки, теперь изобретение будет описано с дополнительной конкретностью и подробностью путем использования сопроводительных чертежей.
Фиг. 1 - это общий вид устройства, используемого для приготовления формовочных смесей по настоящему изобретению, включая мешалку и двойной экструдер типа "ожер".
Фиг. 2 - это схематический вид подвижного и неподвижного штампов, используемых в процессе прессования.
Фиг. 2А - это поперечное сечение разъемной пресс-формы.
Фиг. 2Б - это поперечное сечение штампа с последовательными операциями.
Фиг. 3 - это схематический вид подвижного и неподвижного штампов, частично сочлененных для образования зазора.
Фиг. 4 - это поперечное сечение двухстадийного инжектора.
Фиг. 5 - это поперечное сечение возвратно-поступательного винтового инжектора.
Фиг. 6 - это схематический вид смеси, которую размещают между подвижным штампом и неподвижным штампом.
Фиг. 7А-Б - это схематический вид шаблона, который используется для размещения формовочной смеси.
Фиг. 8 - это поперечное сечение инжекционной формовочной матрицы.
Фиг. 9 - это схематический вид трех стадий, используемых в инжекционном прессовании с дутьем (литье под давлением с дутьем).
Фиг. 10А-Е показывают стадии обработки при формовании вытеснением с дутьем.
Фиг. 11А-Г показывают стадии обработки при джиггеринге.
Фиг. 12 - это общий вид двух предпочтительных устройств, используемых при изготовлении листов в процессе формования влажных листов, включая мешалку, двойной экструдер типа "ожер", головку матрицы и ряд обжимающих роликов.
Фиг. 13 - это поперечное сечение пары обжимающих роликов.
Фиг. 14 - это схематический вид подвижного штампа и неподвижного штампов, используемых при формовании влажного листа в изготавливаемое изделие.
Фиг. 15А-Б - это поперечное сечение матриц, используемых в процессе штамповки "обойного материала".
Фиг. 16А-Б - это поперечное сечение матриц, используемых в прямой вакуумной штамповке.
Фиг. 17 - это поперечное сечение матриц, используемых в вакуумной штамповке "обойного материала".
Фиг. 18А-Б - это поперечное сечение матриц, используемых в вакуумной штамповке с обжимкой назад.
Фиг. 19А-Б - это поперечное сечение матриц, используемых в вакуумной штамповке типа "большая волна/воздушное скольжение".
Фиг. 20А-Б - это поперечное сечение матриц, используемых в вакуумной штамповке типа "большая волна/обойный материал".
Фиг. 21А-Б - это поперечное сечение матриц, используемых в вакуумной штамповке с использованием калибра-пробки.
Фиг. 22А-В - это поперечное сечение матриц, используемых в штамповке типа "большая волна/с помощью калибра-пробки/с обжимкой назад".
Фиг. 23А-В - это поперечное сечение матриц, используемых в штамповке двойного листа.
Фиг. 24 - это общий вид устройства, используемого для производства листов в процессе штамповки сухих листов, включая мешалку, шприц-машину, обжимающие ролики, нагревающие ролики, уплотняющие ролики, твердые ролики, мягкие ролики и бобину.
Фиг. 25 - это поперечное сечение листа, пропускаемого между парой уплотняющих роликов.
Фиг. 26 - это лист, проходящий над твердым и мягким роликами.
Фиг. 27 показывает лист, пропускаемый между рифлеными роликами.
Фиг. 28 - это вид в перспективе листа, который продольно разрезают ножом с лезвием.
Фиг. 29 - это вид в перспективе листа, который продольно разрезают с использованием режущего ролика непрерывного штампа.
Фиг. 30 -это вид в перспективе того, как надрубка впрессовывается в лист штампом для рифления.
Фиг. 31 - это вид в перспективе того, как лист перфорируется с помощью перфорирующего резака.
Фиг. 32А - это вид в перспективе картонной заготовки с уплотненным концом.
Фиг. 32Б - это вид в перспективе промежуточной оболочки картона с уплотненным концом.
Фиг. 32В - это вид в перспективе картонки с уплотненным концом.
Фиг. 33А - это вид в перспективе заготовки чашки.
Фиг. 33Б - это вид чашки в перспективе.
Фиг. 34 - это схематический вид автоматизированного аппарата, образующего чашки.
Настоящее изобретение относится к новым гидравлически твердеющим и неорганически наполненным материалам, способам и устройствам для производства промышленных изделий. Гидравлически твердеющие и неорганически наполненные материалы, ранее описанные как способные к формованию материалы, можно в общем случае описать как многокомпонентные, многомасштабные, укрепленные волокном микрокомпозиты. Путем тщательного включения самых разных материалов, имеющих дискретные, но синергично связанные свойства, можно создавать микрокомпозиты, имеющие замечательные свойства в смысле прочности, твердости, экологической безопасности, возможности массового производства и низкой себестоимости. Один важный аспект состоит в том, чтобы путем тщательного выбора размеров частиц заполнителя получить в высшей степени однородный материал.
В частности, материалы, включающие в себя гидравлически твердеющее связующее вещество, органическое связующее вещество, волокна (органические и неорганические), заполнители (органические и неорганические) и различные другие компоненты, можно формовать в промышленные изделия, включая контейнеры и упаковочные материалы, которые традиционно производились из таких материалов, как металл, пластмасса, стекло и бумага. Новые материалы или смеси настоящего изобретения можно сконструировать так, чтобы они имели свойства традиционных материалов, однако одновременно обладали улучшенными свойствами в смысле экологической нейтральности при производстве и реализации и были менее дорогими. Как будет обсуждено подробнее, изделия согласно настоящему изобретению можно изготовлять разными способами, такими как вытеснение, прокатка, прессование, формование и их комбинации.
Конструирование методами микроструктурной техники.
Как упоминалось выше, соединения, используемые для изготовления изделий согласно настоящему изобретению, были разработаны из перспективы микроструктурной техники с тем, чтобы "встроить" в микроструктуру способного к формованию материала определенные желаемые, заранее определенные свойства, одновременно осознавая вопросы себестоимости производства и другие трудности, связанные с изготовлением. Кроме того, этот аналитический подход с точки зрения микроструктурной техники, в отличие от традиционного метода проб и ошибок: смешивания и испытания, привел к возможности конструировать материалы с такими свойствами в смысле прочности, веса, изоляции, себестоимости и экологической нейтральности, которые являются обязательными при производстве изделий значительно более эффективным образом.
Способные к формованию материалы обладают тем преимуществом по сравнению с другими существующими материалами, что они могут приобрести свои свойства в относительно спокойных и щадящих условиях. (Другие материалы требуют высокой энергии, сильного нагрева или жесткой химической обработки, которые значительно влияют на компоненты материала). Поэтому многие разные материалы с удивительными синергическими свойствами и результатами можно включить в способные к формованию материалы при правильном конструировании смесей и их изготовлении.
Структура соединений согласно настоящему изобретению была разработана и определена прежде всего с учетом основных ограничений, диктуемых самой структурой, и затем путем поиска подмножества материалов, которые максимально увеличивают рабочие показатели компонентов. Однако в любой момент процесса важно осознавать необходимость конструирования продуктов, которые можно изготовить в ходе конкурентоспособного в отношении себестоимости процесса.
Начальные ограничения при выборе материалов накладываются конструкционными характеристиками компонента, являющимися критическими для получения успешного изделия. Например, в отношении листа, используемого для изготовления контейнеров, эти начальные ограничения включают в себя минимальный вес, прочность (на сжатие и на разрыв) и требования к твердости при одновременном удержании себестоимости этих изделий на уровне, сравнимом с себестоимостью аналогичных изделий из бумаги, картона, пластмассы, полистирена или металла.
Одна из проблем, связанных ранее со способными к формованию материалами, состояла в длительном периоде отвердения до того момента, когда такие материалы были бы расформованы. Важной особенностью настоящего изобретения является то, что, когда формовочная смесь формуется в желаемое изделие, оно будет сохранять свою форму (т.е. нести свой собственный вес под действием малых сил, таких как сила тяжести и движение через обрабатывающее оборудование) в сыром состоянии без внешней поддержки. Кроме того, с точки зрения производства, чтобы производство было экономным, важно, чтобы отформованное изделие быстро (в течение минут или даже секунд) достигло достаточной прочности, чтобы его можно было физически обрабатывать с использованием обычных процедур изготовления, даже если материал все еще находится в сыром состоянии и не полностью затвердел.
В самом простом виде процесс использования материаловедения в микроструктурном конструировании и построении способных к формованию материалов содержит определение характеристик, анализ и модифицирование (при необходимости): (а) заполнителей, (б) предсказанной упаковки частиц, (в) реологии системы и (г) обработку и энергию производственной системы. При определении характеристик заполнителей определяется средний размер частиц, определяется естественная плотность упаковки частиц (которая является функцией реальных размеров частиц), и устанавливается прочность частиц. (Непрореагировавшие частицы гидравлического связующего вещества могут считаться заполнителем).
Имея эту информацию, можно предсказать упаковку частиц согласно математическим моделям. Было установлено, что упаковка частиц - это начальный фактор для проектирования желаемых требований к конечному продукту, такие как способность к обработке, стабильность формы, усадка, плотность массы, способность изолировать, прочность на разрыв, на сжатие и на изгиб, упругость, долговечность и оптимизация себестоимости. На упаковку частиц влияет не только определение характеристик частиц и заполнителя, но и количество воды и ее связи с объемом промежуточных пустот упакованных заполнителей.
Реологические свойства системы являются функцией как макрореологии, так и микро-реологии. Макрореология это связь твердых частиц в отношении друг друга, как она определяется упаковкой частиц. Микро-реология - это функция доли смазочного вещества системы. Путем модифицирования смазочных веществ (это может быть вода, модифицирующие реологические свойства вещества, пластификаторы или другие материалы) можно химически модифицировать вязкость и предел текучести. Макрореология может также модифицироваться физически путем изменения формы и размеров частиц, например, разрубленные волокна, пластинчатая слюда, округлая пена силики или раздробленные, угловатые, зернистые, гидрированные частицы связующего вещества будут взаимодействовать со смазочными веществами по-разному.
Концепция микроструктурной техники далее обсуждается в заявке на патент США номер 08/109.100, озаглавленной "Оптимизированные по составу соединения и процессы для микроструктурного построения вяжущих смесей", поданной 18 августа 1993 г. на имя Пер Юста Андерсена и Саймона К. Ходсона.
Из нижеследующего обсуждения станет понятно, как материалы компонентов внутри формовочной смеси, а также параметры обработки вносят свой вклад в начальные конструкционные ограничения промышленных изделий с тем, чтобы они могли экономично массово производиться. Конкретные соединения изложены в приведенных ниже примерах, чтобы показать, как повышение до максимума рабочих показателей каждого компонента позволяет осуществлять сочетание желаемых свойств.
Промышленные изделия.
Настоящее изобретение направлено на изготовление промышленных изделий, прежде всего контейнеров и упаковочных материалов. Понятие "изделие" или "производственное изделие", используемое в описании и прилагаемой формуле изобретения, должно включать в себя все товары, которые можно образовать посредством изложенных здесь процессов, например, штамповочного прессования, инжекционного формования, формования с дутьем, джиггеринга, формования влажных листов и формования сухих листов с использованием описанных формовочных материалов. К числу таких изделий относятся контейнеры, упаковочные материалы и другие товары., в настоящее время изготовляемые из бумаги, пластмассы, стирофома, металла, стекла или композитов.
Понятия "контейнер" или "контейнеры", используемые в этом описании и в прилагаемой формуле изобретения, должны включать в себя любой резервуар или сосуд, используемый для упаковки, хранения, перевозки, подачи, разделения на порции или реализации различных видов продуктов или предметов (включая твердые вещества и жидкости), независимо от того, предполагается ли краткосрочное или долгосрочное использование этих продуктов.
Контейнеры, включенные в рамки этого изобретения, включают в себя, не ограничиваясь этим, следующее: картонные коробки, коробки, гофрированные коробки, коробочки для сандвичей, контейнеры-"раковинки" со стержнями (полосками) (включая, но не ограничиваясь этим, коробочки со стержнями для сандвичей, применяемые для сандвичей быстрого приготовления, таких как гамбургеры, и коробочки со стержнями для салата), коробки для сухих хлебных изделий, коробки для замороженных продуктов, молочные пакеты, пакеты для фруктовых соков, носители для контейнеров с напитками (включая, но не ограничиваясь этим, оберточные носители, корзиночные носители и "шестиупаковочные" кольцевые носители), стаканчики для мороженого, чашки (включая, но не ограничиваясь этим, одноразовые стаканчики для питья, двойные стаканчики, одинарные складные стаканчики и конические чашки), контейнеры французского для жаркого, используемые при выдаче быстроприготовленной пищи, разносные коробки для быстроприготовленной пищи, упаковка, гибкая упаковка, такая как пакеты для закусок, пакеты (включая, но не ограничиваясь этим, пакеты с открытым концом, такие как пакеты для бакалеи, пакеты внутри коробок, такие как коробки для сухих хлебных изделий и многостенные пакеты), мешки, обертки, поддерживающие карточки для продуктов, представленных с крышкой, в частности, пластиковые крышки (включая пищевые продукты, такие как ланчен-мит, продукты для офиса, косметики, скобяные изделия и игрушки), несущие ящички и подносы (для переноски таких продуктов, как печенье или конфеты), банки, контейнеры для йогурта, свернутые или спирально завернутые контейнеры (для таких продуктов, как концентраты замороженных соков, овсяной каши, хрустящего картофеля, мороженого, соли, моющих средств и машинного масла), почтовые трубки, листовые рулоны для рулонных материалов (таких как оберточная бумага, материалы из ткани, бумажные полотенца и туалетная бумага), рукава, сигарные коробки, кондитерские коробки, коробки для косметики, тарелки, тарелки для продажи в автоматах, тарелки для пирожков, подносы, подносы для печения, чаши, тарелочки для завтрака, обеденные подносы для микроволновых печей, "телевизионные" обеденные подносы, ящики для яиц, тарелки для упаковки мяса, одноразовые подкладки, которые можно использовать с такими контейнерами, как чашки, оберточные материалы (включая, но не ограничиваясь этим, обертки для морозильника, обертки для шин, обертки для мясников, обертки для мяса и обертки для сосисок), пищевые контейнеры, в принципе сферические предметы, бутылки, графины, ящички, упаковочные клети, блюда, крышки, соломки, конверты, резиновые ленты, ножевые изделия, почтовые карточки, трех-кольцевые связывающие контейнеры, книжные суперобложки, папки, игрушки, пузырьки для лекарств, ампулы, клетки для животных, невоспламеняемые оболочки для фейерверков, оболочки для моделей ракетных двигателей, модели ракет, и бесконечное разнообразие других предметов.
Короче говоря, это изделие должно быть способно сохранять свое содержимое, будь то в стационарном состоянии, или при движении или обработке, одновременно сохраняя свою структурную целостность и структурную целостность материалов, находящихся в нем или на нем. Это не означает, что от изделия требуется противостоять сильным или даже минимальным усилиям. Фактически, в некоторых случаях может быть желательным, чтобы изделие было чрезвычайно хрупким или непрочным. Однако изделие должно быть способно выполнять функцию, для которой оно было предназначено. Необходимые свойства всегда можно "встроить" в материал и структуру изделия заранее.
Изделие также должно быть способно содержать находящиеся в нем товары и сохранять свою целостность в течение достаточного периода времени, чтобы соответствовать тому использованию, которое ему предназначено. Станет понятным, что в некоторых обстоятельствах изделие сможет герметизировать содержимое от внешней среды, а в других обстоятельствах может просто содержать или удерживать содержимое.
Сдерживающие изделия, используемые в сочетании с контейнерами, также предполагается включить в понятие "контейнеры". К числу таких изделий относятся, например, крышечки, соломки; внутренняя упаковка, такая как перегородки, прокладки, тормозящие мягкие прокладки, угловые скрепы, угловые протекторы, прокладки для создания зазоров, надрезанные листы и подносы, коробочки, воронки, обертки, материалы-подкладки и любой другой предмет, используемый для упаковки, хранения, перевозки, порционирования, подачи или реализации предмета, находящегося внутри контейнера.
Настоящее изобретение может включать в себя некоторые виды изделий, например, таких, какие описаны в патенте США N 5100586, озаглавленном "Контейнеры для связывающих вредных отходов и способ их производства". Этот патент направлен на создание связывающих контейнеров для хранения вредных отходов. Такие контейнеры для опасных отходов могут быть сферическими с полой сердцевиной.
Изделия, находящиеся в сфере настоящего изобретения, могут классифицироваться, а могут и не классифицироваться как одноразового употребления. В некоторых случаях там, где требуется более прочная и более долговечная конструкция, изделие может быть способным к неоднократному использованию. С другой стороны, изделие можно изготовить таким образом, чтобы было экономно использовать его один раз и затем выбросить. Настоящие изделия имеют такой состав, что их можно легко выбросить в обычные места для сброса отходов как экологически нейтральный материал, т.е. не создавая значительных чрезвычайных опасностей для окружающей среды.
Термин "заготовка", используемый в этом описании и в прилагаемой формуле изобретения, должен включать в себя лист, готовый для формования в изделие. Заготовка это лист, который был разрезан для придания соответствующей формы, с любыми соответствующими надрезами, перфорацией, отверстиями или прорезями, которые могли бы помочь сформировать или собрать его в соответствующее изделие.
Термин "способный к формованию лист", используемый в этом описании и в прилагаемой формуле изобретения, должен включать в себя любой в принципе плоский, надрезанный, разрезанный, перфорированный, формованный, гофрированный, изогнутый, согнутый, отпечатанный, покрытый или текстурированный согласно описанным здесь способам лист, пригодный для составления запасов для изготовления контейнеров и других изделий. Единственным существенным ограничением является то, что лист содержит матрицу, образованную из способного к формованию материала, как он определен в описании. В рамках этого изобретения предлагается также включение в лист других материалов путем формования листа пластами, образованными из других материалов, таких как бумага, пластмасса или металлы, путем нанесения на лист покрытия, наложение на него отпечатанных обозначений, путем использования неразрезанных волокон в качестве внешней опоры листа и путем наложения других негидравлически твердеющих материалов.
Термин "матрица" или "структурная матрица", используемый в этом описании и в прилагаемой формуле изобретения, должен относиться к формовочной смеси, которая была отформована или сформирована в желаемую форму. Это понятие должно включать в себя все такие матрицы без различия степени гидратации или/и высушивания матрицы. Поэтому матрица может содержать формовочную смесь в сыром, твердом, влажном, затвердевшем или отвердевшем (вулканизированном) состоянии.
Фразы "способные к массовому производству" или изготовленные "коммерческим" или "экономичным" образом в этом описании и в прилагаемой формуле изобретения должны предполагать способность описываемых здесь изделий к быстрому производству со скоростью, которая делает их изготовление экономически сравнимой со скоростью изготовления изделий из других материалов, таких как бумага, картон, пластмасса, полистирен или металл. Настоящее изобретение направлено на создание новаторских соединений, которые разрушают проблемы предыдущих разработок, связанных с формованием способных к формованию материалов экономичным и рентабельным образом. Изделия, изготовленные из способных к формованию материалов, должны стать конкурентоспособными на рынке по отношению к материалам, сделанным из других стандартных материалов, таких как бумага, картон, пластмасса, полистирен, стекло или металлы.
Способные к формованию материалы.
Как определено выше, понятие "способный к формованию материал", используемое в этом описании и в прилагаемой формуле изобретения, должно включать "гидравлически твердеющие смеси, материалы или соединения" и "органически наполненные смеси, материалы или соединения". Понятие "гидравлически твердеющие материалы", используемый в этом описании и в прилагаемой формуле изобретения, включает в себя любой материал со структурной матрицей и свойствами прочности, которые преимущественно являются следствием твердения или отверждения (вулканизации) гидравлического связующего вещества. К числу связующих веществ относится цемент, сульфат кальция или гипс, алебастр, полугидрат и другие вещества, затвердевающие после воздействия на них воды. Гидравлически твердеющие связующие вещества, используемые в рамках настоящего изобретения, следует отличать от других цементов, паст или связующих веществ, таких как полимеризируемые, не растворимые в воде органические цементы, клей или адгезивы.
Термин "неорганически наполненные материалы", используемый в описании и в прилагаемой формуле изобретения, должен широко определять материалы и соединения, характеризующиеся тем, что они имеют высокую концентрацию неорганического наполнителя или заполнителя, как минимум около 40% по объему от общего содержания твердых веществ в высушенном изделии, воду и структурную матрицу, прочностные свойства которой преимущественно получены в процессе высушивания или твердения диспергируемого водой органического связующего вещества.
Термин "гидравлически твердеющие, неорганически наполненные и способные к формованию смеси, материалы или соединения" должен относиться к смесям независимо от степени произошедшей сушки или отверждения. К числу этих смесей должны относиться смеси, которые в высшей степени поддаются обработке, которые частично высушены или отверждены, вулканизированы, и которые были полностью высушены или отверждены, хотя определенное количество воды обычно остается в изделии в качестве связанной воды в гидравлическом и органическом связующем веществе.
Поддающиеся формованию смеси часто могут содержать те же самые компоненты, однако эти компоненты будут находиться в другой концентрации и выполнять другую функцию. Например, смесь, включающая гидравлическое связующее вещество, органическое связующее вещество, заполнители, волокнистые материалы и воду, можно определять либо как гидравлически твердеющую смесь, либо как органически наполненную смесь. В качестве гидравлически твердеющей смеси гидравлическое связующее вещество добавляется в достаточных концентрациях для того чтобы действовать как преимущественное связующее вещество для смеси, тогда как органическое связующее вещество, хотя оно, вероятно, помогает в качестве связующего вещества, в основном действует как модифицирующее реологические свойства вещество. В отличие от этого в качестве неорганически наполненной смеси гидравлически твердеющее связующее вещество добавляется в таких минимальных концентрациях, что оно прежде всего действует как заполнитель, тогда как органическое связующее вещество действует как первичное связующее вещество. Обсужденные выше формовочные смеси могут также включать другие добавки, такие как пластификаторы, смазочные вещества, диспергенты и вещества, образующие воздушные полости.
Гидравлические твердеющие связующие вещества.
Термины "гидравлически твердеющее связующее вещество" или "гидравлическое связующее вещество", используемые в этом описании и в прилагаемой формуле изобретения, должны включать в себя любое неорганическое связующее вещество, такое как гидравлический цемент, полугидрат гипса, окись кальция, которые проявляют прочностные свойства и твердость путем химической реакции с водой и в некоторых случаях с двухокисью углерода, находящейся в воздухе или воде. Термин "гидравлический цемент" или "цемент", используемые в этом описании и в прилагаемой формуле изобретения, должны включать в себя клинкер и раздробленный, размолотый и обработанный клинкер на разных стадиях измельчения и с разными размерами частиц.
К числу типичных гидравлических цементов, известных в технике, относится широкое семейство портландцементов, включая обычный портландцемент без гипса, цемент MOF, цемент OSP, цементы типа Densite, цементы типа Pyrament, цементы алюмината кальция, включая цементы алюмината кальция без регуляторов твердения, алебастры, силикатные цементы, включая бета-двухкальцевые силикаты, трикальция и их смеси, гипсовые цементы, фосфатные цементы, цементы с высоким содержанием глинозема, микромелкие цементы, бесклинкерные шлаковые цементы, магнезиальные цементы и заполнители, покрытые микромелкими частицами цемента. Термин "гидравлический цемент" также должен включать в себя другие известные в технике цементы, такие как альфа-двухкальциевые силикаты, которые можно сделать гидравлическими в условиях гидратирования в рамках настоящего изобретения.
Гипс также является гидравлически твердеющим связующим веществом, которое можно гидратировать, чтобы получить твердеющее связующее вещество. Одним из способных к гидратированию видов гипса является полугидрат сульфата кальция, обычно называемый "полугидратом гипса". Гидратированный вид гипса - это дигидрат сульфата кальция, обычно называемый "дигидратом гипса". Полугидрат сульфата кальция тоже может смешиваться с ангидридом сульфата кальция, который обычно называют "ангидритом гипса" или просто "ангидритом".
Хотя связующие вещества из гипса или другие гидравлические связующие вещества, такие как окись кальция, обычно не так сильны, как гидравлический цемент, высокая прочность может быть не столь важной, как другие характеристики, например, скорость твердения, в некоторых областях применения. В смысле себестоимости гипс и окись кальция имеют преимущество по сравнению с гидравлическим цементом, поскольку они несколько дешевле. Более того, в том случае, когда гидравлически твердеющий материал содержит относительно высокое процентное соотношение слабых, более легких заполнителей, таких как перлит, заполнители обычно содержат "слабое звено" в структуре гидравлически твердеющей матрицы. В какой-то момент добавление более сильного связующего вещества может оказаться неэффективным, потому что это связующее вещество уже не привносит свою более высокую потенциальную прочность из-за высокого содержания более слабых наполнителей.
Такие термины как "гидратированный" или "отвержденный вулканизированный" относятся к принципиальной катализированной водой реакции, которой достаточно для того чтобы получить гидравлически твердеющий продукт, имеющий значительную потенциальную или конечную максимальную прочность. Тем не менее, гидравлически твердеющие материалы могут продолжать гидратировать (или гидратироваться) после того, как они обрели значительную твердость и значительную конечную максимальную твердость.
Термин "сырой" или "сырое состояние" используются в сочетании с формуемыми смесями, которые не достигли своей значительной окончательной прочности, независимо от того, получена ли эта прочность от искусственной сушки, отверждения или посредством других способов. Говорят, что формуемые смеси находятся "сырыми" или в "сыром состоянии" только перед или после их формования в желаемую форму. Момент, когда формуемая смесь уже не является "сырой" или в "сыром состоянии" это не обязательно четко очерченная демаркационная линия, поскольку такие смеси обычно достигают значительного количества своей общей прочности только со временем и постепенно. Конечно, формуемые смеси могут проявлять увеличение своей "прочности сырой формовочной смеси" и все-же быть "сырыми". По этой причине ведущееся здесь обсуждение часто упоминает стабильность формовочного материала в сыром состоянии.
Как упоминалось выше, к числу предпочтительных гидравлических связующих веществ относятся белый цемент, портландцемент, микромелкий цемент, цемент с высоким содержанием глинозема, бесклинкерный шлаковый цемент, полугидрат гипса и окись кальция прежде всего потому, что их производство недорого и они пригодны для производственных процессов согласно этому изобретению. Этот перечень цементов ни в коей мере не является исчерпывающим и никак не предназначен ограничить виды связующих веществ, которые могут быть пригодны при изготовлении гидравлически твердеющих изделий в рамках прилагаемой формулы изобретения.
Важным преимуществом использования гидравлически твердеющих связующих веществ в смысле создания гидравлически твердеющей матрицы изделия является то, что связующие вещества в основном водоотталкивающие или даже нерастворимы в воде. Тем не менее, как более полно изложено ниже, некоторые другие ингредиенты, включая, например, модифицирующие реологические свойства вещества, растворимы в воде. Посредством регулирования равновесия между растворимыми и нерастворимыми составляющими в формовочной смеси можно сконструировать изделие, имеющее желаемый уровень водонепроницаемости или растворимости в воде. Как правило, добавление большего количества гидравлического цемента уменьшает растворимость изделия в воде и увеличивает его стойкость к разложению в воде. Наоборот, добавление менее гидравлического цемента и большего количества растворимых в воде компонентов, таких как модифицирующих реологические свойства веществ, приводит к тому, что изделие будет более подвержено разложению в воде. Конечно, уровень водоотталкивания или разложения в воде является функцией рабочих критериев изделия, о котором идет речь.
Процентное содержание гидравлически твердеющего связующего вещества во всей смеси меняется в зависимости от того, какие составляющие добавлены. Однако предпочтительно добавлять гидравлическое связующее вещество в количестве от при приблизительно 2% до приблизительно 60% по объему от общего количества твердых веществ формовочной смеси. Из изложения и примеров, здесь приведенных, будет понятно, что такой широкий диапазон весов включает в себя формовочные смеси, используемые для производства пенообразных или глинообразных листов или изделий.
Из изложенного выше будет понятно, что примеры осуществления этого изобретения в рамках настоящего изобретения меняются только от легкого "пенообразного" изделия до "глинообразного" изделия с несколько более большой плотностью. И пенообразные, и глинообразные материалы можно легко отформовать в листы, с которыми можно обращаться почти как с бумагой, картоном, пластмассой, полистиреном или даже как с металлическим листом. В рамках этих более широких категорий подпадают другие варианты и различия, которые потребуют различные количества различных компонентов. Компоненты и их относительные количества могут в принципе варьироваться в зависимости от того, какое конкретнно изделие нужно сделать.
В общем случае, при изготовлении "пенообразного" изделия будет предпочтительным включить в него гидравлически твердеющее связующее вещество в диапазоне от приблизительно 3% до приблизительно 60% по объему от общего количества твердых веществ в формовочной смеси и более предпочтительно в диапазоне от приблизительно 10% до приблизительно 30%.
При изготовлении "глиноподобного" изделия предпочтительно включить гидравлически твердеющее связующее вещество в диапазоне от приблизительно 2% до приблизительно 60% объемных процентов от общего объема твердых веществ формовочной смеси, предпочтительно в диапазоне от приблизительно 4% до приблизительно 40%, и наиболее предпочтительно в диапазоне от приблизительно 5% до приблизительно 30% от общего объема твердых веществ формовочной смеси.
Диспергируемые в воде органические связующие вещества.
В том случае, когда количество гидравлически твердеющего связующего вещества, добавляемого в формовочную смесь, значительнее снижено или вообще исключено, обычно необходимо увеличить количество модифицирующего реологические свойства вещества до той степени, когда оно действует также в качестве органического связующего вещества. В этом случае формовочные смеси проявят прочностные свойства посредством высушивания в принципе сольватированных "диспергированного в воде органического связующего вещества" или "органического связующего вещества". Конечно, даже тогда, когда используется гидравлически твердеющее связующее вещество, в некоторых случаях может быть полезно включить большое количество органического связующего вещества, для того чтобы повысить прочность на разрыв и гибкость конечного отвердевшего материала. Решение часто будет зависеть от экономических соображений, связанных с производством данного изделия, поскольку органическое связующее вещество обычно намного дороже, чем гидравлически твердеющие связующие вещества.
Формуемые смеси сначала проявляют свойства способности к обработке и текучести путем добавления некоторого количества воды в смесь, достаточного для смазки твердых неорганических частиц заполнителя и волокон и для сольвирования, или, как минимум, диспергирования диспергируемого водой органического связующего вещества. После этого удаление воды, например, испарением позволяет диспергируемому водой связующему веществу проявить свои максимальные прочностные свойства.
Например, некоторые материалы на основе крахмала можно купить в виде мельчайших гранул, находящихся в порошкообразном виде. Основанное на крахмале связующее вещество "активируется" путем растворения и желатинирования связующего вещества-крахмала в воде при нагреве дисперсии выше температуры желатинирования. После удаления воды такие основанные на крахмале материалы могут сами по себе иметь прочность на разрыв до около 40-50 МПа. Посредством тщательного микроструктурного построения в высшей степени неорганически наполненные изделия могут иметь разные величины прочности на разрыв, в некоторых случаях даже приближающиеся к 40 МПа.
Диспергируемое водой органическое связующее вещество не только связывает отдельные частицы заполнителя и волокна друг с другом в смеси после высушивания и твердения, что образует структурную или в высшей степени неорганически заполненную матрицу, но они еще проявляют общую тенденцию влиять на реологические свойства формовочной смеси. Соответственно, используемый в этом описании и в прилагаемой формуле изобретения термин "модифицирующее реологические свойства вещество" является синонимом термина "органическое связующее вещество" при определении конкретного вещества. Различие состоит только в количестве, в котором такое вещество добавляется в формируемую смесь.
Включение модифицирующего реологические свойства вещества или органического связующего вещества повышает пластичную или сцепляющую природу гидравлически твердеющей смеси, так что она ведет себя скорее всего как способная к формованию глина. Модифицирующее реологические свойства вещество обычно увеличивает предел текучести смеси, не сильно увеличивая вязкость. Повышение предела текучести по отношению к вязкости делает материал более пластичным и способным к формованию и при этом очень повышает, как следствие, стабильность формы и прочность в сыром состоянии отформованного материала.
Различные модифицирующие реологические свойства вещества или органические связующие вещества, рассматриваемые в рамках настоящего изобретения, можно грубо разделить не следующие категории: (1) полисахариды и их производные, (2) протеины и их производные и (3) синтетические органические материалы.
Полисахаридные модифицирующие реологические свойства вещества можно далее подразделить на (а) материалы на основе целлюлозы и их производные, (б) материалы на основе крахмала и их производные и (в) другие полисахариды.
Например, пригодные основанные на целлюлозе материалы это метилгидраксиэтилцеллюлоза, гидроксиметилэтилцеллюлоза, карбоксиметилцеллюлоза, метилцеллюлоза, этилцеллюлоза, гидроксиэтилцеллюлоза, гидроксиэтилпропилцеллюлоза и т.п. Полный диапазон возможных перестановок огромен и не может быть здесь перечислен, но и другие целлюлозные материалы, имеющие такие же сходные свойства, также будут хорошо работать.
К числу приемлемых основанных на крахмале материалов относятся, например, амилопектин, амилоза, сеагель, ацетаты крахмала, эфиры гидроксиэтила крахмала, ионные крахмалы, алкил-крахмалы с длинной цепочкой, декстрины, аминные крахмалы, фосфатные крахмалы и диальдегидные крахмалы.
К числу других природных основанных на полисахаридах материалов относятся, например, альгиновая кислота, фикоколлоиды, агра, арабик-резина, резина гуара, резина (смола) псевдоакации, смола карая и смола трагаканта.
К числу пригодных основанных на протеине материалов относятся, например, Zein(R) (проламин, получаемый из зерна), производные коллагены, извлеченные из соединительных тканей животных. Такие как желатин и клей и казеин (основной белок в коровьем молоке).
К числу пригодных синтетических органических материалов относятся, например, поливинилпирролидон, полиэтиленгликоль, поливинилспирт, поливинилметилэфир, полиакриловые кислоты, полиакриловые кислые соли, поливинилакриловые кислоты, поливинилакриловые кислые соли, полиакрилимиды, окисные полимеры этилена, полимолочная кислота, синтетическая глина и млечный сок, который является сополимером стирен-бутадиена.
Предпочтительным в настоящее время модифицирующим реологические свойства веществом или органическим связующим веществом является метилгидроксиэтилцеллюлоза, примеры которой это Tyiose(R) FL 15002 и Tylose(R) 4000, которые поставляет фирма Hoechst Aktiengesellschaft из Франкфурта, Германия. Другой предпочтительный модифицирующий реологические свойства агент, который можно использовать вместо Tylose(R) или совместно с ним, это полиэтиленгликоль, имеющий молекулярный вес от 20000 до 35000. Полиэтиленгликоль действует более как смазочное вещество и добавляет смеси более ровную консистенцию. По этой причине полиэтиленгликоль можно точно назвать "пластификатором". Кроме того, он придает отформованному гидравлически твердеющему материалу более гладкую поверхность.
Наконец, полиэтиленгликоль может создать покрытие вокруг растворимых компонентов смеси и тем самым сделать затвердевшее изделие менее растворимым в воде. Наконец, основанные на крахмале модифицирующие реологические свойства вещества представляют собой особенный интерес в рамках настоящего изобретения в связи с их относительно низкой стоимостью по сравнению с такими основанными на целлюлозе веществами, модифицирующими реологические свойства, как Tylose(R). Хотя для желатирования крахмалы обычно требуют нагрева или/и давления, крахмалы могут быть модифицированы и подвергнуты предварительной реакции с тем, чтобы они могли желатироваться при комнатной температуре. Тот факт, что крахмалы, а также многие другие модифицирующие реологические свойства вещества, перечисленные выше, имеют самые разные растворимости, вязкости и реологические свойства, позволяет тщательное оформление желаемых качеств с тем, чтобы они соответствовали конкретным критериям изготовления и рабочим характеристикам, которые предъявляет конкретное изделие.
Также в рамках этого изобретения находятся смеси основанных на целлюлозе материалов, основанных на протвине материалов, основанных на крахмале материалов и синтетических органических материалов.
Модифицирующее реологические свойства вещество в числе гидравлически твердеющих материалов согласно настоящему изобретению может быть включено в количестве в диапазоне от приблизительно 0,1% до приблизительно 30% по объему от общего объема твердых веществ в гидравлически твердеющей смеси.
Однако, в основном, предпочтительная концентрация находится в диапазоне от приблизительно 0,5% до приблизительно 15% объемных процентов от общего количества твердых веществ в гидравлически твердеющей смеси. Более предпочтительно, чтобы количество модифицирующего реологические свойства вещества находилось в диапазоне от приблизительно 1% до приблизительно 10% и наиболее предпочтительно в диапазоне от приблизительно 2% до приблизительно 5%.
Диспергируемые в воде органические связующие вещества в формовочные смеси согласно настоящему изобретению предпочтительно включаются в общее количество так, чтобы в принципе отвердевшее изготовленное из них изделие содержало от приблизительно 1% до приблизительно 50% по объему органического связующего вещества от общего объема твердых веществ в отвердевшем листе, более предпочтительно от приблизительно 2% до приблизительно 30% и более предпочтительно от приблизительно 5% до приблизительно 20%.
Вода.
В отношении неорганически наполненных материалов вода добавляется в формовочные смеси для того чтобы сольвировать или, как минимум, диспергировать диспергируемое водой органическое связующее вещество в смеси. Во многих случаях вода действительно реагирует и химически связывается в органическом связующем веществе. В других случаях она может менее крепко связываться с органическим связующим веществом, часто посредством водородных связей. Определенные количества воды могут также вступать в реакцию с другими примесями в смеси, такими как гидравлически твердеющие связующие вещества или с другими материалами, которые химически реагируют с водой. Реакция гидратации между гидравлически твердеющим связующим веществом и водой дает продукты реакции, которые придают гидравлически твердеющим материалам возможность схватываться и проявить прочностные свойства.
Независимо от типа формовочной смеси вода также способствует созданию формовочной смеси, имеющей желаемые реологические свойства, включая вязкость и предел текучести. Эти свойства являются обычными способами аппроксимирования "способности к обработке" или текучести формовочной смеси.
Для того чтобы формовочная смесь имела адекватную способность к обработке, вода, в основном, должна включаться в количествах, достаточных для сольватирования или, как минимум, диспергирования органического связующего вещества в неорганически наполненных смесях, и для начальной реакции с гидравлически твердеющим связующим веществом в гидравлически твердеющих материалах. Более того, достаточное количество воды должно быть добавлено, чтобы смочить каждую из частиц заполнителя, волокна или другие твердые частицы и хотя бы частично заполнить промежутки или пустоты между частицами. В некоторых случаях, например, когда добавляется диспергирующее или смазочное вещество, можно сохранить желаемую способность к обработке с меньшим начальным употреблением воды.
Количество воды, добавляемой в формовочную смесь, должно быть тщательно сбалансировано с тем, чтобы смесь была достаточно обрабатываема, и при этом нужно сознавать, что снижение начального содержания воды увеличивает прочность сырой формовочной смеси и конечную прочность отвердевшего изделия. Меньшее количество воды приводит к более прочному конечному изделию, поскольку в течение процесса формования снижается общая пористость. Более того, если в формовочную смесь в начале добавить меньше воды, то тем меньше воды нужно удалять для того чтобы затвердело отформованное изделие или лист.
Соответствующая реология, отвечающая этим потребностям, может быть определена в понятиях предела текучести. Предпочтительно, чтобы предел текучести формовочной смеси находился в диапазоне от приблизительно 2 кПа до приблизительно 5 MПa, более предпочтительно в диапазоне от приблизительно 100 кПа до приблизительно 1 МПа, и самое предпочтительное в диапазоне от приблизительно 200 кПа до приблизительно 700 кПа. Желаемый уровень предела текучести можно оптимизировать и регулировать в соответствии с конкретным процессом формования, который используется для изготовления материалов, изготовленных из этих веществ.
В некоторых случаях может оказаться желаемым вначале включить относительно большое количество воды в свете того, что избыточную воду затем можно удалить путем нагревания изделия в течение процесса формования или сразу после него. Также нужно понять, что такое гидравлически затвердеющая смесь - это смесь, в которой связующее вещество само по себе внутренне воздействует на гидравлически твердеющие смеси, поскольку частицы связующего вещества вступают в химическую реакцию с водой и уменьшают количество свободной воды в пространствах между частицами. Это внутренне "осушающее" воздействие может быть повышено включением быстро реагирующих гидравлических связующих веществ, таких как полугидрат гипса одновременно с более медленно реагирующим гидравлическим цементом.
Как будет полнее изложено ниже, можно выбрать размеры отдельных частиц заполнителя и волокон, с тем чтобы повысить плотность упаковки частиц получающейся формовочной смеси. В большой степени количество воды, которое нужно добавить для того, чтобы получить формовочную смесь, имеющую конкретные реологические свойства, например предел текучести, зависит от плотности упаковки частиц. Например, если плотность упаковки частиц формовочной смеси составляет 0,65, вода включается в количестве приблизительно 35% с тем, чтобы существенно наполнить промежуточные пустоты между частицами. С другой стороны, формовочная смесь, имеющая плотность упаковки частиц 0,95, потребует воду только в количестве около 5% по объему, чтобы существенно заполнить промежуточные пустоты. Это СЕМИКРАТНОЕ УМЕНЬШЕНИЕ количества воды, которую нужно добавить, чтобы существенно заполнить промежуточные пустоты, что влияет на реологические свойства и способность к обработке формовочной смеси.
В свете вышеизложенного количество воды, которое нужно добавить в смесь, в большой степени будет зависеть от уровня плотности упаковки частиц в смеси, от количества диспергируемого водой связующего вещества, которое добавляется, от количества добавляемого гидравлически твердеющего связующего вещества и от желаемых реологических свойств получающейся в результате формовочной смеси. Поэтому количество воды, которое будет добавляться для образования формовочной смеси, будет колебаться всего от 5% до 50% по объему формовочной смеси. Точное количество воды в большой степени будет зависеть от объема и вида других компонентов и примесей в смеси. Специалист сможет отрегулировать объем воды, чтобы получить адекватную способность к обработке для любого данного производственного процесса.
В большинстве случаев предпочтительно включить минимальное количество воды, которое требуется, чтобы придать формовочной смеси желаемый уровень возможности обработки, и тем самым снизить количество воды, которое нужно удалить из обрабатываемого изделия. Уменьшение количества подлежащей удалению воды обычно снижает себестоимость производства, поскольку удаление воды связано с энергопотреблением. Тем не менее, соединения согласно настоящему изобретению содержат гораздо меньше воды, даже в верхних диапазонах включения воды, по сравнению с суспензиями, применяемыми для изготовления бумажных изделий, которые обычно содержат более 95% воды по объему.
Тем не менее, после удаления воды из отформованного изделия полное количество воды, остающееся после процесса сушки, будет достигать приблизительно 10% по весу.
Заполнители.
