( УСТРОЙСТВО ДЛЯ ИНДИКАЦИЯ МЕТАЛЛА
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидроэлектрический датчик для контроля параметров прокатываемой полосы | 1981 |
|
SU986530A1 |
| Устройство для индикации металла | 1981 |
|
SU1020173A1 |
| Устройство для определения овализации проката | 1980 |
|
SU933145A1 |
| Гидроэлектрический датчик | 1980 |
|
SU899180A1 |
| Гидроэлектрический датчик | 1980 |
|
SU908454A1 |
| Гидроэлектрический измеритель параметров прокатываемой трубы | 1980 |
|
SU942833A1 |
| Гидроэлектрический датчик | 1979 |
|
SU818689A1 |
| Устройство для индикации металла | 1977 |
|
SU622525A1 |
| Устройство для индикации металла | 1975 |
|
SU561581A1 |
| Гидроэлектрический датчик | 1980 |
|
SU899178A1 |
1
Устройство относится к прокатному производству л может быть использовано для контроля заполнения металлом калибров сортовых и трубопрокатных станов в процессе прокатки.
Известно устройство для индикации металла при прокатке, которое состоит из подводящей трубы с насадкой, направляющей струю воды на металл, причем подводящая труба выподнена с изоляционными патрубками, первые два из них включены в цепь усилителя, а другие патрубки - в цепь источника питания Г 1.
Недостатком известного устройства индикации металла является низкая надежность в результате появления неконтролируемых цепей утечек по поверхности опорных изоляторов. Это устройство функционально определяет наличие или отсутствие металла и не обладает метрологической характеристикой.
Наиболее близким к предлагаемому является устройство для индикации металла, содержащее водоподводящий трубопровод, насадку, направляющую струю воды на металл, опорный изо лятор, электрод, помещенный коаксиаЛьно в насадку, источник электрического питания, усилитель. Электродом является оголенный конец тонкого проводника с водостойкой изоляцией. Устройство имеет высокую надежность, исключающую влияние неконтролируемых цепей утечек по поверхности опорного изолятора,2.
Однако это устройство, как и предыдущие, функционально определяет наличие или отсутствие металла в локальной зоне и не- обладает метроло20гической характеристикой.
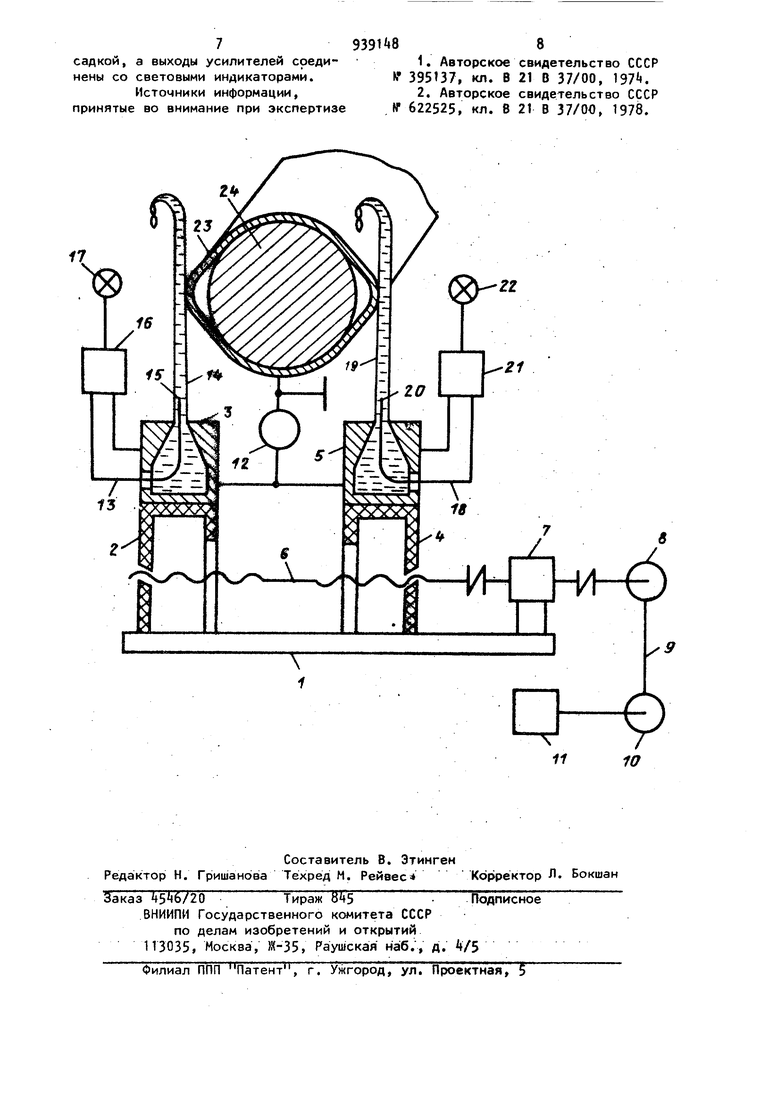
Качество заполнения калибров металлом оценивается по отклонению геометрических размеров прокатываемой 3 полосы от базовых (исходных ) размер формирующего калибра. При переполнении калибра металло на полосе образуются бунты или лампасы, приводящие к снижению качества продукции и увеличению расходного коэффициента металла, при отклонении размеров ниже устано ленного номинала, превышающего допу полоса бракуется по несоответствии геометрических размеров. Цель изобретения - улучшение качества прокатываемой полосы. Поставленная цель достигается тем, что устройство, содержащее .водоподводящий трубопровод,- насадку опорный изолятор электрод, помещенный коаксиально в насадку, источник электрического питания и усилитель, введены дополнительные насадки, реверсивный привод, сельсиндатчик, сельсин-приемник, счетчикпродуктиметр и световые индикаторы причем насадки расположены на опорных изоляторах, установленных в направляющие пазы основания, и кинематически соединены между собой винтовой парой с левой и правой резьбой, а реверсивный привод соеди нен с винтовой парой и счетчикомпродуктиметром через сельсин-датчик и сельсин-приемник, один полюс источника электрического питания подсоединен к