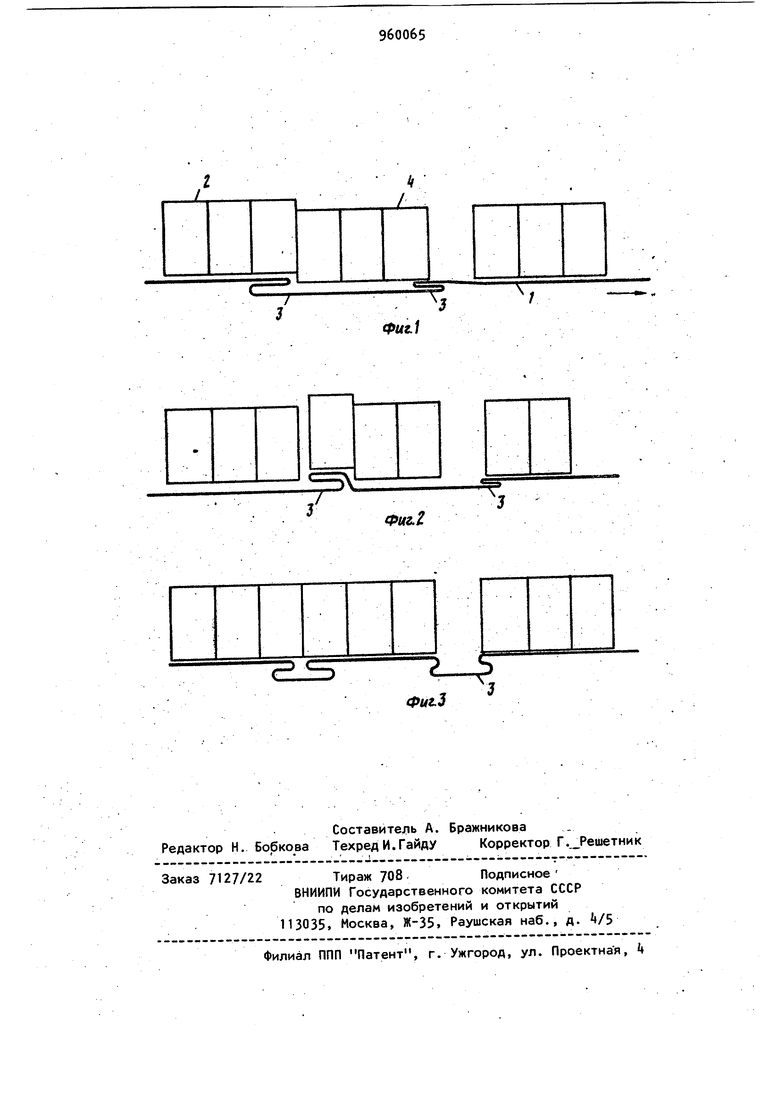
складки между первым и последним рядами разделяемых групп. « Способосуществляют следующим образом. Эластичную пленку 1 укладывают на несущую поверхность,например,транспор тера упаковочной машины,перед размещением сплошного потока изделий 2 на плёнке в местах отделения групп образуют складки 3. Затем на поверхности пленки со складками размещают сплошной поток изделий и пленку растягивают до полного распрямления складок со скоростью, не превышающей скорости несущей поверхности транспортера, и образования в результате этого зазоров между отделившимися группами изделий. Пример 1. На транспортер упа ковочной машины укладывают полиэтиле1 новую пленку толщиной 0,12 мм и шириной 1000 мм и на ней образуют (фиг. 1 складки в местах разделения потока изделий на группы, имеющие противоположные направления. Далее на пленке устанавливают изделия, в частности банки полиэтиленовые, заполненные продуктом .Чистоль по ЛОО г в каждой банке. Банки устанавливают в ря да параллельно одну другой. Образование складок и установку банок производят вручную. Затем включают транспортер, поток банок перемещают со скоростью 2,5 м/с. Одновременно вручную растягивают пленку со скоростью 0,2м/с до полного расправления складок, .