Неорганические материалы, обычно используемые в бумагоделательной промышленности, а также более мелко молотые материалы-заполнители, используемые в бетонной промышленности, можно применять в формовочных смесях настоящего изобретения. Тем не менее, размер частиц заполнителя или органических материалов-наполнителей будет часто во много раз больше размеров неорганических материалов- наполнителей, используемых в бумагоделательной промышленности. Если средний диаметр частиц в неорганических наполнителях, используемых в бумагоделательной промышленности, обычно бывает менее 2 мкм, то средний диаметр частиц в материалах-заполнителях, используемых в рамках настоящего изобретения, обычно будет составлять до 100 мкм или больше в зависимости от толщины стенок получаемого изделия и потому процесс в общем случае будет менее дорогим.
Широкий диапазон неорганических материалов-заполнителей, которые можно добавлять в формовочные смеси настоящего изобретения, позволяет привнести в конечное изделие разнообразные свойства. Материалы-заполнители, используемые в настоящем изобретении, можно добавлять, чтобы увеличить прочность (на разрыв и особенно прочность на сжатие), увеличить модуль упругости и модуль продольной упругости (Юнга), уменьшить себестоимость, поскольку наполнитель недорог, снизить вес или/и повысить изолирующую способность получающегося изделия. Кроме того, можно применять пластинчатые заполнители, такие как слюда и каолин, чтобы создать гладкую законченную поверхность в изделиях согласно настоящего изобретения. Обычно более крупные заполнители, такие как карбонат кальция, придают матовость поверхности, тогда как более мелкие частицы придают поверхности стекловидность.
К числу пригодных неорганических заполнителей относится перлит, вермикулит, песок, гравий, камень, известняк, песчаник, стеклянные бусинки, аэрогели, ксерогели, сеагели, слюда, глина, синтетическая глина, глинозем, силика, зольная пыль, испаренная силика, плавленная силика, слоистый глинозем, каолин, микросферы, полые стеклянные сферы, пористые керамические сферы, дигидрат гипса, карбонат кальция, алюминат кальция, пробка, семена, легкие полимеры, ксонотлит (кристаллический силикатный гель кальция), легкие расширенные глины, гидратированные или негидратированные гидравлические частицы цемента, пемза, расслоенный камень и другие ископаемые материалы. Частично гидратированный и гидратированный цемент, а также пары силики имеют высокую площадь поверхности и придают отличные преимущества смеси, такие как высокая начальная способность к схватыванию свежеотформованного изделия.
Даже выброшенные неорганически наполненные материалы, например выброшенные листы, контейнеры или другие изделия, согласно настоящему изобретению можно использовать как инертные наполнители и укрепляющие вещества. Также следует понять, что листы и другие предметы согласно настоящему изобретению могут легко и эффективно подвергаться переработке, если их просто добавлять к новым формовочным смесям в качестве инертных наполнителей.
Как глина, так и гипс являются особенно важными материалами-заполнителями благодаря своей повсеместности, чрезвычайно низкой стоимости, способности к обработке, легкости формования и потому, что они также обеспечивают некоторую степень связывания и прочности при добавлении в достаточно больших количествах.
"Глина" - это понятие, относящееся к материалам, обнаруживаемым в земле и имеющим определенные химические составы и свойства. К числу преимущественных глин относится силика и глинозем, используемые для производства гончарных изделий, черепицы, кирпича и труб, и каолинит. Каолиновые глины - это анауксит с химической формулой Al2О3•SiO2•H2O и монтрморилонит с химической формулой Al2О3•SiO2• H2O.
Однако глины могут содержать широкий диапазон других веществ, таких как окись железа, окись титана, окись кальция, окись циркония и пирит.
Кроме того, хотя глины использовались тысячелетиями и могут достичь твердости даже без обжига, такие необожженные глины подвержены деградации в воде и оголению, чрезвычайно хрупки и малопрочны. Тем не менее глина представляет собой хороший недорогой заполнитель в формовочных материалах настоящего изобретения.
Аналогичным образом, полугидрат гипса также гидратируем и образует дигидрат сульфата кальция в присутствии воды. Таким образом, гипс может проявлять свойства как заполнителя, так и связующего вещества в зависимости от того, какая форма и концентрация - полугидрат или дигидрат - добавляется к формовочной смеси.
Даже гидравлический цемент, такой как портландцемент, можно добавлять в качестве неорганического материала-наполнителя в
формовочные смеси настоящего изобретения. Гидравлические цементы не только относительно недороги и имеются в избытке, но они, кроме того, придают частично связующую способность неорганически наполненной матрице, если включаются в достаточно больших количествах. Реакция между гидравлически твердеющими связующими веществами и водой вызывает внутренний просушивающий эффект в формуемой смеси, который эффективно удаляет, как минимум, часть воды из смеси без выпаривания.
Заранее гидратированные частицы гидравлического цемента также можно добавлять в качестве инертного наполнителя. Одно из различий между негидратированным и заранее гидратированным цементом состоит в том, что последний имеет морфологию пластин и пластиночек.
Кроме того, гидравлический цемент может влиять на реологические свойства формовочной смеси, как минимум, частично посредством химической реакции с водой, что уменьшает количество воды, имеющееся для смазки частиц заполнителя и волокон. Кроме того, было обнаружено, что серый портландцемент увеличивает внутреннюю когезию формовочной смеси. Наконец, хотя точно неизвестно, возможно, что гидравлический цемент способен взаимодействовать до некоторой степени с большим числом гидроксильных групп, присутствующих во многих органических полимерных связующих веществах. Гидроксильные группы такого связующего вещества будут, как минимум, иметь водородные подобные образованию связей взаимодействия с высоко полярными гелевыми продуктами гидравлического цемента, которые, как известно, адсорбируются на поверхности частиц цемента.
Вследствие природы формовочных смесей и получаемых из них изделий, в них можно включать легкие заполнители, имеющие большие промежуточные пространства, чтобы придать эффект изоляции формуемым листам. К числу заполнителей, которые могут придать формуемой смеси легкость, относятся перлит, вермикулит, стеклянные бусинки, полые стеклянные сферы, карбонат кальция, синтетические материалы, например пористые керамические сферы,пластинчатый глинозем и т.п., пробка, легкие расширенные глины, песок, гравий, камень, известняк, песчаник, пемза и другие ископаемые материалы.
В дополнение к традиционным заполнителям, используемым при производстве бумаги и цемента, в формовочные смеси можно добавить широкий диапазон других заполнителей, включая наполнители, придающие прочность веществам, включая металлы и сплавы металлов, такие как нержавеющая сталь, алюминат кальция, железо, медь, серебро и золото, шарики или полые сферические материалы (такие как стекло, полимеры и металлы), металлические опилки, гранулы, порошки (например, микросилику) и волокна (такие как из графита, силики, глинозема, стекловолокно, полимерные, органические волокна и другие такие волокна, обычно используемые для изготовления композитов различного вида.
В дополнение к этим неорганическим заполнителям используют некоторые органические, полимерные или эластомерные заполнители, такие как семена, крахмалы, желатины, материалы типа агара, пробку или пластиковые сферы, которые могут использоваться в качестве материала заполнителя для придания конечному продукту различных свойств, например гибкости. Легкие пластиковые сферы особенно пригодны, когда желательна комбинация малого веса, высокой гибкости и упругости, эти материалы используют для создания подкладок, перегородок, разделителей, оберток, прокладок или распорок.
Предпочтительно полимерная сфера изготовляется из легкого полиэтилена плотностью от 0,01 до 0,3 г/см3 и размером частиц менее 100 мкм, хотя в более крупных упаковочных материалах могут быть использованы более крупные сферы.
В тех продуктах, в которых используются легкие пластмассовые сферы, таких как легкие и гибкие контейнеры, перегородки или материал прокладок, количество пластиковых сфер предпочтительно будет находиться в диапазоне от около 1% до около 10% по весу и наиболее предпочтительно в диапазоне от около 3% до приблизительно 6% по весу. Поэтому прокладочные материалы, изготовляемые согласно настоящему изобретению и содержащие пластиковые сферы, намного экологически нейтральнее материалов из полистирена, почти универсально выбираемого материала для прокладок с содержанием полистирена 100%. Фунт за фунтом прокладочные материалы согласно настоящему изобретению привносят гораздо меньше пластмассы в окружающую среду, чем аналогичные изделия из полистирена. Если разлагаемые в воде гибкие заполнители, такие, например, как агар или гранулы амилопектина используются вместо пластмассовых шариков, прокладочные материалы будут в принципе не загрязняющими среду.
Может оказаться полезным сконцентрировать большинство пластиковых шариков вблизи поверхности изделия, где потребность в гибкости является наибольшей. Аналогичным образом вблизи сердцевины изделия, где более важны долговечность и жесткость, может быть меньше пластиковых шариков или может не быть их совсем. Эта концентрация пластиковых шариков вблизи поверхности изделия повышает их эффективность, в то же время позволяя уменьшить их количество, что делает изделия согласно настоящему изобретению еще более экологически безопасными. Такие изделия могут содержать всего 1% пластиковых шариков по весу.
Часто бывает более предпочтительным согласно настоящему изобретению включать набор заполнителей разных размеров и сортировки, способных более полно наполнять промежутки между частицами заполнителя и волокнами внутри формовочной смеси. Оптимизация плотности упаковки частиц позволяет уменьшить количество воды, которое требуется, чтобы получить нужный уровень формуемости путем ликвидации промежутков, которые иначе наполнялись бы водой, которую часто называют "капиллярной водой".
С целью оптимизации плотности упаковки можно использовать заполнители разных размеров с размерами частиц в диапазоне от всего около 0,05 мкм до величиной около 2 мм. Конечно, желаемое назначение и толщина получающегося продукта будут диктовать соответствующие размеры частиц различных используемых заполнителей. Квалифицированный специалист, в основном, знает какие заполнители и каких размеров нужно использовать, чтобы получить желаемые реологические свойства сырых формовочных смесей, а также конечную прочность и вес конечного отвердевшего неорганически наполненного композита.
В некоторых примерах реализации может быть желательным максимально повысить концентрацию заполнителей внутри формовочной смеси, чтобы повысить свойства и характеристики заполнителей (такие качества как прочность, низкая плотность или высокая изоляционная способность). В зависимости от собственной плотности упаковки каждого материала заполнителя и относительных размеров частиц получающийся объем комбинированных заполнителей может быть меньше суммы объемов заполнителей перед их перемешиванием.
Подробное обсуждение упаковки частиц можно найти в статье, соавтором которой является один из авторов настоящего изобретения: Йохансен В. и Андерсен П.Ю. Упаковка частиц и свойства бетона, Материаловедение бетона, II, стр. 111-147, Американское общество керамики (1991 г.). Дальнейшая информация содержится в докторской диссертации Андерсена П.Ю. Управление и отслеживание в производстве бетона. Исследование упаковки частиц и реологии, датская Академия технических наук. Преимущества такой упаковки заполнителей можно далее понять со ссылками на нижеследующие примеры, в которых полые стеклянные сферы разных размеров перемешиваются, чтобы максимально повысить количество изолирующих сфер в формовочной смеси.
В примерах осуществления, в которых желательно получить изделие, имеющее высокую способность к изоляции, предпочтительным может быть включение в высшей степени неорганически наполненную матрицу легкого заполнителя, имеющего низкую теплопроводность или "фактор k" (определяемый в Вт/м•К). Фактор k - это, грубо говоря, величина, обратная выражению, обычно используемому в США для описания полного теплового сопротивления данного материала, или "фактору R", который обычно определяется в единицах час•кв. фут•гр. Фаренгейта/британская тепловая единица (БТЕ). Понятие фактор R наиболее широко используется в США для описания полного теплового сопротивления данного материала, невзирая на толщину материала. Однако для целей сравнения принято нормировать фактор R, чтобы описать тепловое сопротивление на дюйм толщины данного материала или час•кв.фут•гр, Фаренгейта/БТЕ•дюйм.
Для целей этого описания изоляционная способность данного материала будет ниже выражаться только в терминах метода IUPAC для описания термопроводности, т.е. "фактора k". (Преобразование теплового сопротивления, выраженного в британских единицах (час•кв.фут•гр.Фаренгента/БТЕ•дюйм), в единицы IUPAC можно осуществить путем умножения нормированного числа на 6,9335 и взяв обратную величину от произведения). В общем случае, заполнители с очень низким фактором k содержат также большие количества захваченного промежуточного пространства, воздуха, смесей или газов или частичного вакуума, которые также обычно сильно снижают прочность таких заполнителей. Поэтому заботы о изоляции и прочности обычно противоречат друг к другу и их нужно тщательно уравновешивать при подборе конкретной смеси.
Предпочтительные изолирующие легкие заполнители включают в свое число расширенный или отслоенный вермикулит, перлит, кальцинированную диатомовую землю и полые стеклянные сферы, причем все они, обычно, содержат большие количества включенных промежуточных пространств. Однако этот список не в коей мере не должен быть исчерпывающим, поскольку эти заполнители выбираются из-за своей низкой стоимости и повсеместности. Любой заполнитель с низким фактором k, способный придать достаточные изоляционные качества листу или другому изготовленному из него изделию, находится в рамках настоящего изобретения.
В свете вышеизложенного, неорганический заполнитель предпочтительно будет включен в количествах всего около 40% по объему от общего содержания твердых веществ отвердевшего листа и в количествах вплоть до приблизительно 98%, более предпочтительно в диапазоне от приблизительно 50% до приблизительно 95% и наиболее предпочтительно в диапазоне от приблизительно 60% до приблизительно 80% по объему от общего объема твердых веществ.
Волокна
Используемые в этом описании и в прилагаемой формуле изобретения понятия "волокна" и "волокнистые материалы" включают в себя как неорганические, так и органические волокна. Волокна являются особенным видом заполнителя, который можно добавлять в формовочные смеси для увеличения способности к удлинению, способности к прогибанию, жесткости, энергии разрыва и прочности на разрыв и на изгиб отформованных изделий. Волокнистые материалы снижают вероятность того, что отформованные изделия и контейнеры будут дробиться при приложении большого усилия в направлении их поперечного сечения.
Волокна, которые можно включить в формовочные материалы, это предпочтительно встречающиеся в природе волокна, такие как целлюлозные волокна, волокна извлекаемые из конопли, хлопка, листьев растений, древесины или стеблей, или волокна, изготовленные из волокна, силики (кремнезема), графита, керамики или металла. Предпочтительно стеклянные волокна предварительно обрабатываются, чтобы стать стойкими к щелочам.
К числу предпочтительно выбираемых волокон относятся стеклянные волокна, манильская пенька, багасс, древесные волокна (как твердого, так и мягкого дерева, например, южной сосны), керамические волокна (такие как глинозем, нитрид силики, карбид силики, графит) и хлопок. Можно использовать переработанные бумажные волокна, но они несколько менее желательны из-за разложения в них волокон, которое происходит в первоначальном процессе изготовления бумаги, а также в процессе переработки. Однако любое эквивалентное волокно, придающее прочность и гибкость, также находится в рамках настоящего изобретения. Волокна манильской пеньки поставляются фирмой Isarog Inc. в Филиппинах. Стеклянные волокна, такие как Cemfill (R), поставляются английской фирмой Pilkington Corp.
Эти волокна предпочтительно используются в этом изобретении благодаря их низкой стоимости, высокой прочности и повсеместности. Тем не менее любое эквивалентное волокно, придающее необходимую прочность на разрыв и на сжатие, а также жесткость и гибкость, конечно, находится в рамках настоящего изобретения. Единственный ограничивающий критерий - чтобы волокно придавало желаемые свойства без неблагоприятной реакции с другими составляющими формуемого материала и не загрязняло материалы (такие как пища), хранящиеся или продающиеся в изделиях, сделанных из содержащих волокна материалов.
Волокна, используемые для получения изделий и контейнеров настоящего изобретения, предпочтительно имеют высокое отношение длины к ширине (или "аспектное отношение"). Более длинные и более узкие волокна могут придать больше прочности структурной матрице, незначительно увеличивая объем и массу композитных материалов. Волокна должны иметь среднее аспектное отношение, как минимум, около 10:1, предпочтительно, как минимум, около 100:1 и наиболее предпочтительно, как минимум, около 200:1.
Количество материалов, добавляемых к поддающемуся формованию материалу, будет меняться в зависимости от желаемых свойств конечного продукта, причем прочность, жесткость, гибкость и стоимость являются основными критериями при определении количества волокна, которое нужно добавить в любую смесь. В большинстве случаев волокна будут добавляться в количестве в диапазоне от приблизительно 0,2% до приблизительно 50% от объема общего содержания твердых веществ в формовочной смеси, более предпочтительно в диапазоне от приблизительно 1% до приблизительно 30%, и наиболее предпочтительно в диапазоне от приблизительно 5% до приблизительно 20% от общего объема твердых веществ в формовочной смеси.
Было обнаружено, что небольшие повышения концентрации волокон ниже около 20% волокна по объему обычно резко увеличивают прочность, жесткость и стойкость к изгибу законченного изделия. Добавление волокон выше уровня приблизительно 20% по объему вызывет менее резкое увеличение прочности и гибкости изделия, хотя такие увеличения могут быть экономически оправданы в конкретных случаях.
Однако, будет понятно, что прочность волокна - это очень важная характеристика при определении количества подлежащего использованию волокна. Чем больше прочность на разрыв волокна, тем меньше количество, которое нужно использовать, чтобы получить тот же самый уровень прочности на разрыв в получающемся продукте. Конечно, тогда как некоторые волокна имеют высокую прочность на разрыв, другие виды волокон с более низкой прочностью на разрыв могут быть более эластичными. Волокна с более низким аспектным отношением легче размещаются и дают лист с меньшим количеством дефектов, тогда как более высокое аспектное отношение увеличивает прочность волокна. Поэтому комбинация двух или большего видов волокон может быть желательной для получения результирующего продукта, который увеличивает многочисленные свойства, такие как высокая прочность на разрыв, высокая эластичность и лучшее размещение волокон.
Нужно также понимать, что некоторые волокна, такие как южная сосна и манильная пенька, имеют высокое сопротивление раздиранию и продавливанию. Другие, например хлопок, менее прочны, однако более гибки. В некоторых случаях, когда требуются лучшее размещение, большая гибкость и более высокое сопротивление раздиранию и продавливанию, в смесь можно добавить смесь волокон, имеющих различные свойства.
Наконец, известно, что некоторые волокна и неорганические наполнители химически взаимодействуют и связываются с некоторыми основанными на крахмале органическими полимерными связующими веществами, тем самым добавляя другое измерение материалам согласно настоящему изобретению. Например, известно, что многие волокна и неорганические наполнители по своей природе анионны и имеют отрицательный заряд. Поэтому, чтобы максимально повысить взаимодействие между органическим связующим веществом и анионными волокнами и неорганическими материалами, может быть полезным добавить положительно заряженное органическое связующее вещество, такое как катионный крахмал.
Лучшую водонепроницаемость можно получить путем обработки волокон канифолью и квасцами (Al2/SO4/3) или NaAl/SO4/2, последний из которых осаждает канифоль на поверхность волокон, делая ее более гидрофобной. Алюминиевые хлопья, образуемые квасцами, создают на поверхности волокон место анионной адсорбации для положительно заряженного органического связующего вещества, такого как катионный крахмал.
Диспергенты.
Термин "диспергент" используется ниже для обозначения класса материалов, которые можно добавлять, чтобы снизить вязкость и предел текучести формовочной смеси. Более подробное описание использования диспергентов можно найти в магистерской диссертации Андерсена П.Ю. Воздействия органических суперпластифицирующих добавок и их компонентов на зета-потенциал и связанные с ним свойства цементных материалов (1987 г.).
В общем случае диспергенты адсорбируются на поверхности заполнителей, частиц гидравлического связующего вещества, или/и на ближний коллоидный двойной слой частиц связующего вещества. Это создает отрицательный заряд вокруг поверхности частиц, заставляя их отталкиваться друг от друга. Это отталкивание частиц повышает "смазку" путем снижения "трения" или сил притяжения, которые иначе заставляют частицы сильнее взаимодействовать. Благодаря этому вначале можно добавлять меньше воды, сохраняя обрабатываемость формовочной смеси.
Значительное снижение вязкости и предела текучести может быть достигнуто, когда пластичные свойства, сцепляемость или/и стабильность формы менее важны. Добавление диспергента помогает сохранять формовочную смесь обрабатываемой даже при добавлении очень небольшого количества воды.
Тем не менее, из-за характера механизма покрывания последовательность, в которой диспергент добавляется в смесь, часто может играть определяющую роль. Если используются некоторые диспергируемые в воде органические связующие вещества (такие как Tylose(R), диспергент следует добавлять в смесь, содержащую воду и, как минимум, часть неорганических заполнителей, сначала, а потом уже нужно добавлять связующее вещество. Иначе диспергент будет менее способен адсорбироваться на поверхность частиц заполнителя, потому что сначала будет необратимо адсорбироваться Tylose(R), образуя защитный коллоид на поверхности и предотвращая адсорбцию диспергента.
Предпочтительный диспергент - это конденсат сульфанированного нафтилан-формальдегида, образец которого продается под товарным знаком WRDA 19, который производится фирмой W. R.Grace, Inc. К числу других диспергентов, которые тоже могут хорошо работать, относятся конденсат сульфонированного меламин- формальдегида, лигносульфонат и полиакриловая киcлота. Концентрация диспергента будет в основном находиться в диапазоне от приблизительно 5% по весу от воды, более предпочтительно в диапазоне от приблизительно 0,5%, до приблизительно 4%, и наиболее предпочтительно в диапазоне от приблизительно 1% до приблизительно 2%.
Диспергенты, рассматриваемые в настоящем изобретении, иногда назывались в промышленности производства бетона "суперпластификаторами". Для того чтобы лучше отличить диcпергенты от других модифицирующих реологические свойства веществ, которые часто действуют как пластификаторы, термин "суперпластификатор" не будет использоваться в этом описании.
Воздушные пустоты.
Если не прочность, а изоляция является главенствующим фактором, т.е. если желательно изолировать горячие или холодные материалы, может быть желательным включить мельчайшие воздушные пустоты в структурную матрицу изделий в добавок к легким заполнителям, чтобы повысить изоляционные свойства изделий. Включение воздушных пустот в формовочную смесь тщательно рассчитывается, чтобы придать необходимые изоляционные свойства, не ухудшая прочности изделия до степени невозможности его использования. Однако, в общем случае, если изоляция не является важным признаком конкретного продукта, желательно довести до минимума все воздушные пустоты, чтобы максимально повысить прочность и уменьшить объем.
В некоторых примерах осуществления мелко рассеянные воздушные пустоты могут вводиться при высокоскоростном перемешивании с большим сдвигающим усилием формовочной смеси, причем пенящийся или стабилизирующий агент добавляется в смесь, чтобы помочь образованию пустот. Описанные выше высокоэнергические мешалки с большим сдвигающим усилием особенно пригодны для достижения этой желанной цели, К числу подходящих воздухововлекающих веществ относятся широко используемые поверхностно-активные вещества и винсоловая смола. Одно из предпочитаемых в настоящее время поверхностно-активных веществ это полипептид-алкилен полиол, такой как Mearlcrete Foam Liquid.
В сочетании с поверхностно-активным веществом будет необходимо стабилизировать вовлеченный воздух в материале с использованием стабилизирующего вещества, например, Mearlcel 3532', синтетического жидкого биодеградирующего раствора. Как Mearlcrete', так и Mearlcel' поставляются фирмой Mearl Corporation из Нью-Джерси. Кроме того, органическое полимерное связующее вещество может стабилизировать вовлеченный воздух.
Стабильность пены помогает поддерживать дисперсию и предотвращает агломерацию воздушных пустот в неотвердевшей формовочной смеси. Неспособность предотвратить сращение воздушных пустот фактически уменьшает эффект изолирования, и это также сильно уменьшает прочность затвердевшей формовочной смеси. Повышение pH, увеличение концентрации растворимых щелочных металлов, таких как натрий и калий, добавление стабилизирующего вещества, такого как модифицирующее реологические свойства вещество - полисахарид, и тщательное регулирование концентраций поверхностно-активного вещества и воды в формовочной смеси - все это помогает увеличить стабильность пены смеси.
В течение процесса формования или/и твердения формовочной смеси часто бывает желательным нагреть формовочную смесь, чтобы повысить объем воздушных пустот. Нагревание также способствует быстрому удалению значительного количества воды из формовочной смеси, тем самым повышая прочность сырой формовочной смеси отформованного продукта.
Если газ был включен в формовочную смесь, то нагревание смеси, например, до 250oC приведет (согласно уравнению идеального газа) к тому, что объем газа увеличится приблизительно на 85%. Было обнаружено, что желательно вести нагревание в диапазоне температур от приблизительно 100oC до приблизительно 250oC. Верхний предел определяется неблагоприятными реакциями в формовочной смеси, такими как сжигание волокон или органического связующего вещества, которые могут произойти. Что более важно, это контроль в процессе нагревания, при правильном контроле нагревание не приведет к раскалыванию структурной матрицы изделия и не даст дефектов в текстуре поверхности изделия.
Другое пенящееся вещество - это смесь лимонной кислоты и бикарбоната или бикарбоната, который был превращен в небольшие гранулы или частицы и покрыт воском, крахмалом или растворимыми в воде покрытиями.
Это можно использовать при образовании пустот двумя способами: (1) для реакции с водой с образованием газа CO2 для того чтобы создать ячеистую пенную структуру в структурной матрице или (2) упаковать частицы как часть матрицы и после затвердевания матрицы удалить частицы пены путем нагревания продукта выше температуры 180oC, что вызывает эндотермическое разложение частиц, оставляя хорошо контролируемую легкую ячеистую структуру.
В других областях применения, если вязкость формовочный смеси высока, может оказаться трудным получить адекватное количество воздушных пустот посредством перемешивания с большим сдвигающим усилием. В таком случае в качестве альтернативы, воздушные пустоты могут вводиться в формовочную смесь путем добавления легко окисляемого металла, например, алюминия, магния, цинка или олова в смесь, которая либо является естественно щелочной (такая как смесь, содержащая гидравлический цемент или окись кальция), либо была сделана щелочной путем добавления сильной основы, такой как гидроокись натрия. Эта реакция приводит к выделению мельчайших пузырьков водорода по всей формовочной смеси.
Может быть желательным нагреть смесь, чтобы инициировать химическую реакцию и повысить скорость образования пузырьков водорода. Нагревание отформованного продукта до температуры в диапазоне от приблизительно 50oC до приблизительно 100oC и предпочтительно от приблизительно 75oC до приблизительно 85oC помогает эффективно контролировать реакцию и также удаляет значительное количество воды. Опять же, этот процесс нагревания можно контролировать так, чтобы он не приводил к образованию трещин в матрице отформованного продукта.
Этот второй метод введения воздушных полостей в структурную матрицу можно применять в сочетании с введением воздуха путем высокоскоростного смешивания с большим сдвигающим усилием, или вместо него в случае формовочных смесей с более низкой вязкостью.
Наконец, воздушные полости могут вводиться в формовочную смесь в ходе процесса формования путем добавления в смесь раздувающегося вещества, которое будет расширяться при приложении к смеси тепла. Обычно раздувающиеся вещества состоят из жидкости с низкой точкой кипения и мелко разделенного адсорбирующего материала, такого как карбонат кальция (мела). Мел и раздувающееся вещество равномерно вводятся в формовочную смесь и держатся под давлением при нагревании. Жидкое раздувающееся вещество проникает в поры отдельных частиц мела, которые действуют как точки, из которых раздувающееся вещество можно превратить в пар после химического расширения раздувающегося вещества при внезапном понижении давления.
В течение процесса формования или вытеснения смесь можно нагревать с одновременным ее сжатием. Если нагревание обычно будет заставлять раздувающееся вещество испаряться, увеличение давления предотвращает испарение вещества, что создает временное равновесие. Когда давление снижается после формования или вытеснения (экструзии) материала, раздувающееся вещество испаряется, тем самым расширяя или "раздувая" формуемый материал. Вода также может действовать в качестве раздувающего вещества, если смесь нагревается при температуре выше точки кипения воды и держится под давлением до 50 бар.
Воздушные пустоты увеличивают изоляционные свойства листов и других изделий, изготавливаемых из них, и также сильно уменьшают объемную плотность, а потому и вес конечного продукта. Это снижает полную массу получающегося продукта, что уменьшает количество материала, требующееся для изготовления изделия, и что уменьшает количество материала, который в конце концов будет выброшен в случае изделия одноразового использования.
Ускорители твердения.
В некоторых случаях может быть желательным ускорить начальное твердение гидравлически твердеющей смеси путем добавления в смесь соответствующего ускорителя твердения. К их числу относятся Na2CO3, K2CO3, КОН, NaOH, CaCl2, СО2, триэтаноламин. алюминаты, и неорганические щелочные соли сильных кислот, такие как HCl, HNO3, H2SO4. Фактически любое соединение, повышающее растворимость гипса и Ca(ОН) обычно будет ускорять начальное твердение гидравлически твердеющих смесей, в особенности вяжущих смесей.
Количество ускорителя твердения, которое можно добавить в конкретную гидравлически твердеющую смесь, будет зависеть от степени требуемого ускорения твердения. Это, в свою очередь, будет зависеть от самых различных факторов, включая состав смеси, временной интервал между этапами перемешивания компонентов и формования или вытеснения гидравлически твердеющей смеси, температуры смеси и конкретного ускорителя твердения.
Обычный специалист сможет отрегулировать количество добавляемого ускорителя твердения согласно параметрам конкретного процесса производства, чтобы оптимизировать время твердения гидравлически твердеющей смеси. Основываясь на процентном объеме гидравлически твердеющего связующего вещества в неорганически наполненной смеси ускоритель твердения также может увеличить скорость твердения или отвердения неорганически наполненной смеси.
Конкретные преобразования материалов в изделия.
Ключевой структурный компонент, придающий прочность промышленным изделиям согласно настоящему изобретению, это структурная матрица, образованная взаимодействием воды с гидравлически твердеющим связующим веществом или/и органическим полимерным связующим веществом. В структурной матрице находятся другие компоненты (например, волокна заполнители, воздушные пустоты, модифицирующие реологические свойства вещества, диспергенты и даже ускорители), которые добавляют дополнительные свойства материалам.
Воздействие компонентов на реологические свойства смеси.
Количество воды, которое нужно добавить, чтобы получить смесь, имеющую адекватную обрабатываемость и текучесть, будет зависеть от концентрации и плотности упаковки частиц неорганического наполнителя или заполнителя, от количества волокон, от вида количества органического связующего вещества, от вида количества гидравлически твердеющего связующего вещества, от вида и количества других добавок (таких как диспергенты, пластификаторы и смазочные вещества). Однако в общем случае добавление большего количества воды понизит вязкость и предел текучести формовочной смеси, тем самым повышая текучесть смеси и снижая стабильность формы предмета, из нее отформованного.
Диспергируемое в воде органическое полимерное связующее вещество может значительно влиять на реологические свойства смеси в зависимости от вида, концентрации и степени желатинирования органического связующего вещества. Как излагалось выше, предпочтительные органические связующие вещества можно грубо разделить на следующие категории: на основе целлюлозы, на основе крахмала, на основе протеинов (белков), на основе полисахаридов и синтетические органические связующие. Внутри каждой из этих более широких категорий имеются многочисленные подкатегории и подразделения. Объединяющим признаком каждого из этих материалов является то, что они в общем случае растворяются в воде или, как минимум, почти полностью диспергируются водой. Поэтому они требуют адекватных уровней воды для их дисперсии и активации (включая желатинирование) в формовочной смеси.
Тем не менее, органические полимерные связующие вещества имеют значительно меняющиеся уровни растворимости в воде или диспергируемости, а также меняющиеся уровни вязкости и предела текучести. Органические полимеры, принадлежащие одному классу, могут иметь значительно разнящиеся величины вязкости в зависимости от молекулярного веса. Например, 2%-ный раствор Tylose(R) FL15002 при 20oC имеет вязкость около 15000 cps, тогда как аналогичный раствор Tylose(R) 4000 имеет вязкость приблизительно 4000 cps. Первый сильно повышает предел текучести и пластмассоподобные свойства формовочный смеси, тогда как последний может действовать более в качестве смазочного вещества или пластификатора.
Другие органические полимеры реагируют с разными скоростями и при разных температурах в воде.
Хотя многие органические полимерные связующие вещества, такие как Tylose(R), не полимеризуются или не деполимеризуются при добавлении в формовочные смеси, а скорее желатинируются и затем высыхают с образованием образующей связи матрицы, в рамках настоящего изобретения предусматривается добавление растворимых в воде или диспергируемых водой способных полимеризоваться единиц в формовочную смесь, которые затем со временем полимеризуются на месте. Скорость реакции полимеризации можно регулировать путем регулировки температуры смеси или/и добавлением катализатора или ингибитора. К числу способных к полимеризации единиц, которые можно добавлять в формовочную смесь, относятся мономеры, образующие Cellosize и латекс.
В отношение желатинирования большинство полимеров на основе целлюлозы (таких как Tylose(R)) будет легко желатинировать в воде при комнатной температуре. Другие, такие как многие крахмалы, будут желатинировать в воде только при повышенных температурах. Однако некоторые модифицированные крахмалы могут желатинировать при комнатной температуре. Поэтому основанные на целлюлозе и на модифицированном крахмале полимерные связующие вещества полезны тем, что из них при комнатной температуре можно образовать формовочную смесь. Тем не менее, они в общем случае значительно дороже, чем обычные полимеры на основе крахмала, которые нужно нагревать для желатинирования. Предпочтительным основанным на крахмале полимером является National 51-6912, который продается фирмой National Starch.
В зависимости от желаемых реологических свойств формовочной смеси, включая, при желании, влияние на вязкость или предел текучести как функции времени или температуры, может быть предпочтительным добавить в формовочную смесь ряда разных органических полимерных связующих веществ.
Основанные на целлюлозе органические полимерные связующие вещества в общем случае будут осуществлять свое максимальное реалогическое воздействие почти немедленно, тогда как способные к полимеризации связующие вещества со временем будут твердеть, а связующие вещества на основе крахмала будут твердеть при увеличении температуры смеси.
Гидравлически твердеющие связующие вещества, такие как гидравлический цемент, полугидрат гипса и окись кальция, могут влиять на реологические свойства формовочных смесей, особенно с течением времени, когда они реагируют с водой смеси. Гидравлически твердеющие связующие вещества химически реагируют с водой, тем самым понижая эффективный уровень воды в формовочной смеси без необходимости прибегать к методам нагревания или высушивания. Гидравлический цемент также повышает прочность сцепления сырой неорганически наполненной смеси и изготовленного из нее нового изделия.
К числу других примесей, которые можно добавлять, чтобы непосредственно повлиять на реологические свойства формовочной смеси, относятся диспергенты, пластификаторы и смазочные вещества. Диспергенты, например основанные на сульфониле материалы, сильно снижают вязкость и повышают обрабатываемость формовочной смеси, одновременно поддерживая постоянным количество воды. Естественным следствием является то, что использование диспергента позволяет включить меньше воды с сохранением того же самого уровня обрабатываемости. Предпочтительным пластификатором и смазочным материалом является полиэтиленгликоль.
Количество, вид и плотность упаковки частиц заполнителей может сильно повлиять на реологические свойства и обрабатываемость смеси.
Пористые заполнители и заполнители с большой площадью удельной поверхности обычно будут абсорбировать больше воды, чем непористые заполнители, тем самым понижая количество воды, имеющейся для "смазки" частиц. Это приводит к появлению более твердой, более вязкой смеси. Плотность упаковки частиц может значительно влиять на реологические свойства смеси путем ограничения количества промежуточного пространства, которое в общем случае должно наполняться водой, смазочными веществами, органическими полимерами или другими жидкостями, чтобы смесь могла течь.
В таких ситуациях, когда формовочная смесь будет подвергаться высоким давлениям, например при вытеснении смеси или при других процессах формования с использованием высокого давления, может появиться возможность воспользоваться взаимодействием принципов упаковки частиц и недостатком воды, чтобы временно увеличить обрабатываемость и текучесть при сжатии смеси. Для этих целей в описании и прилагаемой формуле изобретения понятия "недостаток воды" или "водная недостаточность" должны относиться к формовочной смеси, в которой имеется недостаток воды (и других жидкостей), необходимой для полного наполнения промежуточного пространства между частицами. Поэтому воды недостаточно, чтобы адекватно "смазать" частицы.
Однако после приложения давления, достаточно большого, чтобы временно повысить плотность упаковки частиц, величина промежуточного пространства между частицами будет уменьшаться. Поскольку вода несжимаема и сохраняет тот же самый объем под давлением, повышенное давление увеличивает видимое количество воды, имеющейся для "смазки" частиц, тем самым увеличивая обрабатываемость и текучесть смеси.
После снятия давления, обычно после окончания процесса формования, частицы заполнителя слегка разойдутся, тем самым увеличивая величину промежуточного пространства и создавая частичный внутренний вакуум. Это приводит к почти немедленному увеличению стабильности формы и прочности в сыром состоянии.
Наконец, другие твердые компоненты в смеси, такие как волокна, будут влиять на реологические свойства смеси аналогично тому, как это делают заполнители. Некоторые волокна могут абсорбировать воду в зависимости от их пористости и способности раздуваться. Кроме того, некоторые волокна можно обрабатывать, чтобы они получили ионный заряд, что позволит им химически взаимодействовать с ионно-заряженными органическими пластификаторами, такими как ионные крахмалы.
Влияние компонентов на конечные свойства.
В отношении конечного высушенного или затвердевшего изделия, к числу некоторых свойств, считающихся в основном желаемыми для их включения в структурную матрицу изделий, относятся высокая прочность на разрыв (в основном вдоль конкретных векторов), прочность на изгиб, гибкость и способность удлиняться, прогибаться или сгибаться. В некоторых случаях может быть желательным получить изделия, которые, в принципе, включают в себя свойства существующих изделий из бумаги, картона или пластмассы. Однако в других случаях может быть желательным получить структурную матрицу, имеющую свойства, которые нельзя получить при использовании традиционных материалов. К ним могут относиться повышенная жесткость, более высокий модуль, водостойкость и более низкая объемная плотность.
В отличие от древесной бумаги или картона, в которых свойства листов и последующих изделий в высшей степени зависят от свойств используемой бумажной массы, свойства изделий согласно настоящему изобретению в принципе не зависят от свойств волокон, используемых при приготовлении смеси для формования. Конечно, использование более длинных, более гибких волокон придаст больше гибкости изделию, чем применение более коротких, мало гнущихся волокон. Однако свойства, являющиеся, в основном, зависимыми от бумажной массы в традиционной бумаге, могут "встраиваться" в изделия согласно настоящему изобретению путем регулирования концентраций неволокнистых компонентов формовочной смеси, а также используемыми методами обработки. Такие свойства, как плотность, жесткость, отделка поверхности, пористость и т.п., в общем случае не зависят от типа волокон, включенных в настоящие изделия.
Гибкость, прочность на разрыв, прочность на изгиб или модуль можно приспособить к конкретным критериям работоспособности листа, контейнера или другого предмета, изготовленного из этих материалов, путем изменения компонентов и относительных концентраций компонентов в формовочной смеси. В некоторых случаях более высокая прочность на разрыв может быть важным признаком. В других случаях она может быть менее важной. Некоторые изделия предпочтительно должны быть более гибкими, тогда как другие должны быть жесткими. Некоторые будут относительно плотными, другие будут толще, легче и более изолирующими. Важно получить материал, имеющий свойства, соответствующие конкретному использованию, при осознании себестоимости и других практических параметров производственной линии. Если иметь "слишком много" или "слишком мало" конкретного свойства может быть неважным с точки зрения рабочих параметров, то с точки зрения себестоимости это может оказаться транжирством или будет неэффективностью обеспечивать конкретное свойство.
В общем случае, повышение количества органического полимерного связующего вещества увеличит прочность на разрыв и на сгиб конечного отвердевшего изделия, одновременно значительно увеличивая его гибкость и упругость. Добавление большего количества органического полимера также уменьшает жесткость изделия. Аналогичным образом, увеличение концентрации волокон внутри смеси также увеличивает прочность на разрыв конечного изделия, в особенности увеличение концентрации волокон с более высокой прочностью на разрыв, таких как керамические волокна, хотя такие волокна жестки и дадут относительно жесткое затвердевшее изделие. Наоборот, добавление гибких волокон, таких как природные целлюлозные волокна, сильно повысит гибкость, а также прочность на разрыв, сопротивление раздиранию и продавливанию изделия.
Различные волокна имеют широко разнящиеся степени сопротивления раздиранию и продавливанию, гибкости, прочности на разрыв, способности удлиняться без разрыва и жесткости. Чтобы получить выгодные свойства от разных типов волокон в некоторых случаях может быть предпочтительным комбинировать два или большее число видов волокон в формовочной смеси.
Некоторые процессы формования изделий, такие как вытеснение и прокатка, обычно ориентируют волокна в направлении относительного удлинения смеси. Этим можно воспользоваться, чтобы довести до максимума прочность на разрыв изделия или листа в определенном направлении.
Например, если от листа, образующего изделие, потребуется сгибаться вдоль стержня, предпочтительно, чтобы волокна были ориентированы таким образом, чтобы более эффективно соединять две стороны стержня или изгибаться, будучи ориентированными перпендикулярно линии сгиба. Может быть желательным концентрировать большее число волокон в области стержня или там, где лист требует повышенной жесткости и прочности.
Вид заполнителя тоже может влиять на свойства конечного затвердевшего изделия. Заполнители, содержащие, в основном, твердые, негибкие, малые частицы, такие как глина, каолин или мел, будут в общем случае приводить к получению изделия с гладкой поверхностью и с повышенной хрупкостью. Легкие заполнители, например перлит или полые стеклянные сферы, приводят к получению изделия с более низкой плотностью, более низкой хрупкостью и с большей изоляционной способностью. Такие заполнители, как размолотый песок, силика (кремнезем), гипс или глина, в высшей степени дешевы и могут сильно снизить себестоимость производства изделий. Любой материал с большой площадью удельной поверхности дает повышенную усадку при сушке и дефекты усадки. Материалы с меньшей площадью удельной поверхности выгодны, поскольку они менее липки, что помогает предотвратить прилипание смеси к формовочному аппарату.
Гидравлически твердеющие связующие вещества, такие как гидравлический цемент, полугидрат гипса и окись кальция, обеспечивают от малой до значительной степени образования связей внутри отвердевшего изделия в зависимости от количества, в котором такие гидравлически твердеющие связующие вещества добавляются. Такие связующие вещества повышают жесткость и прочность на сжатие конечного изделия и, до некоторой степени, прочность на разрыв.
Гидравлический цемент может также уменьшить растворимость изделия в воде, тем самым увеличивая сопротивление изделия к разложению в воде.
Наконец, другие добавки в формовочных смесях могут придать способность водонепроницаемости конечному продукту, например добавление в смесь канифоли и квасцов. Они взаимодействуют с образованием водостойкого компонента в структурной матрице. В отсутствие значительных количеств таких придающих водооталкиваемость веществ можно использовать воду, чтобы повторно увлажнить изделие и временно повысить гибкость, способность гнуться и удлиняться до разрыва. Это особенно полезно, если смесь сначала формуется в лист, который впоследствии преобразуется в другое промышленное изделие, такое как контейнер. Конечно, вода также может облегчить разложение изделия после того, как оно было выброшено. Водостойкость можно повысить, обрабатывая поверхность изделия 5-10%-процентным раствором крахмала, чтобы уплотнить поры поверхности.
