(5) УСТРОЙСТВО для ПАЙКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для стабилизации температуры | 1980 |
|
SU881709A1 |
| ИМПУЛЬСНЫЙ ЭЛЕКТРИЧЕСКИЙ ПАЯЛЬНИК | 1996 |
|
RU2109608C1 |
| РЕГУЛЯТОР ТЕМПЕРАТУРЫ | 2003 |
|
RU2263339C2 |
| УСТРОЙСТВО ДЛЯ ПАЙКИ И РАСПАЙКИ | 1991 |
|
RU2071886C1 |
| ЖАЛО ДЛЯ ПАЯЛЬНИКА | 2017 |
|
RU2701912C1 |
| Электрический паяльник | 1984 |
|
SU1217598A1 |
| ПАЯЛЬНАЯ ГОЛОВКА АВТОМАТА ПАЙКИ ЭЛЕКТРОЭЛЕМЕНТОВ НА ПЕЧАТНЫЕ ПЛАТЫ | 2009 |
|
RU2426284C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАНАРНОГО ТРАНСФОРМАТОРА НА ОСНОВЕ МНОГОСЛОЙНОЙ ПЕЧАТНОЙ ПЛАТЫ | 2007 |
|
RU2345510C1 |
| ТЕПЛОАККУМУЛИРУЮЩИЙ ПАЯЛЬНИК | 2012 |
|
RU2489239C1 |
| БЕСШНУРОВЫЙ ПАЯЛЬНИК | 2001 |
|
RU2288818C2 |

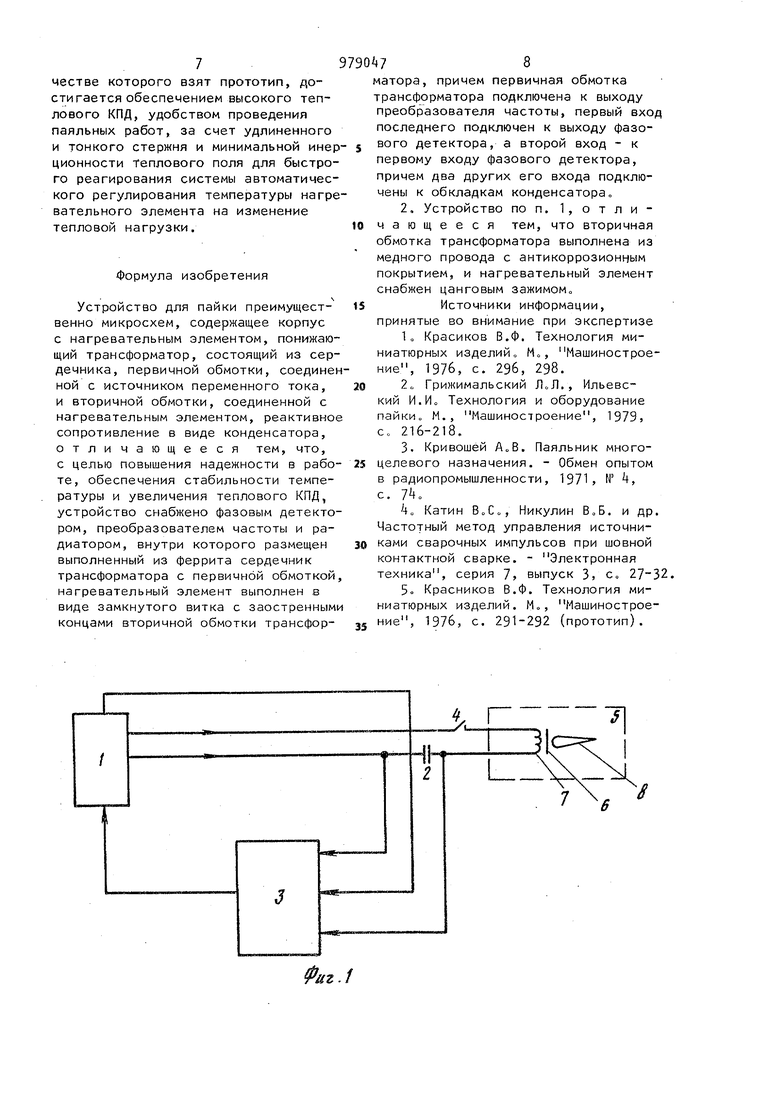
Изобретение относится к области пайки, а точнее к устройствам для пайки электро- и радиоаппаратуры на платы печатного монтажа. Изобретение наиболее эффективно может быть использовано при пайке микросхем и миниатюрных деталей на поточных линиях. Известны паяльники с внешним обогревом жала, работающие в постоянном режиме, сменный нагревательный элемент которых состоит из керамической втулки с нихромовой спиралью и термоизоляционного экрана. Жало располо жено внутри втулки и может передвигаться, благодаря чему осуществляетс регулировка температуры жала 1 , 2 Недостатками этих устройств являются зависимость температуры жала от тепловой нагрузки и от питающего напряжения, а также малый тепловой КПД из-за сильного рассеивания тепла внешней поверхностью нагревательного элемента, малая эксплуатационная надежность из-за частого перегорания сильно нагретой (до 700 С) спирали и относительно длительное время разогрева (2-3 мин), Известен паяльник с внутренним обогревом жала, в котором нагревательный элемент, состоящий из керамической трубки с намотанной нихромовой проволокой, помещен внутрь паяльного стержня 3. Недостатком известного устройства является недолговечность нагревательного элемента, а также нестабильность температуры жала. Известно устройство для сварки и пайки, содержащее преобразователь постоянного напряжения в переменное и цепь обратной связи . Недостатком известного устройства является отсутствие температурной зависимости между нагревом электродов и углом включения тиристоров. Наиболее близким к изобретению техническим решением является устройство для пайки, содержащее корпус с нагревательным элементом понижающий трансформатор, состоящий из сердечника, первичной обмотки, соединенной с источником переменного тока, и вторичной обмотки, соединенной с нагревательным элементом, а также реактивное сопротивление в виде коиденсатора 5 « Недостатком известного устройства является нестабильность зависимости температуры петли от тепловой нагрузки, так как теплоемкость ее мала Такое устройство имеет большую массу и площадь поверхности токоподводящих проводов и шин, что снижает тепловое КПДо Кроме того, рабочая петля поддерживается в перегретом со стоянии, так как в процессе пайки температура петли сильно уменьшается и может выйти за нижний допустимый предел, что снижает надежность устройства „ Целью изобретения является повышение надежности в работе, обеспечение стабильности температуры и увели чение теплового коэффициента полезно го действия Поставленная цель достигается тем что устройство для пайки преимущественно микросхем, содержащее корпус с нагревательным элементом, понижающий трансформатор, состоящий из сердечника1, первичной обмотки, соединенной с источником переменного тока и вторичной обмотки, соединенной с нагревательным элементом, а также реактивное сопротивление в виде конденсатора, снабжено фазовым детектором, преобразователем частоты и ра.