обеим насадкам, а другой полюс заземлен, электроды соеди нены с входами усилителей, которые также соединены с насадкой, а выходы усилителей соединены со свето выми индикаторами. На чертеже схематически изображе но устройство, предназначенное для контроля заполнения калибров непрерывного справочного трубопрокатного стана. На основании 1 в направляющие па зы установлен опорный изолятор 2 с прикрепленной к нему насадкой 3. на этом же основании установлен в направляющие пазы опорный изолято с прикрепленной к нему насадкой 5 Насадки 3 и 5 с опорными изолято рами 2 и k кинематически соединены между собой посредством винтовой пары 6 с левой и правой резьбой. Винтовая пара 6 посредством муфты соединена с электрически реверсивным приводом 7, установленным жестко на основании 1. Реверсивный прив &4 7подсоединен к сельсин-датчику 8, который электрическим кабелем 9 подключен к сельсин-приемнику 10, вал которого связан со счетчикомпродуктиметром П . Источник 12 электрического питания одним полюсом заземлен на металлические конструкции трубопрокатного агрегата, а другим подключен к насадкам 3 и 5. 8насадку 3 установлен проводник 13 с водостойкой изоляцией, который помещен коаксиально в свободную струю 1 с оголенным концом, образующим миниатюрный электрод 15. Этот электрод подключен проводником 13 к входу усилителя 16, второй поп люс которого подсоединен к насадке 3 На выход усилителя 16 подключен световой индикатор 17. Аналогич но в насадку 5 установлен проводник 18, который помещен коаксиально в свободную струю 19 и оголенный конец его образует миниатюрный электрод 20. Этот электрод подключен проводником к насадке 5. На выход усилителя 21 подключен световой индикатор 22. Насадки 3 и 5 устанавливаются на выходной стороне клети трубсп прокатного стана так, чтобы струи были направлены в сторону прокатываемой трубы 23 с оправкой 2 и находились в плоскости, перпендикулярной сечению разъема калибров. Расстояние между образующими поверхностей контактирующих струй Ни 19 устанавливается на фиксированном значении, Устройство для индикации металла работает следующим образом. Прокатываемая труба 23 на цилиндрической оправке 24 выходит из калмбра прокатных валков и пЬпадает в зону размещения контактирующих струй k и 19. Предварительно оператор устанавливает расстояние между насадками 3 и 5 в соответствии с базовым (исходным) размером формирующего калибра. Для этого включается в работу реверсивный привод 7, установленный жестко на основании 1, и через муфту передается вращательное движение на винтовую пару 6. Вращение винта с левой и правой резьбой преобразуется в возвратно-поступательное перемещение опорных изоляторов 2 и 4, которые передвигаются в направляющих пазах основания 1. Положение насадок фиксируется на пульте управления показаниями счетчика-продуктиметра 11 , которы через сельсин-приемник 10 с помощью электрического кабеля 9 соединен с сельсин-датчиком 8 и реверсивным приводом 7. Если поперечные размеры прокатыв емой трубы 23 в плоскости разъема калибров не превышают ширины калибр т.