В качестве общего правила изделия, содержащие органические полимерные связующие вещества и волокна, но высокие концентрации гидравлически твердеющего связующего вещества, имеют более высокую изолирующую способность, имеют более высокую стойкость к сжатию, сопротивляются повреждениям от тепла, имеют более низкую прочность на разрыв и стойки к разложению в воде.
Изделия, имеющие более низкие концентрации органического связующего вещества, но более высокое содержание волокон и гидравлически твердеющего связующего вещества, будут иметь более высокую стойкость к разрыву, стойкость к сжатию и жесткость, но иметь меньшую стойкость к сгибу и негибкость, более умеренную гибкость и будут значительно стойки к разложению в воде.
Изделия, имеющие более высокие концентрации органического полимерного связующего вещества и более низкие концентрации волокон и гидравлически твердеющего связующего вещества, будут более растворимы и подвержены расщеплению в воде, более способны к формованию, позволяя изготовление более тонких изделий, будут иметь относительно умеренную стойкость к разрыву и сжатию, будут более жесткими, с умеренной гибкостью и более низкой прочностью.
Наконец, изделия, имеющие более высокие концентрации органического полимерного связующего вещества и волокна, но низкие концентрации гидравлически твердеющего связующего вещества, будут иметь свойства, наиболее аналогичные бумаге, как бумаге из дерева, так и бумаге из растений, будут иметь более высокую прочность на разрыв, жесткость и стойкость к складыванию, будут иметь умеренную прочность на сжатие, иметь очень низкое сопротивление к расщеплению в воде, будут иметь более низкую термостойкость, в особенности те, которые приближаются к точке возгорания волокон или к температуре разложения связующего вещества, и будут иметь более высокую гибкость и более низкую жесткость.
Изделия, изготовленные с использованием описанных здесь соединений, предпочтительно имеют прочность на разрыв в диапазоне от приблизительно 0,05 МПа до приблизительно 70 МПа и более предпочтительно в диапазоне от приблизительно 5 МПа до приблизительно 40 МПа. Кроме того, предпочтительно изделия имеют объемный вес в диапазоне от приблизительно 0,6 г/см3 до приблизительно 2 г/см3. Какую изделие будет иметь плотность на самом низком, промежуточном или более высоком уровне этого диапазона, в основном будет зависеть от желаемых для данного применения эксплуатационных свойств. В свете вышеизложенного изделия согласно настоящему изобретению предпочтительно будут иметь отношение прочности на разрыв к объемному весу в диапазоне от приблизительно 2 МПа-см3/г до приблизительно 200 МПа-см3/г и более предпочтительно в диапазоне от приблизительно 2 МПа-см3/г до приблизительно 50 МПа-см3/г.
Прочностные качества, изменяющиеся в зависимости от направления формование листов, используемых для изготовления изделий согласно настоящему изобретению, следует сопоставить с аналогичными качествами бумаги, которая, как известно, имеет сильное и слабое направления в отношении прочности на разрыв и износостойкости. Сильное направление в традиционной бумаге - это направление вдоль работы машины, а слабое направление - это направление поперек работы машины. Тогда как отношение прочностей в сильном и слабом направлениях для обычной бумаги составляет около 3:1, для изделий согласно настоящему изобретению оно составляет около 2:1, что может приблизиться к отношению 1: 1 в зависимости от конкретного используемого процесса формования. В общем случае, уменьшение дифференциальной скорости формования позволяет волокнам быть более произвольно ориентированными.
Понятие "удлиненный", используемое в этом описании и в прилагаемой формуле изобретения, в отношении изделий согласно этому изобретению, означает, что структурная матрица изделия способна растягиваться без принципиального разрыва. Способность структурной матрицы изделия удлиняться до разрыва можно измерить испытанием на прочность на разрыв методом Инстрон или посредством испытания на предельные нагрузки.
Путем оптимизации состава смеси можно изготовить свежеотформованное изделие, имеющее структурную матрицу, способную удлиняться до приблизительно 20% до того момента, когда произойдет разрыв, а после сушки от приблизительно 0,5 до 8%. Это обычно осуществляется путем оптимизации количеств волокна и органического связующего вещества в формовочной смеси и в получающейся матрице. Получить изделие, имеющее, структурную матрицу, способную к удлинению в определенном диапазоне, можно путем включения волокон в формовочную смесь в количестве до приблизительно 50% по объему. Чем больше количество добавляемых в смесь волокон или органического связующего вещества, или чем лучше поверхность раздела между матрицей и волокном, тем большего удлинения без разрыва изделия можно достичь. Кроме того, удлинение сухого листа можно повысить добавлением в лист пара или влаги порядка до 10% по весу от веса сухого листа. Однако повторное увлажнение временно снижает прочность листа до тех пор, пока он снова не высушивается.
Более высокую прочность на разрыв, а также более высокое относительное удлинение, в общем случае можно получить путем увеличения количества волокон в структурной матрице. Этого можно достичь добавлением большого количества волокон в формовочную смесь или, в качестве альтернативы, наложением слоя волокон, например листа бумаги, на поверхность или внутрь изделия, или путем комбинирования волокон, имеющих разные свойства прочности и гибкости.
Термин "прогибаться", используемый в этом описании и в прилагаемой формуле изобретения, относится к способности высушенного листа или изделия сгибаться или скатываться без разрыва или изменений в отделанной поверхности. Способность изделия прогибаться проверяется измерением модуля упругости и энергии разрыва листа с использованием известных в технике средств. Как и для любого материала, способность к изгибу изделия, изготовленного в соответствии с настоящим изобретением, в основном зависит от толщины стенки изделия.
Один из способов измерения прогиба безотносительно к толщине стенки - это определение прогиба как относительного удлинения одной стороны стенки по сравнению с другой стороной. Когда стенка скатывается или сгибается относительно оси, другая сторона стенки будет удлиняться, тогда как в общем случае внутренняя сторона удлиняться не будет. Следовательно, изделие с более тонкой стенкой можно согнуть до гораздо большей степени, даже если относительное удлинение внешней стороны по сравнению с удлинением внутренней стороны приблизительно то же самое, как и в более толстом листе, который так не согнешь.
В ходе процесса формования высушенного листа в соответствующее изделие способность листа к сгибанию можно временно увеличить путем повторного увлажнения водой. Считается,
что вода абсорбируется волокнами, диспергируемым водой органическим связующим веществом и промежутками между частицами заполнителя. После сушки отформованного листа уровень способности к сгибу в общем случае понизится, тогда как жесткость и твердость в общем случае увеличатся.
Для того чтобы получить лист, имеющий желаемый уровень прочности, способности к сгибанию, изоляции, твердости, веса и другие рабочие критерии, можно менять толщину листа регулированием расстояния между роликами. В зависимости от толщины и желаемых эксплуатационных свойств можно выбирать компоненты и их относительные концентрации, соответствующие конкретной толщине листа. Листы согласно настоящему изобретению можно спроектировать так, чтобы они имели широко разнящиеся толщины, однако большинство продуктов, требующих материала с тонкой стенкой, будут в общем случае иметь толщину в диапазоне от приблизительно 0,01 мм до приблизительно 3 мм. Тем не менее, в тех областях применения, где более важны способность к изоляции или более высокая прочность или жесткость, толщина листа может доходить до 1 см.
Предпочтительная толщина листов согласно настоящему изобретению будет меняться в зависимости от предлагаемого использования листа, контейнера или изготовляемых из них предметов. Только в качестве примера, если желаема большая гибкость, обычно предпочтителен более тонкий лист. Наоборот, когда самыми важными являются прочность, долговечность или/и изоляция, а не гибкость в основном предпочтительнее будет более толстый лист. Тем не менее, если желательно согнуть листы по надрезу или по меньшей мере скатать их в изделия, предпочтительно, чтобы листы имели толщину в диапазоне от приблизительно 0,05 мм до приблизительно 2 мм или более, и более предпочтительно в диапазоне от приблизительно 0,15 мм до приблизительно 1 мм.
Как обсуждалось выше, формовочная смесь подобрана на микроструктурном уровне таким образом, что имеет определенные желаемые свойства, как сама смесь, так и конечный отвердевший материал. Следовательно, важно отметить количество материала, добавляемого в ходе введения добавок при производстве отдельных партий или при непрерывном производстве.
Методы и условия обработки.
К числу основных методов и условий обработки относятся: (1) приготовление соответствующей формовочной смеси (будь то гидравлически твердеющая смесь или неорганически наполненная смесь; (2) формования смеси в желаемое изделие, включая формование изделия из отформованного первичного изделия; (3) повышение стабильности формы изделия; (4) расформовка изделия; и (5) по желанию обработка отформованного изделия, такая как сушка отформованного изделия ускоренными методами, нанесение покрытий, печати и изменение качества поверхности и т.п.
Приготовление формовочной смеси.
Хотя в производстве изделий в рамках настоящего изобретения можно использовать самые разнообразные процессы формования и подбора смеси, процессы перемешивания остаются, в принципе, теми же самыми. Конечно, нужно использовать разное оборудование, чтобы с удобством обеспечить подачу сырья в формовочное оборудование.
Как минимум, некоторые из компонентов, используемые для получения соответствующей формовочной смеси, предпочтительно перемешивать, используя мешалки с большим сдвигающим усилием. Перемешивание с большим сдвигающим усилием обеспечивает равномерное распределение гидравлически твердеющего связующего вещества, органического связующего вещества, воды, диспергентов, волокон, прочных заполнителей и других добавок. Перемешивание с большим сдвигающим усилием улучшает реологические свойства смеси и повышает прочность и однородность конечного затвердевшего изделия.
Перемешивание с большим сдвигающим усилием можно применять для получения тонкодиспергированных воздушных пустот в формовочной смеси с помощью воздухововлекающего вещества. В тех случаях, когда в смесь добавляется гидравлически твердеющее связующее вещество, такое как гидравлический цемент или окись кальция, может быть полезным наполнить атмосферу над мешалкой с большим сдвигающим усилием двуокисью углерода с тем, чтобы двуокись углерода прореагировала со смесью. Было обнаружено, что двуокись углерода может повысить стабильность пены формовочной смеси и вызвать ложное ранее схватывание гидравлического цемента. Эта составляющая также реагирует с окисью кальция с образованием карбоната кальция в качестве нерастворимого образующего связи осадка.
Мешалки с большим сдвигающим усилием, полезные для создания более однородных смесей, как они здесь описаны, приводятся и заявляются в патенте США N 4225247 под заглавием "Устройство для смешивания и взбалтывания", в патенте США N 4552463 под заглавием "Способ и аппаратура для получения коллоидной смеси", в патенте США N 4889428 под заглавием "Вращающаяся мельница", в патенте США N 4944595 под заглавием "Аппаратура для производства строительных материалов из цемента" и в патенте США N 5061319 под заглавием "Процесс производства строительного материала из бетона".
Другие мешалки способны придать различные степени сдвигающего усилия формовочной смеси. Например, месильная машина, представленная на фиг. 1, дает более сильное сдвигающее усилие по сравнению с обычной бетонной мешалкой, но это усилие слабее по сравнению с интенсивной мешалкой Айриха или с двойным экструдером для пищевых продуктов типа "ожер".
Заполнители, введенные в более высоких концентрациях, а также легкие заполнители, в основном, смешиваются с использованием перемешивания с малым сдвигающим усилием. Многие легкие заполнители, такие как перлит или полые стеклянные сферы, не могут противостоять большому сдвигающему усилию без разламывания.
В обычном лабораторном процессе перемешивания соответствующие компоненты смешиваются с использованием мешалки с высокой скоростью и с большим сдвигающим усилием в течение приблизительно 1 мин. После этого остающиеся компоненты смешиваются с использованием низкоскоростной мешалки с малым сдвигающим усилием в течение приблизительно 5 мин. Поэтому суммарное время перемешивания на партию материала составляет около 6 мин, хотя этот период времени можно применять в зависимости от характера формованной смеси. В промышленности процесс перемешивания можно значительно уменьшить по времени с помощью использования соответствующих мешалок, конкретно, предпочтительным в настоящее время является способ перемешивания с использованием системы непрерывного перемешивания.
В одном примере осуществления изобретения используется цементная мешалка, способная как к перемешиванию с большим, так и с малым сдвигающим усилием, и способная отмерять и смешивать материалы, изготовляемые партиями. В другом примере можно применять мешалку с большим сдвигающим усилием для начального перемешивания компонентов формовочной смеси. После этого смесь можно перенести в мешалку с меньшим сдвигающим усилием, чтобы завершить процесс перемешивания. В другом примере осуществления процесс перемешивания можно сочетать с процессом вытеснения (экструзии) с использованием современного экструдерного оборудования, которое включает в себя камеру для перемешивания с большим сдвигающим усилием.
Предпочтительный в настоящее время пример осуществления изобретения для твердения в промышленных условиях это оборудование, в котором материалы, включенные в формовочную смесь, автоматически и непрерывно отмеряются, смешиваются, деаэрируются и экструдируются с помощью двойного экструдера типа "ожер". На фиг. 1 показан двойной экструдер типа "ожер" 12, который включает в себя средство подачи, подающее формовочную смесь в первую внутреннюю камеру 16 экструдера 12. Внутри первой внутренней камеры 16 находится первый шнек типа "ожер" 13, который одновременно перемешивает смесь и оказывает на нее давление в поступательном направлении, продвигая смесь через первую внутреннюю камеру 16 к откачивающей камере 20. Обычно в откачивающей камере создается отрицательное давление или вакуум для того, чтобы удалить ненужные воздушные пустоты из формовочной смеси. После этого формовочная смесь подается во вторую внутреннюю камеру 22. Второй шнек типа "ожер" 24 будет продвигать смесь к головке матрицы 26. Шнеки типа "ожер" 18 и 24 могут быть выполнены с разными шагами и иметь разную ориентацию, чтобы помочь продвижению смеси или чтобы повысить или понизить усилие сдвига.
Двойной экструдер 12 может применяться для того чтобы самостоятельно смешивать компоненты формовочной смеси или, как показано на фиг. 7, ее может питать мешалка. Предпочтительный двойной экструдер типа "ожер" использует однородные вращающиеся шнеки, причем шнеки вращаются в одном направлении. Вращающиеся в противоположном направлении двойные экструдеры тогда, когда шнеки вращаются в противоположных направлениях, служат той же цели. Для этой же цели можно применить глиномялку. Оборудование, соответствующее этим техническим условиям, можно приобрести у фирмы Buhler-Miag, Inc, находящейся в Миннеаполисе, штат Миннесота.
Внутренние детали мешалки можно выполнить из нержавеющей стали, поскольку истирание мешалки невелико благодаря относительно высокому содержанию воды. Однако для продления срока службы детали мешалки могут быть покрыты карбидом, что позволяет повысить их сопротивляемость любому истиранию, возникающему при перемешивании смеси, содержащей заполнители и гидравлически твердеющее связующее вещество.
Поскольку формовочная смесь на микроструктурном уровне должна иметь определенные свойства, важно точно дозировать количество каждого материала, добавляемого в формовочную смесь.
Основной процесс формования.
Начальный процесс формования.
Понятие "формования", используемое в этом описании и в прилагаемой формуле изобретения, должен включать в себя конкретные методы формования, которые приводятся здесь в качестве примера, а также хорошо известные специалистами в отношении таких материалов, как глина, керамика и пластмассы. К числу предпочтительных примеров способов формования относятся "литье под давлением", "инжекционное формование", "формование с надувом", "Джиггеринг", "формование сухих листов" и формование "влажных листов". Подробные описания этих способов более полно излагаются ниже. Понятие "формование" также должно включать в себя нагревание отформованного изделия с тем, чтобы расширить или/и увеличить стабильность формы изделия и извлечение изделий из матрицы, что также называется расформовкой.
В ходе любого соответствующего процесса формования сжатие, необходимое для придания желаемой формы смеси или листа, образованного из неорганически наполненной смеси, достигается путем механического давления, вакуумного давления, давления воздуха или их сочетаний. Изделия могут формоваться в один этап литьем под давлением, инжекционным формованием, формованием с надувом и джиггеренгом. Изделия также могут формоваться в ходе двухстадийного процесса формования, когда сначала смесь формуется в лист, после чего лист формуется в желаемое изделие. Процессы формования листа включают в себя процессы формования сухого и влажного листа.
Нижеописанные процессы могут осуществляться с использованием хорошо известного специалистам оборудования для производства бумаги, пластмасс, металлов и цемента. Однако это оборудование должно быть особым образом скомбинировано и организовано так, чтобы составлять функциональную систему для производства изделий согласно настоящему изобретению. Более того, предпочтительны некоторые модификации оборудования, способные оптимизировать и обеспечить массовое производство изделий. Например, инжекционное литье (формование) пластичных изделий требует охлаждение матрицы для быстрого твердения отформованных изделий. Однако в рамках настоящего изобретения часто предпочтительней нагревать матрицы, чтобы изделия быстро твердели. Установка, модификации и работа оборудования, необходимого для производства изделий согласно настоящему изобретению, могут осуществляться специалистами, способными к использованию обычного оборудования в свете этого изобретения.
Для того чтобы процесс формования стал рентабельным, важно, чтобы отформованное изделие имело стабильную форму сразу же после процесса формования или сразу после него. Термин "стабильная форма" относится к способности отформованного изделия выносить свой собственный вес и сохранять свою форму под действием силы тяжести и нагрузок, связанных с используемыми способами производства. Стабильность формы важна для изделия, которое должно быть вытолкнуто из матрицы и эта стабильность предпочтительно должна быть достигнута спустя менее одной минуты после процесса формования, более предпочтительно в течение менее чем приблизительно 10 с и наиболее предпочтительно в течение менее чем приблизительно 1-3 с. Кроме того, поверхность отформованного изделия не должна быть слитком липкой, поскольку это затруднит расформовку, механическую обработку и укладывание изделий в стеллажи.
Реологические свойства или свойства текучести формовочной смеси должны быть оптимизированы согласно конкретному используемому производственному процессу. Придание желаемых свойств должно уравновешиваться себестоимостью получения таких свойств. Прессование в форме (матрице), инжекционное формование и джиггеринг, например, в основном требуют высокой степени вязкости смеси, которую можно формовать под давлением, чтобы она быстро обеспечивала получение продукта со стабильной формой, тогда как формование с надувом требует в высшей степени эластичной смеси, которую можно раздуть без ее разрыва.
Существуют несколько модификаций обычных процессов формования, которые обычно используются для облегчения процесса производства. Например, часто желательно обработать матрицу разъединяющим веществом, чтобы предотвратить прилипание. К числу пригодных разъединяющих веществ относятся кремниевое масло, тефлон, делерон и UHW'. Предпочтительно, чтобы сама матрица была изготовлена из нержавеющей стали или/и покрыта материалом, имеющим очень гладкую поверхность, таким как тефлон, делерон, или хромирована, отполирована до приблизительно 0,1 RMS.
Тот же самый эффект можно достичь использованием сил трения. Путем вращения головки формовочного аппарата относительно внутренних или/и внешних поверхностей формовочной смеси можно преодолеть любое химическое или механическое прилипание (т.е. липкость) к матрице.
В течение процесса формования или/и твердения смеси часто желательно смесь подогреть для того чтобы контролировать систему воздушных пустот посредством контроля пористости и объема изделия.
Однако процесс нагревания помогает также приобретению стабильности формы смеси в сыром состоянии (сразу же после формования), поскольку быстро позволяет поверхности набрать прочность. Конечно, такое нагревание позволяет быстро удалять из смеси значительное количество воды. Результатом этих преимуществ является то, что использование процесса нагревания может облегчить производство изделий согласно настоящему изобретению.
Повышение стабильности формы.
Одним из новейших качеств данного изобретения является способность создавать новые изделия, имеющие стабильную форму сразу же после формования. Стабильность формы изделия можно увеличить путем нагревания формовочной смеси с помощью нагретых матриц в течение достаточного периода времени, чтобы улучшить стабильность формы изделия. Для того чтобы получить соответствующие реологические свойства, такие как текучесть, в формовочную смесь добавляются разные количества воды. По меньшей мере часть воды можно быстро удалить выпариванием, что уменьшает объем присутствующей воды и повышает стабильность формы отформованного изделия.
Кроме того, удаление воды с поверхности отформованного изделия локально высушивает поверхность, что не только уменьшает липкость формованной смеси, но также образует достаточно сильную тонкую "оболочку" вокруг изделия, что также повышает прочность сырой формовочной смеси. Нагревание формовочной смеси также повышает скорость твердения гидравлически твердеющего связующего вещества, а также скорость желатинирования или отверждения органических связующих веществ.
Способность быстро получать стабильную форму изделия в сыром состоянии важна, поскольку позволяет осуществлять массовое производство изделий. Стабильность формы позволяет быстро убирать изделия из формовочного аппарата, так что можно формовать новые изделия с использованием того же самого прессового или формовочного оборудования.
Другой целью повышения температуры матриц является минимизация прилипания формовочной смеси к матрицам. Когда пар выделяется из смеси, он создает своего рода "подушку" между матрицами и смесью. Этот пограничный слой пара обеспечивает, в принципе, однородную силу, которая отталкивает формовочную смесь от матрицы, таким образом предотвращая прилипание смеси к матрицам. Было также обнаружено, что если подвижная и неподвижная матрицы имеют разные температуры, формируемый материал обычно будет оставаться на матрице с более низкой температурой после разделения матриц.
Соответствующие температуры матриц предпочтительно регулируются таким образом, чтобы максимально повысить скорость производственного процесса и частично зависят от длительности контактирования матриц формуемым материалом. В общем случае желательно, чтобы температура была как можно более высокой: чем выше температура, тем быстрее происходит высыхание поверхности отформованных изделий, тем быстрее изделия могут быть расформованы и тем больше изделий можно изготовить за единицу времени.
Однако увеличение температуры выше определенной точки может вызвать то, что вода во всей формуемой смеси, а не только на поверхности изделия, превратится в пар. Внезапное ослабление давления, связанное с расформовкой, может привести к растрескиванию и даже взрыву отформованного изделия, когда матрицы разведены. Однако отрицательные последствия применения более высоких температур часто можно избежать, применяя более высокие скорости открывания и закрывания пресса.
Более того, чем быстрее формуемый материал отвердевает, тем больше вероятность того, что в изделии образуется искажение в результате дифференциального потока. То есть, когда матрицы сжимаются вместе, формуемый материал течет в желаемую форму. Однако поверхность формуемой смеси начинает высыхать, высохшая часть имеет другую текучесть, чем остальной сырой формуемый материал Различие в текучести может привести к искажениям, таким как агломераты, пустоты, трещины и другие нерегулярности в структурной матрице отформованного изделия.
В общем случае, взаимозависимость между временем и температурой такова, что температуру матриц можно повышать, если увеличивается время, в течение которого матрицы находятся в контакте с формуемой смесью. Кроме того, температуру можно повышать, если повышается количество воды внутри формовочной смеси.
Для того чтобы достичь указанных выше желаемых целей, предпочтительно нагреть неподвижную и подвижную матрицу до температуры в диапазоне от приблизительно 50oC до приблизительно 250oC, более предпочтительно от приблизительно 75oC до приблизительно 160oC и наиболее предпочтительно от приблизительно 120oC до приблизительно 140oC. Для легкости расформовки обычно желательно, чтобы изделие оставалось на подвижной матрице после разведения матриц. Соответственно, подвижная матрица предпочтительно имеет более низкую температуру, чем неподвижная матрица. Различие температур между неподвижной матрицей и подвижной матрицей предпочтительно должна быть в диапазоне от приблизительно 10oC до приблизительно 30oC.
Период времени, в течение которого нагретая подвижная матрица и нагретая неподвижная матрица находятся в контакте формуемым материалом (т.е. время, в течение которого матрицы сочленены), предпочтительно находится в диапазоне от приблизительно 0,05 с до приблизительно 30 с, более предпочтительно в диапазоне от приблизительно 0,7 с до приблизительно 10 с и наиболее предпочтительно в диапазоне от приблизительно 0,8 с до предпочтительно 5 с.
В альтернативном примере осуществления изобретения этап нагревания изделия, кроме того, включает в себя воздействие на отформованное изделие нагретого воздуха после разведения матриц, но до того, как изделие удалено из матрицы, то есть, когда изделие покоится на подвижной матрице. Воздействие нагретого воздуха повышает стабильность формы изделия до того, как оно вынимается из матрицы.
Некоторые модифицирующие реологические свойства вещества могут сжижаться около комнатной температуры и твердеют при охлаждении. Поэтому предел текучести некоторых формовочных смесей может повыситься, если их охладить значительно ниже, чем начальная температура перемешивания. В таких случаях стабильность формы отформованного изделия можно повысить охлаждением матриц. Кроме того, путем нагревания смеси до прессования и последующего охлаждения матриц тонкая пленка воды может конденсироваться между изделием и матрицами, не давая тем самым изделию прилипать к матрицам. В таких случаях матрицы охлаждаются до температуры в диапазоне от приблизительно -20oC до приблизительно 40oC, более предпочтительно в диапазоне от приблизительно -5oC до приблизительно 35oC и наиболее предпочтительно в диапазоне от приблизительно 0oC до приблизительно 30oC.
В еще одном примере осуществления можно получить стабильную форму путем быстрого испарения негидратирующих летучих растворителей. Путем перемешивания формовочного материала и других желаемых добавок с минимальным количеством воды, необходимым для гидратации связующего вещества с последующим добавлением в смесь соответствующего летучего растворителя можно получить смесь, которая легко формуется и дает изделие с высокой прочностью. Когда смесь приведена в желаемую форму, летучий растворитель можно быстро удалить испарением, что дает изделие со стабильной формой, которое можно быстро извлечь из матрицы. Летучие растворители предпочтительно растворимы в воде и равномерно распределены в смеси. Как пример, но ни в коей мере не ограничиваясь этим, летучие растворители включают в свое число спирты, например метанол, этанол, n - пропанол, n -бутанол и n - петанол.
Такие растворители обычно добавляются в диапазоне от приблизительно 2% до приблизительно 50% от объема воды.
Другие добавки, помогающие быстро получить изделие со стабильной формой, содержащее гидравлически твердеющее связующее вещество, включают в свое число различные карбонатные источники и ускорители.
Как говорилось ранее, добавление различных источников карбоната, таких как CO2, приводит к тому, что смесь рано набирает прочность и достигает стабильности формы. Карбонат натрия и карбонат калия также можно добавить в смесь, для получения ранней стабильности формы изделия. Обычно карбонаты добавляются в смесь в диапазоне от приблизительно 0,002% до приблизительно 0,5% от веса воды, причем предпочтительнее диапазон от приблизительно 0,01% до приблизительно 0,15% и наиболее предпочтительный диапазон от 0,1% до приблизительно 0,15%. Аналогичным образом, лимонная кислота также может включаться в смесь для достижения ранней стабильности формы. Лимонная кислота обычно добавляется по весу цемента в диапазоне от приблизительно 0,01% до приблизительно 5%, предпочтительнее в диапазоне от 0,05% до приблизительно 1% и наиболее предпочтительно в диапазоне от 0,1% до приблизительно 0,2%.
Различные органические связующие вещества также увеличивают стабильность формы изделия. Примеси целлюлозы, такие как метилэтилцеллюлоэа, метилцеллюлоза и этилцеллюлоза, образуют гель после того, как нагреваются до температуры выше приблизительно 60oC. При добавлении примесей целлюлозы к формовочной смеси с последующим нагреванием смеси через нагретые матрицы или другие способы переноса тепла получающийся гель может помочь придать стабильность формы отформованному изделию. Чтобы быть эффективной в достижении стабильности формы, метилцеллюлоза должна добавляться в смесь в диапазоне от приблизительно 0,1% до приблизительно 10% от веса формуемой смеси.
Крахмал можно также комбинировать с метилцеллюлозой или можно добавлять в смесь отдельно для придания стабильности формы отформованному изделию. Нагревание смеси, содержащей крахмал, до температуры выше 100oC расплавляет или растворяет крахмал.
Охлаждение смеси позволяет крахмалу отвердевать, что связывает частицы цемента и заполнителя и обеспечивает повышенную стабильность формы. Чтобы быть эффективным в качестве связующего вещества, крахмал нужно добавлять в смесь в диапазоне от приблизительно 0,1% до приблизительно 10% от объема формовочной смеси. Таким образом сочетание крахмала и метилцеллюлозы увеличивает стабильность формы при нагревании и охлаждении в процессе формования.
Как говорилось выше, ускорители, используемые при производстве бетона, могут добавляться в гидравлически твердеющую смесь, чтобы ускорить реакцию гидратации гидравлического цемента. Их можно использовать для увеличения стабильности формы отформованного изделия.
В смысле конечной прочности затвердевшего изделия можно применять обычные структурные методы, чтобы повысить предел прочности отформованного изделия. Например, относительно тонкие стенки отформованного изделия можно укрепить, используя самые разные структуры (такие как сотовая структура, коленчатые или квадратные укрепляющие пруты, треугольные формы, I-образные бруски и гофрированные материалы) для придания прочности.
Расформовка отформованных изделий.
Отформованное изделие можно извлечь из матриц после того, как оно достигло достаточно стабильной формы. В предпочтительном примере осуществления изобретения отформованное изделие будет оставаться на подвижной матрице после разведения матриц. Кроме того, подвижная и неподвижная матрицы предпочтительно вращаются в противоположных направлениях после их разведения, чтобы предотвратить прилипание изделия к матрицам.
Как говорилось выше, когда матрицы разведены, теплый воздух можно пропустить над изделием в течение нескольких секунд, чтобы еще более повысить стабильность формы изделия. Затем изделие можно удалить из подвижной матрицы без его деформации. В предпочтительном примере осуществления для извлечения изделия из подвижной матрицы используется стандартный процесс, известный как аэровейер (пневмотранспорт). Аэровейер это процесс, при котором к изделию прилагается отрицательное давление для того чтобы "отсосать" изделие из матрицы. Затем изделие перемещается через U - образную трубу, которая размещает его наружной стороной вверх.
Процесс аэровейера предпочтителен, потому что аккуратно обрабатывает изделие со стабильной формой и недорого с точки зрения эксплуатации и капитальных вложений. Нагретый воздух, имеющийся для сушки изделия, можно использовать для транспортировки воздушной массой, которая переносит изделие по всей длине труб. Воздушные каналы, проходящие через подвижную матрицу, можно также использовать, чтобы вдувать воздух между матрицей и изделием, чтобы создать равномерное усилие для выталкивания изделия из подвижной матрицы. Воздух, вводящийся через воздушные каналы, должен иметь достаточно низкое давление, чтобы не причинить повреждений отформованному изделию.
В альтернативном примере реализации изделие можно механически вынуть из подвижной матрицы просто подняв его. Однако такой процесс требует исключительной тщательности, чтобы не деформировать отформованное изделие.
Факультативные процессы.
При желании изделия можно высушивать ускоренным способом, покрывать и наносить на него печатные знаки. Желательным может быть также формовать, гофрировать, надрезать или перфорировать часть изделия.
Ускоренная сушка.
Понятие "сушка", используемое в этом описании и в прилагаемой формуле изобретения, включает в себя удаление воды путем испарения и не включает значительного обезвоживания жидкой воды, как в производстве бумаги. Поэтому все нелетучие, однако растворимые в воде, компоненты остаются в органически наполненной матрице. Изделия могут высыхать при температуре окружающей среды и их даже можно штабелировать после формования с помощью обычного автоматического укладчика на конце производственной линии, когда изделия продолжают сохнуть. Изделия можно собирать, герметизировать, маркировать, стеллажировать и завертывать на стандартном оборудовании для механической обработки, складирования картона для последующей перевозки, причем процесс сушки продолжается.
При желании процесс сушки можно ускорить, чтобы повысить прочность отформованного изделия. В общем случае, когда изделие отформовано, его нужно высушить, чтобы получить прочность в желаемой форме. Однако в отношении процесса формования сухих листов до формования изделия нужно высушивать именно лист. Чтобы экономно производить изделия согласно настоящему изобретению, изделия нужно быстро высушить до того состояния, когда у них появится достаточная прочность, чтобы проходить через остальные процессы производства, т. е. печать, нанесение покрытия и упаковку, без деформирования. Кроме того, изделие должно набрать достаточную прочность для использования, к которому оно предназначено. Конечно, требуемая прочность будет меняться в зависимости от вида производимого изделия.
В предпочтительном примере осуществления сушка изделия или листа производится путем воздействия на изделие нагретого воздуха, как в обычном сушильном туннеле. Сушильный туннель можно сконструировать либо для сушки партий изделий, либо для процесса с непрерывным конвейером.
Применение нагретого воздуха удаляет часть воды формовочной смеси, что повышает силы трения между частицами, создавая связывающую пленку органического связующего вещества и повышая прочность получающегося изделия. Кроме того, нагревание может также увеличить скорость гидратации гидравлически твердеющего связующего вещества, что, в свою очередь, может придать изделию более раннюю прочность.
Чтобы повысить скорость, с которой вода удаляется из формовочной смеси, нагретый воздух продувается над изделием. Однако скорость воздуха не должна быть такой большой, чтобы деформировать отформованное изделие. В идеале, изделие высушивается только до такой степени, когда оно имеет достаточную прочность для производства и перевозки без его деформации. Если дать изделию, имеющему гидравлически твердеющее связующее вещество, удержать небольшое количество воды, оно будет продолжать отвердевать и таким образом повышать свою прочность в течение времени перевозки и хранения до его использования.
Именно способность изделия быстро затвердевать делает возможным экономно организовать его массовое производство. На сушку изделий влияют пять разных параметров: время, температура, скорость движения воздуха, площадь поверхности и толщина материала. Эмпирические исследования привели к следующим заключениям в отношении этих параметров.
Более высокая температура и скорость движения воздуха дают более короткие периоды сутки.
После удаления основного количества воды из изделия воздействие на изделие температуры выше 250oC может сжечь волокна и органическое связующее вещество, тем самым понижая прочность изделия.
Изделия с более тонкими стенками требуют более короткого времени сушки.
Более высокие температуры приводят к более низкой прочности изделия на разрыв.
Скорость движения воздуха и общее время нахождения в печи не влияют на прочность изделия на разрыв.
На основе указанных замечаний рекомендуемые условия сушки для отформованного изделия с толщиной в диапазоне от приблизительно 1 мм до приблизительно 2 мм включают в себя нагревание воздуха в печи до температуры в диапазоне от приблизительно 100oC до приблизительно 300oC, причем более предпочтительно от приблизительно 140oC до приблизительно 250oC и наиболее предпочтительно от приблизительно 150oC до приблизительно 200oC. Период времени, в течение которого изделие подвергается воздействию нагретого воздуха, может составлять до около 1 ч) причем более предпочтительно менее приблизительно 15 мин и наиболее предпочтительно менее около 1 мин. Однако эти значения могут меняться в зависимости от размеров, формы, толщины изделия и от содержания в нем воды.
В альтернативном примере осуществления, поскольку волокна не сгорают в смеси при температурах выше 250oC до тех пор, пока основная часть воды не удалена, процесс сушки можно также проводить в два этапа. Сначала на изделие можно воздействовать температурами выше 250oC, обычно в диапазоне от приблизительно 250oC до приблизительно 500oC с тем, чтобы быстро удалить некоторую долю воды. Когда от приблизительно 60% до приблизительно 80% воды удалено, температура понижается до менее 250oC, чтобы удалить остаток воды. Этот процесс повышает скорость, с которой высушивается изделие, но его нужно тщательнее регулировать, чтобы не сжечь волокна. Конечно, можно использовать другие обычные средства сушки изделий (например, микроволны, инфракрасный свет и т.п.).
Покрытие.
В рамках настоящего изобретения находится нанесение покрытий или материалов покрытий на изделия или, там где это уместно, на листы, используемые для получения изделий. Покрытия можно использовать, чтобы изменить характеристики поверхности изделий или листов несколькими способами, включая герметизацию (уплотнение) и защиту листа или изделия. Покрытия могут создавать защиту от влаги, от неблагородных, кислых, жирных, органических растворителей. Они могут также создавать более гладкую, глянцевую или стойкую к истиранию поверхность и помогать предотвращать "улетание" волокон. Покрытия могут придавать изделию отражающие, электропроводящие или изоляционные свойства. Они могут также усиливать лист или изделие, в особенности на сгибе, месте складывания, краю или на углу. Некоторые из покрытий можно также использовать как создающие слои материалы или как адгезивы.
Родственным понятию покрытия является "шлихтовка" листа или изделия, которая в принципе означает уплотнение пор структурной матрицы. Шлихтовку можно использовать, чтобы улучшить гладкость и водостойкость изделия или листов. Она может либо повышать, либо понижать прочность, модуль и удлинение (или способность расширяться) в зависимости от состава и используемого количества. Некоторые шлихтовки или покрытия могут смягчать формовочную смесь, приводя к более гибкому изделию или листу. Другие могут сделать изделие более жестким.
Целью процесса покрытия обычно является получение однородной пленки с минимальными дефектами на поверхности листа или изделия. Покрытия могут наноситься в ходе процесса формования листа, процесса формования изделия или после формования изделия. Выбор конкретного процесса нанесения покрытия зависит от количества свойств подложки (т.е. листа или изделия), а также от количества свойств материала покрытия. К числу переменных свойств подложки относятся прочность, смачиваемость, пористость, плотность, гладкость и однородность листа или изделия. К числу переменных свойств материала покрытия относятся общее содержание твердых веществ, основа растворителя (включая растворимость в воде и летучесть), поверхностное натяжение и реологические свойства.
Покрытия могут наносится на листы или изделие с использованием любых средств, известных в производстве бумаги, картона, пластмассы, полимеров, листового металла, полистирена или других упаковочных материалов, включая нанесение покрытий листом, трамбованием, воздушным шабером, печатью, далгреном, гравюрой и порошком. Покрытия могут также наноситься напылением листа или изделия любым из перечисленных ниже материалов покрытия или погружением листа или изделия в ванну, содержащую соответствующий материал покрытия. Наконец, покрытия могут совместно вытесняться с листом, чтобы объединить процесс вытеснения с процессом нанесения покрытия.
К числу органических покрытий относятся столовые масла, меламин, поливинилхлорид, поливинилспирт, поливинилацетат, полиакрилаты, полиамиды, гидроксипропилметилцеллюлоза, полиэтиленгликоль, акрилы, полиуретан, полиэтилен, полимолочная кислота, Biopol(R) (полигидрокси-бутират-гидроксивалерат сополимер), крахмалы, белок соевого масла, полиэтилен и синтетические полимеры, включая биодеградирующие полимеры, воск (такой как пчелиный воск или воск на основе нефти), эластомеры и их смеси. Biopol (R) изготовляется английской фирмой ICI.
К числу подходящих неорганических покрытий относятся силикат натрия, карбонат кальция, окись алюминия, окись кремния, каолин, глина, керамика и их смеси. Неорганические покрытия также можно наносить с одним или рядом органических покрытий.
В некоторых случаях может быть предпочтительным, чтобы покрытие было эластомерным или деформируемым, в особенности для изделий, образованных складыванием или сворачиванием. Эластомерные покрытия могут быть полезны для укрепления области, в которой изделие будет подвергаться сильному изгибу, например, на стержне.
Водоотталкивающее покрытие желательно для изделий, предназначенных для нахождения в контакте с водой. Если листы применяются для изготовления изделия, предназначенного для соприкосновения с пищевыми продуктами, предпочтительно, чтобы материал покрытия содержал покрытие, одобренное Федеральным управлением санэпидемиологии. Пример особенно полезного покрытия - это силикат натрия, который стоек к кислотам. Стойкость к кислотности важна, например, если изделие - это контейнер, подверженный воздействию пищи и напитков, имеющих высокое кислотное содержание, таких как безалкогольные напитки или соки. Повышенную стойкость к основным веществам может создать соответствующее полимерное или восковое покрытие, которое используется для покрытия изделий из бумаги.
Полимерные покрытия пригодны для образования в основном тонких слоев, имеющих низкую плотность, таких как полиэтилен. Полиэтилен с низкой плотностью особенно пригоден в создании изделий, влагостойких и даже до какой-то степени стойких к давлению. Полимерные покрытия также можно использовать в качестве адгезива при термическом уплотнении.
Окись алюминия и окись кремния являются полезными покрытиями, в особенности в качестве барьера для кислорода и влаги. Покрытия можно наносить на лист или изделие любыми известными в технике способами, включая применение процесса испарения электронным пучком высокой энергии, химическое осаждение из плазмы и напыление. Другой метод образования покрытия из окиси алюминия или окиси кремния предполагает обработку листа водным раствором, имеющим соответствующий уровень pH, чтобы вызвать образование окиси алюминия или окиси кремния на листе.
Воск и восковые смеси, особенно нефтяной воск или парафин и синтетический воск, обеспечивают барьер для влаги, кислорода и некоторых органических жидкостей, таких как жиры и масла. Они также позволяют термическое уплотнение изделия, такого как контейнер. Нефтяной воск - это особенно полезная группа восков в упаковке для пищи и напитков, которая включает в себя парафиновый воск и микрокристаллический воск.
Нанесение печати.
Может быть желательным нанесение печати или других обозначений, таких как товарные знаки, информация о продукте, описание изделия или логотипы, на поверхности изделия или листа, используемого для производства изделия. Это можно совершить с использованием любого традиционного способа нанесения печати или процессов, известных в производстве бумажных или картонных изделий, включая планографию, рельеф, глубокую печать, пористую или бесконтактную печать. К числу обычных печатных устройств относятся офсетные устройства, устройство ван-Дама, лазерные принтеры, принтеры с прямым переносящим контактом и термографические принтеры. Однако в принципе можно использовать любые ручные или механические средства. Кроме того, листы или изделия могут покрываться тиснением или снабжены водяным знаком.
Поскольку изделия имеют относительно высокую пористость, подобно бумаге или картону, нанесенная типографская краска обычно будет быстро высыхать. Специалист поймет, что пористость листа и количество краски должны быть совместимыми. Кроме того, декалькоманию, этикетки и другие обозначения можно прикреплять или приклеивать к листу с использованием известных в технике способов.
Конкретные процессы формования.
Процесс прессования в матрице.
Прессование в матрице включает в себя прессование смеси между двумя матрицами с взаимодополняющей формой. Этапы включают в себя размещение, формование, придание стабильности формы, удаление и твердение.
Размещение.
После того, как формовочная смесь была приготовлена, как обсуждалось выше, она размещается между набором матриц для придания ей желаемой формы изделия. Как показано на фиг.2, матрицы включают в себя подвижную матрицу 28 с желаемой формой и неподвижную матрицу 30, форма которой в принципе взаимодополняет форму подвижной матрицы 28. Вместе подвижная матрица 28 и неподвижная матрица 30 образуют матричную пресс-форму. Когда формовочная смесь сжимается между матрицами, она формируется в изделие, имеющее форму, соответствующую пространству между подвижной и неподвижной матрицами.
В зависимости от желаемой формы изделия можно использовать альтернативные типы матриц. Разъемная пресс-форма 31, как показано на фиг. 2А, это многоэлементная матрица, элементы которой одновременно сжимаются вместе под разными углами с образованием сложных форм, особенно форм с отрицательными углами, которые можно легко отделить от матрицы.
В противоположность этому штамп с последовательными операциями 33, видимый на фиг. 2В, это многоэлементная матрица, различные элементы которой сжимаются вместе последовательно с задержкой, формуя изделие по секциям. Использование штампа с последовательными операциями помогает исключить воздушные пакеты в изделиях с глубоким вытягиванием или сложной формой. В качестве альтернативы, можно использовать обычную раздвижную матрицу. Для формования желаемого изделия можно использовать разные матрицы в их комбинации.
