Эта цель достигается тем, что по способу изготовления бетонных и железобетонных изделий с каналами, вкл чающему установку в форму каналообраз-ователя, выполненного из эластичной трубки с сердечником, формование твердение и распалубку изделия, в качестве сердечника используют трос, который после установки каналообразователя натягивают, а перед распалубкой натяжениеснимают.
В описываемом способе габариты канала образует трубка из эластичног материала, а конструктивную жесткост каналообразователя создает расположенный в трубке трос. Последний до начала формования натягивается любым известным способом и остается в струнообразном состоянии весь последующий период до окончания пропаривания бетонного изделия или до момента набора бетоном распалубочной прочности Перед распалубкой напряжение троса снимается, и его без особого усилия извлекают из эластичной трубки, которую также извлекают из изделия, и она может быть использована повторно
Описываемый способ позволяет образовывать каналы неограниченной длины при расчетном диаметре в любой зоне бетонной конструкции с отступлением от прямолинености за счет перегибов около промежуточных опор и не требует большого свободного пространств при извлечении каналообразователя из канала большой длины.Способ поясняется чертежами.
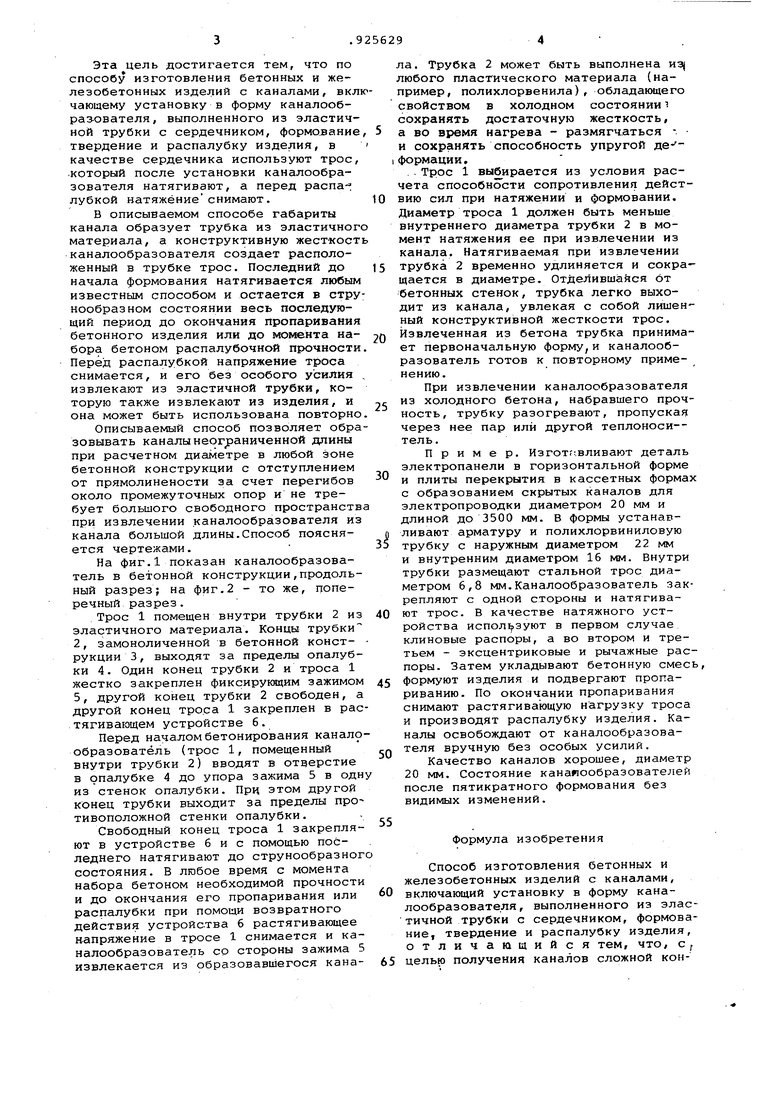
