(54) РОТОР ПОВОРОТНОГО ПЕРЕКЛЮЧАТЕЛЯ И СПОСОБ ЕГО СБОРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки ротора поворотного переключателя | 1985 |
|
SU1557596A1 |
| Поворотный пакетный переключатель | 1980 |
|
SU1023424A1 |
| Поворотный переключатель | 1985 |
|
SU1267499A1 |
| Поворотный переключатель | 1985 |
|
SU1259353A1 |
| Поворотный переключатель | 1984 |
|
SU1169034A1 |
| Многопозиционный поворотный переключатель | 1979 |
|
SU849323A1 |
| Поворотный переключатель | 1983 |
|
SU1076973A1 |
| Контактное устройство для испытания микросхем | 2020 |
|
RU2724129C1 |
| Штемпельный станок-полуавтомат | 1990 |
|
SU1781085A1 |
| Емкостный делитель напряжения | 1977 |
|
SU809416A1 |
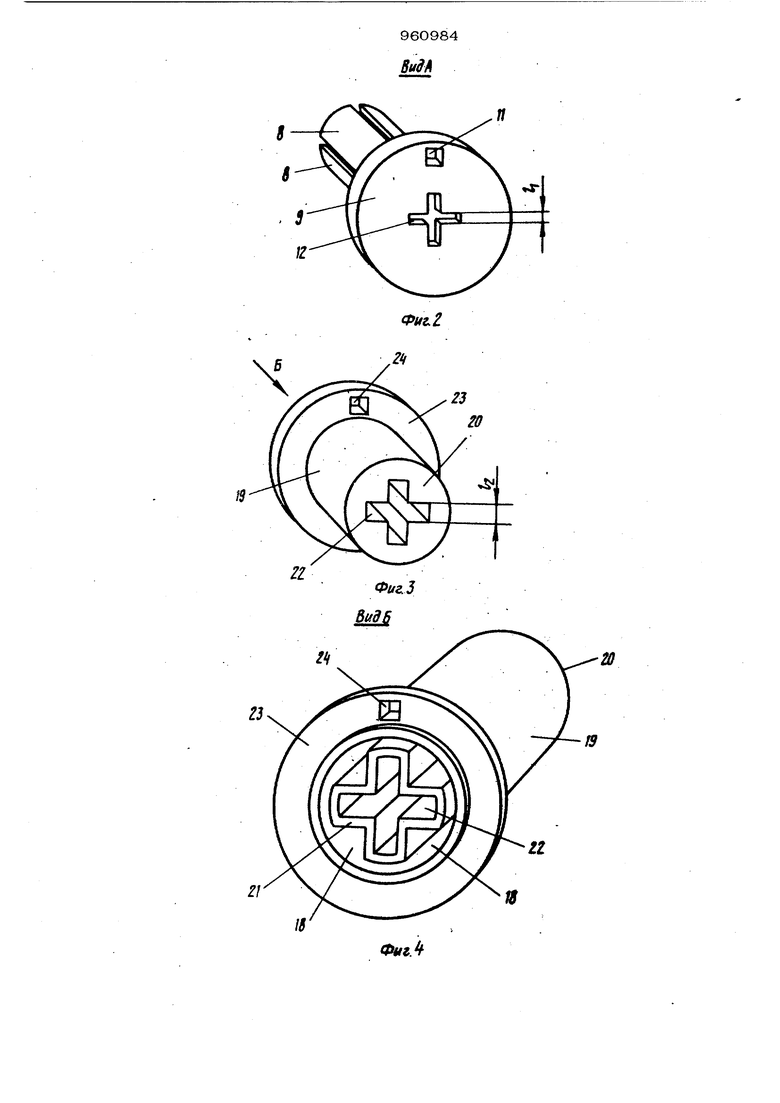
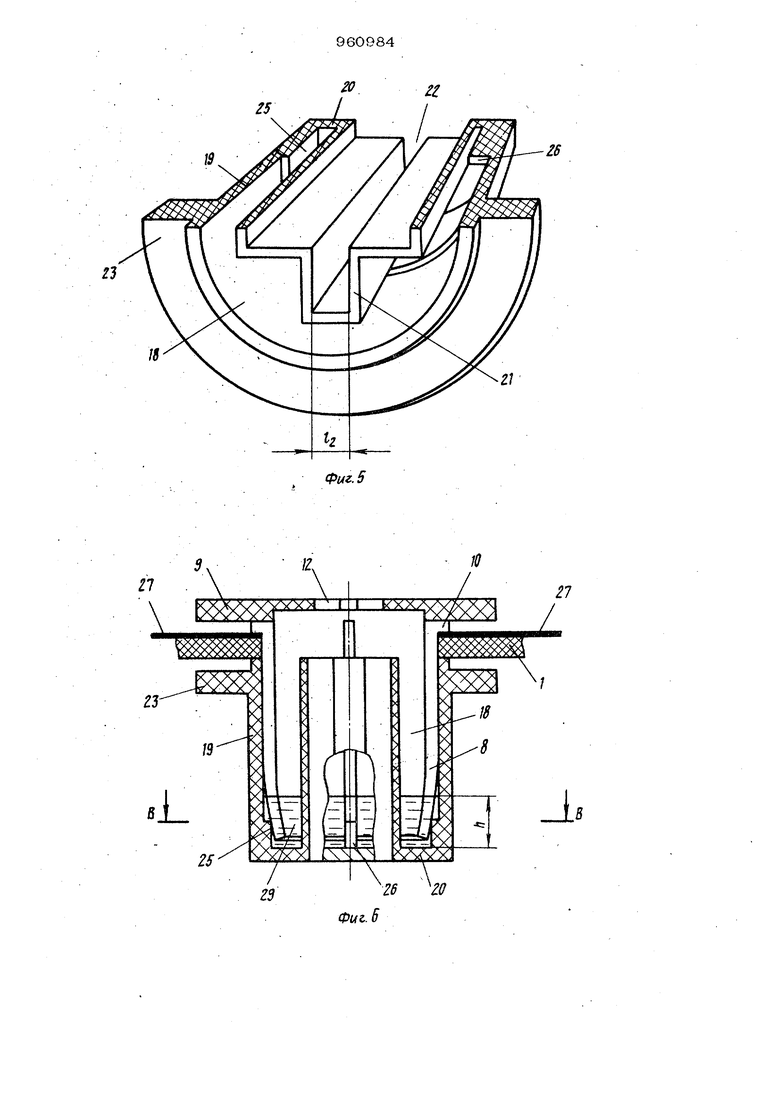
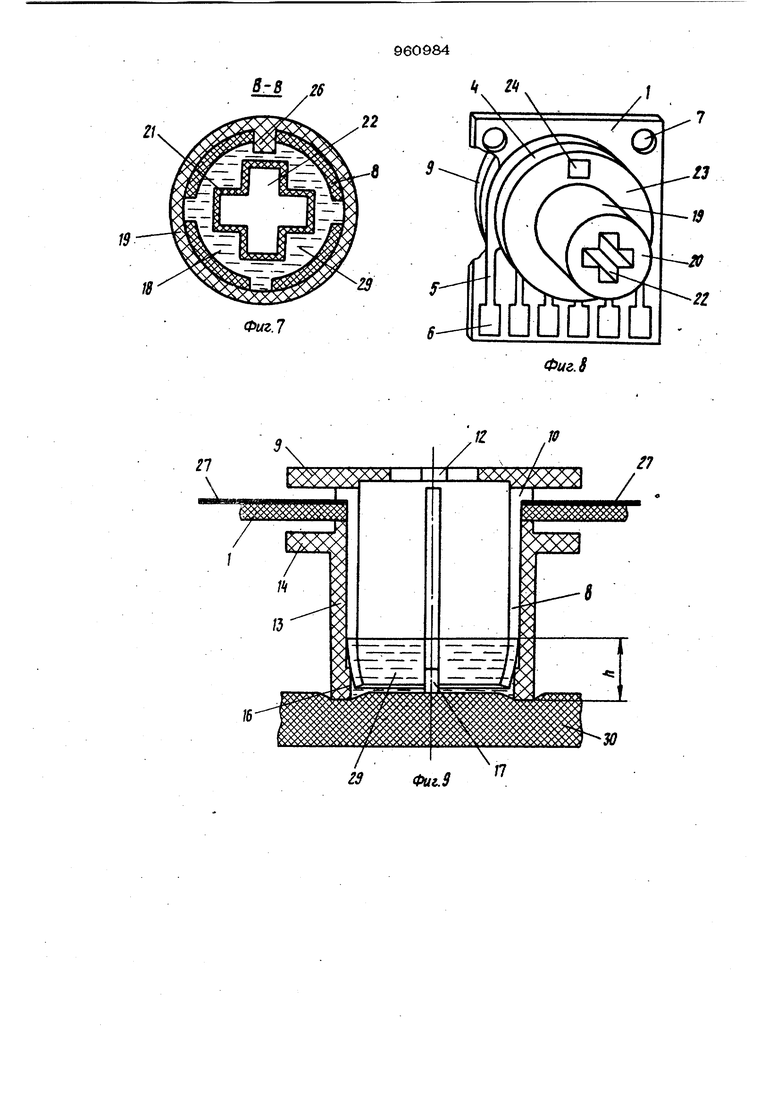
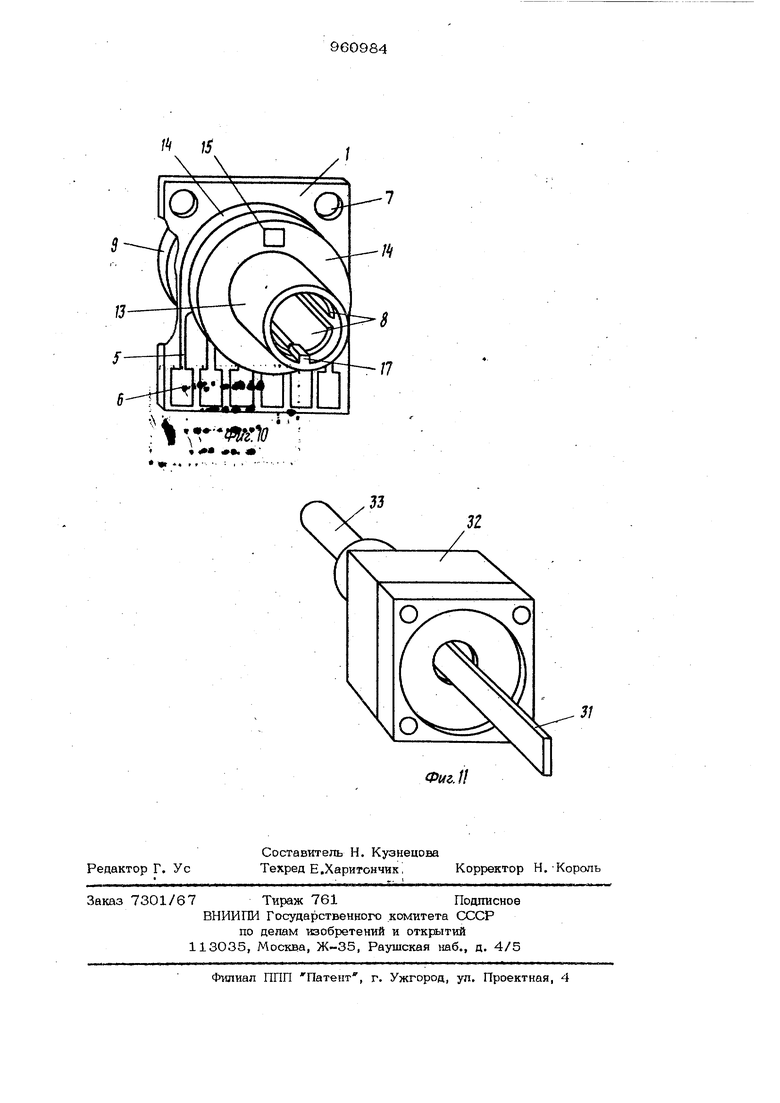
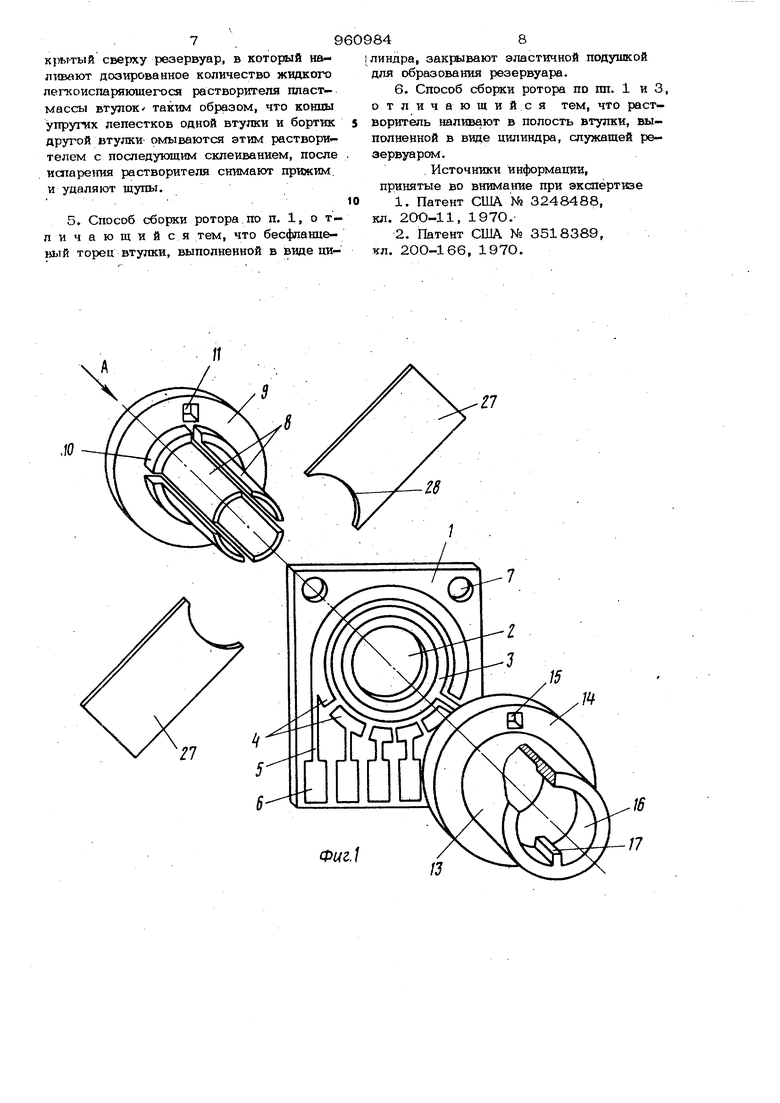
Изобретение относится к электротехркике и может быть использовано , напри мер, Б переключателях, снабженных печатными галетами. Известен ротор поворотного переключателя, выполненный в виде двух втулок с фланцами на концах, установленным в отверстии пластинообразной галеты таким образом, что пластина размещена между фланцами. Способ сборки данного ротора основан на соединении втулок между собой при помощи заклепок 1 . Однако сборка таких роторов базирует Си на труде, что не поддается автоматизации. Контакты данного переклк чателя врубного типа и он предназначен для навесного монтажа, что также баз руется на ручном труде. Известен также ротор поворотного п&реключателя, содержащий пластмассовые втулки с фланцами на одних концах, втул ки соединены между собой и установлены в OTBepcTim печатной платы переключателя таким образом, что последняя размешена между фланцами 2. Однако известщай ротор имеет нетехноц логичную конструкцию. Способ сборки известного ротора заключается в том, что втулки с фланцами соединяют между собой с помощью клея, а также соединяют с печатной платой 