Настоящее изобретение предусматривает два общих способа размещения формовочной смеси между подвижной матрицей 28 и неподвижной матрицей 30. В предпочтительном примере реализации, представленном на фиг. 3, подвижная матрица 28 частично вставлена в неподвижную матрицу 30, так что между матрицами создается зазор 32. "Зазор" определяется как расстояние, которое одна матрица должна проходить по отношению к другой матрице до сочленения матриц. Матрицы "сочленяются", когда они вставляются друг в друга, чтобы образовать область формования между матрицами. "Область формования" определяет желаемую форму изделия, и это та область, в которую выдавливается формуемая смесь при сочленении матриц.
Когда матрицы размещены так, чтобы иметь зазор, между матрицами остается полость. Эта полость включает в себя область формования между матрицами и также вторую область между матрицами, которая соответствует зазору. Когда полость образована, формуемую смесь можно разместить в полости между матрицами посредством инжектирования через отверстие в одной из матриц или через зазор.
В предпочтительном примере осуществления изобретения неподвижная матрица 30 размещена вертикально над подвижной матрицей 28. Затем смесь вводится под давлением между матрицами через инжекционное отверстие 34, выполненное в неподвижной матрице 30. Размещение неподвижной матрицы 30 над подвижной матрицей 28 предпочтительнее, потому что после образования изделия матрицы разводятся, и сила тяжести помогает обеспечить, чтобы изделие осталось на подвижной матрице 28. Это полезно, поскольку затем легче снять изделие с подвижной матрицы 28, не деформируя изделие.
Однако в альтернативе подвижная матрица 28 может также размещаться вертикально над неподвижной матрицей 30. Это размещение предпочтительно, когда смесь имеет низкую вязкость, потому что неподвижная матрица 30 может действовать как контейнер для удержания формуемой смеси до сочленения матриц.
До размещения формовочной смеси предпочтительно довести до минимума зазор 32 между матрицами, чтобы ограничить движение смеси в течение конечного прессования или сочленения матриц. Минимизация перемещения смеси уменьшает возможность появления неровностей в конечном изделии в результате дифференциального течения в смеси.
Зазор 32 между подвижной матрицей 28 и неподвижной матрицей 30 обычно находится в диапазоне от приблизительно 2 мм до приблизительно 5 см, причем предпочтительно от 2 мм до приблизительно 3 см и наиболее предпочтительно от 2 мм до 1 см. Однако следует отметить, что для необычно крупных предметов зазор 32 должен быть намного больше, чтобы облегчить размещение формовочной смеси.
Формовочная смесь предпочтительно размещается между матрицами с помощью вакуумной шприц-машины, такой как двойная шнековая шприц-машина 12, так чтобы можно было удалить ненужный воздух, задержанный внутри смеси. Невозможность удалить этот воздух (если только этот воздух не нужен, чтобы создать пустоты, чтобы придать изоляционные свойства) может привести к тому, что изделие будет иметь дефектную или неоднородную матрицу.
Фактический ввод формовочной смеси обычно осуществляется либо двухэтапным инжектором, или возратно-поступательным винтовым (шнековым) инжектором (шприцом). Как показано на фиг.4, двухэтапный инжектор (шприц) 36 имеет отдельные отделения для перемещения или продвижения и для впрыскивания. Смесь подается на винт (шнек) 40 экструдера, который, в свою очередь, подает смесь в отдельный выпускающий резервуар 42. Когда выпускающий резервуар 42 наполнился, инжекционный поршень 44 толкает определенное количество смеси в сеть каналов потока 46, по которым ее подают в частично сомкнутые матрицы. Как показано на фиг. 4, можно одновременно формовать целый ряд изделий.
Как показано на фиг. 5, возвратно-поступательный винтовой инжектор 38 содержит камеру 48, имеющую винтовой шнек 50, размещенный в ней продольно. Формовочная смесь подается в камеру 48 и проталкивается вперед шнеком 50. Когда шнек 50 вращается, он перемещается и подает смесь к инжекционному концу 52 шнека 50. Когда требуемый объем смеси собрался на конце 52, шнек 50 перестает вращаться и движется вперед, чтобы вытеснить смесь в каналы 46, как описывалось выше.
Второй способ размещения формовочной смеси между матрицами осуществляется, когда матрицы все еще полностью разведены. Этот способ, как показано на фиг.6, включает в себя формирование части формовочного материала в массу 54, причем этой части достаточно, чтобы создать желаемое изделие с последующим помещением массы 54, обычно остающейся наверху подвижной матрицы 28, между матрицами. Затем, когда матрицы сочленяются, масса 54 сжимается между матрицами.
В альтернативном примере осуществления, показанном на фиг.7А-В, для размещения массы 54 используется шаблон 56. Подвижная матрица 28 имеет круглое основание 58, а шаблон 56 имеет отверстие 60, периметр которого в принципе дополняет круглое основание 58 подвижной матрицы 28. Формируется масса 54 с достаточно большим диаметром, чтобы перекрыть отверстие 60 шаблона 56. Когда масса 54 перекрывает отверстие 60, шаблон 56 помещается между подвижной матрицей 28 и неподвижной матрицей 30, так что отверстие 60 выравнивается с матрицами. Тем самым, когда матрицы сжимаются вместе, подвижная матрица 28 проходит через отверстие 60 шаблона 56, чтобы продавить формовочную смесь между матрицами.
Этот способ может, кроме того, содержать этап установки шаблона 56 на подвижную матрицу 28, так что шаблон 56 размещается вокруг основания 58 подвижной матрицы 28, тогда как масса 54 независимо покоится на подвижной матрице 28. Затем, когда матрицы сжимаются вместе, масса 54 сжимается между матрицами.
Предпочтительный способ механического удаления отформованного изделия включает в себя использование шаблона 56. Изделие загружается на шаблон посредством выступа изделия, либо поднимая шаблон 56, либо опуская подвижную матрицу 28. Когда изделие удалено из матриц, изделие имеет стабильную форму благодаря своей высушенной поверхности. Однако изделие будет все еще иметь влажную смесь между своими стенками и, таким образом, оно еще не достигнет максимальной прочности. В таком состоянии изделие имеет максимальную прочность на сжатие вдоль своей вертикальной оси. Соответственно, преимущество использования шаблона 56 состоит в том, что усилие, прилагаемое для удаления изделия, прилагается вдоль оси изделия, что сводит до минимума возможную деформацию изделия.
Формование.
Следующий этап в процессе производства - это прессование формовочной смеси между подвижной матрицей 28 и неподвижной матрицей 30, чтобы отформовать формовочную смесь в желаемую форму изделия. Давление, оказываемое матрицами, формирует формуемую смесь в изделие желаемой конфигурации. Соответственно, давление должно быть достаточным, чтобы фактически отформовать формовочную смесь между матрицами. Кроме того, желательно, чтобы давление было достаточным, чтобы получить изделие с равномерной и гладкой законченной поверхностью.
Величина давления, прилагаемого к формовочной смеси, может также влиять на прочность получаемого изделия. Исследования показали, что прочность получающегося продукта повышена для смесей, в которых частицы расположены ближе друг к другу. Чем больше давление, используемое для прессования формовочной смеси между матрицами, тем ближе друг к другу подталкиваются частицы, повышая прочность получаемого изделия. То есть, чем меньше пористости в формовочной смеси, тем выше прочность получаемого изделия.
Когда высокие давления прилагаются к формовочным смесям с низкой концентрацией воды, пространство между частицами уменьшается. Таким образом, вода, находящаяся внутри смеси, становится более эффективной в смысле "облицовывания" частиц и снижения силы трения между ними. По существу, когда давление прилагается к формовочной смеси, смесь становится более текучей и обрабатываемой, и таким образом нужно добавлять меньше воды. В свою очередь, повышается прочность получаемого продукта. В применении к настоящему изобретению, чем большее давление оказывается матрицами, тем меньшее количество воды необходимо добавлять к смеси. Этот принцип давления относится также к процессу впрыскивания.
Хотя в общем случае желательно приложение высокого давления, оно может иметь и отрицательное воздействие. Чтобы получить легкое изделие, в смесь обычно добавляются заполнители с малой плотностью, такие как перлит или полые стеклянные сферы. Когда давление, оказываемое матрицами, увеличивается, эти заполнители могут дробиться, что повышает плотность заполнителя и получающегося изделия и что понижает изолирующий эффект заполнителей.
Соответственно, давление, оказываемое матрицами, нужно оптимизировать, чтобы максимально повысить прочность, структурную целостность и низкую плотность изделия или контейнера. В рамках настоящего изобретения давление, оказываемое подвижной матрицей и неподвижной матрицей на формовочную смесь, предпочтительно находится в диапазоне от приблизительно 50 фунтов на квадратный дюйм до приблизительно 20000 фунтов на квадратный дюйм, более предпочтительно от приблизительно 100 фунтов на квадратный дюйм до приблизительно
10000 фунтов на квадратный дюйм и наиболее предпочтительно от приблизительно 150 фунтов на квадратный дюйм до приблизительно 2000 фунтов на квадратный дюйм.
Однако величина давления будет меняться в зависимости от температуры и времени проведения процесса формования.
Этап прессования, кроме того, включает в себя вытеснение воздуха из пространства между матрицами, когда матрицы сжимаются вместе. Неспособность удалить этот воздух может привести к появлению пакетов или изъянов в структурной матрице изделия. Обычно воздух, находящийся между матрицами, вытесняется через зазор между матрицами, когда матрицы сжимаются вместе.
В альтернативном примере осуществления, показанном на фиг. 2, матрицы могут иметь ряд вентиляционных отверстий 62, проходящих через матрицы, чтобы сделать их проницаемыми. Соответственно, когда матрицы сжимаются вместе, воздух, находящийся между ними, вытесняется через вентиляционные отверстия 62. Таким образом, вентиляционные отверстия 62 предотвращают образование воздушных пакетов внутри полости, что могло бы деформировать изделие.
Вентиляционные отверстия 62 также предотвращают создание вакуума внутри полости при разведении матриц, позволяя воздуху вернуться в полость. Такой вакуум мог бы оказать ненужное усилие на вновь образованное изделие, разрушая целостность его структуры. Более того, вентиляционные отверстия 62 обеспечивают выход избыточного пара, создаваемого процессом нагревания. Вентиляционные отверстия могут находиться в любой из матриц или в обеих матрицах.
Величину давления, необходимого для формования смеси, можно также понизить путем создания смесей, которые расширяются и текут, заполняя пресс-форму, аналогично раствору. Такие смеси можно создавать на основе реологических свойств смеси путем включения воздушных пустот путем контролирования температуры смеси или/и путем повышения содержания воды в ней. Использование смесей, способных расширяться и течь, чтобы соответствовать форме пресс-формы, особенно полезно при производстве изделий, имеющих сложные формы.
Процесс инжекционного прессования (литья под давлением).
В отличие от прессования в матрице инжекционное прессование предполагает размещение формовочной смеси под высоким давлением в закрытой матрице. После того, как изделие достигло стабильности формы, матрица открывается и изделие вынимается и заканчивает твердение. Инжекционное прессование требует использования инжекционного устройства, которое подает смесь в фиксирующее устройство. Обычно инжекционное устройство содержит возвратно-поступательный винтовой (шнековый) инжектор 38, схематично показанный на фиг. 5, или двухэтапный инжектор 36, схематично показанный на фиг. 4, как ранее обсуждалось в случае прессования в матрице. Впрыскивание происходит с заранее определенными скоростью и давлением, чтобы обеспечить полное заполнение матрицы.
Как показано на фиг. 8, формовочная смесь впрыскивается через канал 46 в фиксирующее устройство, содержащее сердечник 64, выровненный относительно полости 66, которая имеет форму, в принципе дополняющую форму сердечника 64. Когда сердечник 64 и полость 66 сжимаются вместе и поддерживаются в сжатом виде фиксирующим поршнем 68, образуется замкнутая инжекционная формующая форма 70 желаемой формы. Фиксирующее устройство может образовывать ряд замкнутых форм для массового производства желаемых изделий. Запирающие кольца 72, расположенные между формами 70, позволяют выравнивать сердечник и полость 66, когда они сжимаются вместе.
Аналогично процессу инжекционного прессования в матрице, когда смесь впрыскивается, она проталкивается через сеть каналов 74, которые подают ее в каждую закрытую форму 70 через питатель 76. Воздушные каналы 78, также связанные с каждой закрытой формой 70, позволяют воздуху выходить при наполнении форм. Когда формы наполнились, питатели 76 закрываются, чтобы позволить отформованным изделиям обрести стабильность формы.
Чтобы обеспечить соответствующее качество отформованного изделия, фиксирующее устройство необходимо настраивать так, чтобы оно подавало смесь в каждую полость с одинаковым давлением. Равновесие потока достигается тем, что каждый канал потока 74, ведущий от инжекционного устройства, имеет равную длину и равное число поворотов. При этом сбалансированном подходе надежно работают формы, содержащие до 64 полостей.
Процесс инжекционного формования наиболее часто используют для получения тонкостенных изделий, имеющих относительно большое отношение длины к толщине, например, для получения тонкостенных контейнеров для йогурта и маргарина. Длина - это максимальная длина потока в полости, а толщина - это средняя толщина стенки детали. Такие отношения могут достигать 400:1. Чтобы получать изделия в массовом порядке и обеспечить правильное наполнение формы и однородность матрицы, смесь впрыскивается под давлением в диапазоне от приблизительно 500 до приблизительно 40000 фунтов на квадратный дюйм, причем предпочтительно от приблизительно 10000 до приблизительно 35000 фунтов на квадратный дюйм и наиболее предпочтительно от приблизительно 25000 до приблизительно 30000 фунтов на квадратный дюйм. Величина прилагаемого давления частично зависит от вязкости смеси, причем чем больше вязкость, тем большее требуется давление.
Те же самые принципы, способы и параметры для удаления воздуха из смеси, формования смеси под давлением, придания изделию стабильности формы, которые обсуждались выше, относятся и к процессу инжекционного формования. Например, как показано на фиг. 8, можно использовать нагревательные линии 80 для подачи нагретых жидкостей для нагревания формовочной смеси в закрытых формах 70, что быстро придает изделиям стабильную форму.
Наконец, имеются два основных способа выталкивания детали - механическое выталкивание и выталкивание воздухом. При механическом выталкивании обычно используются снимающие кольца, окружающие каждый сердечник формы, чтобы физически отталкивать детали от стержня. При выталкивании воздухом используют воздушные удары, чтобы ослабить детали и сдуть и с сердечника. Выталкивание воздухом - это более предпочтительный способ, потому что он предполагает меньшее количество подвижных частей и тем самым меньше эксплуатационного обслуживания. Кроме того, детали могут делаться более тонкими и выталкиваться раньше в ходе цикла, поскольку для выталкивания воздухом требуется меньше прочности боковых стенок по сравнению с механическим выталкиванием.
Процесс формования с дутьем.
Формование с дутьем - это процесс, используемый для производства полых изделий, в основном бутылок. Воздух или иногда азот используется для расширения некоторого количества формовочной смеси, называемой баночкой, относительно полости неподвижной матрицы. К числу основных процессов формования с дутьем, которые применимы к формовочной смеси настоящего изобретения, относится инжекционное формование с дутьем и формование вытеснением с дутьем.
Инжекционное формование с дутьем.
Как видно из фиг. 9, процесс инжекционного формования с дутьем выполняется как трехстадийный процесс. На первой стадии возвратно-поступательный винтовой (шнековый) инжектор 38, как говорилось выше, впрыскивает смесь через инжекционный проход 46 в полость баночки 82 и вокруг стержня, размещенного в ней. Получившаяся инжекционно отформованная баночка 86 в форме "пробирки" переносится на стержень 84 в формовочную форму с дутьем 88, имеющую желаемую форму изделия. На второй стадии воздух продувается через стержень 84, расширяя баночку 86, прижимая ее к полости формы 88. Затем отформованному изделию дают обрести стабильную форму. Наконец, на третьем этапе изделие вынимают из формы и затем снимают со стержня 84 посредством снимающей пластины 90, расположенной вокруг стержня 84.
Инжекционное формование с дутьем обычно используется для получения небольших бутылочек емкостью обычно менее 0,5 л. Процесс не дает отходов, имеет точный контроль веса изделий и дает изделие с законченным горлышком.
Формование вытеснением с дутьем.
Как показано на фиг. 10А-Е, в формовании вытеснением с дутьем, когда приготовлена формовочная смесь, смесь вытесняется в виде трубки 92 в свободную атмосферу. Вытеснение может производиться через непрерывно или с перерывами действующую шприц-машину, как обсуждалось выше, в зависимости от желаемого процесса производства. Трубка 92, также называемая баночкой, захватывается в полости 94 между двумя половинами 96а и 96в формующей формы с вытеснением и дутьем 96, имеющей желаемую форму. Затем в трубку 92 вставляется наконечник для дутья 98, через который поступает воздух и расширяет трубку 92, прижимая ее к полости 94 формы. Когда смесь раздута до желаемой формы, изделию дают обрести стабильную форму. Затем две половины формы 96 разводятся и изделие вынимается для твердения. В отличие от инжекционного формования с дутьем побочным продуктом процесса является заливина, которую нужно снимать и восстанавливать. Заливина образуется, когда трубка 92 сжимается вместе и уплотняется двумя половинами 96 формы.
Для того чтобы формовочная смесь согласно настоящему изобретению работала с описанными выше процессами формования с дутьем смесь должна иметь достаточно высокую вязкость, чтобы баночка могла выносить свой вес, и в то же самое время должна иметь достаточную эластичность, чтобы расширяться под дутьем в желаемую форму изделия. Как говорилось выше, реологические свойства формовочной смеси можно изменить на микроструктурном уровне путем добавления самых разных добавок, чтобы достичь желаемых свойств. Такие добавки обычно будут иметь высокую концентрацию органического связующего вещества, которое повышает как стабильность, так и эластичность смеси.
Те же самые принципы, способы и параметры для удаления воздуха из смеси, для формования смеси под давлением, придания изделию стабильности формы и извлечения изделия из формы, которые обсуждались выше, относятся к процессам формования с дутьем. Например, как и в случае других описанных выше процессов, стабильную форму отформованного дутьем изделия можно получить путем нагревания матриц, разных ускорителей твердения или с помощью недостатка воды.
Процесс джиггеринга.
Джиггеринг - это в основе своей механизированная версия гончарного станка, и это процесс, применяемый для получения симметричных изделий с открытой горловиной, например чаш, горшков и тарелок. Как показано на фиг. 11А-Д, процесс требует использования роликовой головки 100, формы джиггеринга 102 и шпинделя 104. Когда, как говорилось выше, формовочная смесь приготовлена, соответствующее количество смеси 106 оформляется в виде диска и помещается на дно формы 102. Оформление смеси 106 в виде диска не является определяющим, но делает предмет более равномерным и его можно легче и равномернее формовать.
Смесь 106 помещается в форму 102, форма 102 размещается на шпинделе 104 и им вращается. Затем роликовая головка 100, которая также вращается, опускается в форму 102, чтобы прижать формовочную смесь 106 к стенкам формы 102. Такой процесс требует, чтобы реологические свойства формовочной смеси были близки к реологическим свойствам глины. Когда материал равномерно диспергирован по поверхности формы 102, роликовая головка 100 удаляется, весь избыточный материал соскребается с краев формы 102 и отформованному изделию дают достичь стабильную форму.
В предпочтительном примере осуществления изобретения роликовая головка 100 и форма 102 сделаны из полированного металла, чтобы получить изделие с гладкой законченной поверхностью и помочь предотвратить прилипание между отформованной смесью и роликовой головкой 100 и формой 102. Кроме того, также предпочтительно, чтобы роликовая головка 100 и форма 102 были способны нагреваться, аналогично матрицам прессования в пресс-форме, чтобы быстро придать изделию стабильную форму, одновременно создавая паровой барьер, ограничивающий прилипание изделия к форме 102 и к роликовой головке 100. После достижения стабильности формы изделие можно вынуть из формы, например, продувая воздух между формой и изделием или механическим способом.
Те же самые принципы, способы и параметры для удаления воздуха из смеси, формования смеси под давлением и придания изделию стабильной формы, которые были описаны выше, относятся к процессу джиггеринга.
Формование изделий из влажных листов.
Процесс формования из влажных листов это двухэтапный процесс придания формы, при котором формовочная смесь сначала формуется в лист. Лист можно образовать путем вытеснения формовочной смеси через матрицу, имеющую ширину и толщину, соответствующие желаемым размерам листа. В качестве альтернативы, лист можно сформировать, пропуская формовочную смесь между парой роликов. Часто предпочтительна комбинация этих двух процессов образования листов. Затем новый лист формуется в желаемую форму до полного твердения или отверждения листа.
Вытеснение (экструзия).
В предпочтительном варианте реализации соответствующая формовочная смесь переносится в аппарат для получения листов, содержащий экструдер и набор или последовательность роликов. На фиг. 12 показана предпочитаемая в настоящее время система, включащая мешалку 10 и двойной экструдер 12, действующий совместно с обжимающими роликами (валиками) 108. В альтернативном примере осуществления лист можно получить, исключив экструдеру 12 и подавая смесь непосредственно между обжимающими роликами 108. Если для образования листа используется экструдер, обжимающие ролики помогают сформировать лист с более точной толщиной.
На фиг. 12 показан экструдер 12, имеющий головку матрицы 26 со щелью матрицы 110, определяющей ширину матрицы 112 и толщину матрицы 114. Форма поперечного сечения щели матрицы 110 имеет такую конфигурацию, чтобы создать лист с требуемой шириной и толщиной, который в общем случае соответствует ширине матрицы 112 и толщине матрицы 114.
Шнековый экструдер также можно заменить поршневым экструдером, таким как двухэтапный инжектор (шприц) 36, или возвратно-поступательным винтовым инжектором 38, как описано выше. Поршневой экструдер может быть полезен там, где требуется более высокое давление. Тем не менее, из-за высокой степени пластичности смесей, обычно используемых в рамках этого изобретения, обычно не нужно и не выгодно оказывать давление выше давления в шнековой экструдере. Кроме того, поршневые экструдеры менее чем шнековые экструдеры способны непрерывно формовать лист.
Хотя предпочтительная ширина и толщина матрицы будет зависеть от ширины и толщины конкретного изготовляемого листа, толщина выдавленного листа будет обычно, как минимум, в два раза, а иногда во много раз, превышать толщину конечного прокатанного листа. Величина обжима и соответственно диапазон толщины будет зависеть от свойств конкретного листа. Поскольку процесс обжима помогает контролировать ориентацию волокон, величина обжима часто соответствует степени желаемой ориентации. Кроме того, чем больше снижение толщины, тем больше удлинение листа. В обычном процессе производства вытесненный лист с толщиной около 6 мм можно прокатать в лист с толщиной от приблизительно 0,2 мм до приблизительно 0,5 мм.
В дополнение к тонким щелям матрицы для получения плоских листов можно использовать другие формы матриц для формования других предметов или форм. Например, в некоторых случаях может быть нежелательным выдавливать чрезвычайно широкий лист. Чтобы достичь этого, можно выдавить и непрерывно разрезать предмет в форме трубы и затем развернуть его с использованием ножа, расположенного как раз снаружи головки матрицы.
Величина давления, прилагаемого для вытеснения формовочной смеси, в основном зависит от давления, необходимого для того, чтобы выдавить смесь через головку матрицы, а также от желаемой скорости процесса вытеснения. Следует понимать, что скорость процесса следует контролировать, чтобы скорость образования листа соответствовала скорости, с которой лист затем пропускается через обжимающие ролики в процессе этапа обжима.
Понятно, что важным фактором, определяющим оптимальную скорость вытеснения, является конечная толщина листа. Более толстый лист содержит больше материала и потребует более высокой скорости вытеснения для получения необходимого материала. Наоборот, более тонкий лист содержит меньше материала и потребует меньшей скорости вытеснения для получения необходимого материала.
Способность формовочной смеси выдавливаться через головку матрицы, а также скорость, с которой она вытесняется, в основном являются функцией реологических свойств смеси, а также рабочих параметров и свойств оборудования. Все факторы - такие как количество воды, органического связующего вещества, диспергента или уровень начальной гидратации гидравлически твердеющего связующего вещества - влияют на реологические свойства смеси. Поэтому скорость процесса вытеснения можно контролировать путем контроля состава смеси и скорости твердения или отвердевания формовочнной смеси.
Как излагалось выше, необходимо адекватное давление, чтобы в ременно повысить обрабатываемость формовочной смеси в том случае, когда смесь имеет недостаток воды и имеет некоторую оптимизацию упаковки частиц. Когда смесь сжимается внутри шприц-машины, силы сжатия сдвигают частицы вместе, тем самым уменьшая промежуточное пространство между частицами и повышая видимое количество воды, имеющейся для "смазки" частиц. Таким образом обрабатываемость повышается, пока смесь не вытеснена через головку матрицы, и в этот момент пониженное давление заставляет смесь почти немедленно повышать свою жесткость и прочность в сыром состоянии.
В свете каждого из вышеперечисленных факторов величина давления, которое обычно прилагается шприц-машиной в порядке вытеснения гидравлически твердеющей смеси, предпочтительно будет находиться в диапазоне от приблизительно 50 кПа до приблизительно 70 МПа, более предпочтительно в диапазоне от приблизительно 150 кПа до приблизительно 30 МПа и наиболее предпочтительно в диапазоне от приблизительно 350 кПа до приблизительно 3,5 МПа.
Выдавливание формовочной смеси через головку матрицы будет ориентировать отдельные волокна внутри формовочной смеси в продольном направлении выдавленного листа. Как будет видно ниже, процесс прокатки также сориентирует волокна в продольном или "Y" - направлении, когда лист еще более удлиняется в процессе обжима. Кроме того, при использовании роликов, имеющих разные зазоры в направлении "Z" (например, конических роликов), некоторые из волокон можно также ориентировать в направлении "X", т.е. вдоль толщины листа. Таким образом, можно создать путем вытеснения в сочетании с прокаткой лист, имеющий двунаправленно ориентированные волокна.
Обычный специалист поймет, что этап вытеснения не должен в начале использовать экструдер, как этот термин используется в технике. Цель этапа вытеснения - обеспечить непрерывную хорошо регулируемую подачу гидравлически твердеющего материала к роликам. Предпочтительно процесс вытеснения ориентирует волокна в направлении течения материала. Этого можно достичь другим механизмом, известным специалистам, для осуществления "выдавливания" или протекания материала через соответствующее отверстие. Скорость, необходимая, чтобы заставить течь гидравлически твердеющую смесь, может, например, создаваться силой тяжести.
Прокатка.
Хотя изделия в рамках настоящего изобретения можно непосредственно образовывать из выдавленных листов, предпочтительно прокатывать выдавленный лист путем пропускания его между, как минимум, парой роликов или катков, причем цель этого - улучшение равномерности и качества поверхности листа и, в большинстве случаев, уменьшение толщины листа. В тех случаях, когда желательно сильно уменьшить толщину листа, может оказаться необходимым уменьшить толщину листа поэтапно, тогда лист пропускается через несколько пар роликов, причем каждая пара имеет между собой постепенно сужающийся зазор.
На фиг. 12 показан один пример осуществления настоящего изобретения, в котором в ходе процесса прокатки используется последовательность роликов. Ролики в каждой из пар роликов имеют сходные диаметры, хотя в некоторых случаях может быть предпочтительным использовать ролики с меньшим диаметром в сочетании с роликами с большим диаметром. Как видно из фиг. 13, набор или пара роликов 116 обычно включает в себя два отдельных ролика 118, расположенных рядом друг с другом с заранее определенным зазором 120 между ними. Зазор 120 между двумя отдельными роликами соответствует желаемой толщине 122 обжатого листа 124 после того, как он проходит между набором роликов 116.
Когда толщина листа уменьшается после его прохода через пару роликов, он также удлинится в направлении движения вперед или "Y". Одно из следствий удлинения листа состоит в том, что волокна еще более будут ориентированы или выровнены в направлении "Y". Таким образом процесс обжатия в сочетании с начальным процессом вытеснения или выдавливания создаст лист, имеющий в принципе однонаправленно ориентированные волокна в направлении "Y" или в продольном направлении.
Другое следствие удлинения листа состоит в том, что лист "ускорится" при прохождении между парой обжимающих роликов. Фиг. 13 показывает, что тангенциальная скорость V1 внешней поверхности роликов будет близко соответствовать скорости V1 обжатого удлиненного листа, выходящего из роликов, а не скорости листа, входящего в зазор между роликами. В качестве примера, если толщина листа уменьшилась на 50%, и предположении, что лист не расширяется в течение процесса обжима, лист удлинится в два раза по сравнению со своей начальной длиной. Это соответствует удвоению скорости листа до его поступления на ролики по сравнению с его скоростью после выхода из роликов. Таким образом, как показано на фиг. 13, если толщина листа уменьшится на 50%, то V1 = 2•Vo; скорость удваивается от точки "а" до точки "в". Ускорение листа и направленное вниз давление роликов оказывают на лист большие сдвигающие усилия, причем, если они слишком велики, они могут повредить матрицу формовочной смеси.
Приложение избыточно большого сдвигающего усилия может разрушить цельность структурной матрицы листа, создавая дефекты внутри ее и тем самым ослабляя лист. Поэтому толщину листа нужно уменьшать поэтапно с небольшой степенью, чтобы предотвратить нежелательное повреждение листа. В свете обычных производственных параметров, таких как, например, сведение до минимума числа этапов обжатия, ориентирование волокон и контролирование реологических свойств формовочной смеси, уменьшение толщины листа предпочтительно не превосходит приблизительно 80% в течение одного этапа обжатия, т.е. за проход между одним набором роликов.
Диаметр каждого из роликов следует оптимизировать в зависимости от свойств формовочной смеси и величины уменьшения толщины листов. При оптимизации диаметра роликов следует учитывать два соперничающих интереса. Первый относится к тому факту, что ролики с меньшим диаметром обычно оказывают на лист большее двигающее усилие, когда лист проходит между ними. Это происходит потому, что направленный вниз угол сжатия листа и среднее значение ускорения в среднем больше при использовании меньших роликов, чем при использовании роликов с большим диаметром.
Следовательно, с этой точки зрения, ролики с большим диаметром представляются предпочтительными по сравнению с роликами с меньшим диаметром, поскольку, как ожидается, меньшие сдвигающие усилия внесут меньшее количество дефектов в структурную матрицу.
Однако использование роликов с большим диаметром имеет тот недостаток, что формуемый материал более длительное время соприкасается с роликами, что приводит к ускорению высушивания листа в ходе процесса прокатки, если ролики нагреты, чтобы предотвратить прилипание. Поскольку большее количество листа приходит в контакт с роликом большего диаметра, нагревание еще более важно при использовании роликов с большим диаметром, чтобы предупредить прилипание. Хотя некоторое высыхание полезно, слишком быстрое высыхание в течение процесса прокатки может привести к введению трещин и других дефектов в гидравлически твердеющую матрицу. Более сухой лист менее способен соответствовать новой форме без разрыва в структурной матрице по сравнению с более влажным листом, подверженным тому же уровню воздействия сдвигающих усилий. Следовательно, с этой точки зрения, использование роликов с меньшим диаметром предпочтительнее для снижения эффекта высушивания обжимающих роликов.
В свете этого предпочтительно оптимизировать диаметр роликов, чтобы он был достаточно мал, чтобы избежать пересушивания материала в ходе процесса прокатки, и при этом также был достаточно велик, чтобы уменьшить величину сдвигающего усилия, прилагаемого к листу, позволяя тем самым большее уменьшение толщины листа в течение каждого этапа обжатия. Посредством увеличения степени снижения толщины листа можно минимизировать количество этапов обжатия.
Как излагалось выше, предпочтительно обработать поверхности роликов для избежания прилипания или адгезии листа к роликам. Один способ предполагает нагревание роликов, что заставляет некоторое количество воды внутри формовочной смеси испаряться и создавать паровой барьер между листом и роликами. Испарение некоторого количества воды также уменьшает количество воды в смеси, что повышает прочность листа в сыром состоянии. Однако температура роликов не должна быть настолько высока, чтобы высушить или отвердить поверхность листа до момента создания остаточных напряжений, трещин, отслаивания или других изъянов или неравномерностей в листе. Соответственно, ролики предпочтительно нагреваются до температуры в диапазоне от приблизительно 50oC до приблизительно 140oC, более предпочтительно от приблизительно 70oC до приблизительно 120oC и наиболее предпочтительно от приблизительно 85oC до приблизительно 105oC.
В общем случае липкость формовочной смеси увеличивается с увеличением количества воды в смеси. Поэтому в общем случае ролики следует нагревать до более высокой температуры, когда смесь содержит больше воды, что имеет преимущества, потому что листы, содержащие больше воды, в общем случае подлежат удалению из них большего количества воды, чтобы достичь адекватной прочности сырой формовочной смеси.
Поскольку нагретые ролики могут выгнать значительное количество воды и улучшить стабильность формы, величина приемлемого уменьшения толщины листа в общем случае будет снижаться в каждом последующем этапе обжатия, когда лист становится суше. Это происходит потому, что более сухой и жесткий лист может выдерживать меньшее сдвигающее усилие до возникновения дефектов в структурной матрице.
В альтернативном примере осуществления изобретения адгезию между листами и роликами можно снизить путем охлаждения роликов до комнатной температуры или ниже ее. Например, нагревание смеси в шприц-машине до относительно высокой температуры с последующим охлаждением поверхности листа заставляет испаряющуюся воду конденсироваться, что, как считается, создает тонкую пленку воды между листом и роликом. Ролики должны быть достаточно холодными, чтобы предотвратить прилипание поверхности листа к роликам, однако не настолько холодными, чтобы заморозить лист или сделать его жестким и негибким, когда он может расколоться или раздробиться в ходе процесса прокатки.
Переохлаждение материала может также сильно задержать реакцию гидратации, хотя в некоторых случаях это может оказаться желательным. Соответственно, когда полагаются на охлаждение нагретой смеси, чтобы предотвратить прилипание листа, предпочтительно охлаждать ролики до температуры в диапазоне от приблизительно -20oC до приблизительно 40oC, более предпочтительно от приблизительно 0oC до приблизительно 35oC С и наиболее предпочтительно от приблизительно 5oC до приблизительно 30oC. Наоборот, в общем случае будет предпочтительным нагреть вытесняемую смесь до температуры в диапазоне от приблизительно 20oC до приблизительно 80oC. Температура будет коррелироваться относительно температуры роликов.
Другой способ снизить уровень прилипания между роликами и листом - это обработать поверхности роликов неприлипающим покрытием, таким как полированная нержавеющая сталь, хром, никель или тефлон.
Формование.
Когда лист образован, следующий этап заключается в том, чтобы сформировать часть листа в требуемую форму изделия. Как показано на фиг. 14, этот процесс аналогичен прессованию в матрице в том смысле, что лист сжимается между подвижной матрицей 28 с желаемой формой и неподвижной матрицей 30, форма которой в принципе дополняет форму подвижной матрицы 28. Когда часть листа сжимается между матрицами, смесь формуется в изделие, имеющее взаимодополняющую форму матриц.
Хотя матрицы, выполненные из одного твердого куска (как неподвижная, так и подвижная матрица выполнены в виде одной твердой детали), являются предпочтительными матрицами на основе простоты и экономичности, к числу альтернативных матриц относятся разъемные пресс-формы, штампы с последовательными операциями и раздвижные матрицы, как описано выше.
Так же как и в процессе прессования с матрицами, величина давления, оказываемого матрицами на лист, выполняет несколько функций, которые нужно рассмотреть при определении величины прилагаемого давления. Хотя используется лист материала в отличие от непосредственного впрыскивания материала, параметры и предосторожности, описанные в отношении процесса прессования с помощью матриц, в основном будут относиться и к процессу формования влажного листа.
В альтернативном способе формирования изделия из листа могут включаться различные методы вакуумного формования, которые обычно применяются в производстве пластмасс. При вакуумном формовании используется атмосферное давление около 14,7 фунтов на квадратный дюйм, чтобы заставить лист соответствовать форме. Для вакуумного формования можно использовать подвижные и неподвижные матрицы. Термин "вакуумная форма", используемый в этом описании и в прилагаемой формуле изобретения, должен включать в себя либо подвижную матрицу, либо неподвижную матрицу, используемые в вакуумном формовании, либо и ту, и другую.
Формование "обойного материала", показанное на фиг. 15А-В, использует вакуумную форму 126, имеющую вакуумный вход 126, сообщающийся с ней. Лист размещается над верхней частью формы 126 или же форма 126 помещается в лист. Затем воздух между листом и формой 126 откачивается через вакуумное отверстие 128, что формирует лист по контуру вокруг формы 126. Получившийся продукт имеет самую большую толщину в центре детали, где материал первым прикасается к форме 126. Продукт имеет самую малую толщину в областях большого натяжения по периферии, которая последней контактирует с формой 126.
При формовании с прямым вакуумом, показанным на фиг. 16А-Б, используется неподвижная вакуумная матрица 130, имеющая сообщающееся с ней вакуумное отверстие 132. Лист плотно прилипает к верхней части неподвижной матрицы 130. Затем из полости матрицы откачивается воздух через вакуумное отверстие 132, и атмосферное давление толкает материал к боковым стенкам полости. Этот метод формования приводит к распределению материала тонкому в середине и толстому по краям, в принципе противоположному тому, которое получается, когда та же деталь образуется формованием "обойного материала" на подвижной матрице.
Как показано на фиг. 17А-Б, вакуумное формование "обойного материала" в отличие от формования "обойного материала" аналогична прямому вакуумного формованию за исключением того, что края листа все время прижимаются к основанию неподвижной матрицы 130 до откачки полости. Это создает лучший вакуум для процесса формования.
Обжимка назад, "большая волна/воздушное скольжение" и "большая волна/обойный материал" - это многоэтапные методы вакуумного формования, предназначенные улучшить однородность толщины стенок изделий, получаемых на подвижной матрице, путем предварительного растягивания листа до того, как он соприкаснется с матрицей. Растягивание листа свободно на воздухе без контакта с чем-либо позволяет материалу однородно утоньчаться. В результате площадь поверхности листа также увеличивается, так что он лучше соответствует поверхности матрицы.
Как показано на фиг. 18А-Б, в вакуумном формовании (штамповке) с обжимкой назад используется вакуумный резервуар 134, имеющий отверстие 136 в сочетании с подвижной вакуумной матрицей 126. Лист уплотняется относительно вакуумного резервуара 134, и в вакуумном резервуаре 134 через отверстие 136 создается частичный вакуум, достаточный чтобы растянуть лист на желаемую величину. Затем подвижная вакуумная матрица 126 вдавливается в вогнутый лист. Вакуумный резервуар 134 открывается в атмосферу и вакуум переключается на подвижную вакуумную матрицу 126. Затем атмосферное давление прижимает материал к подвижной вакуумной матрице 126.
При формовании типа "большая волна/воздушное скольжение", показанном на фиг. 19А-Б, используется вакуумный резервуар 134, в котором подвижно размещена подвижная вакуумная матрица 126. Лист уплотняется относительно вакуумного резервуара 134. Резервуар 134 накачивается сжатым воздухом и лист вздымается, образуя пузырь, что обеспечивает равномерное растяжение. Подвижная вакуумная матрица 126 подается в выпуклый пузырь. Затем из вакуумного резервуара 134 и подвижной вакуумной матрицы 126 откачивает воздух и лист прижимается к подвижной вакуумной матрице 126.
Формование типа "большая волна/обойный материал" это обратный метод растяжения, в котором используется вакуумный резервуар 134, чтобы вдуть пузырь в лист, как показано на фиг. 20А-Б. Подвижная вакуумная матрица 126, установленная напротив вакуумного резервуара 134, перемещается в выпуклый пузырь. Воздух в пузыре контролируемым образом выходит в атмосферу. Путем уравновешивания количества выходящего воздуха с количеством воздуха, вытесняемого подвижной вакуумной матрицей 126, материал листа облегает или драпируется относительно подвижной вакуумной матрицы 126. Когда подвижная вакуумная матрица 126 полностью проникает в лист, вакуум создается в подвижной вакуумной матрице 126, а вакуумный резервуар 134 открывается в атмосферу, чтобы завершить операцию формования.
Методы формования с помощью калибра-пробки и "большая волна (с помощью калибра-пробки) с обжимкой назад "- это многоэтапные методы формования, предназначенные улучшить однородность толщины стенок деталей, получаемых с помощью неподвижной матрицы. В них используются механические калибры-пробки, чтобы подать больше материала в высокие сухие области детали.
Вакуумное формование с помощью калибра-пробки, показанное на фиг. 21А-Б, используется в сочетании с методами прямого вакуума или формования обойного материала. Калибр-пробка 140 установлен на плите 142 напротив неподвижной вакуумной матрицы 130. Лист уплотняется относительно неподвижной вакуумной матрицы 130 и калибр-пробка 140 вдавливает материал в неподвижную вакуумную матрицу 130 до вытяжки от вакуума. Когда неподвижная вакуумная матрица 130 откачивается, материал оттесняется от калибра-пробки 140 и толкается к полости матрицы.
Методы формования типа "большая волна (с помощью калибра-пробки) с обжимкой назад" объединяют разные способы формования, как показано на фиг. 22А-В. Лист уплотняется относительно неподвижной вакуумной матрицы 130. Матрица 130 накачивается под давлением, чтобы растянуть лист путем надувания пузыря. Калибр-пробка 140, установленный напротив неподвижной вакуумной матрицы 130, вдавливается в выпуклый пузырь, и контролируемый выход вытесняемого воздуха в пузыре заставляет материал "драпироваться" на калибре-пробке 140. Когда калибр-пробка 140 полностью опущен, неподвижная вакуумная матрица 130 откачивается и материал отталкивается от калибра-пробки 140 на неподвижную вакуумную матрицу 130.
При формовании давлением используется сжатый воздух в дополнение к атмосферному давлению. Величины давления обычно находятся в диапазоне от приблизительно 40 Па до приблизительно 200 Па. Формование под давлением требует специального оборудования с платами или/и матрицами в резервуарах повышенного давления, способных герметизироваться и сохранять необходимое давление. Формование давлением может включаться в любой из методов вакуумного формования, которые описаны выше.
Процесс формования двойного листа, показанный на фиг. 23А-В, позволяет получать полые детали. Два листа размещаются между двумя неподвижными пресс-формами 144 с совпадающими параметрами или контактными поверхностями. Контуры полости неподвижных пресс-форм 144 могут быть идентичными, а могут и не быть. Неподвижные пресс- формы 144 сходятся вместе и связывают два листа вместе там, где соединяются формы. Два листа можно либо формовать под давлением одновременно, либо последовательно формовать в вакууме с использованием обычных методов формования.
Используемый в прилагаемой формуле изобретения термин "процессы вакуумного формования" должен включать в себя формование под давлением и формование двойного листа в дополнение к конкретно перечисленным методам вакуумного формования. В альтернативном примере осуществления изобретения может быть также полезно затем сжимать отформированное в вакууме изделие между твердыми матрицами соответствующей формы, чтобы улучшить отделку поверхности изделия.
Процесс формования сухого листа.
Процесс формования сухого листа аналогичен процессу формования влажного листа в том смысле, что смесь сначала формуется в лист. Однако в процессе формования сухого листа лист в принципе высушивается до образования желаемого изделия.