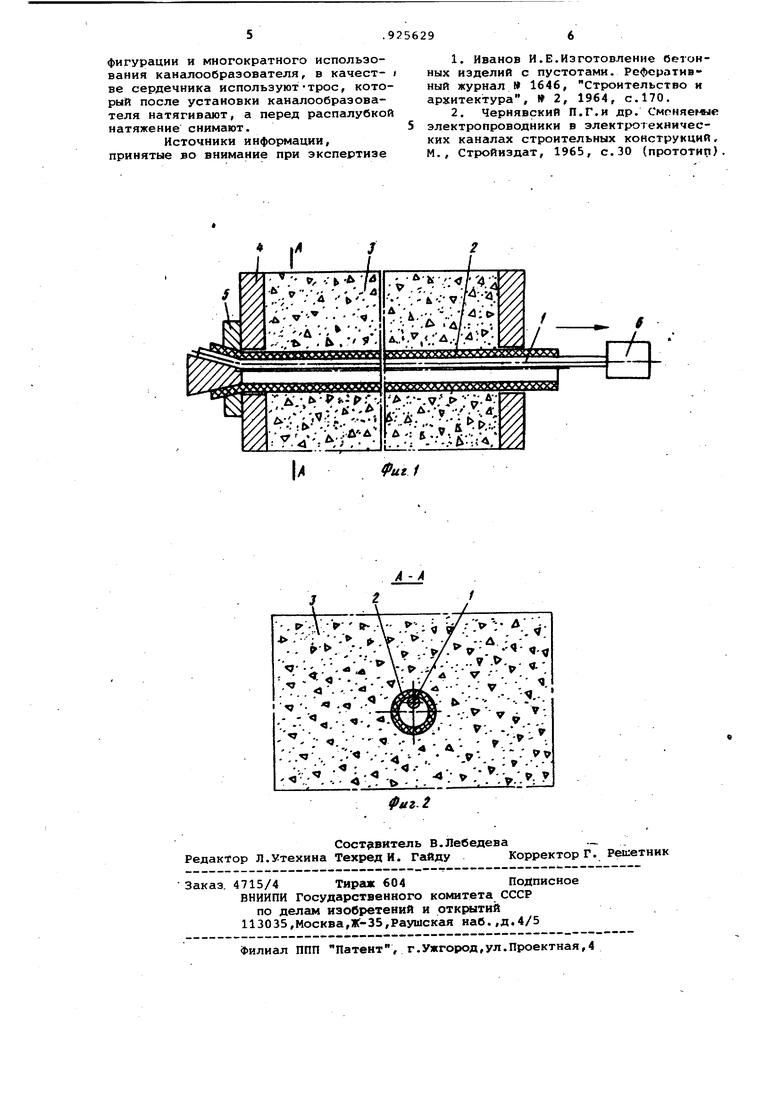
На фиг.1 показан каналообразователь в бетонной конструкции,продольный разрез; на фиг.2 - то же, поперечный разрез .
Трос 1 помещен внутри трубки 2 из эластичного материала. Концы трубки 2, замоноличенной в бетонной конструкции 3, выходят за пределы опалубки 4. Один конец трубки 2 и троса 1 жестко закреплен фиксирующим зажимом 5, другой конец трубки 2 свободен, а другой конец троса 1 закреплен в растягивающем устройстве б.
Перед началом бетонирования каналообразоватёль (трос 1, помещенный внутри трубки 2) вводят в отверстие в опалубке 4 до упора зажима 5 в одн из стенок опалубки. Прц этом другой конец трубки выходит за пределы противоположной стенки опалубки.
Свободный конец троса 1 закрепляют в устройстве бис помощью последнего натягивают до струнообразног состояния. В лгобое время с момента набора бетоном необходимой прочности и до окончания его пропаривания или распалубки при помощи возвратного действия устройства 6 растягивающее напряжение в тросе 1 снимается и каналообразователь со стороны зажима 5 извлекается из образовавшегося канала. Трубка 2 может быть выполнена из( любого пластического материала (например, полихлорвенила), обладающего свойством в холодном состоянии сохранять достаточную жесткость, а во время нагрева - размягчаться и сохранять способность упругой де-I формации.