2. Соединение втулок ротора между собой с помощью клея хотя и упрощает процесс сборки, но требует высокой культуры производства и высокой Евалнфикащга испо; нительного персонала, так как место стыка втулок размещено в отверстии печатной платы, поэтому клей необходимо наносить осторожно и в строго дозированном количестве, иначе ИЗЛИШКЕ клея попадают в зазор между роторами печатной платы и свободное вращение ротора в отверстии будет нарушено. Это делает процесс клейки кропотливым Н трудоемкий. Целью изобретения является улучшение технологичности конструкциии упрощение сборки. Поставленная цель достигается тем, чтр в роторе поворотного переключателя, содержащем пластмассовые полые втулки с фланцами на одних концах, причём втул ки соединены друг с другом и установл&иы в отверстии печатной штаты переключателя, размещенной между фланцами плас тмассовых втулок, одна из втулок выполнена с упругими лепестками скругленной формы, расположенными по кругу относ тел1 но ее оси, а другая - в виде цилиндра с бортиком на его внутренней стенке, при этом втулки установлены так, что упругие лепестки одной втулки введены в другую втулку и соприкасаются с ее бортиком. При этом на внутренней стенке втулки, выполненной в виде цилиндра, имеется радиально расположенное фиксирующее реб ро, размещенное между парой. упругих лепестков другой втулки. Кроме того, во втулке, выполненной в виде цилиндра имеется полость, в которой установлены упругие лепестки первой втулки. Способ сборки предлагаемого ротора заключается в том, что между фланцем втулки с упругими лепестками и печатной платой вставляют съемные щупы, бесфлан цевые втулок направляют вниз, обе втулк:и вместе с печатной платой ставят под прижим и образуют открытый сверху резервуар, в который наливают дозирован нов количество жидкого легкоиспаряющегося растворителя пластмассы втулок таким образом, что концы упругих лепестков одной втулки и бортик другой втулки омываются этим растворителем, с последующим склеиванием, после испарения