Вытеснение и прокатка.
Вытеснение и прокатка, используемые в связи с процессом формования сухого листа во всех материальных отношениях в принципе те же самые, что и предпочтительно используемые в отношении процесса формования сырого листа. Конечно, использование равного обрабатывающего оборудования в производственной линии может привести к необходимости осуществить некоторые модификации в процессе вытеснения (выдавливания или экструзии), однако такие модификации находятся в рамках уровня техники в свете сказанного выше.
Сушка.
Хотя этап прокатки часто приводит к частичному или даже принципиальному высушиванию формуемого листа, в процессе формования сухого листа предпочтительно еще больше высушить лист, чтобы получить лист с желаемыми свойствами влажности, прочности на разрыв и жесткости. Предпочтительный способ сушки листа предполагает использование ряда нагретых высушивающих роликов большого диаметра, которые специалисты иногда называют "роликами-янки".
В противоположность обжимающим роликам, которые обычно устанавливаются попарно, высушивающие ролики выстраиваются индивидуально, так что лист проходит над поверхностью каждого отдельного ролика последовательно. Таким образом, две стороны формуемого листа альтернативно (поочередно) поэтапно высушиваются. Если лист проходит между отжимающими роликами в процессе прокатки в основном по линейной траектории, лист следует в основном траектории синусоиды при обертывании и прохождении через высушивающие ролики в ходе этапа сушки.
Как видно из фиг. 24, лист выдавливается из двойного шнекового экструдера 12, образованный лист проходит через пару обжимающих роликов 108 и затем проходит над рядом высушивающих роликов 146. Сторона, примыкающая к первому высушивающему ролику, нагревается им, тогда как на другую сторону воздействует воздух. Нагретый лист теряет воду в виде пара, который может выходить со стороны роликов или из поверхности листа напротив роликов. Пар также создает барьер неприлипания между листом и роликом. Когда лист продолжает свое движение, он прокатывается на втором высушивающем ролике, где другая сторона соприкасается с поверхностью ролика и высушивается. Этот процесс можно продолжать в необходимое количество этапов, чтобы высушить лист до необходимой степени.
Температура высушивающих роликов зависит от ряда факторов, включая содержание влаги в листе, когда он проходит над конкретным роликом. В любом случае температура высушивающих роликов должна быть менее приблизительно 300oC. Хотя формуемый материал не должен нагреваться выше 250oC, чтобы предотвратить разрушение органических составляющих, таких как модифицирующее реологические свойства вещества или волокна, ролики, нагретые выше этой температуры, можно использовать, пока в смеси имеется достаточно воды, которая может охладить материал, когда испаряется вода. Тем не менее, когда количество воды уменьшается в течение процесса сушки, температуру роликов следует понизить, чтобы предотвратить перегрев материала. В некоторых случаях может быть предпочтительным использовать инфракрасный сушильный аппарат в сочетании с высушивающими роликами.
В некоторых случаях описанный выше процесс сушки будет являться последним этапом перед тем, как либо лист будет использоваться для образования желаемого изделия, либо в качестве альтернативы лист будет накручиваться на бобину или укладываться в штабели в листовой форме до использования. В других случаях, особенно, если желателен лист с более гладкой, похожей на бумагу отделкой, за этим этапом сушки следует один или несколько дополнительных этапов, которые полнее излагаются ниже, включая этап уплотнения или/и этап отделки. В случае уплотнения, в основном, предпочтительно оставить листы с некоторым количеством влаги, чтобы предотвратить растрескивание формовочной матрицы в ходе дополнительного этапа уплотнения.
Дополнительные процессы отделки (доводки).
Во многих случаях может быть желательным уплотнить формуемый лист, чтобы получить конечную толщину, выносливость и окончательную отделку поверхности. Кроме того, процесс уплотнения можно применить, чтобы удалить ненужные пустоты внутри формуемой матрицы. Как видно из фиг. 25, лист можно дополнительно пропустить между парой уплотняющих роликов 148 после того, как он принципиально высушен в ходе процесса сушки. Процесс уплотнения обычно дает лист с большей прочностью и плотностью, с меньшим количеством поверхностных дефектов и с меньшей толщиной. Величина усилия сжатия уплотняющих роликов регулируется, чтобы соответствовать конкретным свойствам листа.
Для того чтобы достичь уплотнения без дальнейшего удлинения листа и без разрушения структурной матрицы, важно контролировать процесс сушки с тем, чтобы лист содержал количество воды в оптимальном диапазоне. Если лист содержит слишком много воды, уплотняющие ролики будут удлинять лист, также как обжимающие ролики.
С другой стороны, если лист содержит слишком мало воды, этап уплотнения может расколоть структурную матрицу, что даст более слабый лист. Излом структурной матрицы может уменьшить конечную прочность листа, даже если трещины микроскопические и не видны невооруженным глазом.
Поскольку процесс уплотнения, включая один или несколько этапов уплотнения, обычно предполагает наличие слегка влажного листа, после этапа уплотнения обычно предпочтительно еще более высушить лист способом, аналогичным процессу сушки, который описан выше. Этот дополнительный процесс сушки можно осуществлять с использованием дополнительных высушивающих роликов 149, как показано на фиг. 24, сушильного туннеля или их комбинации. Тем не менее, в некоторых случаях лист можно дополнительно обрабатывать без второго этапа сушки, когда лист сразу же используется для образования изделия, надрезан или когда предпочтительно получить слегка влажный лист.
Можно также быть предпочтительным еще более изменить поверхность формуемого листа путем пропускания его между одной или несколькими парами отделывающих (или "каландрирующих") роликов 150. Например, чтобы получить лист с очень гладкой или глянцевой поверхностью с одной или с обеих сторон, лист можно пропустить между парой твердых и мягких роликов (фиг. 26). Термин "твердый ролик" относится к ролику 152, имеющему очень отполированную поверхность, которая делает сторону листа, соприкасающуюся с твердым роликом, очень гладкой. Термин "мягкий ролик" относится к ролику 154, имеющему поверхность, способную создавать достаточное трение между мягким роликом 154 и листом, так что лист проталкивается через пару твердых и мягких роликов. Это необходимо, потому что твердый ролик 152 обычно слишком скользкий, чтобы протягивать сухой лист через пару твердых роликов. Кроме того, некоторое проскальзывание твердого ролика 152 полезно, чтобы уравнять частицы на поверхности листа. По желанию, процесс отделки можно облегчить путем распыления воды на поверхность листа или/и путем покрытия поверхности глиной, карбонатом кальция или другим подходящим материалом покрытия, известным специалистам.
Может быть также предпочтительно обработать формуемый лист так, чтобы он стал прозрачным или полупрозрачным. Один способ уменьшения непрозрачности и обработки полупрозрачного или прозрачного листа предполагает пропускание листа между одной или несколькими парами роликов с давлением, достаточным, чтобы понизить объем воздушных пустот в листе, что приводит к уменьшению дифракции света. Другой способ - это описанный выше способ пропускания листа через пару твердых и мягких роликов, что приводит к появлению очень отполированной поверхности. Непрозрачность листов также можно уменьшить путем включения силики (двуокиси кремния), волокон и Tylose(R). Кроме того, можно использовать комбинации этих способов уменьшения непрозрачности листов.
В других примерах осуществления отделывающие ролики могут придать желаемую текстуру, например ячеистую или клетчатую поверхность. При желании ролики могут отпечатать на поверхности листа логотип или другое изображение. Можно применять специальные ролики, способные наносить водяной знак, сами по себе или в сочетании с любыми из других роликов.
После завершения процесса образования листа затвердевшие или полузатвердевшие листы можно применять немедленно на месте для изготовления конкретного изделия. В качестве альтернативы, их можно хранить и затем перевозить по желанию к месту производства как, например, крупные рулоны (фиг. 25) 151 или катушки, или в виде штабелей отдельных листов.
Дополнительная обработка листов.
В принципе высушенные листы, приготовленные в соответствии с изложенными выше способами, могут подвергаться дополнительным этапам обработки в зависимости от свойств, требуемых от листов, что, в свою очередь, зависит от конечного использования листов. Эти дополнительные процессы могут включать в себя создание тонкой слоистости, рифление, вырубку, перфорирование, крепирование, пергаментирование или их комбинации.
Процессы создания тонкой слоистости.
Различные свойства можно придать листу путем создания в нем тонкой слоистости. Для этих целей в описании и прилагаемой формуле изобретения термины "слоистый лист" или "пластинчатый лист" должны относиться к листу, имеющему, как минимум, два слоя, при чем, как минимум, один из слоев это лист. Термины "создающий слоистость материал" или "пластина" должны относиться к любому составляющему слою слоистого листа, включая как лист, так и другой материал. Пластинчатые листы, имеющие любую комбинацию слоев, находятся в рамках этого изобретения, если один слой слоистого листа это лист. Слоистый лист можно образовать путем добавления, склеивания или иного соединения вместе, как минимум, двух слоев. Толщина слоистого листа может меняться в зависимости от характера предполагаемых свойств слоистого листа.
Создающий слоистость материал, который связывается, склеивается или иным образом соединяется со слоем слоистого листа, содержащего лист, может включать в себя другой лист, материал, который придает желаемое свойство листу, когда оба формуются вместе, материал, который описан ниже как покрытие или адгезив, или их комбинация. Примеры материалов, повышающих свойства листов, включают в себя органические полимерные листы, листы металлической фольги, иономерные листы, эластомерные листы, листы пластмассы, волокнистые листы или маты, бумажные листы, целлофановые листы, нейлоновые листы, листы воска и листы металлизированной пленки.
Для комбинирования листа с другим слоем можно использовать обычные ламинаторы. Слоистые листы можно также создавать путем совместного выдавливания двух или большего числа листов или листа с другим материалом. Слоистые листы в рамках этого изобретения могут формироваться путем связывания листа или другого слоя или слоев с помощью адгезивов или без их помощи. Связь между листом и другим слоем, или между другими слоями слоистого листа, может варьироваться от слабого прилипания до связи, которая превосходит прочность листа или связываемых материалов.
Листы могут связываться без использования адгезивов с другим слоем пока лист достаточно "сырой", чтобы осуществить эффективную связь между отдельными пластинами. Слои слоистого листа, содержащего растворимые в воде материалы, могут прилипать к слегка влажному или повторно увлажненному листу.
Связи могут образовываться с помощью адгезивов многими различными процессами, включая создание слоистости с влажной связью, создание слоистости с сухой связью, термическое создание слоистости и создание слоистости под давлением. К числу полезных адгезивов относятся адгезивы на основе воды, естественные и синтетические, растворяющиеся при нагревании адгезивы и адгезивы на основе растворителя.
Создание слоистости с влажной связью с листом и другим слоем предполагает применение любого жидкого адгезива для связывания вместе двух слоев. Полезные природные адгезивы на основе воды для создания слоистости с влажной связью включают в себя растительные адгезивы на основе крахмала, адгезивы на основе протеина, животный клей, казеин и природный резиновый латекс. Пригодные синтетические адгезивы на основе воды в основном включают в себя эмульсии смол, такие как стабильные суспензии частиц поливинилацетата в воде. Адгезивы на основе воды имеют слабый запах, незначительный привкус, цвет и токсичность, имеют широкий диапазон адгезии и замечательные свойства старения. Термопластичные полимеры - это пригодные расплавляющиеся при нагревании адгезивы, которые можно наносить в расплавленном состоянии и формировать после охлаждения. Расплавляющиеся при нагревании адгезивы, в основном, твердеют быстрее адгезивов. К числу пригодных адгезивов на основе растворителя относятся полиуретановые адгезивы, системы этиленвинил ацетата на основе растворителя и другие смолы каучука, чувствительные к давлению.
В рамках этого изобретения находится также создание слоистого листа путем штамповки фольги. Штамповка фольги предполагает применение нагрева и давления, чтобы перенести тонкое металлическое или пигментированное покрытие с несущей пленки на поверхность листа или изделия, чтобы получить декоративные рисунки. Этот метод можно использовать в комбинации с тиснением, чтобы получить слоистый лист с отражающей, глянцевой, рельефной поверхностью.
Процессы рифления.
Может быть желательно гофрировать лист аналогично тому, как гофрируют картон. Это можно осуществить, пропуская лист, предпочтительно в полувлажном состоянии, между парой гофрирующих роликов 155, как показано на фиг. 27. Содержание влаги в листе следует контролировать, чтобы процесс рифления не повредил формуемую матрицу. Если лист слишком сухой, процесс рифления может повредить формовочную смесь и в некоторых случаях даже может привести к разрыву или расколу листа. Наоборот, если лист слишком влажный, гофрированный лист может не иметь прочности, необходимой для поддержания рифленой формы. Предпочтительно процент по объему воды в листе составляет от приблизительно 1% до 20%, более предпочтительно от приблизительно 3% до 15% и наиболее предпочтительно от приблизительно 5% до 10%.
Прочность и гибкость одного рифленого листа можно менять путем изменения числа рифлений или гофров на линейный фут. Число гофров на линейный фут можно увеличить, чтобы получить более гибкий лист, или число гофров можно уменьшить, чтобы получить прочный лист с большой амортизационной способностью. Можно также создавать многостеночные рифленые листы, причем два или несколько рифленых листов имеют разное число гофров на линейный фут.
Как и в случае надрубки, резки с надрубкой и перфорирования, которые более полно описаны ниже, отдельные гофры рифленых листов создают участки, в которых лист мог бы более естественно сгибаться или складываться. Однако реально лист более жесток и прочен в направлении, перпендикулярном ряду гофров. Поэтому изделие, такое как контейнер или упаковочный материал, нужно конструировать таким образом, чтобы рифленый лист давал максимальную гибкость, где это необходимо, и максимальную жесткость, где это необходимо, например, где изделие будет укладываться в штабели.
Как часть процесса рифления можно использовать процессы нанесения покрытия, которые более подробно описаны ниже. На гофрируемую поверхность с помощью покрывающего устройства с горячей прокаткой можно наносить покрытия, в особенности воск или полиэтилен. Покрытия можно также наносить покрыванием шторкой рифленой заготовки до ее преобразования в изделие. Другие используемые процессы нанесения покрытия с использованием рифленых листов включают в себя погружение законченных изделий в покрывающий материал, например в воск, или нанесение каскада таких покрытий через и вокруг гофров рифленого изделия.
Процесс надрубки и перфорирования.
В некоторых случаях может быть желательно, в качестве
альтернативы, надрубить, разрезать с надрубкой или перфорировать лист, чтобы определить линию, по которой лист можно согнуть или сложить. Разрезы с надрубкой можно сделать резаком с ножевым лезвием 156 (фиг. 28), установленным на прессе для надрубок, или же это можно сделать, используя непрерывный режущий матричный ролик 158, как показано на фиг. 29. В качестве альтернативы, надрубку, но не разрез с надрубкой, можно впрессовать в лист с помощью закругленной надрубающей матрицы или правила 169, как показано на фиг. 30. Надрубающую матрицу или правило можно использовать отдельно или в сочетании со счетчиком надрубок. Эта конфигурация надрубающего правила заставляет лист деформироваться по форме желоба счетчика надрубок. Наконец, перфорирование может осуществляться посредством перфорирующего резака 162, показанного на фиг. 31.
Если лист имеет относительно низкое содержание волокон менее 15% по объему от общего объема твердых веществ, лист предпочтительно резать с надрубкой, а не впрессовывать надрубку. Наоборот, если лист имеет относительное высокое содержание волокон, более 15% по объему от общего объема твердых веществ, предпочтительно впрессовывать надрубку, а не надрубать лист. Наконец, перфорации обычно работают хорошо в листах с любым содержанием волокон.
Целью надрубки, разреза с надрубкой или перфорации является создание участка на листе, на котором лист можно сгибать или складывать. Это создает в листе "стержень" с намного большей сгибаемостью и упругостью, чем возможно получить в листе без надрубки или упругостью, чем возможно получить в листе без гнущегося листа. Эти методы можно также применять для образования стержня.
Нанесение линии надрезки или перфорации в листе создает лучшую линию изгиба или стержень по ряду причин. Прежде всего, это обеспечивает место, где лист мог бы более естественно сгибаться или складываться. Во-вторых, нанесение надрубки делает лист по линии надрубки более тонким, чем остальная часть листа, что снижает величину продольного удлинения поверхности при сгибании листа. Снижение удлинения поверхности снижает тенденцию формуемой матрицы давать трещины после ее складывания или сгибания. В-третьих, разрез с надрубкой или перфорация позволяют образовывать контролируемую трещину в формуемой матрице в том случае, когда происходит растрескивание формуемой матрицы.
В некоторых случаях может быть предпочтительным сконцентрировать большее число волокон в месте, где сделаны разрез с надрубкой или перфорация. Этого можно достигнуть путем совместного выдавливания второго слоя формовочного материала, содержащего больше волокон, с заранее определенными интервалами времени, чтобы соответствовать расположению разреза с надрубкой или перфорации. Кроме того, волокна можно расположить сверху листа или внедрить в лист в течение процесса вытеснения или прокатки, чтобы получить более высокую концентрацию волокон в желаемом месте. При надрубке рифленого листа в основном предпочтительно надрубать рифленый лист в направлении, перпендикулярном направлению гофров.
В течение процесса надрубки или перфорирования лист должен предпочтительно находиться в сухом или полузатвердевшем состоянии. Это желательно, чтобы надрубка или перфорация не закрылась посредством миграции влажного материала в разрез с надрубкой. Поскольку надрубка в основном, а перфорирование всегда, предполагает прорезание части формуемой матрицы, лист даже может быть полностью сухим, и ни надрубка, ни перфорирование не повредят его. Однако в тех случаях, когда надрубка впрессовывается, а не прорезается в поверхность листа, лист должен быть достаточно влажным, чтобы избежать растрескивания из-за нарушения формуемой матрицы.
Глубина прорези с надрубкой в основном зависит от типа разреза, толщины листа и желаемой степени сгиба по линии надрубки. Механизм нанесения надрубки нужно регулировать, чтобы создать надрубку желаемой глубины. Конечно, матричный резак не должен быть слишком большим, чтобы фактически не прорезать лист или не сделать его слишком тонким, так что он не выдержит ожидаемых усилий, если только не желательна надрубка, приводящая к легкому разрыву. Предпочтительно разрез с надрубкой должен быть достаточно глубоким, чтобы выполнять свою цель.
В некоторых случаях может быть предпочтительна комбинация разрезов с надрубкой на противоположных сторонах листа для увеличения диапазона изгиба. В большинстве случаев, когда надрезается более тонкий лист с толщиной менее 1 мм, надрез имеет глубину относительно всей толщины листа в диапазоне от приблизительно 10%, до приблизительно 50%, более предпочтительно от приблизительно 20% до приблизительно 35%. В случае более толстых листов надрез обычно бывает глубже из-за уменьшенной сгибаемости более толстого листа.
Следует понимать, что листы настоящего изобретения отгибаются от надреза-надрубки или от перфорации и сгибаются к надрезу, который впрессован в поверхность листа. То есть стороны листа, образованные надрезом или перфорацией, будут смыкаться в сторону, противоположную надрезке-надрубке или перфорации. Наоборот, в подобных изделиях из обычной бумаги или картона стороны гидравлически твердеющего листа, образованные надрезом, впрессованным в поверхность листа, будут смыкаться на стороне надреза.
Крепирование и пергаментирование.
Как альтернатива, листы могут крепироваться подобно обычной бумаге, чтобы получить в высшей степени растяжимый лист, способный поглощать энергию при необычных уровнях нагрузок. Крепированные листы чрезвычайно важны при производстве мешков для транспортировки. Обычное крепирование производится либо в секции влажного прессования бумагоделательной машины (влажный креп), либо на сушилке "янки" (сухой креп). Хотя точные параметры влажного или сухого крепирования для листов согласно настоящему изобретению отличаются от этих параметров для бумаги из древесины, специалист поймет, как отрегулировать процесс крепирования, с тем, чтобы получить крепированные листы.
Было обнаружено, что листы могут обрабатываться сильными кислотами, чтобы пергаментировать часть волокнистой поверхности матрицы листа. Например, обработка листа концентрированной серной кислотой заставляет целлюлозные волокна сильно раздуваться и частично растворяться. В этом состоянии пластифицированные волокна закрывают свои поры, заполняют окружающие пустоты и ближе контактируют друг с другом для образования более сильной водородной связи. Ополаскивание в воде вызывает повторное осаждение и консолидацию сети, что приводит к тому, что волокна прочнее не в сухом, а во влажном состоянии, что они лишены пуха, лишены запаха, вкуса и стойки к жирам и маслам. Путем комбинирования естественной жесткости к разрыву пергамента с растяжимостью, даваемой влажным крепированием, можно получить бумагу со способностью лучше поглощать ударные воздействия.
В рамках настоящего изобретения можно заметить, что, как ожидается, процесс пергаментирования будет работать лучше при повышении содержания волокон в листе. Повышенное содержание волокон облегчает уплотнение пор и повышает образование в волокнах водородных связей. Однако следует понимать, что некоторые чувствительные к кислотам заполнители, такие как карбонат кальция, вероятно, не следует использовать, если лист должен быть пергаментирован.
Изготовление изделий из принципиально сухих листов.
Используя изложенные выше способы, можно изготовлять самые разные листы с широко разнящимися свойствами. Листы могут быть тонкими до приблизительно 0,1 мм толщины или менее в тех случаях, когда требуются очень тонкие, гибкие и легкие листы. Толщина листов может также достигать 1 см в том случае, если требуются относительно толстые, прочные и жесткие листы. Кроме того, плотность листов может меняться в диапазоне от приблизительно 0,6 г/см3 до приблизительно 2 г/см3. В общем случае листы с большей плотностью прочнее, тогда как листы с меньшей плотностью лучше изолируют. Точная величина толщины или плотности конкретного листа может проектироваться заранее, чтобы получить лист, имеющий желаемые свойства с себестоимостью, позволяющей производить листы экономично и рентабельно.
Листы согласно настоящему изобретению можно использовать в любой области применения, где использовались бумага или картон. Кроме того, благодаря уникальным свойствам формовочных материалов можно получать самые разные предметы, которые в настоящее время требуют применения пластмасс, полистирена или даже металлов. В частности, как указывалось выше, листы согласно этому изобретению можно использовать для производства изделий и контейнеров.
Оформление листов в соответствующее промышленное изделие в основном предполагает отрезание от листов соответствующих заготовок и преобразование заготовок в желаемое изделие, включая контейнеры. Преобразование заготовок в желаемое изделие может осуществляться складыванием, прокаткой, сворачиванием, обертыванием по спирали, формованием, сборкой отдельных заготовок, образованием мешочков (карманов) и их комбинацией. Процесс преобразования также может включать в себя фальцовку части изделия путем наложения адгезивов, сгибания, приложения давления, герметичного уплотнения, повторного увлажнения некоторой части и приложения давления, сшивания, обмотки лентой, пришивания или их комбинацией. Повторное увлажнение листа в ходе процесса придания формы может помочь повысить гибкость и предотвратить разрыв листа.
Описываемые способы оформления листов согласно настоящему изобретению в промышленные изделия, а также конкретные структурные конфигурации, изложенные ниже, даются только в качестве примера и не ограничивают этого изобретения. Рамки этого изобретения включают в себя все известные в технике способы преобразования листов в изделия, включая контейнеры и другие упаковочные материалы, изготовляемые из традиционных листов, например из бумаги, картона, пластмассы, полистирена или металла. В рамках этого изобретения находится использование обычного оборудования, автоматизированных процессов и полуавтоматизированных процессов.
Разрезание листа в виде соответствующей заготовки можно осуществить, используя любые известные в технике средства, такие как резак с ножевым лезвием, установленный на прессе, непрерывный матричный режущий ролик, режущая матрица или ножницы. Резка также полезна для получения "окошек" в некоторых изделиях. Резка также полезна при образовании рифленых коробок с удалением частей листа для образования клапанов. Это вид резки называется "прорезанием".
Фальцовка заготовок предполагает сведение вместе, как минимум, двух частей листа или заготовки и затем соединение, слияние, комбинирование, связывание или уплотнение частей путем приложения давления, наложения адгезивов, сгибания, герметичного уплотнения, повторного увлажнения частей и приложения давления, сшивания, обмотки лентой, пришивания или их комбинации. Фальцовку можно применять в сочетании с любыми процессами преобразования, такими как сгибание, свертывание, обвертывание по спирали, формование, сборка и образование мешочков.
Сгибание (фальцовка).
Один из способов преобразования листа или заготовки в желаемое изделие предполагает "сгибание", которое должно включать в себя изгибание, свертывание пополам, создание стержня, фальцовку, плиссировку, гофрирование, оборку, создание складок или создание механических сращиваемых изделий из листа или заготовки.
К числу изделий, которые можно формировать из листов или заготовок путем сгибания (складывания), относятся коробки-картонки, коробки, рифленые коробки, контейнеры-"раковинки" со стержнем, включая контейнеры для сандвичей со стержнем, для сандвичей быстрого производства, таких как гамбургеры, и контейнеры для салатов со стержнем, коробки для сухих хлебных злаков, пакеты для молока, контейнеры для фруктовых соков, носители для контейнеров с напитками, чашечки для мороженого, стаканчики со складками, конические стаканчики, совочки для французского жаркого, используемые при продаже быстроприготовленной пищи, выносные коробки с быстро приготовленной пищей, открытые с одной стороны пакеты и конверты. Чтобы помочь сгибанию, может оказаться необходимым надрезать лист или заготовку.
Один из автоматизированных процессов преобразования заготовок в изделия, например в картонку с уплотненным концом, показанный на фиг. 32В, начинается с загрузки заготовок в магазин. Заготовки, такие как заготовки, показанные на фиг. 32А, можно вынимать каждый раз и переносить наборами на непрерывном конвейере на участок предварительного надлома. На участке предварительного надлома можно нанести надрезы стационарными закругленными обрезными тисками путем перемещения одной или нескольких панелек заготовки из начальной плоскости к преднадломным надрезам.
После того, как линии разрезов надломлены, панельки можно снова сложить вниз по мере того, как заготовка передвигается по транспортеру. Надлом линий надреза помогает превратить заготовку в изделие, поскольку намного снижается усилие, требуемое, чтобы согнуть предварительно согнутый надрез. Затем заготовка складывается и стороны фальцуются любым способом фальцовки для получения промежуточной оболочки или трубки, как показано на фиг. 32Б.
Свертывание.
Другой способ преобразования листа или заготовки в желаемое изделие это "свертывание", которое предполагает прокатывание заготовки в контейнер или в другое изделие, имеющее стенки, образующие внутреннее пространство. Изделия, образованные свертыванием, могут иметь самые разные поперечные сечения, включая круглое поперечное сечение, овальное поперечное сечение, прямоугольное поперечное сечение с закругленными углами и прямоугольное поперечное сечение.
К числу изделий, которые можно формировать из листов или заготовок путем свертывания, относятся чашечки, баночки, контейнеры для таких продуктов, как замороженные концентраты соков, хрустящий картофель, мороженое, соль, моющие вещества и машинное масло, почтовые трубки, рулоны листов рулонных материалов, таких как оберточная бумага, матерчатые материалы, бумажные полотенца и туалетная бумага, рукава и соломинки.
Свертывание заготовки в основном осуществляется путем свертывания или обертывания заготовки вокруг шпинделя с последующей фальцовкой перекрывающихся концов заготовки. Перекрывающиеся концы могут сфальцовываться вместе с помощью любых из описанных выше способов фальцовки. Можно применять самые разнообразные средства соединения концов, образованных из формовочных материалов или из других материалов, в зависимости от вида желаемого изделия.
Чашечки можно образовать любым известным в технике процессом, включая общий описанный выше способ образования свернутых изделий. Предпочтительный способ изготовления двойной чашечки (стаканчика), в рамках этого изобретения предполагает отрезание от листа двух заготовок, заготовку боковой стенки 163 и заготовку днища 165, как показано на фиг. 33А. Как показано на фиг. 33Б, заготовка для боковой стенки сворачивается, чтобы образовать боковую сторону чашечки, а нижняя часть заготовки имеет такую конфигурацию, чтобы образовать днище чашечки. Свернутая боковая стенка чашечки - это усеченно-коническая трубка, а днище является ее дном.
Автоматизированный процесс обычно состоит из следующих этапов: отрезание заготовок для боковых стенок и заготовок для днища от листа; размещение заготовки для днища на свободном конце шпинделя, причем заготовка удерживается на нем с возможностью ее освобождения; оборачивание заготовки для боковой стенки вокруг шпинделя; наложение друг на друга прямых концов заготовки для боковой стенки; фальцовка или иное закрепление перекрывающихся концов; фальцовка или иное закрепление бортика заготовки для днища к основанию свернутой основы чашечки. Кроме того, с помощью образующего буртик аппарата можно образовать буртик вокруг горловины чашечки.
Один из автоматизированных аппаратов для формирования чашечек, показанный на фиг. 34, предполагает работу вращающейся револьверной головки, поворачивающейся на определенный угол 164 и имеющей ряд шпинделей 166. Шпиндели 166 проходят радиально вовне от револьверной головки 164. Один конец шпинделя 166 прикреплен к револьверной головке 164, тогда как другой конец выступает вовне и обычно имеет плоскую торцевую поверхность. Аппарат содержит устройство подачи заготовки для днища 168, которое образует заготовки для днища и подает заготовки для днища. Устройство подачи заготовок для днища 194 размещает заготовку для днища 165 на плоской торцевой поверхности шпинделя 166. Устройство подачи заготовки для боковой стенки 196 подает заготовки для боковой стенки 163 к шпинделю 166 после того, как револьверная головка 64 повернет на определенный угол шпиндель 166 путем его правильного вращения. Зажим 170 удерживает заготовку для боковой стенки 163 на шпинделе 166 для последующего формования. Поворот на определенный угол револьверной головки 164 перемещает шпиндель 166 с заготовкой для боковой стенки 163 к подготавливающему устройству для фальцовки 172, которое либо увлажняет концы заготовки для боковой стенки 163, которая должна лечь внахлест с добавлением адгезива, или наносит покрытие, такое как полиэтилен.
Револьверная головка затем поворачивается на определенный угол и устройство свертывания заготовки для боковой стенки 174 сворачивает заготовку для боковых стенок 163 вокруг шпинделя 166 для образования боковых стенок изделия. Свернутая боковая стенка имеет горловину и основание, соответствующие горловине и основанию законченной чашечки. Затем револьверная головка 164 поворачивается на определенный угол к подготавливающему устройству для образования днища 176, которое либо смачивает основание или/и кромку заготовки для днища 165, налагает адгезив, либо наносит покрытие. Затем револьверная головка 164 поворачивается на определенный угол к устройству образования днища 178, которое скрепляет вместе основание и кромку заготовки для днища. После того, как днище образовано, чашечка выбрасывается и шпиндель 166 поворачивается на определенный угол, чтобы принять заготовку для днища 165 от устройства подачи заготовки для днища 168. Затем цикл работы повторяется.
Чашечку можно также затем подвергнуть дополнительным этапам обработки, таким как образование буртика вокруг горловины чашечки. Один способ образования буртика предполагает такое размещение чашечки, чтобы горловина ее проходила вовне с образованием буртика вокруг горловины. При этом способе чашечка выбрасывается из шпинделя 166 после того, как днище чашечки сформировано в ряд принимающих изделие элементов 180, которые проходят радиально вовне от другой револьверной головки, поворачивающейся на определенный угол 182. Выбрасывание чашечки в принимающее устройство 180 размещает чашечку таким образом, чтобы горловина чашечки проходила вовне, а не к основанию чашечки. Затем буртик образует образующее буртик устройство и изделие выбрасывается. Формирующее буртик устройство 184 может включать в себя взаимодополняющие изображения на принимающем устройстве 180 и подвижную матрицу, которая может сжать горловину чашечки для образования заплечика (буртика).
Обертывание по спирали.
Другой способ преобразования листа или заготовки в желаемое изделие - это "обертывание по спирали (спиральная навивка)", которое аналогично свертыванию. Обертывание по спирали предполагает завертывание листа или заготовки путем спирального вращения в изделие, имеющее форму трубки или конуса. Непрерывное обертывание волокнами или нитями также может быть полезным для придания дополнительной плотности изделию. Самые разнообразные скрепляющие средства, включая скрепляющие средства, описанные выше и используемые для изготовления чашечек, могут работать с изделиями, образованными обертыванием по спирали.
Сухое прессование.
Еще один способ преобразования листа или заготовки в желаемое изделие - это "сухое прессование", которое включает в себя придание листу или заготовке формы путем приложения поперечного усилия. К числу изделий, которые можно оформить сухим прессованием листов или заготовок, относятся тарелки, тарелочки, тарелочки для пирожков, подносы, подносы для печенья, чаши, тарелки для завтрака, обеденные подносы для микроволновых печей, "телевизионные" обеденные подносы, ящики для яиц, тарелки для мясных упаковок, блюдца и крышки.
Лист или заготовку можно прессовать всухую между подвижной матрицей желаемой формы и неподвижной матрицей, форма которой в принципе дополняет форму подвижной матрицы. Когда заготовка или часть листа сжимается между матрицами, лист формируется в изделие, имеющее взаимодополняющую форму матриц. Хотя матрицы из одной цельной детали (подвижная матрица и неподвижная матрица выполнены в виде одной детали каждая) - это предпочтительные матрицы в смысле простоты и экономичности, к числу альтернативных матриц относятся разъемные пресс-формы, штампы с последовательными операциями и раздвижные матрицы. Этот процесс аналогичен процессу формования влажного листа за исключением того, что лист теперь сухой. В результате теперь лист менее гибок и не может расширяться и течь как влажный лист.
Сборка.
"Сборка" это еще один способ преобразования формуемого листа или заготовки в изделие. Многие изделия, оформленные сгибанием, свертыванием, обертыванием по спирали или формованием, могут также предполагать сборку разных заготовок или частей для образования законченных изделий. Изделия, образованные из листов или заготовок, в начале или полностью, путем сборки заготовок включают в свое число твердые стоящие коробки, упаковочные контейнеры - этажерки и прокладки, вставленные в контейнеры. Твердые коробки, образованные из листов, обычно не бывают складными и могут покрываться тонким декоративным листом-покрытием. К их числу относятся коробки для сигар, коробки для кондитерских изделий и коробочки для косметики.
Твердые коробки можно образовывать, просто разрезая соответствующие заготовки и собирая заготовки вместе. Заготовки также могут надрезаться, чтобы складываться (сгибаясь). Углы или части заготовок для корпуса коробки и заготовки для крышек могут надсекаться резаками для углов, чтобы после сборки заготовок можно было образовать углы сторонами и днищем корпуса коробки или крышкой. Углы, образованные конструированием заготовок, могут удерживаться путем размещения небольших тонких подпорок из листов или других материалов и покрываться адгезивом вокруг каждого угла.
Упаковочные контейнеры-этажерки особенно пригодны для наглядного показа продукта. Такие упаковочные контейнеры в рамках этого изобретения могут формироваться путем сборки несущих вставок, вырезанных из листа, и крышки, образованной из пластмассы или из полупрозрачного листа. Упаковочные контейнеры-этажерки можно использовать для упаковки и показа многих продуктов, включая пищевые продукты, такие как ланчен-мит, изделий для офисов, косметики, металлических изделий и игрушек. Упаковочные контейнеры-этажерки имеют две разновидности - вздутые упаковочные контейнеры и гладкие упаковочные контейнеры.
Образование мешочков (карманов).
"Образование мешочков" - это еще один способ преобразования листа или заготовки в желаемое изделие и предполагает процесс, известный в промышленности изготовления упаковочных материалов как "заделка формы (наполнение)". Образование мешочков методами заделки формы (наполнения) дает непрерывный процесс образования мешочков, заполнения мешочков продуктами и заделку (запечатывание) мешочков. Образование мешочков должно включать в себя непрерывное образование ряда мешочков, наполнение мешочков продуктами, заделку мешочков и отрезание мешочков друг от друга после формирования мешочка, его наполнения и заделки или после образования мешочка. К числу изделий, которые можно сформировать из листов или заготовок путем образования мешочков, относятся мешочки для высушенных супов, обертки для конфет, пакеты для хлебных злаков, пакеты для хрустящего картофеля, упаковки для порошков, мешочки для таблеток и мешочки для смесей для изготовления кексов. Операцию образования мешочков в основном можно осуществить горизонтальным, вертикальным и двухлистовым образованием мешочков. Горизонтальное формирование, наполнение и заделка в основном предполагает сгибание непрерывного листа пополам вдоль его длины, фальцовку листа через некоторые интервалы для образования ряда мешочков, которые затем наполняются и закрываются. Процесс начинается с продвижения листа горизонтально через узел обрезных тисков, который сгибает лист пополам. Согнутый лист фальцуется через некоторые интервалы в мешочки, чтобы позволить заполнение мешочков продуктами. Мешочки могут наполняться продуктами с помощью силы тяжести или другими средствами.
Вертикальное формирование, наполнение и заделка обычно предполагает формирование непрерывного листа в трубку с некоторыми интервалами вдоль его длины, фальцовку трубки с некоторыми интервалами для образования ряда мешочков, заполнение мешочков и затем заделки мешочка. Лист формируется в трубку путем вертикального продвижения листа над узлом обрезных тисков. Затем трубка фальцуется через некоторые интервалы в мешочки и заполняется так же, как при вертикальном формовании, наполнении и заделке. Третий способ предполагает образование мешочков путем комбинирования двух листов, причем, как минимум, один из листов это неорганически наполненный, гидравлически твердеющий или слоистый лист. Формуемый лист или слоистый лист можно сочетать с другими разными листами, включая, но не ограничиваясь этим, неорганически наполненный лист, слоистый лист, бумажный лист, алюминиевой фольги, лист целлофана, лист пластмассы или любые слои этих листов. Два листа можно комбинировать вертикально или горизонтально, причем каждый мешочек может иметь четыре фальцованных сторон.
Примеры предпочтительных способов производства приведены в конце описания..
Эти примеры приводятся, чтобы более конкретно показать способы формования изделий согласно настоящему изобретению. К числу примеров относятся разнообразные виды смесей, включая гидравлически твердеющие и органически наполненные смеси, используемые в сочетании с рядом других процессов производства с целью получения изделий согласно настоящему изобретению.
Первый набор примеров показывает использование разных методов непосредственного формования для получения изделий из твердеющих смесей.