диатором, внутри которого размещен выполненный из феррита сердечник трансформатора с первичной обмоткой нагревательный элемент выполнен в ви де замкнутого витка вторичной обмотки трансформатора, причем первичная обмотка подключена к выходу преобразователя частоты, первый вход послед него подключен к выходу фазового детектора, а-второй вход - к первому входу фазового детектора, при этом два других его входа подключены к конденсатору. В таком устройстве вторичная обмотка трансформатора выполнена из м ного провода с антикоррозионным покрытием, а нагревательный элемент снабжен цанговым зажимом. В устройстве трансформатор выполняет две функции: функцию трансформирования напряжения и совместно с конденсатором функцию датчика температуры нагревательного элемента, причем последняя осуществляется благодаря, во-первых, близкому расположению трансформатора и нагревателя, что приводит к однозначной связи температуры нагревательного элемента и сердечника, и, во-вторых, к наличию температурной зависимости магнитной проницаемости сердечника, что в случае отклонения температуры элемента от номинальной приводит к выходу из резонанса последовательного колебательного контура, образованного конденсатором и первичной обмоткой трансформатора, к отклонению фазы напряжения на конденсаторе относительно фазы питающего напряжения более или менее --к-, которое является информационным источником для цепи обратной отрицательной связи, регулирующей интенсивность поступления электроэнергии к нагревателю. Таким образом осуществляется стабилизация температуры нагревательного элемента. Повышение надежности устройства в работе осуществляется благодаря тому, что понижающий трансформатор расположен в корпусе, а замкнутый виток вторичной обмотки выполняет одновременно функцию токоподводящих проводов и шин, а также нагревательного элемента, что приводит к исключению ряда электрических контактов (иногда между разнородными металлами) в цепи с током порядка десятков ампер, работающих при температурах порядка сотен градусов; электронное устройство позволяет стабилизировать температуру и исключить перегрев нагревательного элемента, а это значительно продлевает срок его службы; вторичный виток имеет малую массу, поэтому нагревательный элемент, являющийся частью витка, нагревается до рабочей температуры в течение 20-30 с, что позволяет использовать устройство в импульсном режиме, а это также увеличивает срок его службы. Увеличение теплового КПД достигается тем, что в устройстве осуществляется тепловая развязка между нагревательным элементом и токоподводящими проводами, так как они не имеют непосредственного теплового контакта со вторичным витком. Кроме этого, благодаря тому, что вторичная обмотка выполнена в виде одного витка, концы которого легко разъединяют ся, его можно без труда сменить в случае выхода из строя нагревателя без разбора корпуса. На фиг о 1 изображена функциональная схема устройства; на фиг. 2 разрез корпуса устройства; на фиг„3 вид радиатора, надетого на кольцо; на фиг. - температурная зависимост магнитной проницаемости (д.) феррита от температуры; на фиг 5 схема последовательного резонансного контура, образованного конденсатором и параллельно соединенными индуктивностью L и сопротивлением R, которые представляют собой упрощенную эквивалентную схему трансформатора с нагрузкой, приведенной к первичной обмотке. Устройство для пайки состоит из двух частей: электронной части, выполняющей функцию преобразователя по стоянного напряжения в пульсирующее и стабилизатора температуры паяющей части. Электронная часть состоит из генератора 1 пульсирующего напряжения со входом, регулирующим выходную мощность, конденсатора 2, фазового детектора Зо Паяющая часть устройств включает в себя ручку с кнопкой-выключателем 4 и корпус 5, содержащий трансформатор с сердечником 6, первичной 7 и вторичной 8 обмотками, радиатор 9, предотвращающий перегрев сердечника, и первичную обмотку, две керамические шайбы 10 и защитный кожух 11. Керамическая втулка с конусным отверстием 12 стягивает концы вторичной обмотки, которые изолирова ны один от другого прокладкой 13 из слюды и лишь в самом конце соединяются, причем припой, затекающий ме ду ними, создает надежный электрический контакт. Устройство работает следующим