растворителя снимается прижим и удаляют шипы. Причем для образования резервуара бес {этанцевый торец втулки в виде цилиндра закрывают эластичной подущкой. Кроме того, растворитель наливают в полость втулки в виде цилиндра, служаще резервуаром. На фиг. 1 изображено предлагаиуюе устройство, разобранный вид; на фиг. 2 вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 3; на. фиг. 4 - вид Б на фиг. 3; на фиг. 5 - втулка ротора, разрез; на фиг. 6 положение частей ротора во время сборки на фиг. 7 - разрез В-В на фиг. 6; на фиг. 8 - собранная галета; на фиг. 9 положение частей ротора во время сборки с эластичной подушкой; на фиг. 10 собранная галета на фиг. 9; на фиг. 1 . - фиксатор переключателя с приводным ножом. Печатная галета выполнена в виде прямоугольной печатной платы 1 с отверстием 2 посередине, вокруг которого нанесен печатный рисунок в виде контактного кольца 3 и контактных подушек 4. Последние соединены с помощью проводников 5 с контактной вставкой 6, выполненной на конце платы 1. В углах платы 1, противоположных контактной вставке 6, выполнены отверстия 7. Ротор галеты состоит из двух нзготовленных из пластмассы полых втулок, из которых одна выполнена в виде расположенных по кругу упругих лепестков 8, пршсрепленных к фланцу 9. Последний снабжен ступенчатой частью 10 и гнездом 11 для подпружиненного скользящего контакта (не показано). На фиг. 2 изображена эта втулка ро- , тора со стороньг фланца 9, где имеется крестообразное отверстие 12. Другая втулка ротора выполнена в виде полого цилиндра 13 с фланцем 14 на конце. На фланце 14 имеется гнездо 15 для подпружиненного скользящего контакта. На конце полого цилиндра 13 выполнен бортик 16 и радиально расположенное ребро 17 (фиг. 1). Кроме того, эта половина ротора может быть снабжена полостью 18 (фиг. З- 5). Для образования последней бесфпанцевый торец полого цилиндра 19 закрыт стенкой 2О, на которой установлена крестообразная труба 21 со сквозным отверстием 22, щирина щели В которого больше, чем ширина 8 втулки (фиг. 2). На одном конце полого цилиндра 19 выполнен фланец 23 с гнездом 24 для подпружиненного скользящего контакта, а на другом - бортик 25 и радиально расположенное ребро 26 .