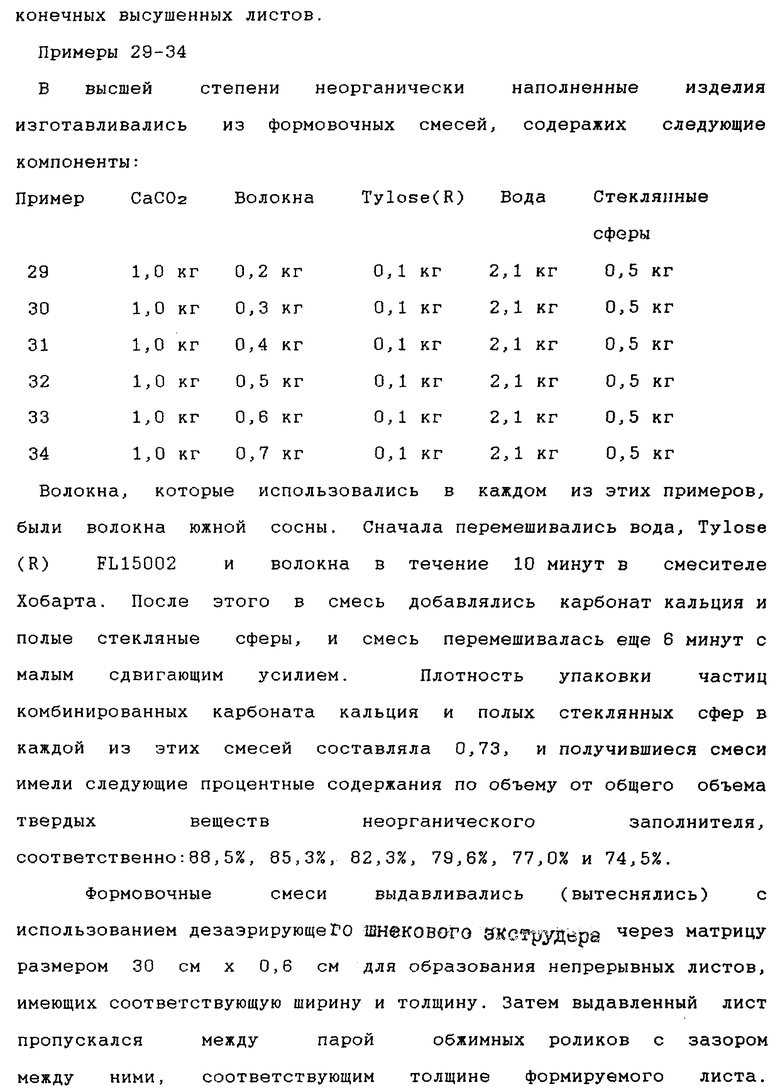
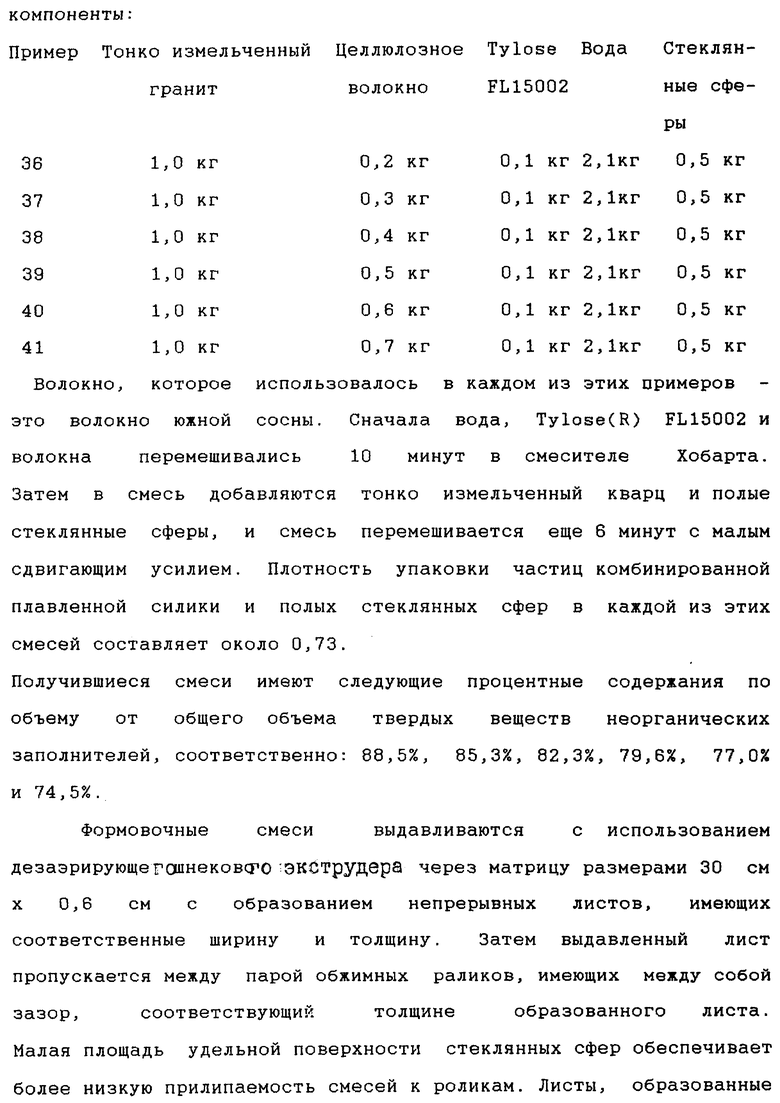


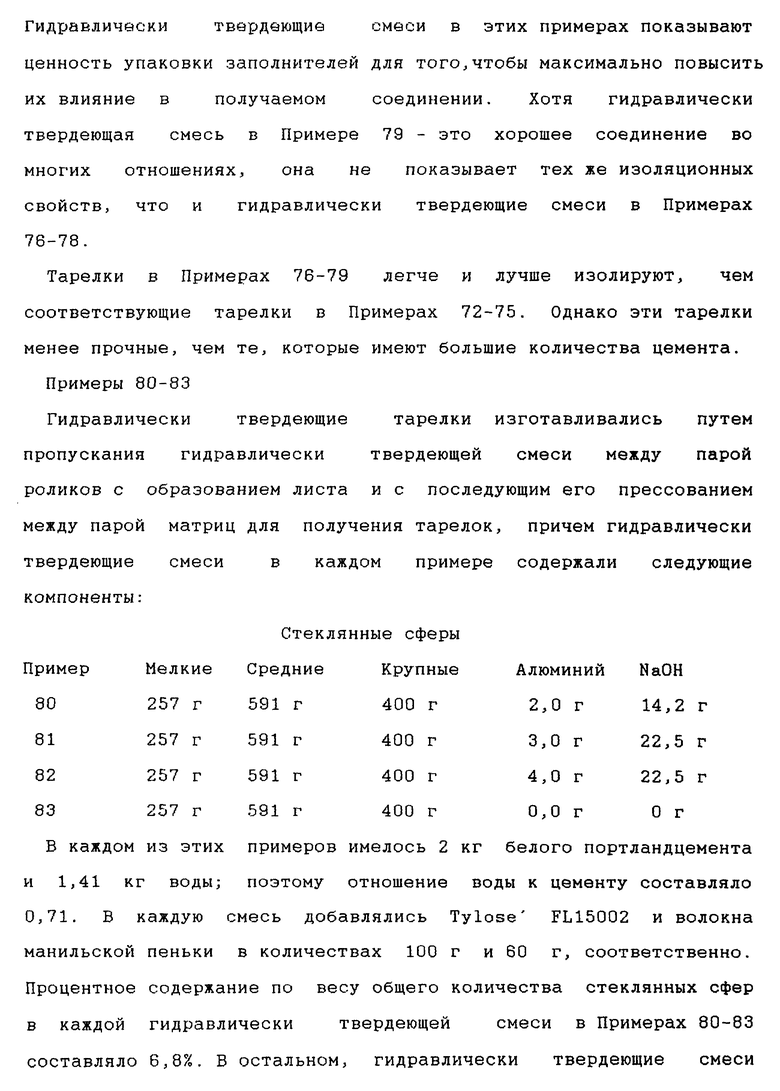
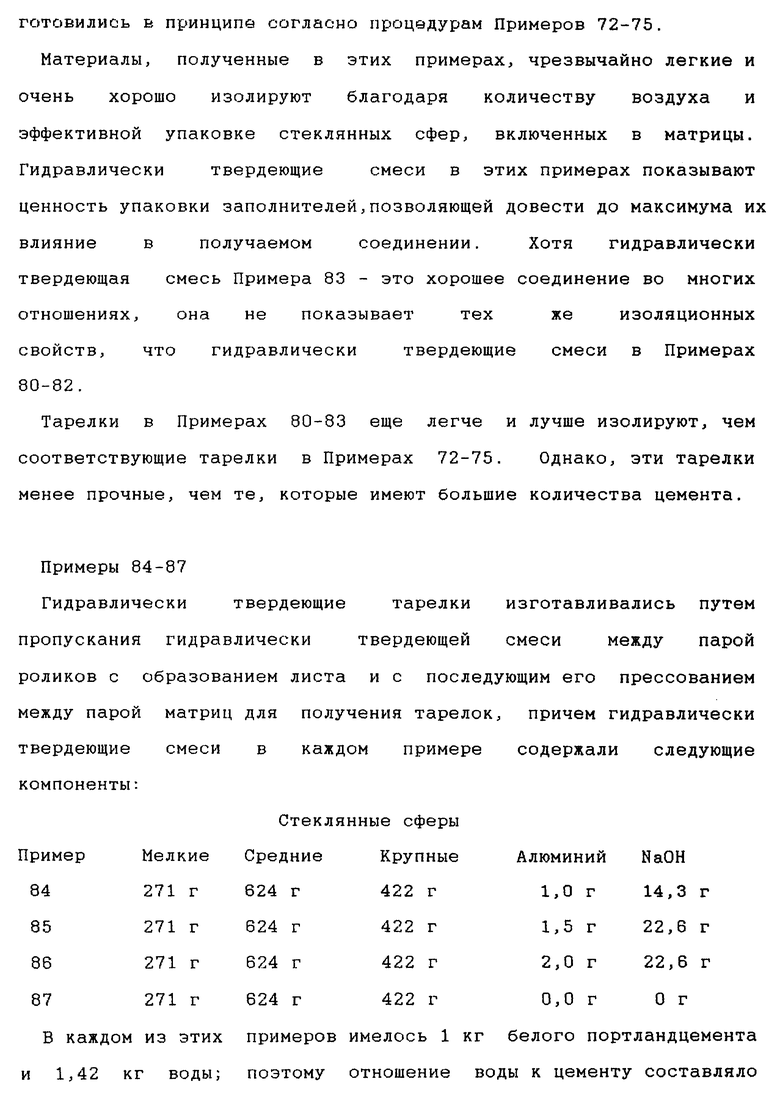
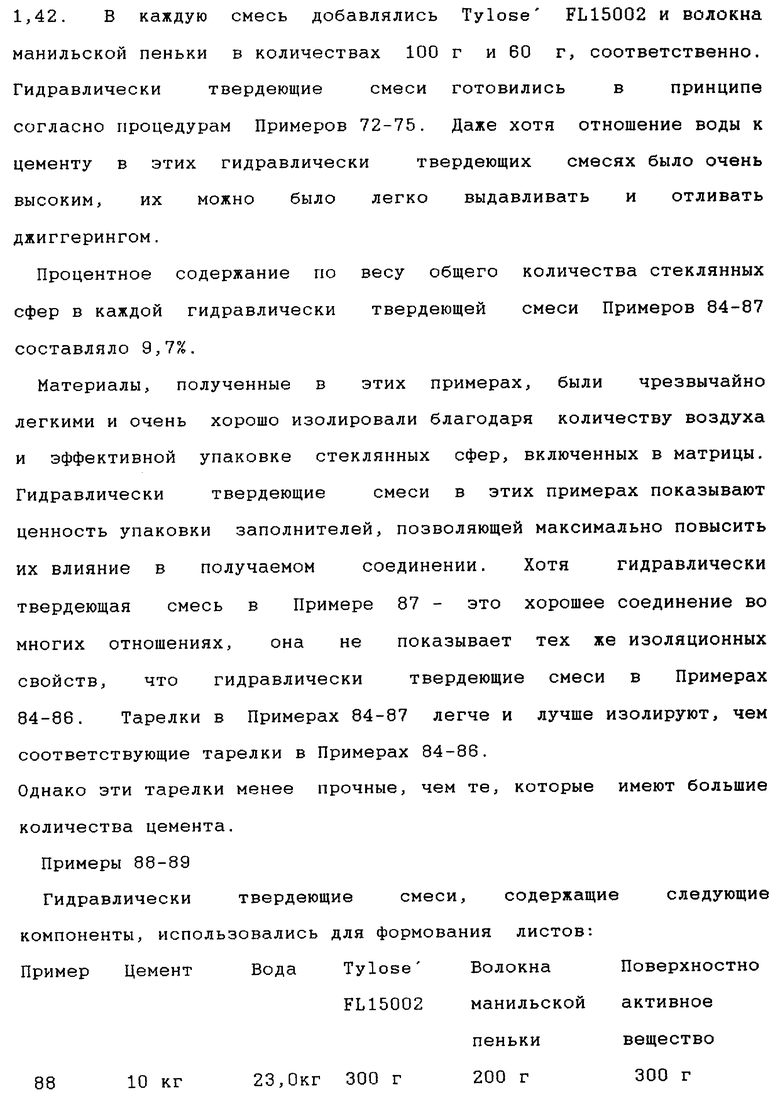
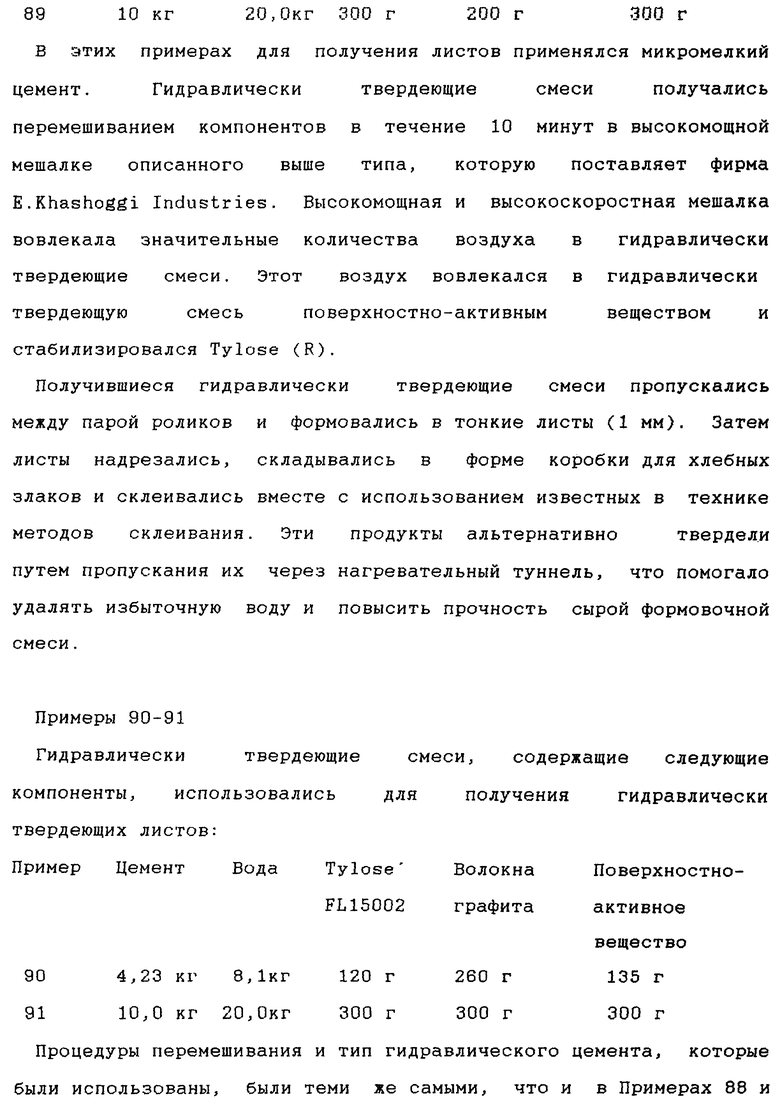




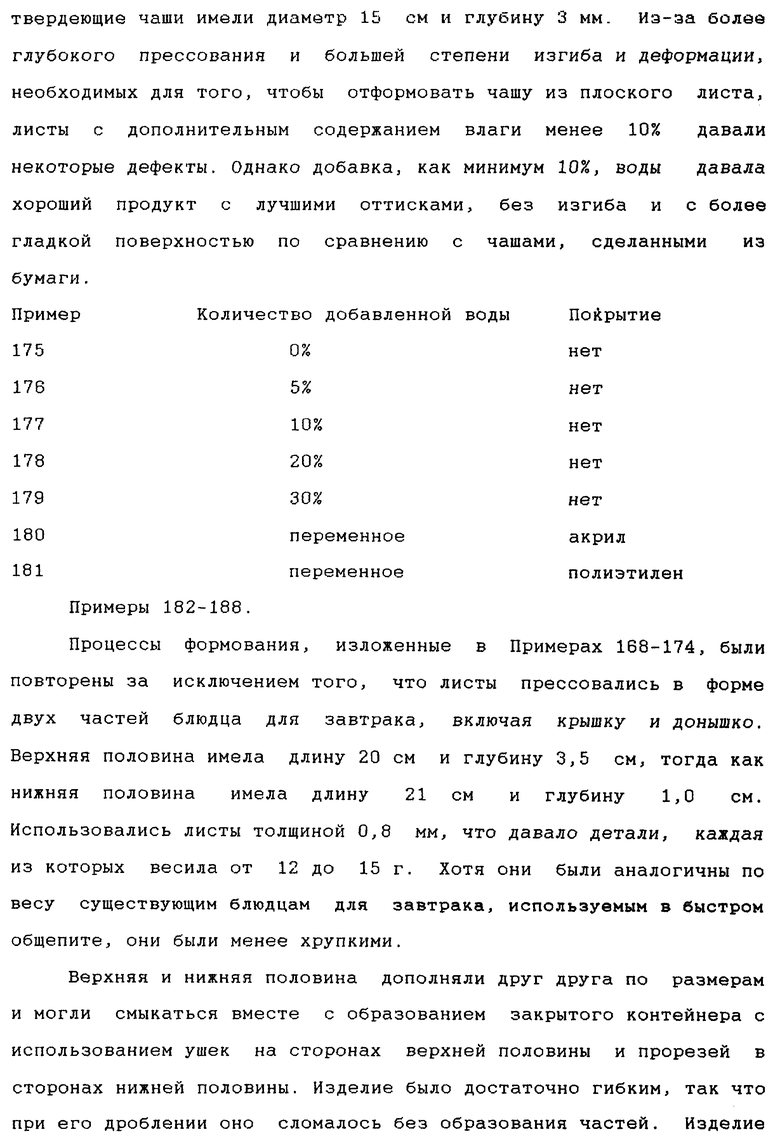
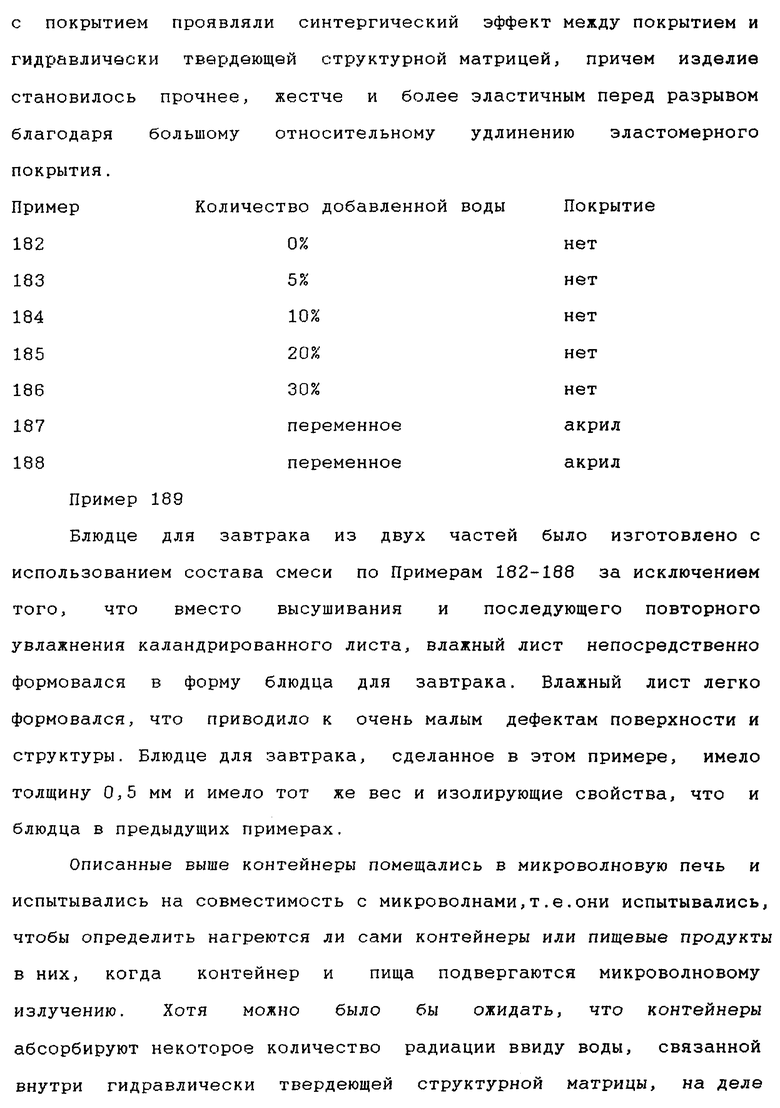
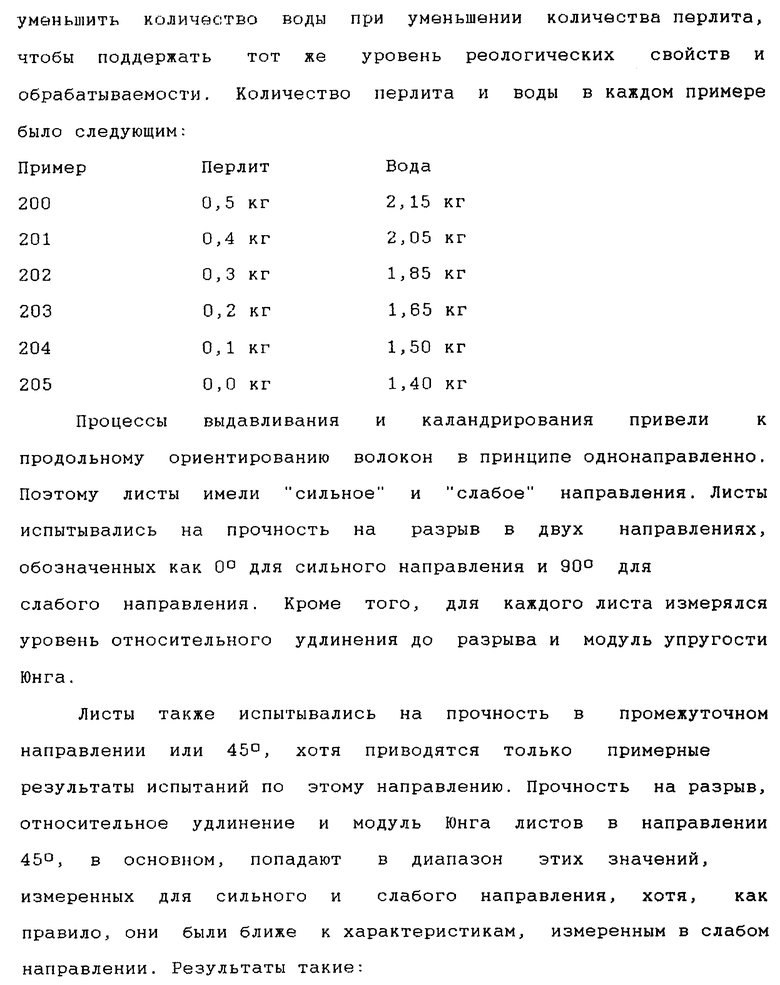
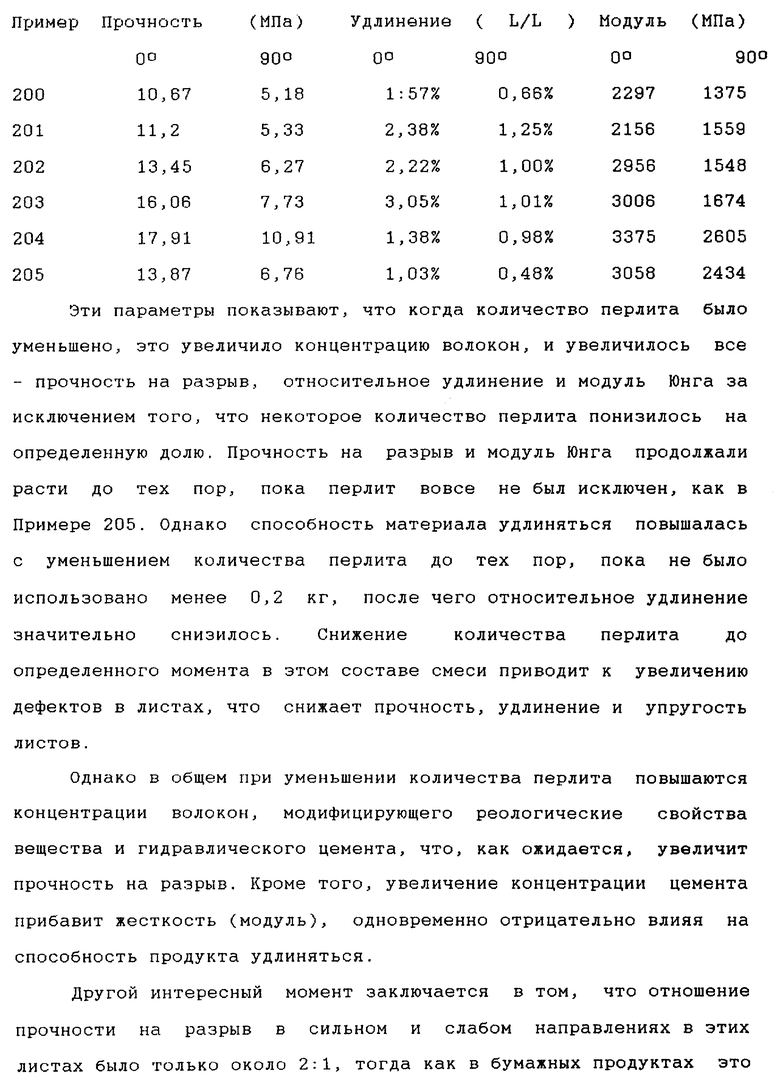
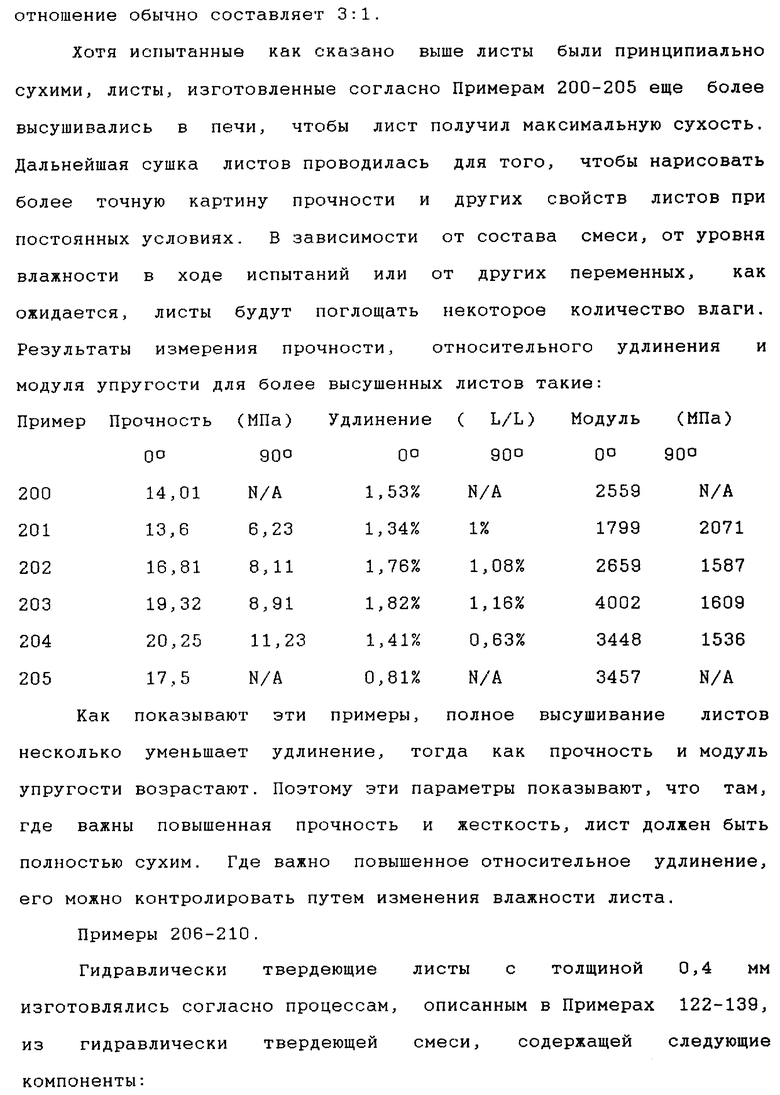
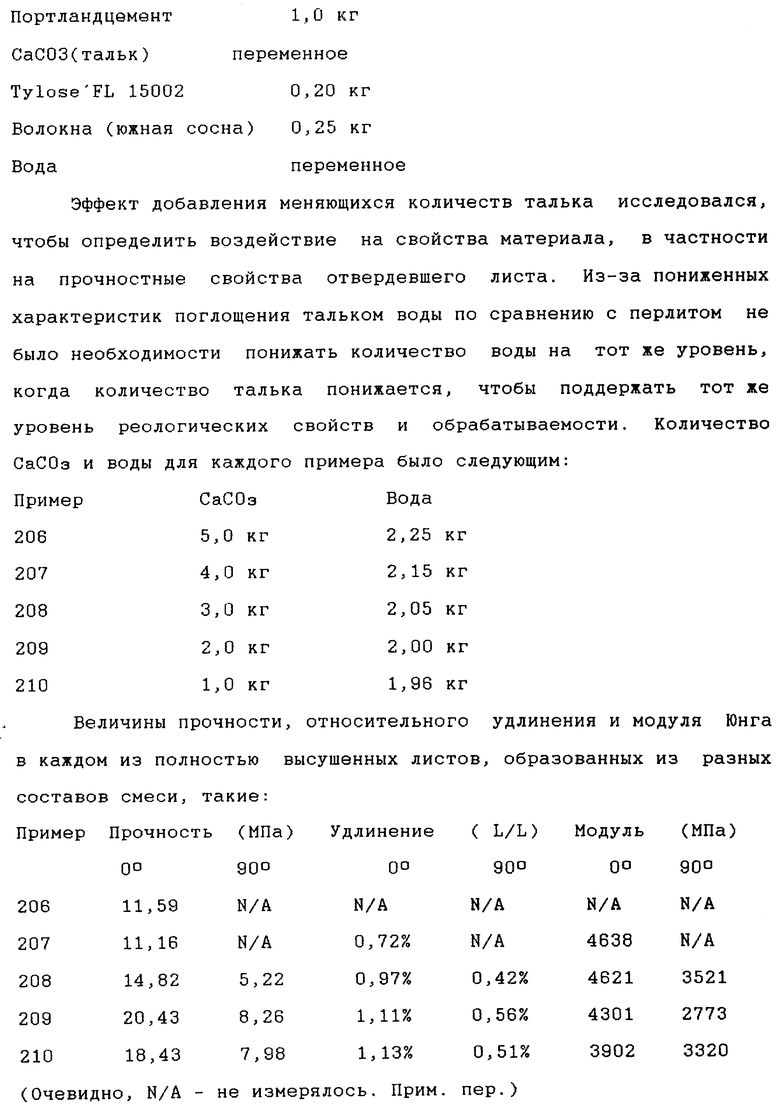

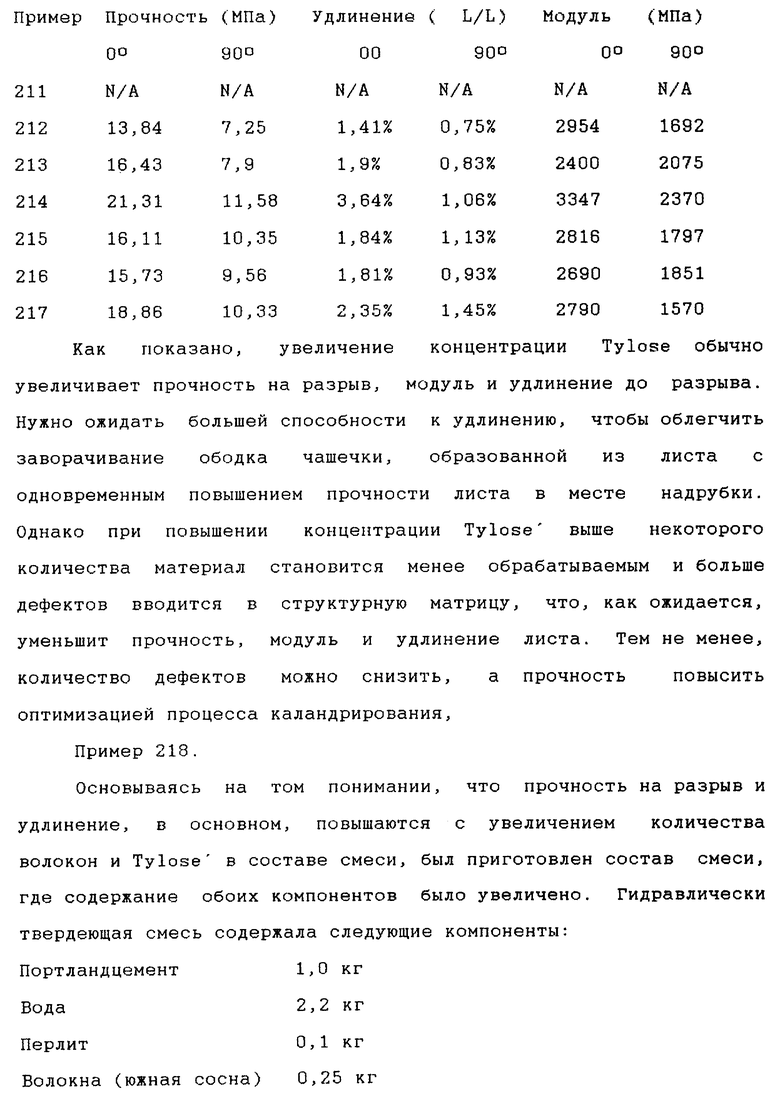

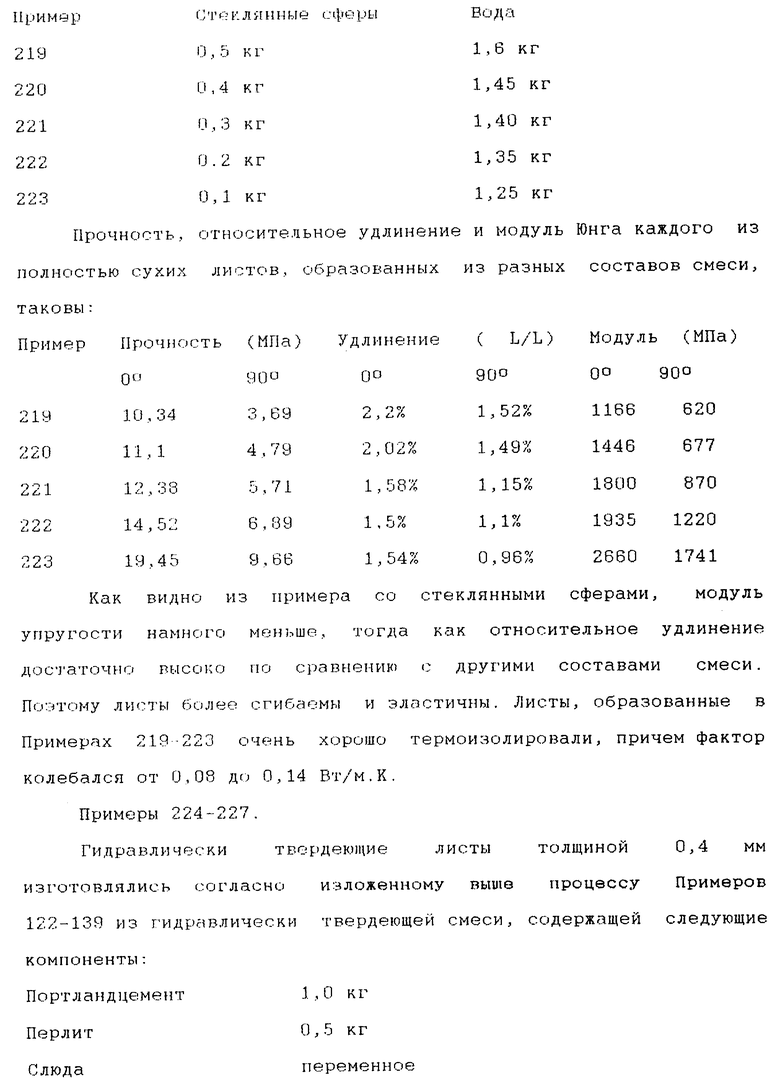
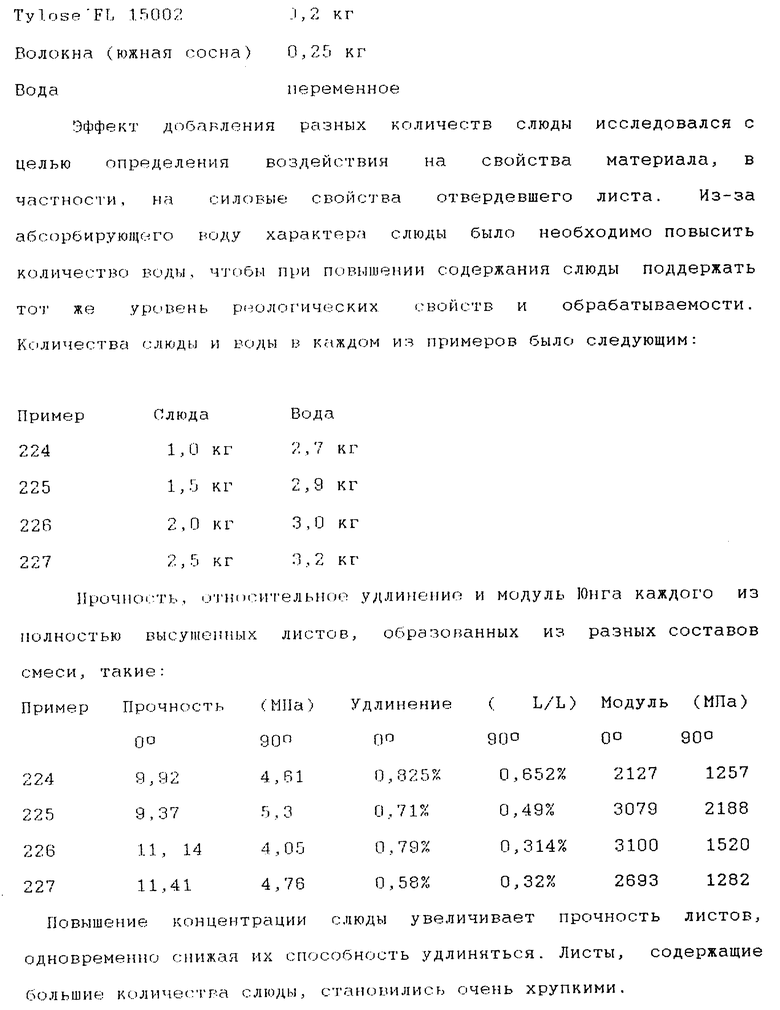
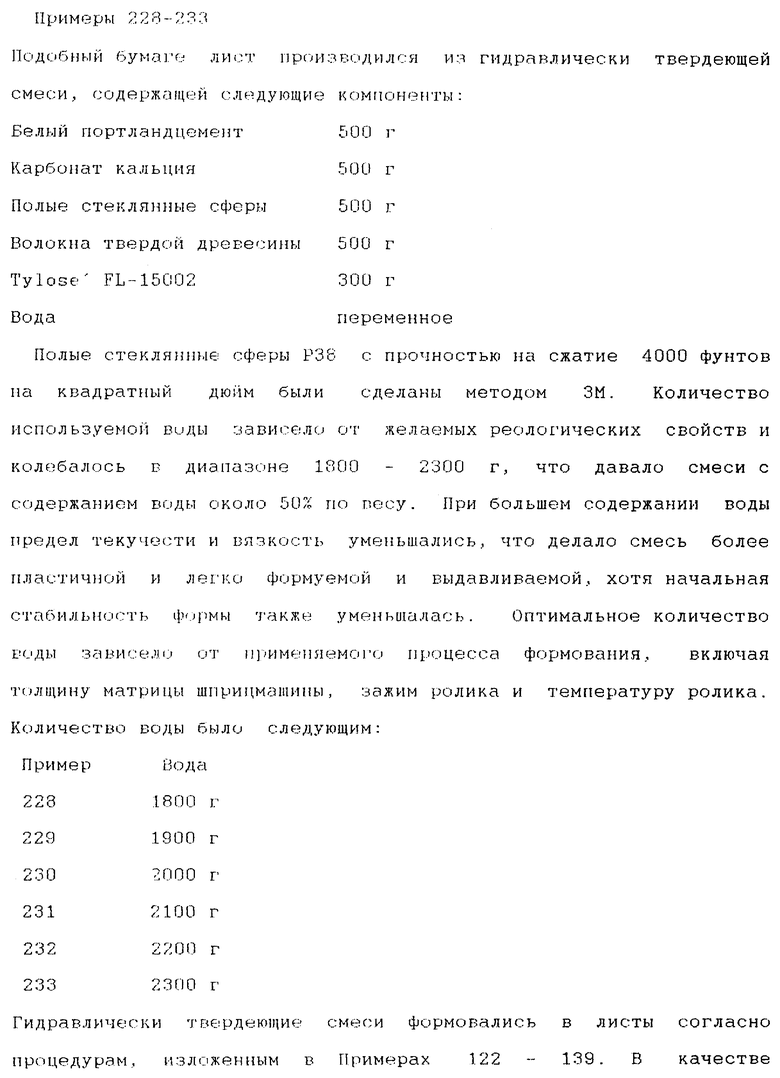
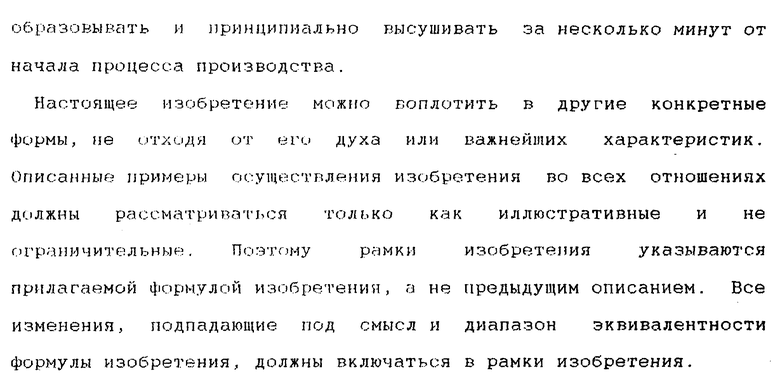
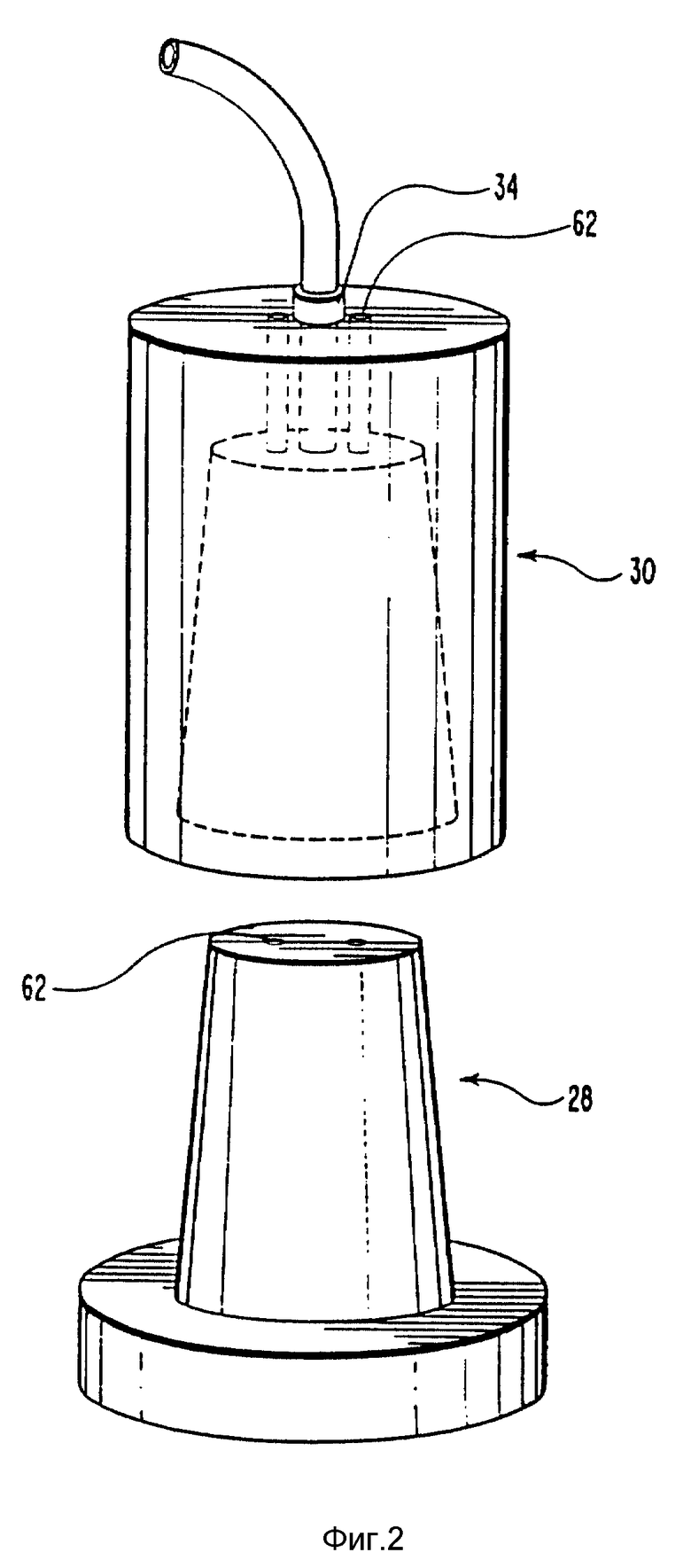
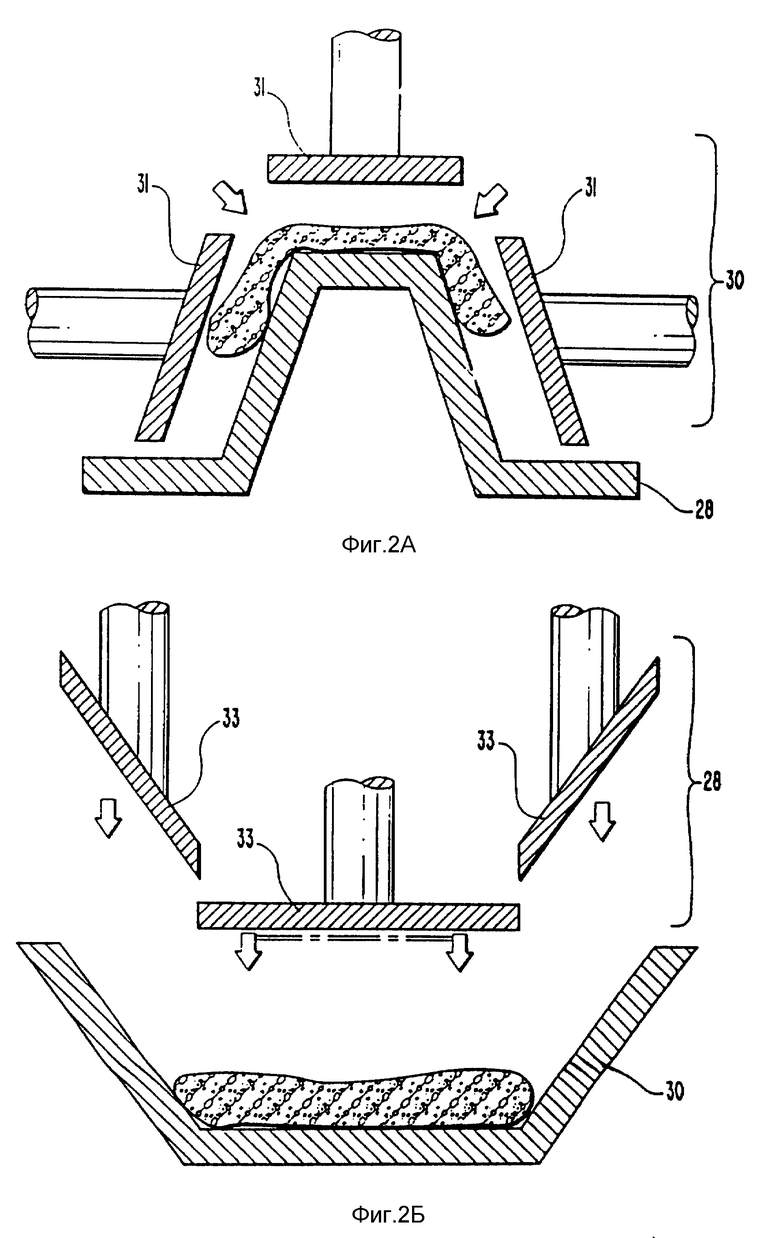
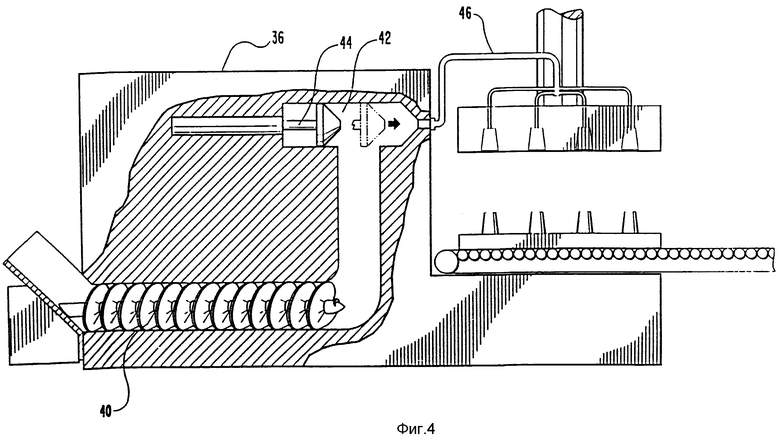
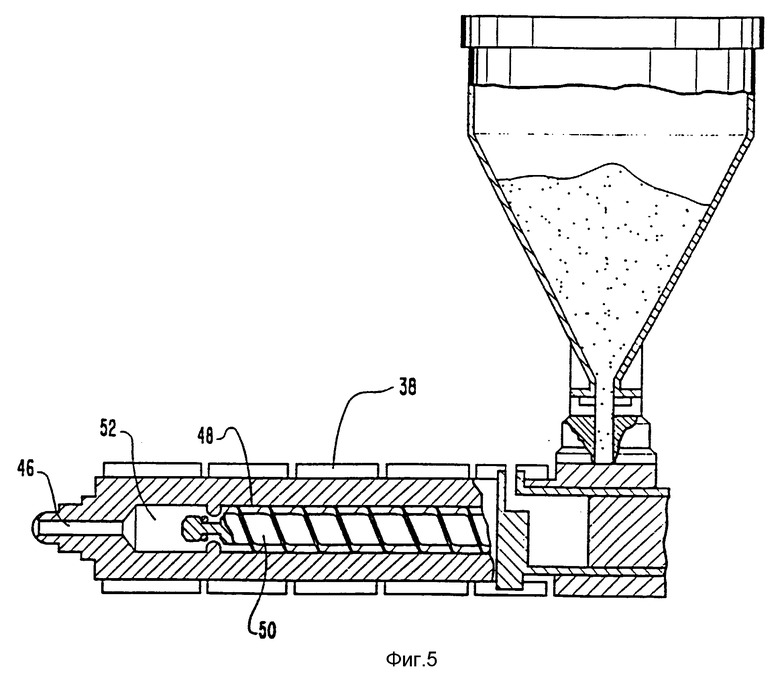
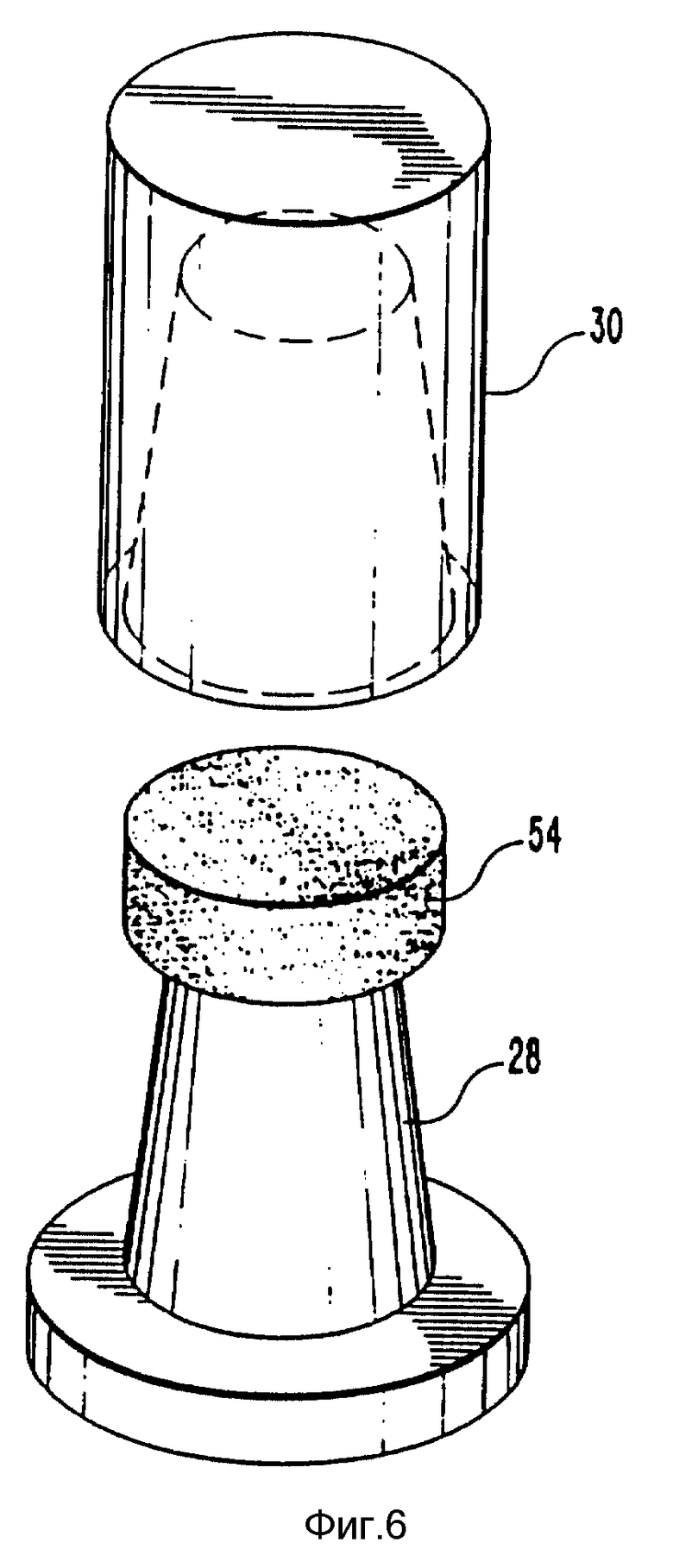
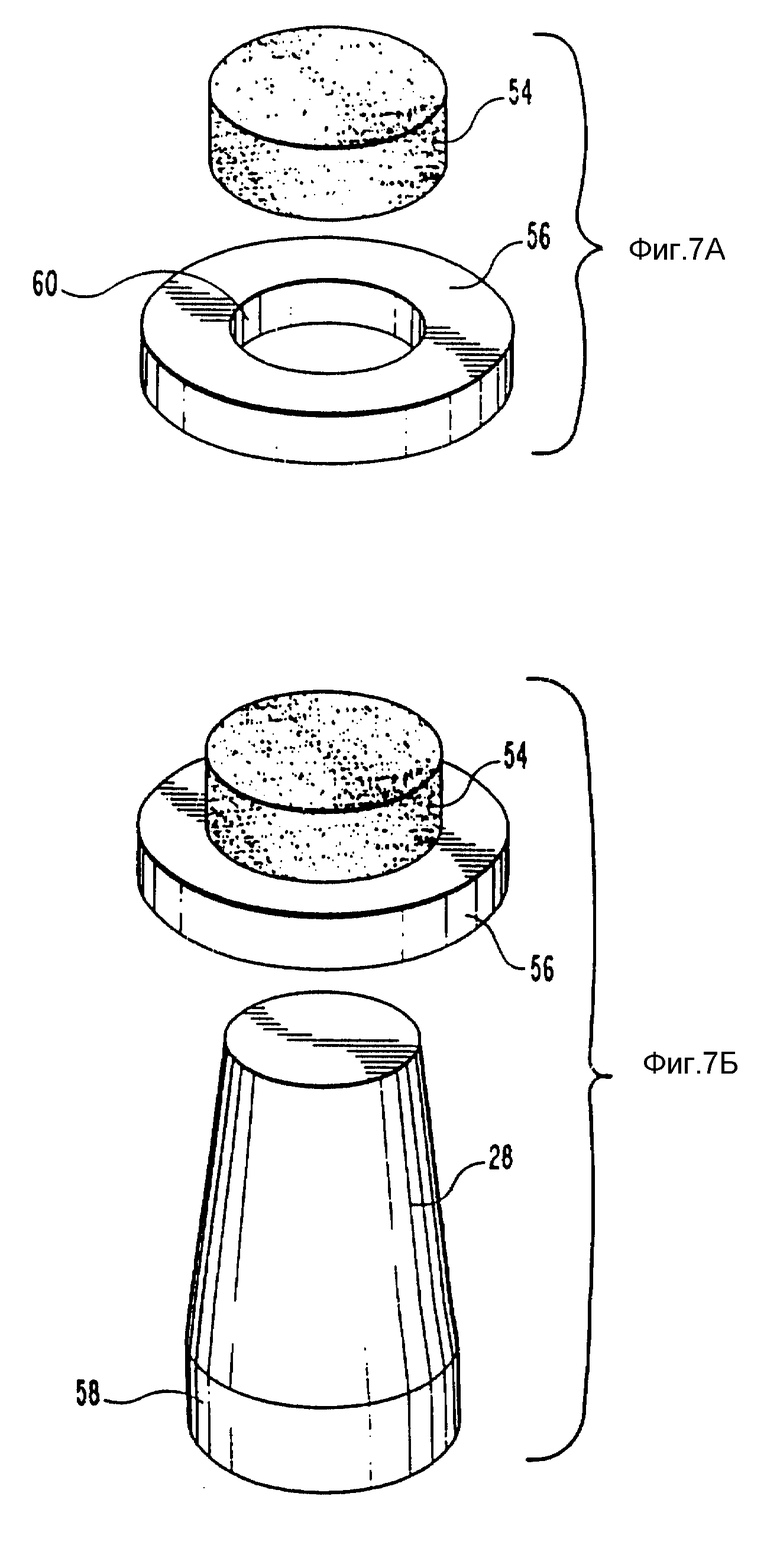
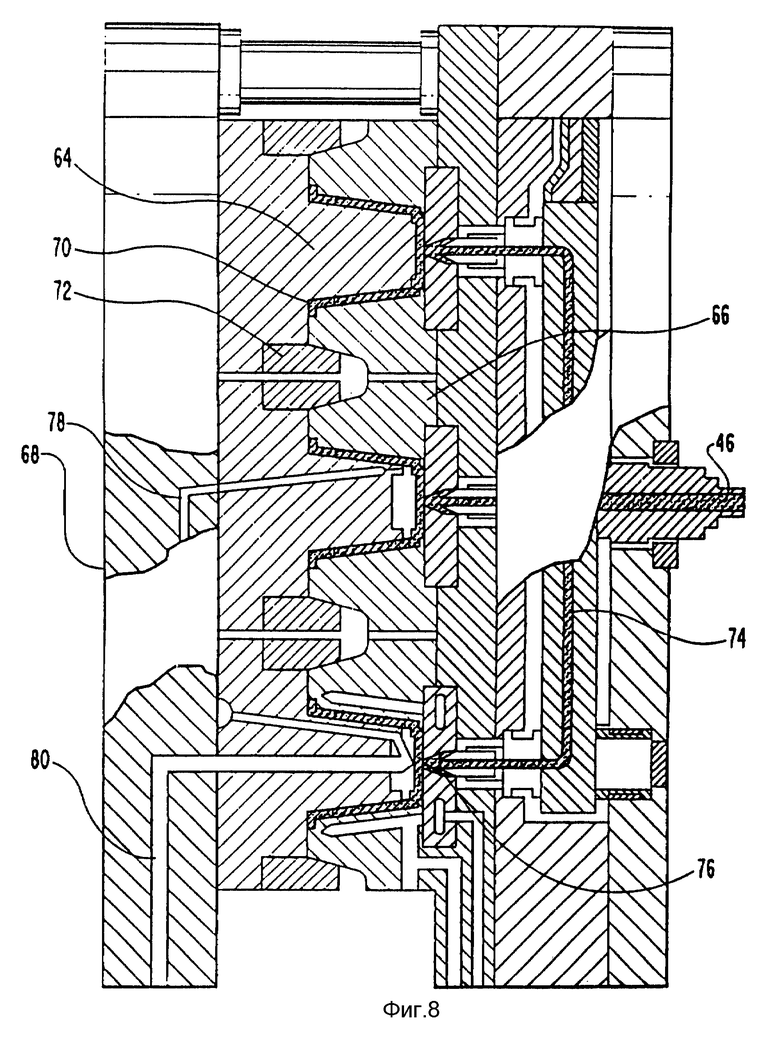
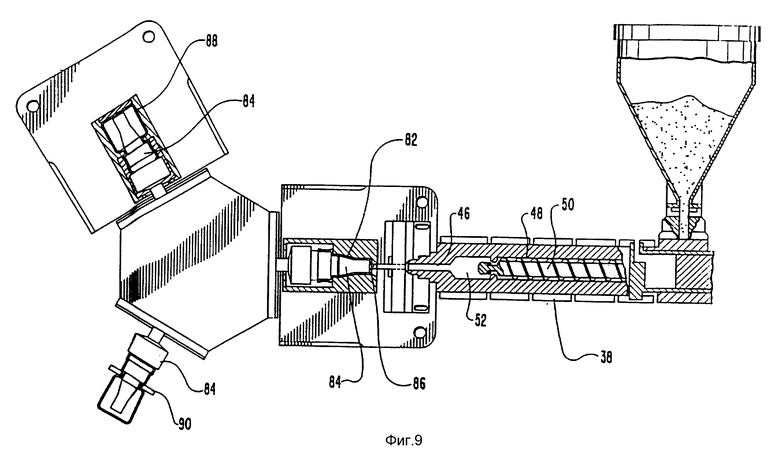
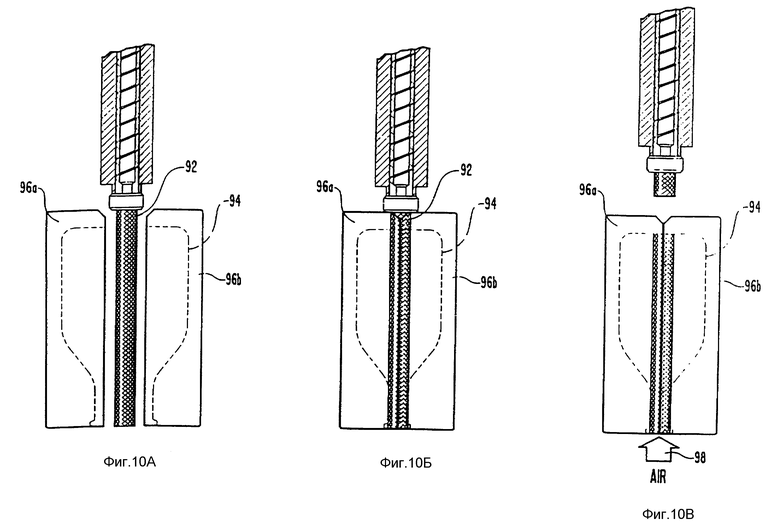
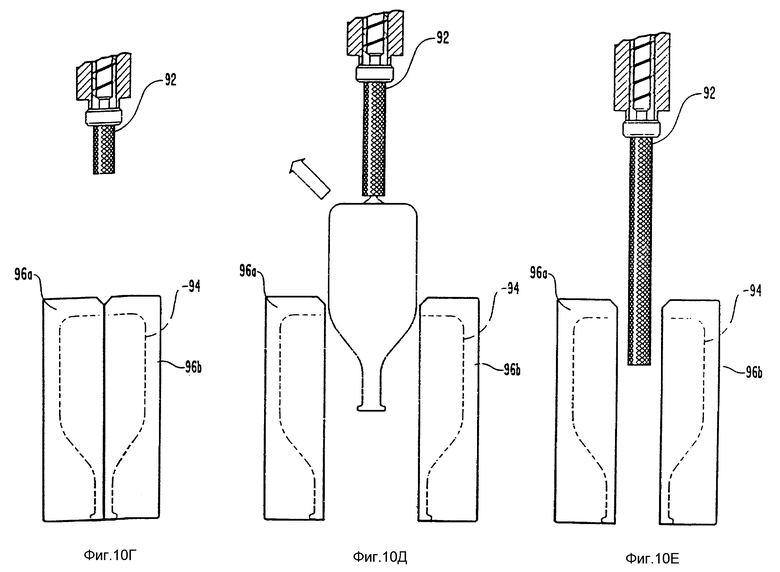
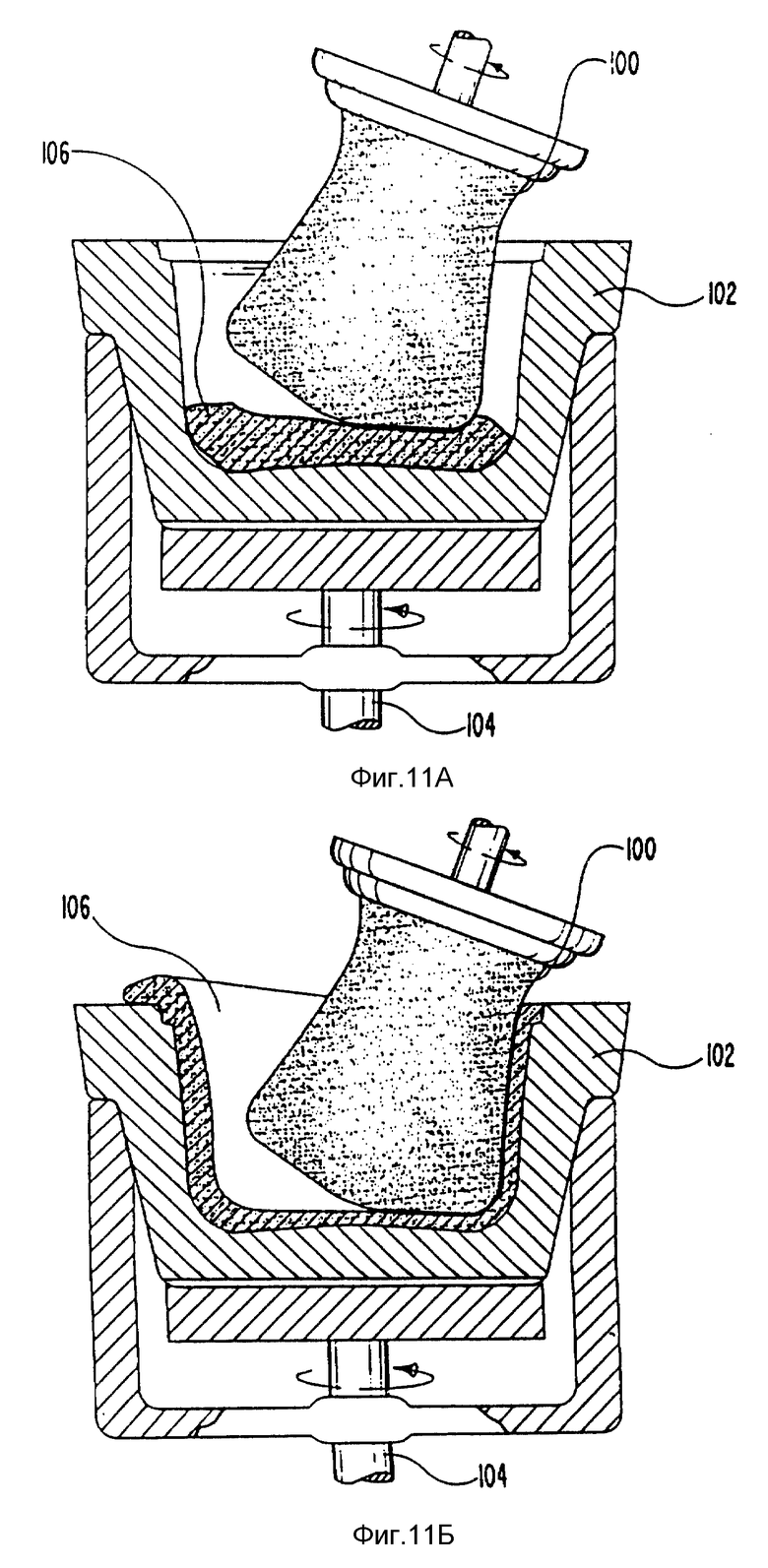
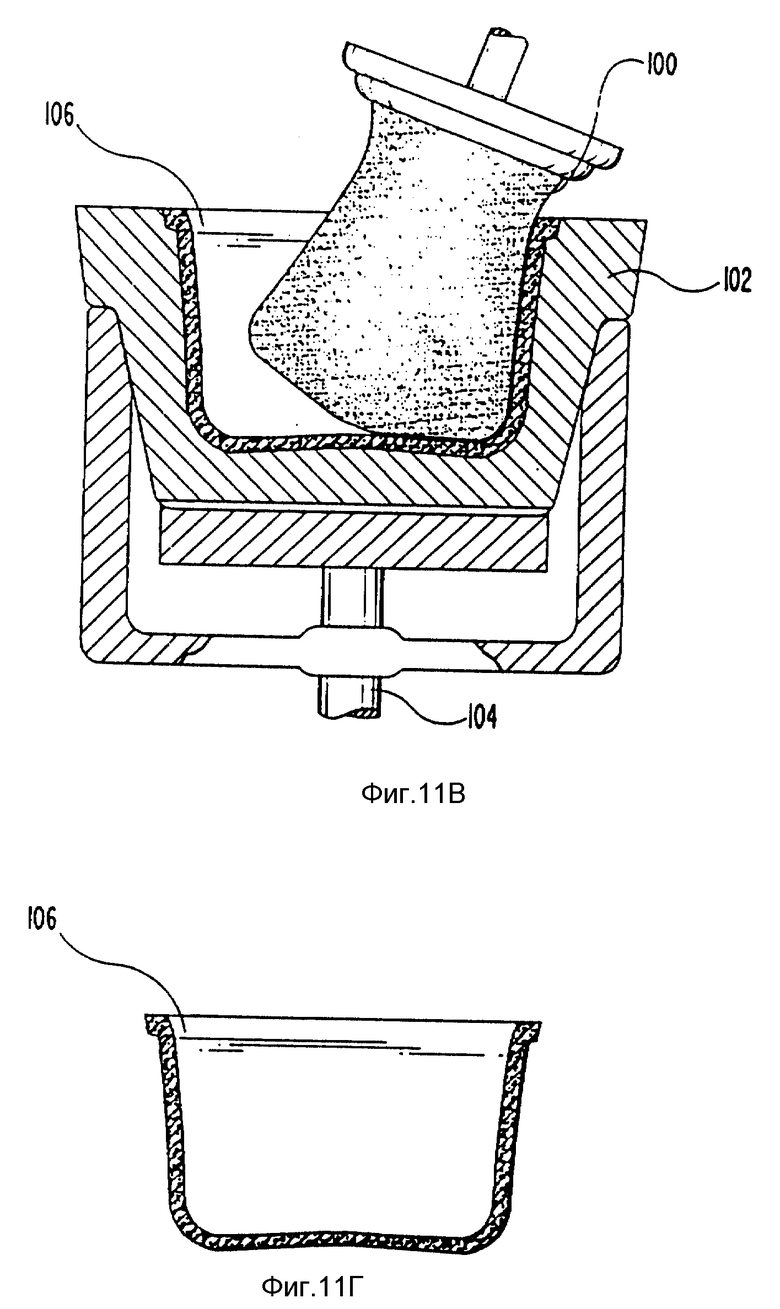
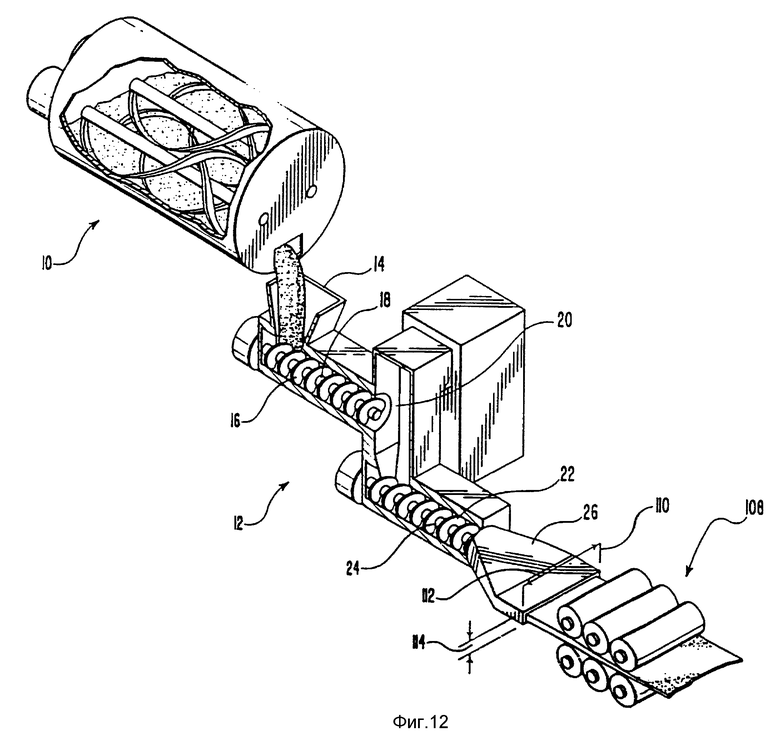
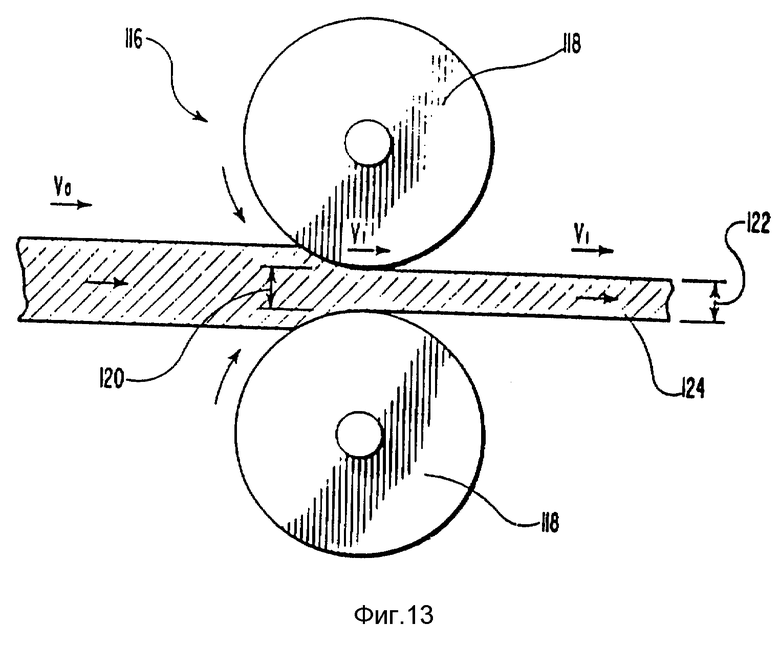
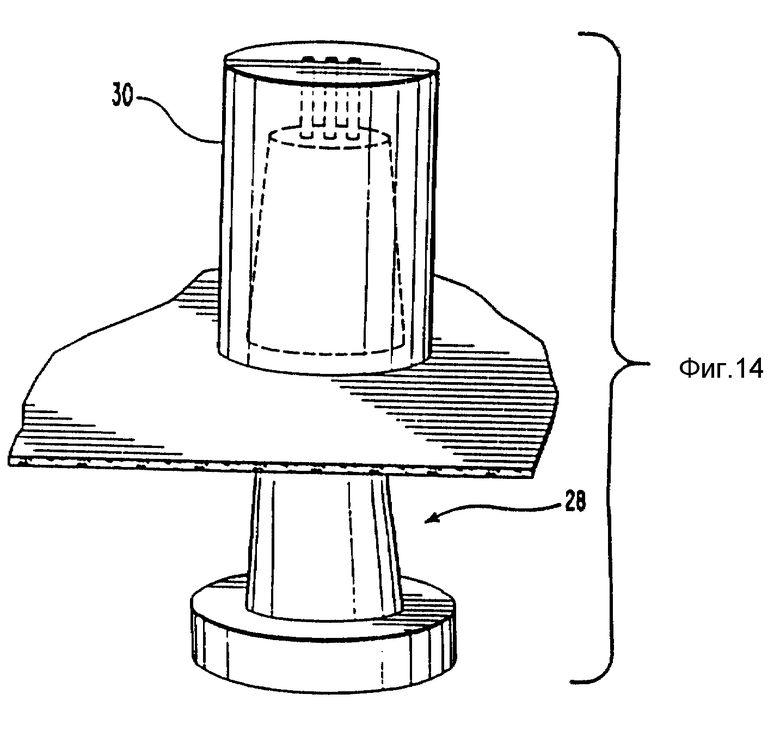
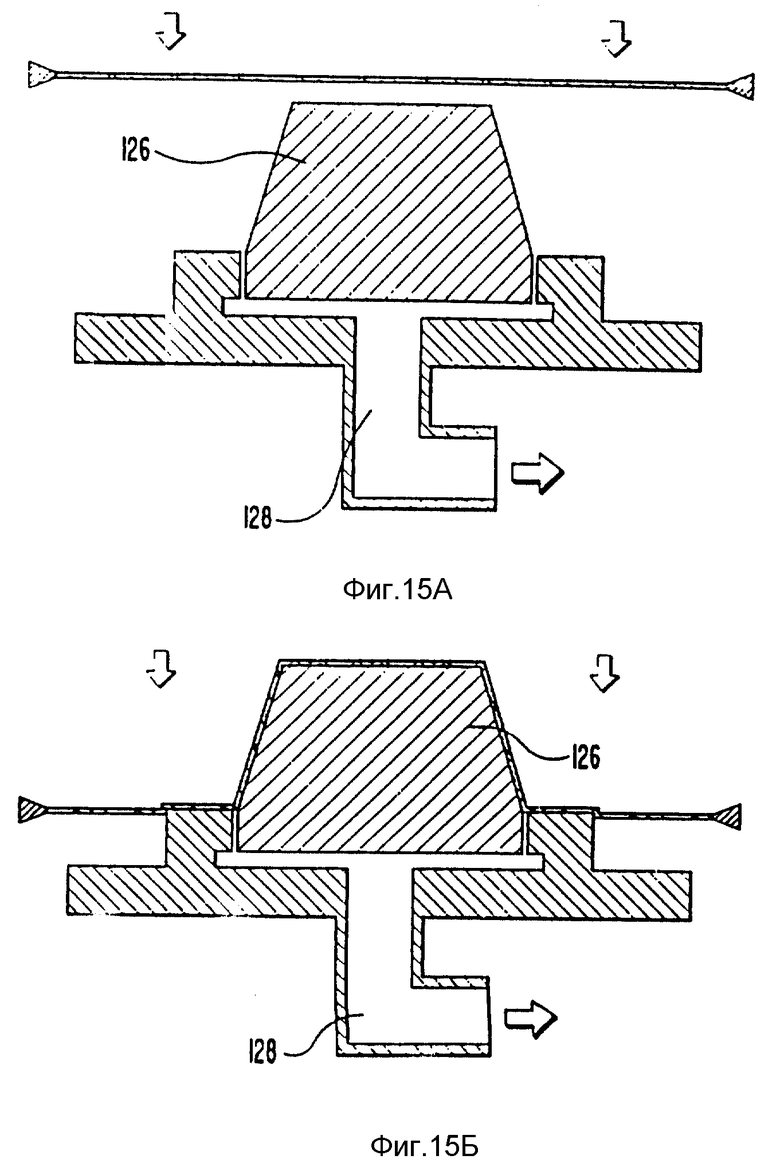
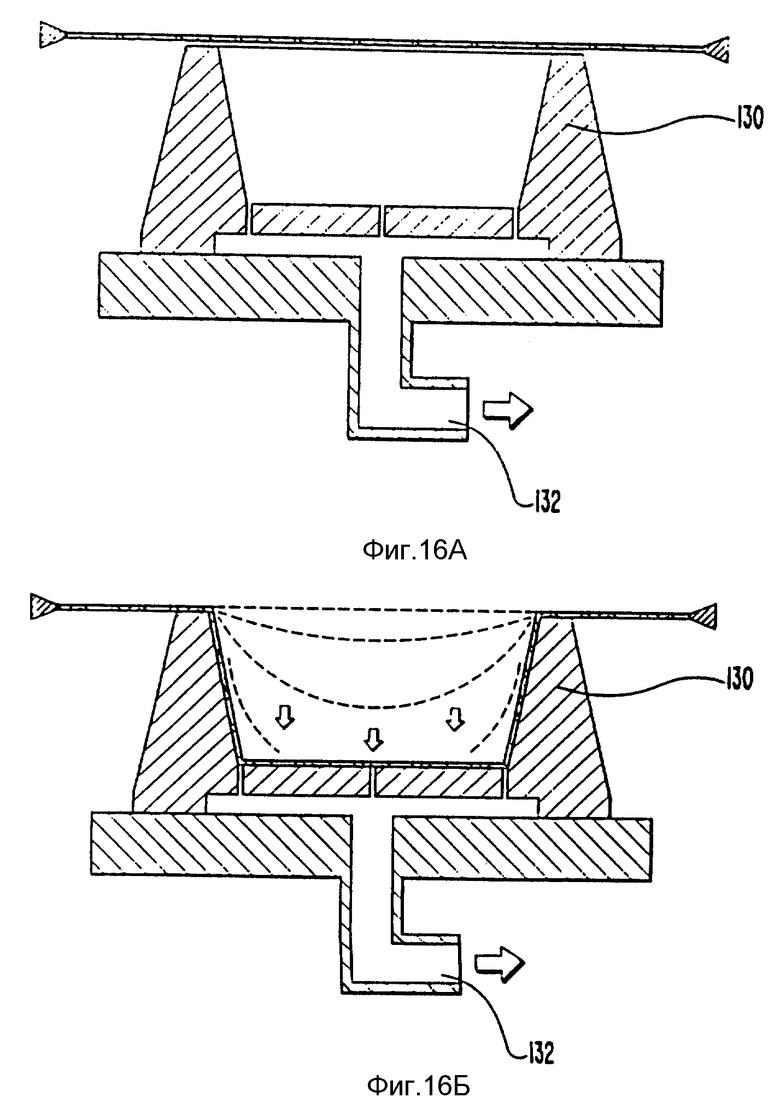
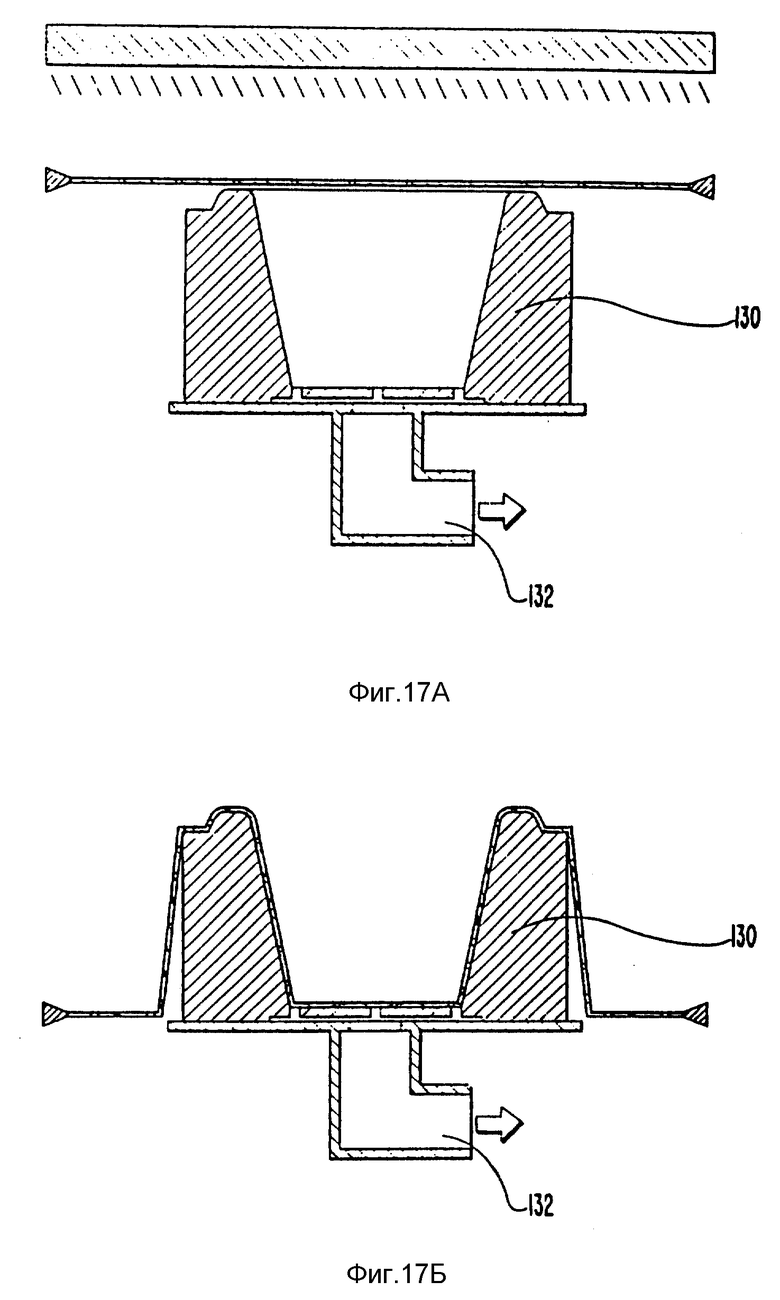
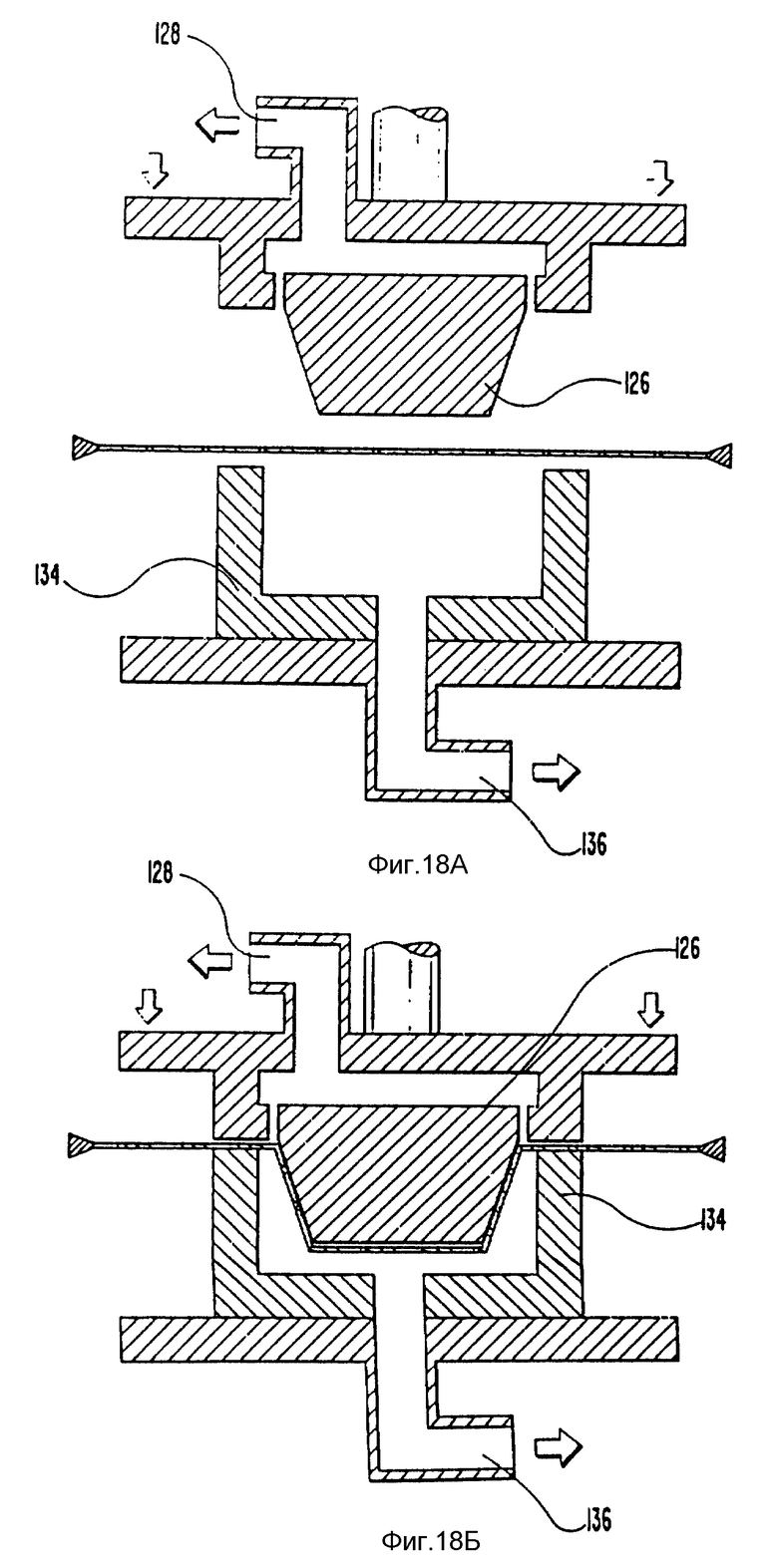