..Трос 1 выбирается из условия расчета способности сопротивления действию сил при натяжении и формовании. Диаметр троса 1 должен быть меньше внутреннего диаметра трубки 2 в момент натяжения ее при извлечении из канала. Натягиваемая при извлечении трубка 2 временно удлиняется и сокращается в диаметре. Отделившаяся от бетонных стенок, трубка легко выходит из канала, увлекая с собой лишенный конструктивной жесткости трос. Извлеченная из бетона трубка принимает первоначальную форму, и каналообразователь готов к повторному применению.
При извлечении каналообразователя из холодного бетона, набравшего прочность, трубку разогревают, пропуская через нее пар или другой теплоноси- тель.
Пример. Изготг:вливают деталь электропанели в горизонтальной форме и плиты перекрытия в кассетных формах с образованием скрытых каналов для электропроводки диаметром 20 мм и длиной до 3500 мм. В формы устанавливают арматуру и полихлорвиниловую трубку с наружным диаметром 22 мм и внутренним диаметром 16 мм. Внутри трубки размещают стальной трос диаметром 6,8 мм.Каналообразователь закрепляют с одной стороны и натягивают трос. В качестве натяжного устройства используют в первом случае клиновые распоры, а во втором и третьем - эксцентриковые и рычажные распоры. Затем укладывают бетонную смесь формуют изделия и подвергают пропариванию. По окончании пропаривания снимают растягивающую нагрузку троса и производят распалубку изделия. Каналы освобождают от каналообразователя вручную без особых усилий.
Качество каналов хорошее, диаметр 20 мм. Состояние канаяообразователей после пятикратного формования без видимых изменений.
Формула изобретения
Способ изготовления бетонных и железобетонных изделий с каналами, 60 включающий установку в форму каналообразователя, выполненного из эластичной трубки с сердечником, формование, твердение и распалубку изделия, отличающийся тем, что, с, 65 целью получения каналов сложной конфигурации и многократного использования каналообраэователя, в качест- ве сердечника используют-трос, который после установки каналообразователя натягивают, а перед распалубкой натяжение снимают.
Источники информации, принятые во внимание при экспертизе
1.Иванов И.Е.Изготовление бетонных изделий с пустотами, РефсротивныЯ журнал 1646, Строительство и архитектура, 2, 1964, с.170.
2.Чернявский П.Г.и др. Смоняег«4С электропроводники в электротехнических каналах строительных конструкций, М., Стройиздат, 1965, с.30 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ КАНАЛОВ В БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЯХ | 1990 |
|
RU2020065C1 |
| СПОСОБ ВОЗВЕДЕНИЯ МОНОЛИТНОГО ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННОГО ЖЕЛЕЗОБЕТОННОГО КАРКАСА ЗДАНИЯ | 2008 |
|
RU2384675C1 |
| ПУСТОТООБРАЗОВАТЕЛЬ | 1992 |
|
RU2010705C1 |
| СПОСОБ ВОЗВЕДЕНИЯ МОНОЛИТНОГО ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННОГО ЖЕЛЕЗОБЕТОННОГО КАРКАСА ЗДАНИЯ | 2008 |
|
RU2382852C1 |
| Устройство для образования гнезд под электроустановочные приборы | 1984 |
|
SU1187996A1 |
| Способ изготовления изделий с каналами | 1974 |
|
SU591317A1 |
| СПОСОБ ВОЗВЕДЕНИЯ МОНОЛИТНОГО МНОГОПРОЛЕТНОГО ПЕРЕКРЫТИЯ | 2019 |
|
RU2710229C1 |
| Установка для изготовления трубчатых изделий | 1978 |
|
SU961978A1 |
| СПОСОБ ВОЗВЕДЕНИЯ КАРКАСА СООРУЖЕНИЙ | 2016 |
|
RU2618817C1 |
| Каналообразователь | 1987 |
|
SU1454708A2 |
Фиг1