(фиг. 5). , Для. сборки ротора обе его втулки соединяются между собой при помощи клея. Делают это следующим образом. Через отверстие 2 печатной платы 1 пропускают упругие лепестки 8 одной втулки (фиг. 6). При этом между ступенью 10 этой втулки и печатной платой 1 вставляют съемные щупы 27 с дугообразными концами 28 (фиг. 1), повторяющими форму расположенных по кругу лепестков 8. Шупы имеют толщину примерно 0,15. мм и предназначены для определения гарантированного аксиального зазора -собранного ротора. С обратной стороны печатной платы 1 устанавливают другую втугосу ротора (фиг. 3-5), при этом концы лепестков 8 входят в бортик 25, диаметр которого меньше, чем диаметр расположенных 596 по кругу лепестков 8. Вследствие этого они немного прогибаются и давят конпами на внутреннюю поверхность бортика 25 полого цилиндра 19. Кроме того, ребро 2 размещено между двумя лепестками 8, чем фиксируется положение обеих половин ротора относительно друг друга. Собранный таким образом ротор устанавливают концом полого цилиндра 19 вниз (фиг. 6) и помещают под прижим (не показано). Делают это так1вм образом, что торец фланца 9 и торец полого цилиндра 19 подвергают усилию прижима. После этого через отверстие 12 набивают в полость 18, представляющую собой открытый свер ху резервуар, дозированное количество жидкого легкоиспаряюшегося растворит&ля, например дихлорэтана . Уровень h жидкости 29 подбирают так, что концы лепестков 8 и бортик 25 омываются жидкостью. С момента введения в полость 18 растворителя 29 начинается процесс растворения верхнего слоя пластмассы, например полистирола, из которого изготовлены детали ротора. В связи с тем, что конды лепестков 8 давят на бортик 25, в этих местах клеевой слой продавливается и об разуется надежное соединение деталей ротора (фиг. 7). Но