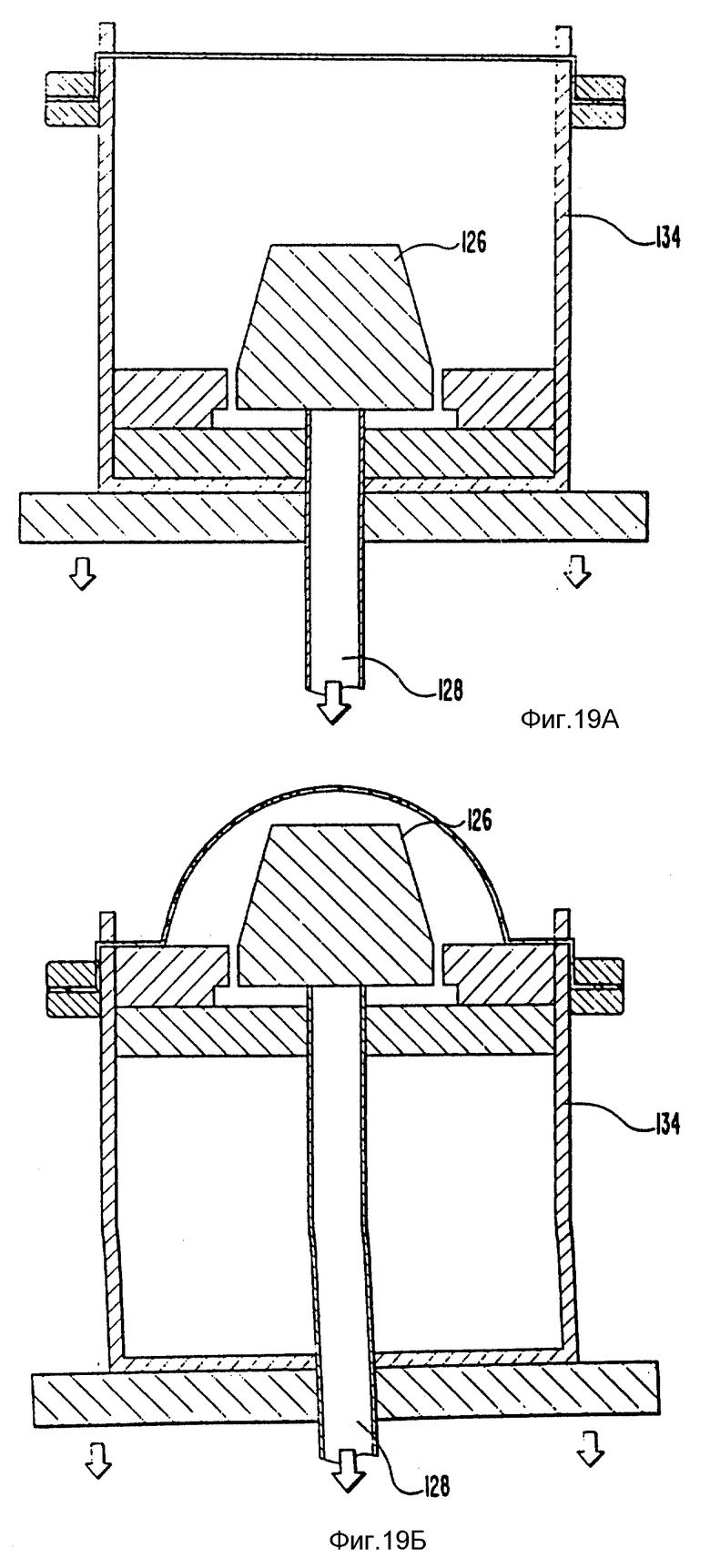
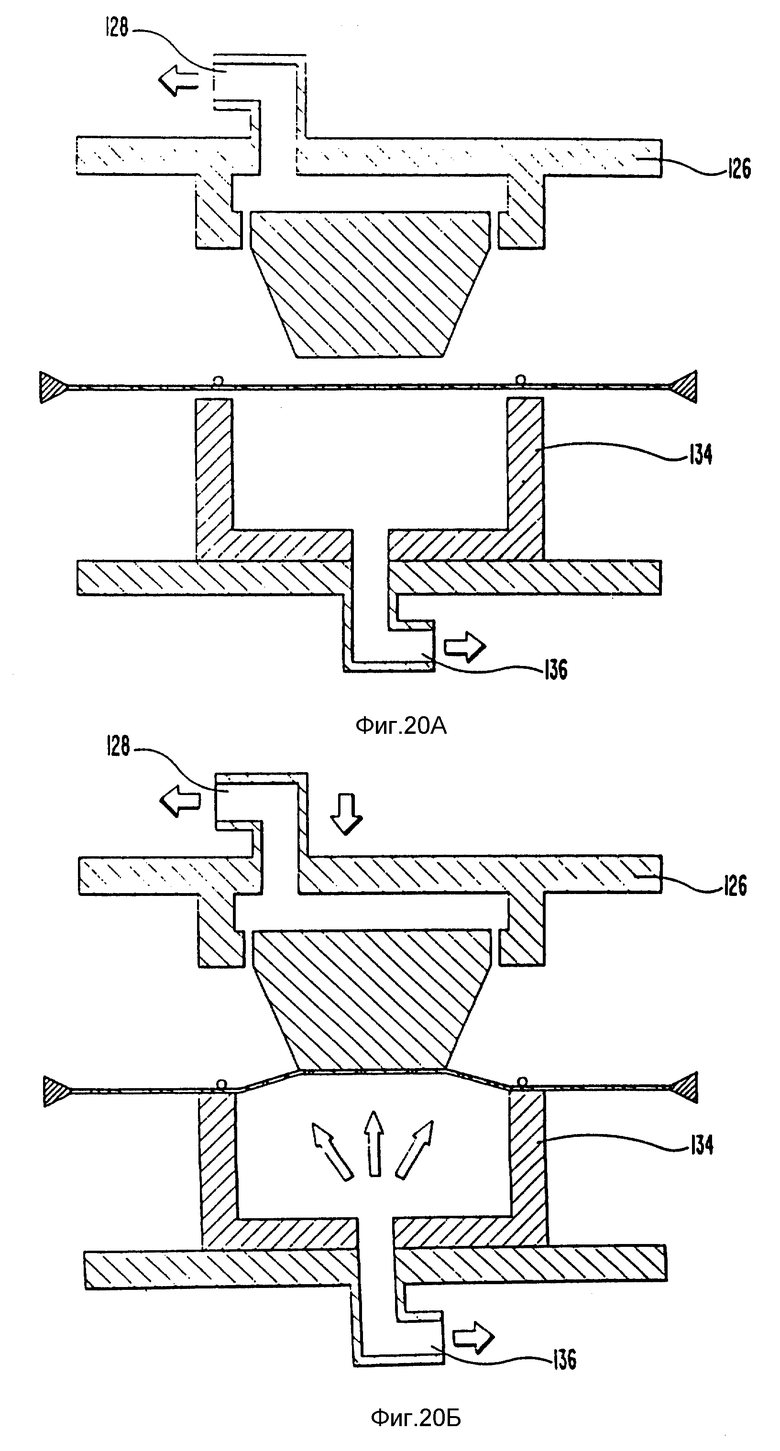
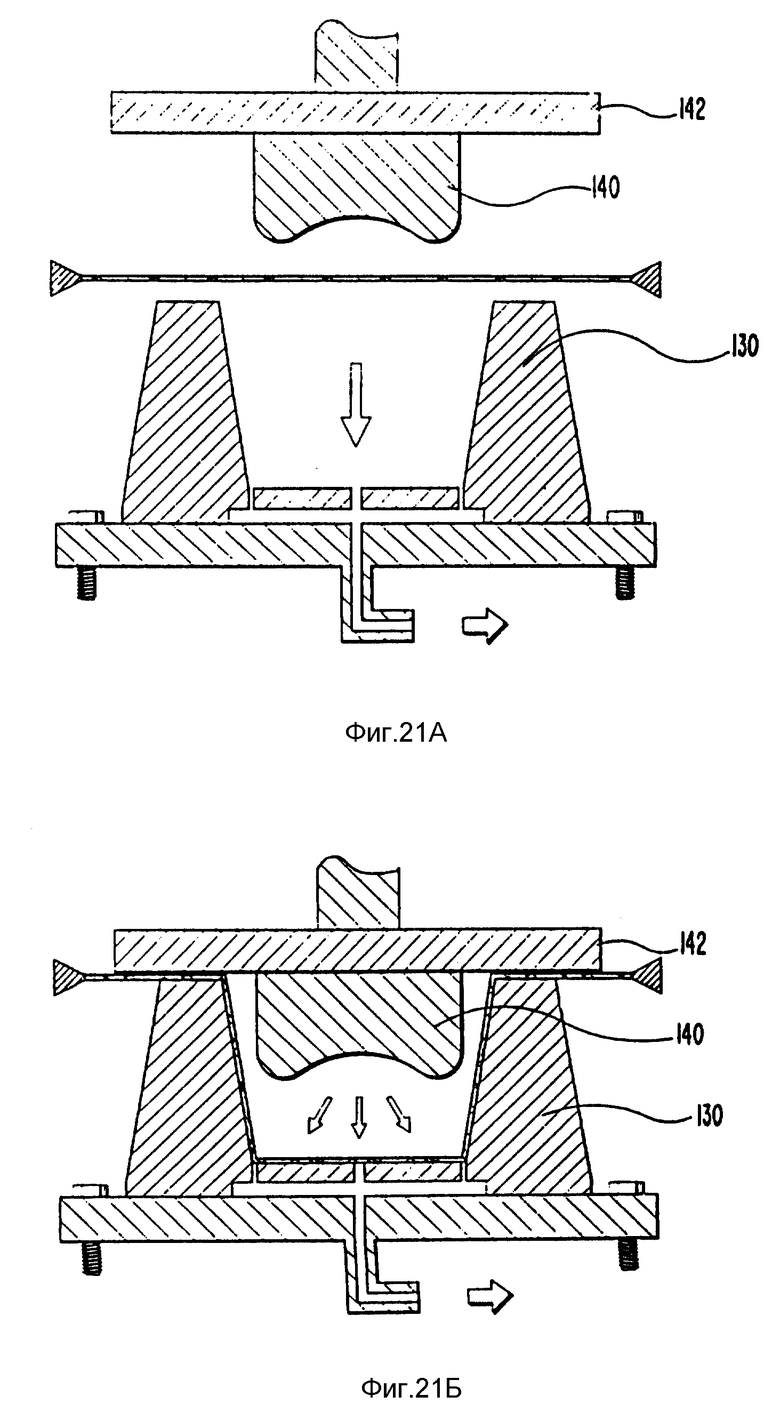
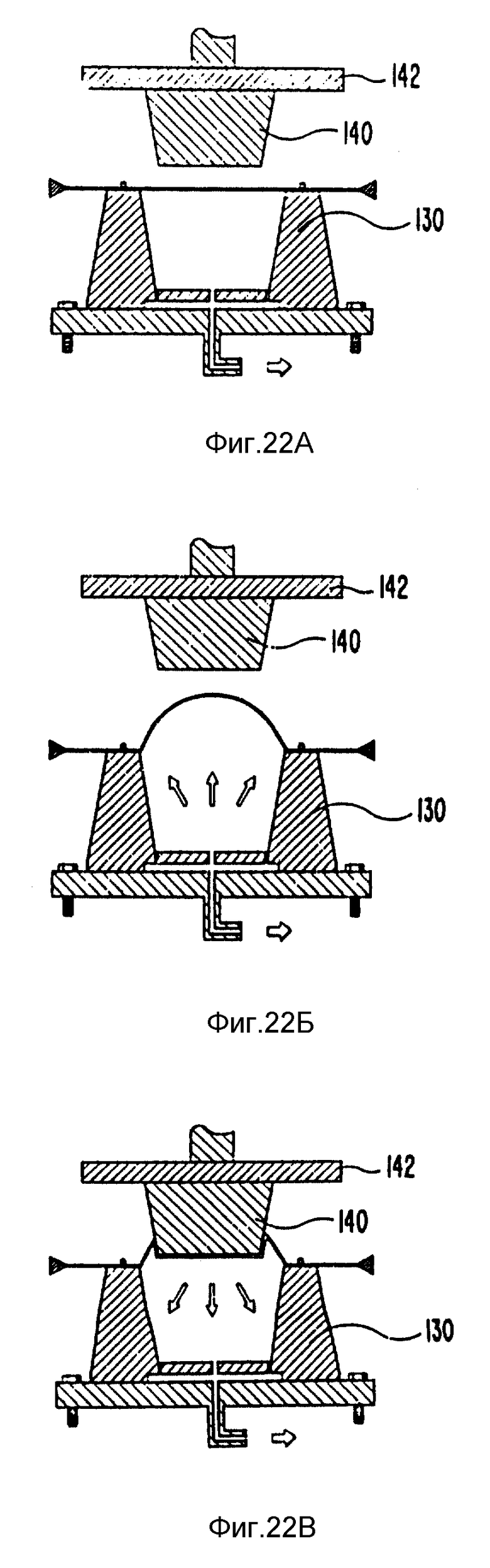
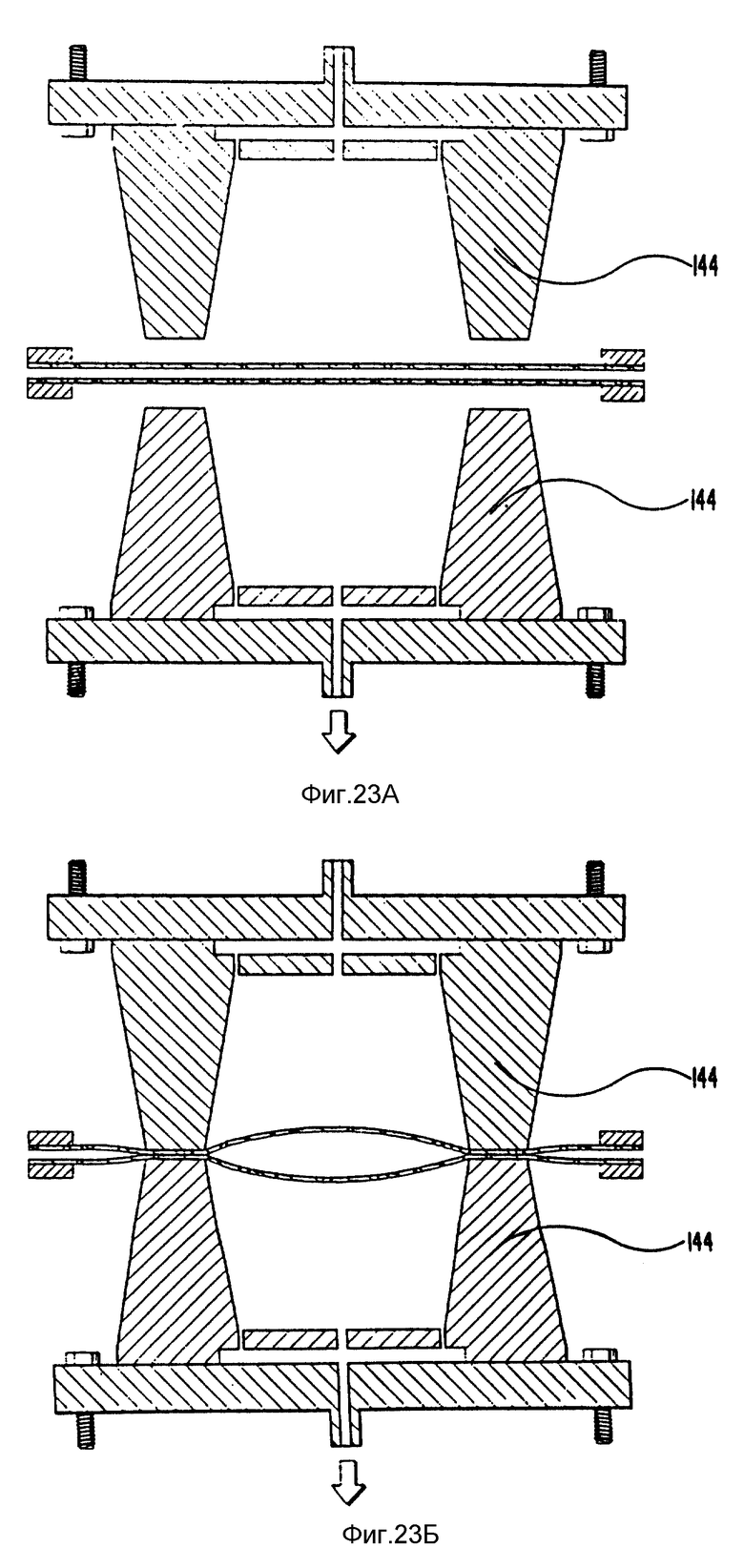
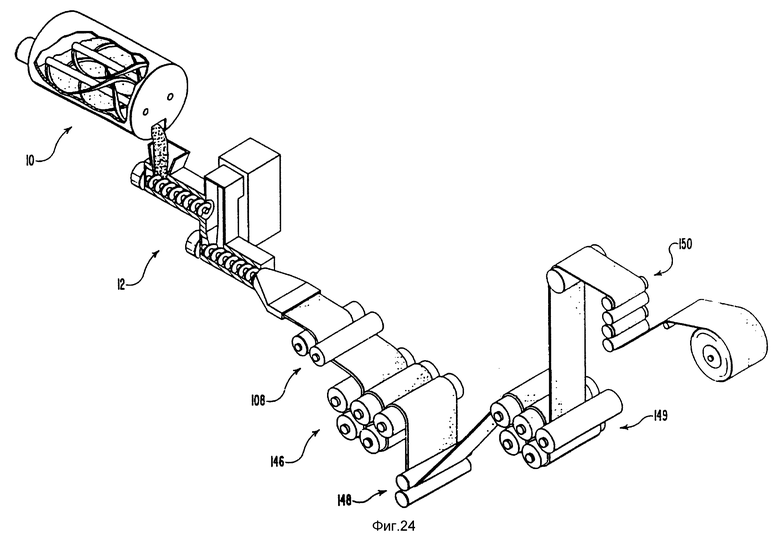
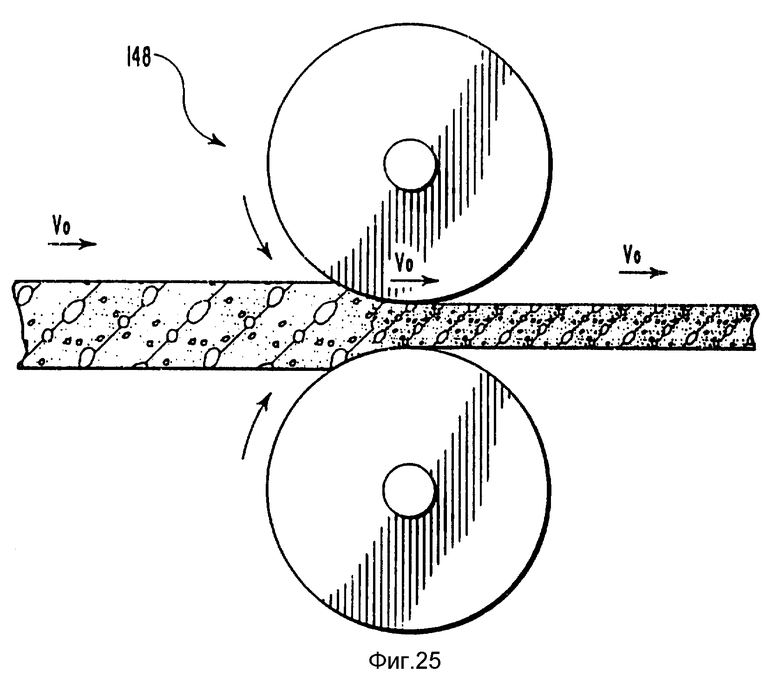
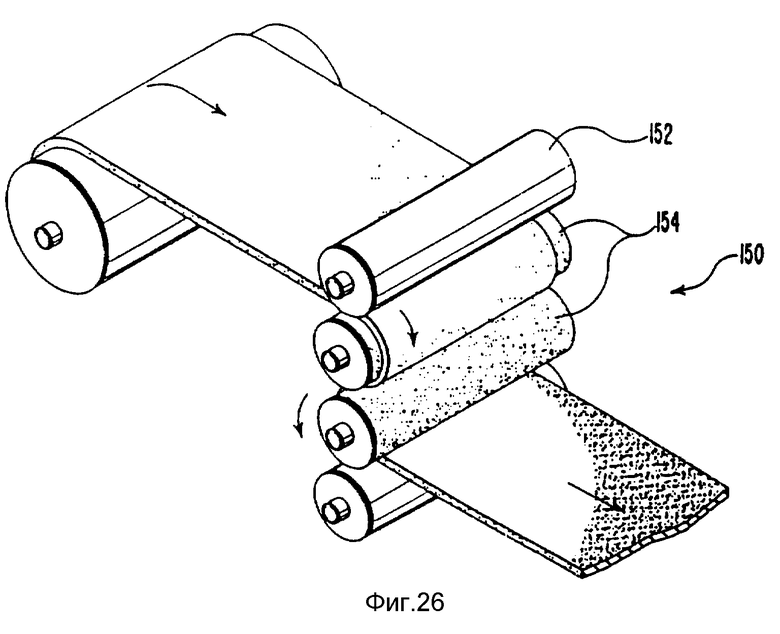
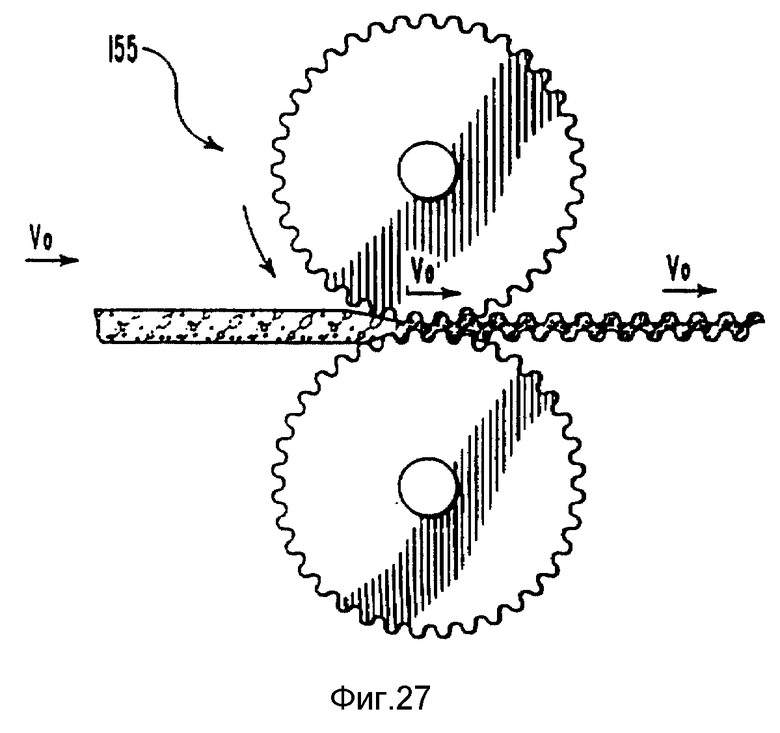
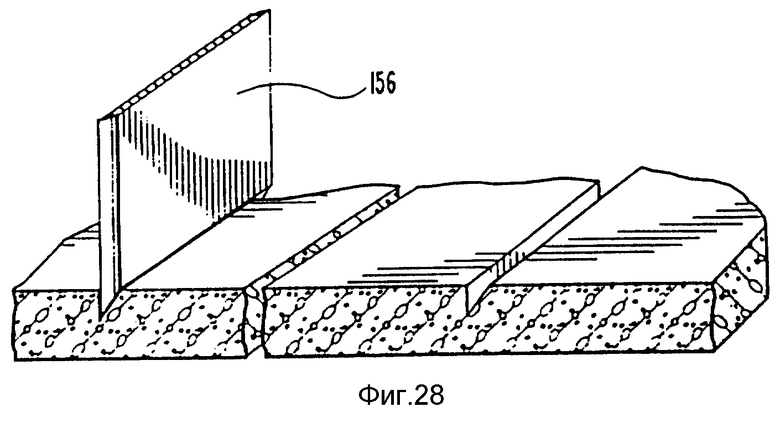
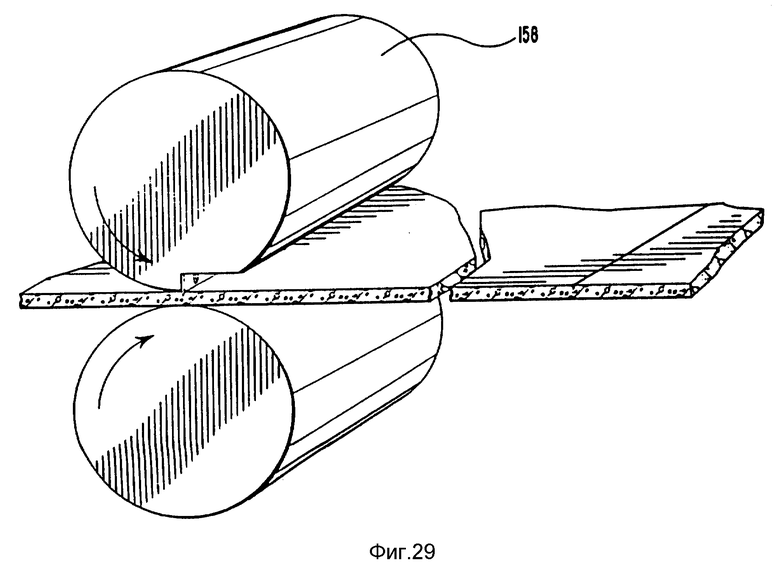
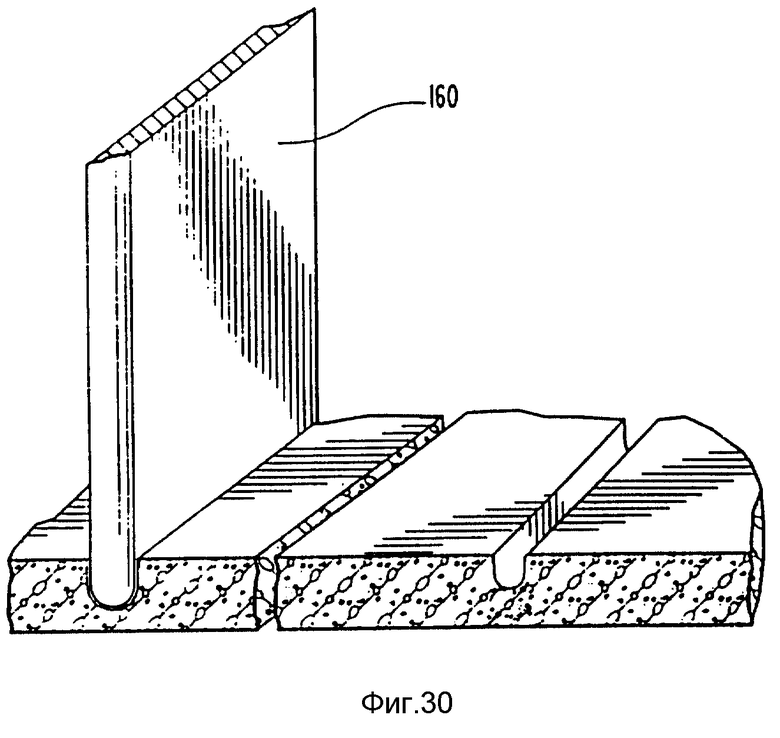
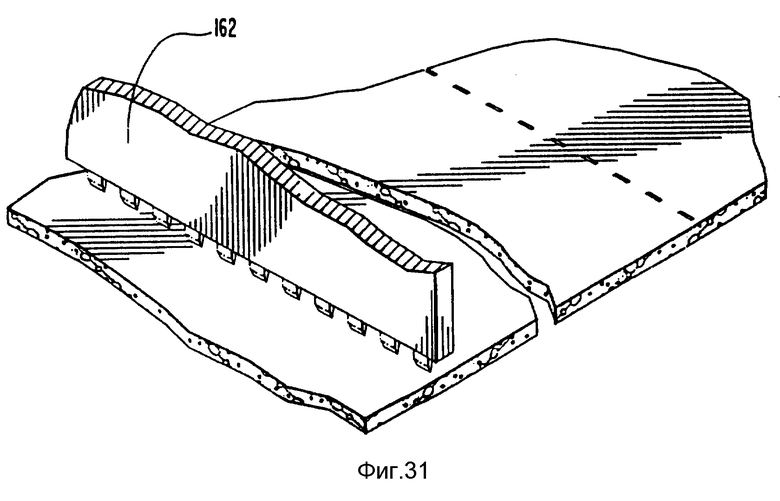
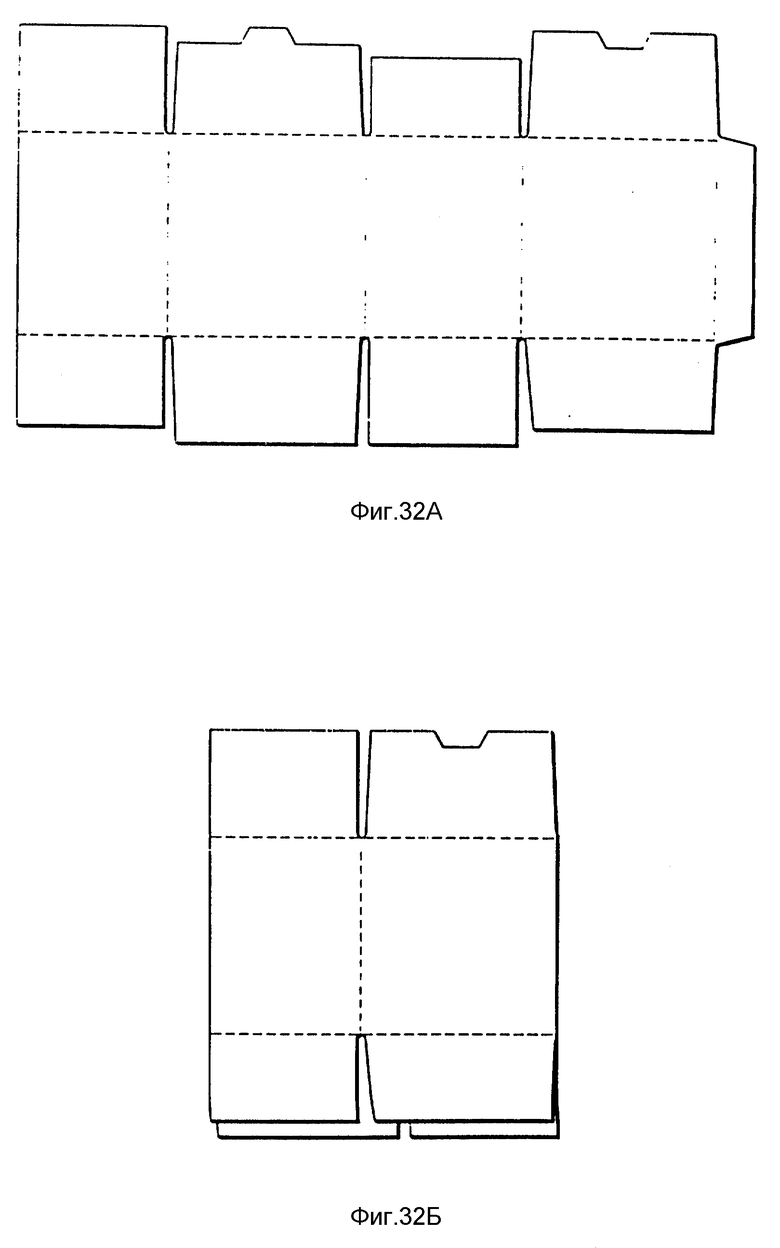
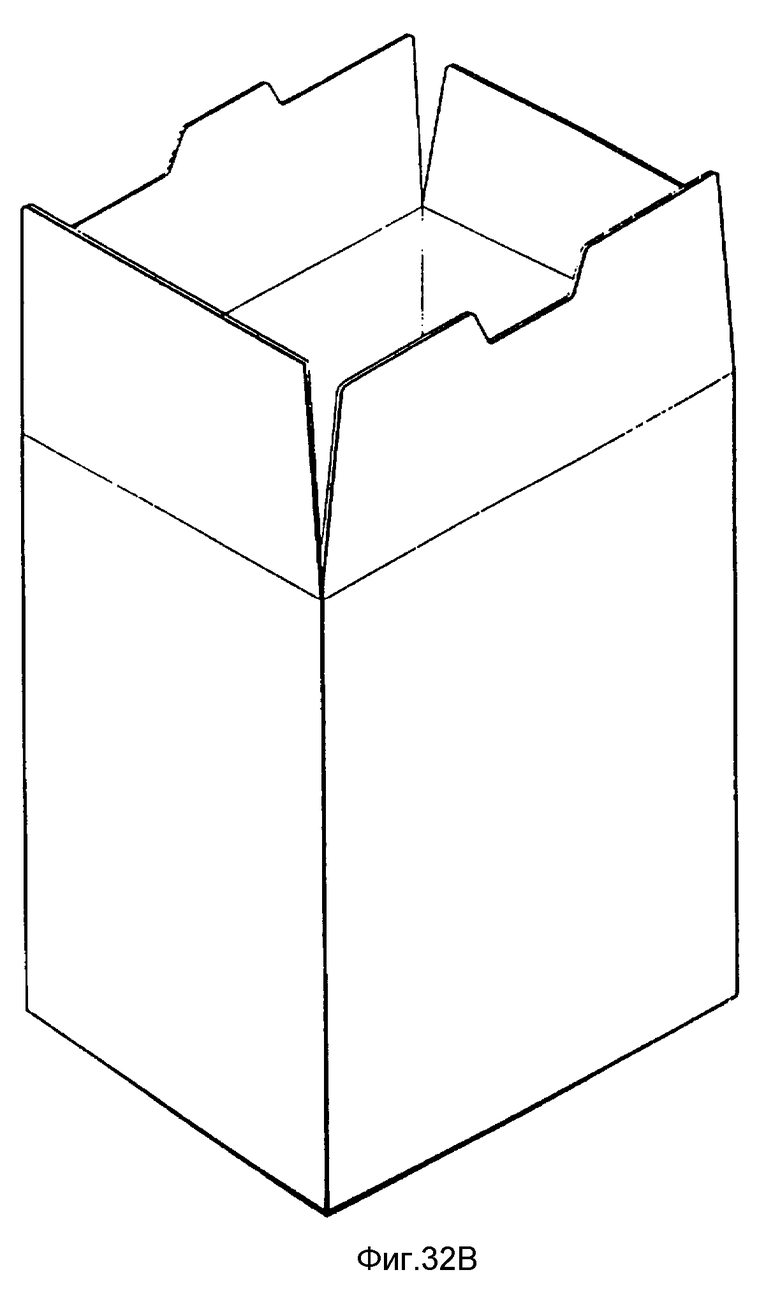
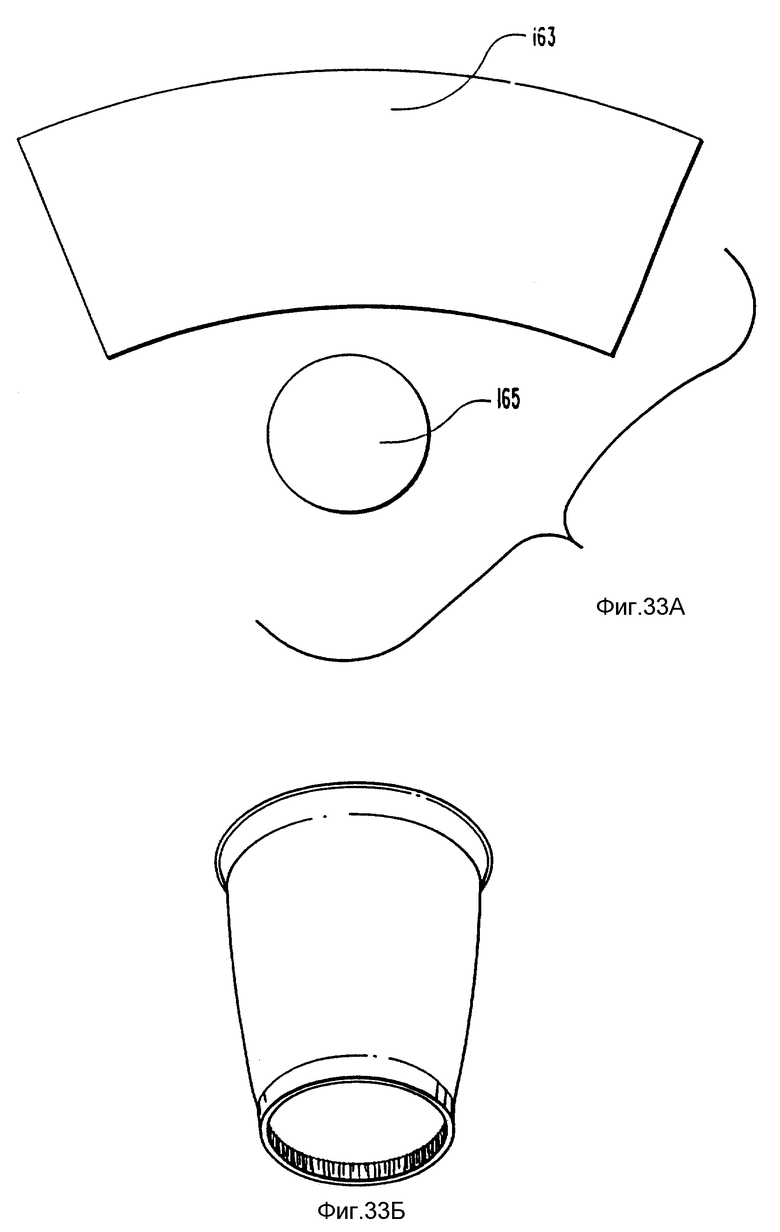
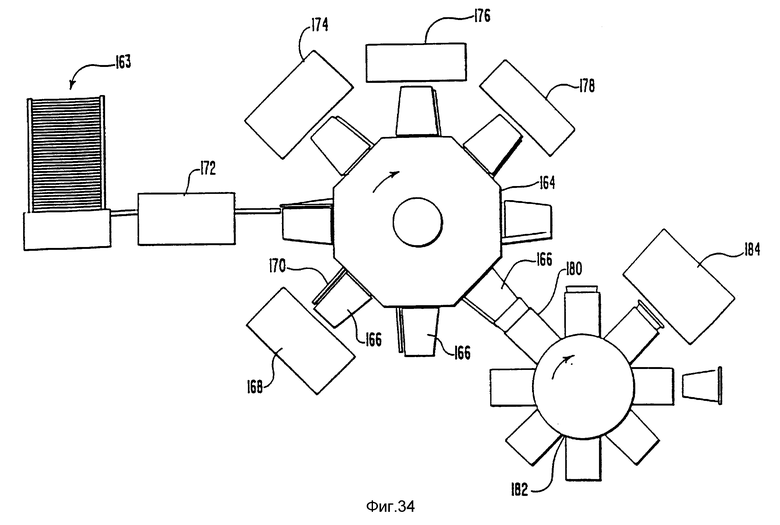
Описываются изделия, способы и устройства для изготовления изделий, включая контейнеры и упаковочные материалы, из гидравлически твердеющих и неорганически наполненных материалов. Подходящие соединения приготовляются путем смешивания вместе гидравлически твердеющего связующего вещества или органического связующего вещества, воды и соответствующих добавок, таких как заполнители, волокна и модифицирующие реологические свойства вещества, которые придают заранее определенные свойства, такие, что образуемые из них изделия имеют желаемые эксплуатационные характеристики. Желаемое изделие можно отформовать из смеси с использованием самых разных процессов формования, включая прессование в матрицах, инжекционное формование, формование с дутьем, джиггиринг, формование влажных листов