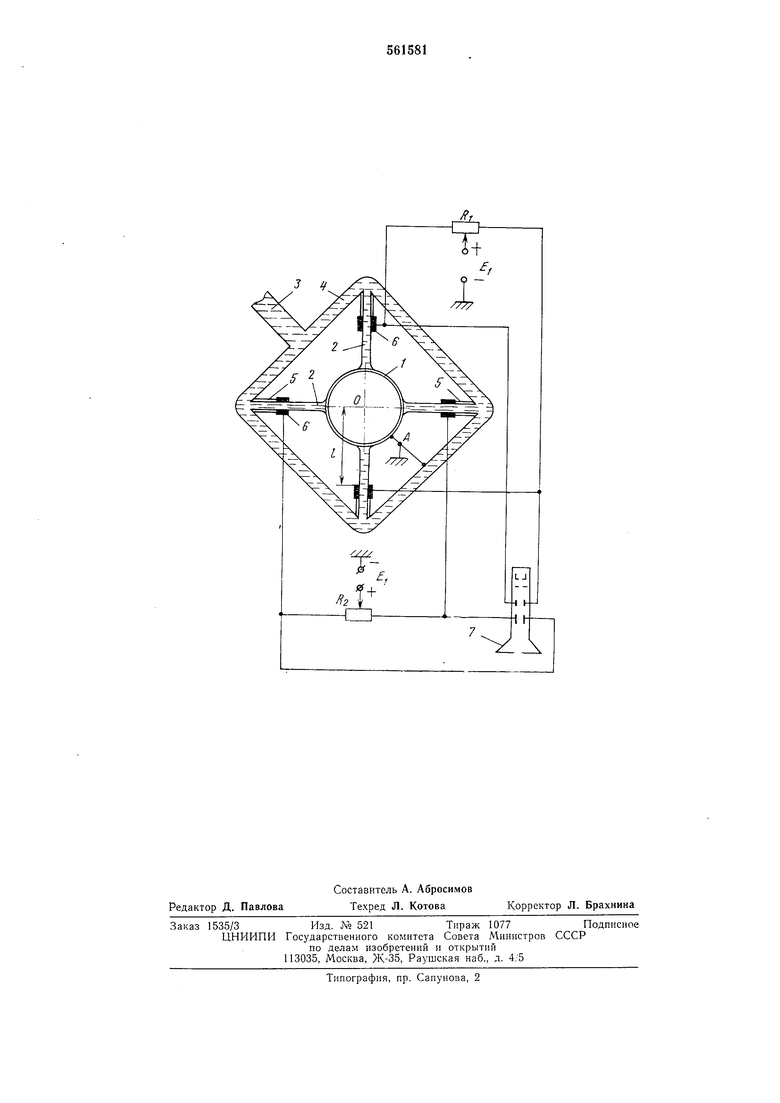
ющего потенциометра Ri, а другой мост образован горизонтально направленными струями и уравновешивающим потенциометром / 2Сигналы информации о пространственных поперечных перемещениях прохата снимаются с диагонали обоих мостов я подаются на вертикально н гор-изо:нтально отклоняющие пластины осцнллографичеокой трубки 7.
Информацию о положении оси проката можно регнстряровать также другими средствами, наиример стрелочлымя приборами, показывающими отклонение от оси прокатки в виде двух ортогональных составляющнх, кроме этого, электрический сигнал информации может быть использован в системах автоматического управления настройки непрерывного стана в процессе прокатки.
Для визуального наблюдения предпочтительной является регистрация .положения оси прокатываемого изделия и ее пространственные перемещения «а экране электро.нно-лучевого индикатора в виде светящейся точки, перемещающейся в лоляриой системе координат. Пространственная ориентация осциллографнчеокой трубки ц нодключенне ее управляющих электродов выполняются согласоваино, так чтобы направление пространственного перемещения про.ката совпадало с направлением перемещения светящейся точки по экрану осциллографа.
Когда движущийся прокат пересекает четыре Ц0паряо-вст1речные струн 2, вытекающие из фиксированных относительно оси стана точек, устанавливается определенное соотношение длин оставшихся участков струй. При отклонениях прокатываемой трубы 1 от оси прокатки изменяются соотнощения длин вытекающих на трубу струй. В соответствии с изменением длин струй изменяются их омические сопротивления, составляющие плечи равновесных мостов, работающих на постоянном то.ке. Полярность получаемого сигнала разбаланса моста определяет направление поперечных пе1ремещений проката вдоль оси вытекающих встречных струй, а амплитуда сигнала разбаланса ..моста определяет величину поперечных перемещений проката от оси прокатки.
Таким образом, использование устройства обеспечивает фиксацию пространственных поперечных перемещений проката, что дает возможность оценить качество настройки непрерывного прокатного стана непосредственно в
процессе его работы. Это позволяет избежать нарушений процесса из-за переполнений калибров металлом, образование дефектов, связанных с потерей устойчивости профиля между клетями непрерывного стана, улучшить
качество и повысить точность прокатываемых изделий.
Формула изобретения
Устройство для индикации металла при прокатке, содержашее в качестве контактирующих элементов струи электропроводящей жидкости, направленные на заготовку из подводящих трубок с насадками, отличающееся тем, что, с целью получения информацин о перемещениях проката в плоскости, перпендикулярной оси прокатки, в нем используют четыре по1парно-1встречные струи, распределенные по периметру и электрически соединенные между со:бой через прокатываемый металл.
Источники информации,. принятые во внимание при экспертизе
1. Авт. св. № 395137, кл. В 21В 37/00. 1970 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Гидроэлектрический измеритель параметров прокатываемой трубы | 1980 |
|
SU942833A1 |
| Устройство для определения овализации проката | 1980 |
|
SU933145A1 |
| Устройство для индикации металла | 1981 |
|
SU939148A1 |
| Устройство для контроля настройки прошивного стана | 1981 |
|
SU1013008A1 |
| Гидроэлектрический датчик для контроля параметров прокатываемой полосы | 1981 |
|
SU986530A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ НА МНОГОКЛЕТЕВОМ НЕПРЕРЫВНОМ СТАНЕ | 2013 |
|
RU2532574C1 |
| Устройство для адаптивной настройкиРЕгуляТОРА ТОлщиНы пРОКАТА HA ТРЕбуЕМыйпАРАМЕТР | 1976 |
|
SU806187A1 |
| Способ контроля положения оси прокатки непрерывного стана | 2015 |
|
RU2607887C1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА ИЗ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ | 1997 |
|
RU2119394C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕНЕНИЯ РАССТОЯНИЯ МЕЖДУ ВАЛКАМИ ПРОКАТНОГО СТАНА | 2007 |
|
RU2359766C2 |