дихлорэтан 29 быст ро испаряется из полости 18 и его уровень 1i понижается. Поэтому сверху начинается процесс высыхания клеевого слоя на деталях ротора, что продолжается до полного испарения растворителя 29. Описанный процесс склеивания проте- кает автоматически в течение 1О-15 мин после чего снимают прижим и удаляют 27. Склееннь1й ротор вместе с печатной платой 1 .изображен на фиг. 8. Для сборки ротора, содержащего поль1й аяливдр 13 (фиг. 1 и 9) без встроенной специальной полости, используют эластичную подушку 30, КОТОРОЙ закрывают нижний торец полого цилиндра 13 (фиг. 9). Остальной процесс склеивания проводят аналогично описанному. Склеенный таким образом ротор вместе с печатной платой 1 изображен на фиг. 10. После сборки роторов (фиг. 8 и 10) в гнезда 15 и 24, расположенные во фланцах 14 и 23 роторов, устанавливают подпружиненные сколь35пцие контакты (не показаны). Эти ко такты при повороте ротора скользят одн-йми концами по кольцу 3, а другими по контактным подушкам 4 печатной Лла- ты 1, осуществляя коммутацию цепей пвреключешга. Роторы галет, изображенных на фиг. 8 и 1О, приводятся во вращение ножом 31 фиксатора 32 (фиг. 11), про46пущенным через одну из щелей крестообразного отверстия 12 ротора. Нож 31 соединен с валиком 33 переключателя В крестообразном отверстии 22 нож 31 раэмешен свободно () во избежание заклинивания поворотной системы переключателя. Печатный рисунок может быть выполнен, а роторы с подпружиненными контак- тами могут быть установлены на обеих сторонах печатной платы 1. Такая модульная галета (фиг. 8 и 10) содержит два самостоятельных переключателя в компактном исполнении. Печатная гашта 1 может быть изготовлена, например, из фольгированнохх) стеклотекстолита, арилокса или фторошшста-4. Формула изобретения 1.