при этом между группами изделий и сплошным потоком изделий образуются зазоры равные 120 мм. Изделия не наклоняются и не падают, т. е. сохраняют устойчивое положение. Пример 2. Как и в примере 1 на несущую поверхность транспортера укладывают полиэтиленовую пленку, но складки образуют против направления Перемещения изделий (банок) (фиг. 2). Затем на подготовленную пленку вручную устанавливают полиэтиленовые банки с продуктом Чистоль диаметром 80 мм и высотой VkO мм. Далее запускают транспортер со скоростью 3 м/с а распрямление пленки до полного исчезновения складок производят со скоростью 0,2 м/с. При этом от сплошного потока баыок отделяется группа банок, банки сохраняют хорошую устойчивость, колебательных и качательных движений в первом и последнем рядах группы не наблюдается. Пример 3. На горизонтальный деревянный стол укладывают пленку 1, как в примере 1, но с образованием двойных складок 3 в местах отделения групп (фиг, 3). На поверхность пленки устанавливают банки с продуктом Чистоль в ряда сплошным потоком, . а затем, удерживая пленку за один конец, растягивают второй конец пленки со скоростью 0,5 м/с до полного расправления складки с образованием .зазора 210 мм. Падение банок в группе не наблюдается. Предлагаемый способ по сравнению с известным способом упрощает процесс разделения непрерывного потока изде-; ЛИЙ на группы, обеспечивает высокую производительность и одновременно формостабильность групп изделий. Формула изобретения Способ разделения непрерывного потока изделий на группы, предусматривающий подачу эластичной пленки на несущую поверхность и размещение сплошного потока изделий на эластичной пленке, отличающийся тем, что, с целью повышения производительности процесса формирования, перед размещением сплошного потока изделий на пленке в местах отделения групп образуют складки и после размещения потока изделий пленку растягивают до полного распрямления складок со скоростью, не превышающей скорость несущей поверхности. Источники-информации, принятые во внимание при экспертизе , 1. Патент США № 3792561, кл. 53-28, опублик. 197.
J
Фиг./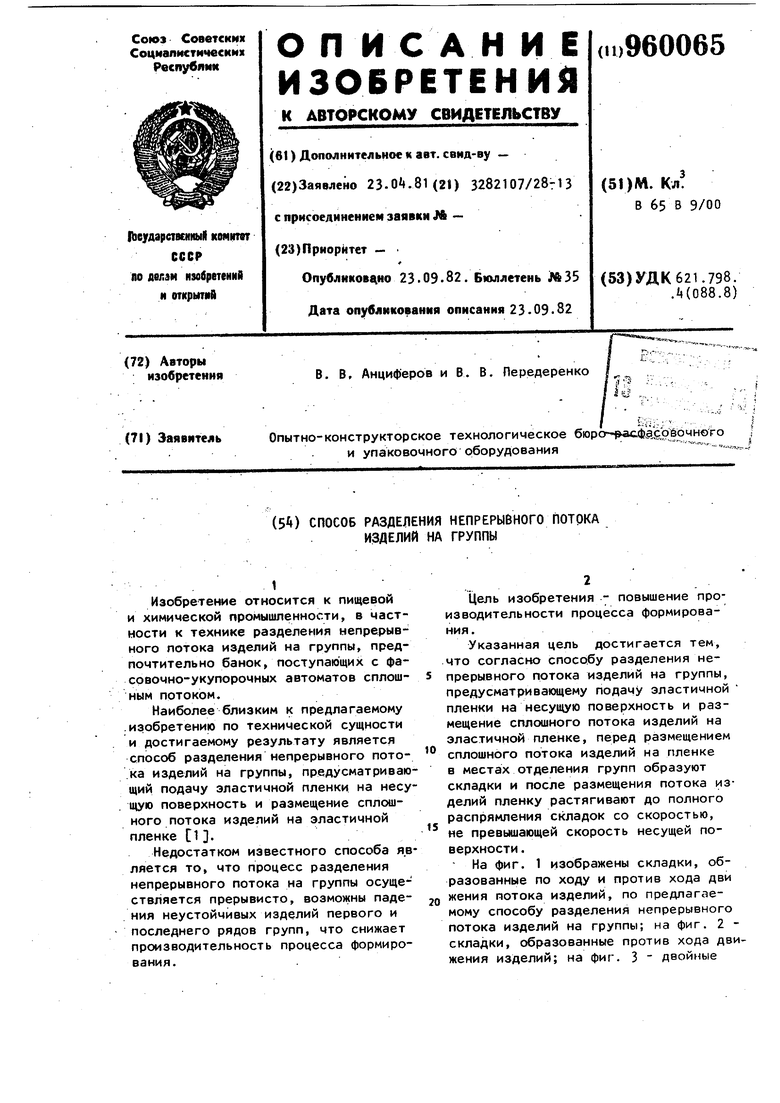
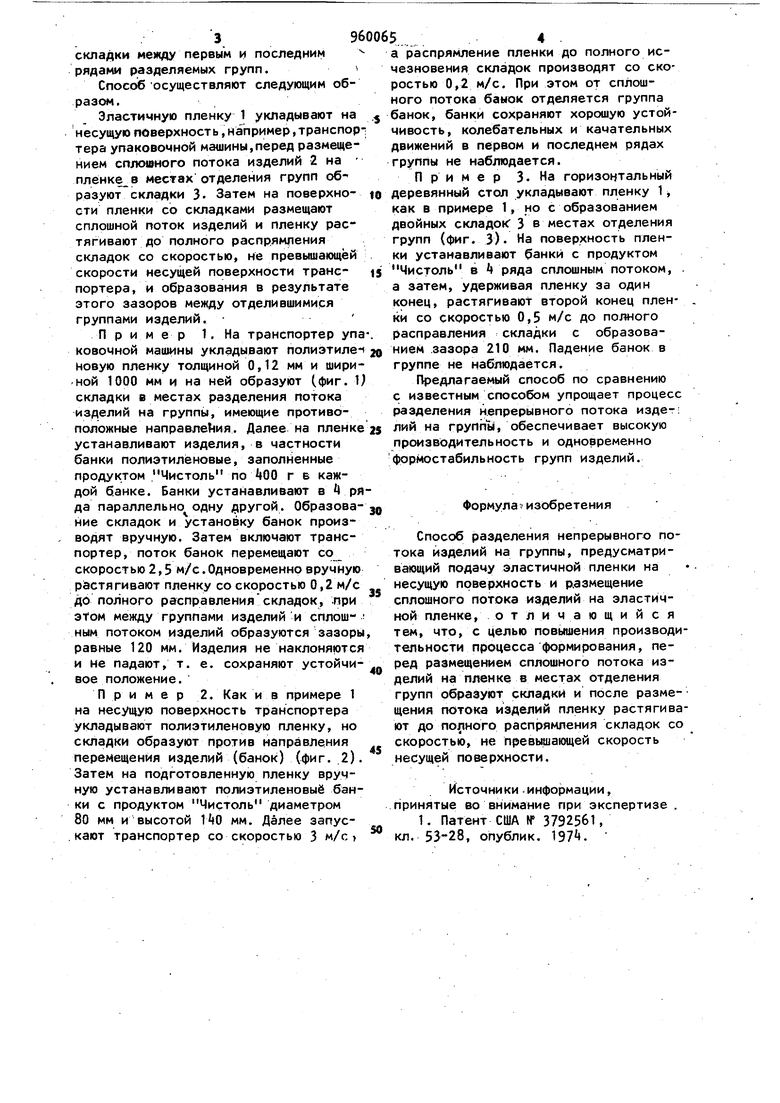
Фиг,2