образом. При прохождении тока через замкну тый виток вторичной обмотки последни нагревается, причем наибольшее количество тепла выделяется в месте соединения заостренных концов витка Часть тепла от нагретого витка пере дается сердечнику трансформатора и он нагревается до некоторой температуры т,; , однозначно связанной с температурой нагревательного элемента Т. Прежде чем показать процесс стабилизации Т| в динамике рассмотрим эквивалентную схему на фиг. 5. Здесь Е амплитуда первой гармоники колебания на выходе генератора 1,1- индуктивность первичной обмотки, R - приведенное к первичной обмотке сопротивление нагрузки вторичной обмотки. При этом выполняется равенство (u)L)2 + R шс где Lij - угловая частота, (wLf R -coL RCгде Ч - фазовый сдвиг напряжения первой гармоники относительно тока, про.ходящего через конденсатор, фазовый детектор вырабатывает на выходе сигнал, пропорциональный углу , который меняется при изменении L. I Предположим R, ui, С - постоянные и при L L выполняется равенство (2)о При этом выходное напряжение фазового детектора равно нулю, а на выходе генератора вырабатываются импульсы с частотой U) шириной t. С другой стороны L определяется температурой нагрева сердечника трансформатора, которая однозначно связана с температурой нагревательного элемента. Таким образом, L L при Т TH При изменении температуры элемента, например уменьшении, уменьшается L. Угол Ч становится отличным от нуля и фазовый детектор вырабатывает напряжение определенной полярности, которое, воздействуя на генератор ерез управляющий вход, увеличивает t, а значит и мощность, отдаваемую генератором и температура , . Таким образом осуществляется стабилизация температуры. В данном устройстве осуществляется оптимальная передача тепла к нагревательному элементу, так как фактически последний выполняет функцию паяльного стержня. За счет этого удалось при сохранении высокого теплового КПД и сравнительно большой удаленности от корпуса (3050 мм) значительно уменьшить массу стержня за счет уменьшения его сечения, а, следовательно, и инерционность теплового поля Таким образом, технико-экономический эффект при использовании данного устройства по сравнению с базовым объектом, в качестве которого взят прототип, достигается обеспечением высокого теплового КПД, удобством проведения паяльных работ, за счет удлиненного и тонкого стержня и минимальной инерционности Теплового поля для быстрого реагирования системы автоматического регулирования температуры нагревательного элемента на изменение тепловой нагрузки.
Формула изобретения
Устройство для пайки преимущественно микросхем, содержащее корпус с нагревательным элементом, понижающий трансформатор, состоящий из сердечника, первичной обмотки, соединенной с источником переменного тока, и вторичной обмотки, соединенной с нагревательным элементом, реактивное сопротивление в виде конденсатора, отличающееся тем, что, с целью повышения надежности в работе, обеспечения стабильности температуры и увеличения теплового КПД, устройство снабжено фазовым детектором, преобразователем частоты и радиатором, внутри которого размещен выполненный из феррита сердечник трансформатора с первичной обмоткой, нагревательный элемент выполнен в виде замкнутого витка с заостренными концами вторичной обмотки трансформатора, причем первичная обмотка трансформатора подключена к выходу преобразователя частоты, первый вхо последнего подключен к выходу фазового детектора, а второй вход - к первому входу фазового детектора, причем два других его входа подключены к обкладкам конденсатора
Источники информации, принятые во внимание при экспертизе
1„ Красиков В.Ф. Технология миниатюрных изделий Мо, Машиностроение, 1976, с. 296, 298.
2о Грижимальский ЛоЛ., Ильевский И.И о Технология и оборудование пайки. М., Машиностроение, 19795 с. 216-218.
Электронная
контактной сварке.
техника, серия 7, выпуск 3, с 27-32.
5о Красников В.Ф. Технология миниатюрных изделий. М„, Машиностроение, 1976, с. 291-292 (прототип).
f
L