е. не переполняют его, замыкание струи Т и 19 на прокатываемую трУ бу не происходит, она проходит 8 просвет между струями не касаясь их. При переполнении калибров металлом, когда образуются бунты или лампасы размеры проката в сечении разъема калибров превышают ширину калибра, прокатываемый металл контактирует со струями 14 и 19 образ электрическую цепь. При замыкании струй 14 на прокат через них протекает электрический ток, поскольку источник 12 электрического питания одним полюсом подключен к заземленному через металлические конструкции прокату, а другим полюсом подключен к насадкам 3 и 5. Сигнал информации возникает при протекании электрического тока через струю снимается миниатюрным электродом 15 помещенным коаксиально в свобод ную струю 14, и по проводнику 13 поступает на вход усилителя 16. Нагрузкой усилителя является световой индикатор 17, например лампочки с цветовым светофильтром. Аналогично при замыкании струй 19 на прокат, сигнал информации снимается миниатюрным электродом 20, помещен ным коаксиально в свободную струю 19, и по .проводнику 18 поступает на вход усилителя 21. Нагрузкой уси лителя является световой индикатор 22. В случае переполнения калибров металлом на пульте оператора прокат ного стана появляется световая инди кация 17 и 22, сигнализируя об откл нении поперечных размеров выше уста новленного номинала. Предлагаемое устройство для инди кации металла можно использовать не только для регистрации отклонений поперечных размеров выше установлен ного номинала,, то также и для регистрации отклонений ниже установленного номинала. В этом случае реверсивным приводом 7 устанавливается расстояние между насадками 3 и 5, соответствующее замкнутому состоянию струй 14 и 19 при номинальном размере, а при уменьшении размера в качестве сигнала информации используется разомкнутое состояние струй. Использование в предлагаемом устройстве двух и более насадок, сое.т диненных между собой с возможностью установки различных базовых расстояний, и указателя положения насадок придают усгройству новое качество оно обладает метрологической характеристикой, позволяющей фиксировать отклонение технологического параметра (размера проката) от установленного номинала, расширяя таким образом функциональные возможности индикатора. Установка устройства на непрерывных трубопрокатных станах существенно облегчает настройку, повышает качество продукции, снижает расходный коэффициент металла за счет ведения процесса прокатки в области минусовых допусков. Экономический эффект от использования устройства 80 тыс. руб, в год Формула изобретения Устройство для индикации металла, содержащее водоподводящий трубопровод, насадку, опорный изолятор, электрод помещенный коаксиально в насадку, источник электрического питания и усилитель, отличающееся тем, что, с целью улучшения качества прокатываемой полосы, оно содержит дополнительные насадки, реверсивный привод, сельсин-датчик, сельсин-приемник, счетчик-продуктиметр и световые индикаторы, причем насадки расположены на опорных изо ляторах, установленных в направляющие пазы основания, и кинематически соединены между собой винтовой парой с левой и правой резьбой, а реверсивный привод соединен с винтовой парой и счетчиком- продуктиметром через сельсин-датчик и сельсин-приемник, один полюс источника электрического питания подсоединен к обеим насадкам, а другой полюс заземлен, электроды соединены с входами усилителей, которые также соединены с на7садкой, a выходы усилителей соедийены со световыми индикаторами. Источники информации, принятые во внимание при экспертизе gsgitS 8 1. Авторскоесвидетельство СССР № , кл. В21 В 37/00, 197. 2. Авторскоесвидетельство СССР N 622525, кл. В21 В 37/00, 1978.