Ротор поворотного переключателя, содержащий пластмассовые полые втулки с фланцами на одних концах, причем втулки соединешз друг с другом и установлю ны в отверстии печатной платы перекл1очателя, размещенной между фланцами плаотмассовых втулок, отличающийс я тем, что, с целью улучшения технологичности и упрощения сборки, одна из упомянутых втулок выполнена с упругими |Лепестками скругленной формы, расположенными по кругу с бортиком на его внутренней стенке, при этом втулки установлены так, что упругие лепестки втулки введены в другую втулку и соприкасаются с ее бортиком. 2.Ротор по л. 1, отличающийся тем, что на внутренней стенке втулки, выполненной в виде цилиндра, имеется радиально расположенное фиксирутощее ребро, которое размещено между парой упругих лепестков. 3.Ротор по п. 1 и 2, о т л и ч а ющ и и с я тем, что во втулке, выполне ной в ваде цилиндра, имеется полость, в которой установлены упругие лепестки первой втулки. 4.Способ сборки ротора поворотного переключателя, заключающийся в том, что втулки с фпашшми соединяют между собой с помощью клея, а также роединяют с печатной платой, отличающийся тем, что, с цепью упрощения сборки, межДУ 4 iaBHeM втулки с упругими лепестками и печатной платой вставляют тцуиы бесфланцевые концы втулок направляк т вниз, обе втулки вместе с печатной платой ставят под прижим и образуют от-. кры-тый сверху резервуар, в который налтсвают дозированное количество жидкого легкоиспаряющегося растворителя пластмассы втупок таким образом, что концы упругих лепестков одной втулки и бортик другой втулки омываются этим растворителем с последующим склеиванием, после испаре гия растворителя снимают прижим, и удаляют щупы. 5. Способ сборки ротора по п. 1, о тличающийся тем, что бесфпанцевый торец втулки, выполненной в виде цилиндра, закрывают эластичной подушкой для образования резервуара. 6. Способ сборки ротора по пи. 1 и 3, отличающийся тем, что растворитель наливают в полость втулки, выполненной в виде цилиндра, служащей резервуаром. , Источники информации, принятые во внимание при экспертизе 1.Патент США № 3248488, кл. 20О-11, 1970. 2.Патент США № 3518389, жл. 200-166, 1970.
ВидА
П
ГУ
гг
If
ФигА
25
19
/5
Фиг. 5
В
Фиг-6
2
27
LJ. .26
21
Фиг.
/б
W
0Ul.S