и формование сухих листов. Процессы формования листа требуют, чтобы смесь сначала была отформована в виде листа, например, с использованием экструдера или роликов, после чего лист формуется и твердеет. На изделие можно накладывать печатные отличительные знаки или покрытие. Технический результат: получение гидравлически твердеющих и неорганически наполненных изделий, аналогичных по свойствам бумаге, картону, полистиролу, пластмассе или металлам, при использовании традиционного оборудования, при исключении загрязнения окружающей среды, при низком энергопотреблении. 6 с. и 146 з.п. ф-лы, 34 ил.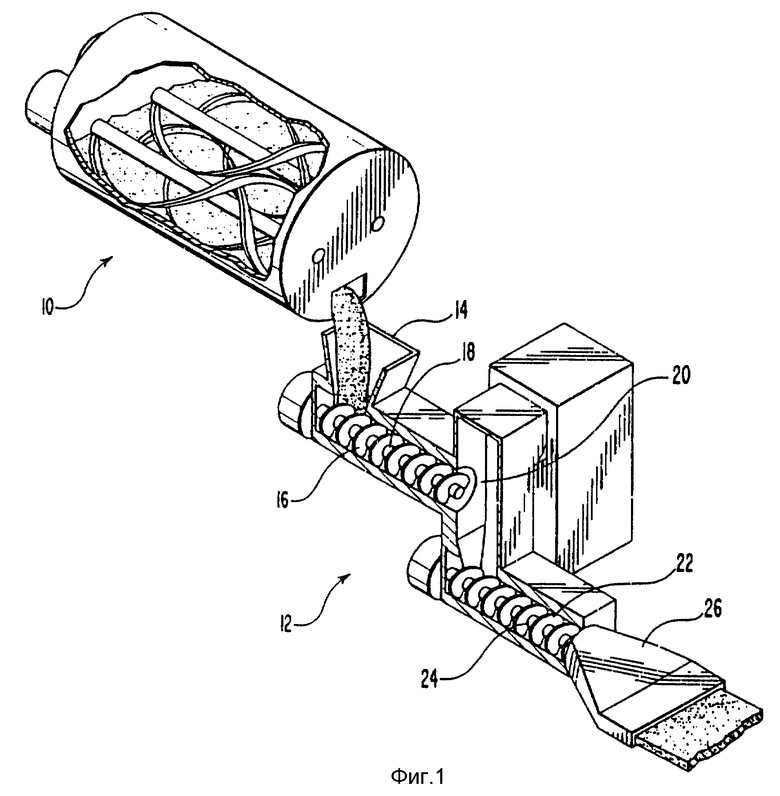
Приоритет по пунктам:
21.07.93 и 19.11.93 - по пп.1, 30, 59, 89, 119;
21.07.93 - по пп.2 - 29, 31 - 58, 60 - 88, 90 - 118, 120 - 137, 139 - 152;
19.11.93 - по п.138.
| US 4445970 A, 01.05.84 | |||
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ КОНТЕЙНЕРА КАМЕРЫ ВЫСОКОГО ДАВЛЕНИЯ | 1987 |
|
RU1591411C |
| Шихта для контейнеров сверхвысокого давления | 1976 |
|
SU642271A1 |
| US 4588443 A, 13.05.86 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАРЯДОВ ДЛЯ РАКЕТНЫХ ДВИГАТЕЛЕЙ ТВЕРДОГО ТОПЛИВА | 2002 |
|
RU2220934C2 |
| Мишутин А.В | |||
| Бетоны повышенной коррозионной стойкости в виноматериалах | |||
| Сб.: Шлакощелочные цементы, бетоны и конструкции | |||
| Тезисы докладов II Всес.научно-практической конференции | |||
| - Киев, 1984, с | |||
| Способ изготовления фасонных резцов для зуборезных фрез | 1921 |
|
SU318A1 |

