Изобретение относится к электрорадиотехнике и может быть использовано в портативных электрорадиотехнических устройствах.
Способ изготовления планарного трансформатора на основе многослойной печатной платы может найти широкое практическое применение, если он будет позволять изготовление материнской многослойной печатной платы с надежными межслойными переходами, с витками большой толщины, при которой поперечное сечение витка будет соответствовать оптимальным величинам допустимого тока.
Способ должен быть пригоден для массового производства планарных трансформаторов.
Известен способ формирования планарных индуктивностей, заключающийся в том, что поверхность тонкой, фольгированной с двух сторон основной ленты, разделяют на прямоугольные участки и методом фотолитографии на каждый участок наносят рисунок витков катушек, а на дополнительной ленте наносят рисунок контактных площадок. Контактные площадки с двух сторон ленты электрически соединяют путем химической и гальванической металлизации сквозных отверстий. Затем методом химического травления удаляют медь с участков поверхности фольгированной ленты, которые не защищены фоторезистивной маской. Одновременно получают линии разграничения между участками, затем сворачивают элементы пленки по линиям их раздела в гармошку с одновременным сжатием, при этом элементы располагаются один над другим с образованием синфазных намоток. В начале сворачивают дополнительные ленты с контактными площадками, а затем сворачивают основную ленту. Изоляцию между элементами соседних участков в процессе сворачивания лент в гармошку осуществляют нанесением клеевого покрытия или дополнительных прокладок и получают планарную индуктивность [1].
К недостаткам известного способа относятся низкая надежность межслойных переходов многослойной катушки, ограничение толщины витков катушки толщиной фольги на фольгированном диэлектрике, расположение контактных площадок на дополнительных лентах, что затрудняет укладку элементов катушки и увеличивает ее объем.
Известен способ изготовления планарного трансформатора на основе многослойной печатной платы, в соответствии с которым изготавливают печатные обмотки трансформатора на фольгированном диэлектрике путем травления фольги в местах, незащищенных фоторезистивной маской. Затем печатные обмотки собирают в пакет. Их разделяют клеящими прокладками. После чего прессуют пакет при температуре отверждения клея. Изготавливают межслойные электрические соединения между смежными обмотками в многослойной печатной обмотке путем химико-гальванической металлизации сквозных отверстий. Таким образом, изготавливают как первичную, так и вторичную обмотки трансформатора. Их соединяют между собой склеиванием. Затем в обмотке трансформатора создают отверстия для установки ферритового сердечника. Устанавливают и закрепляют ферритовый сердечник в обмотке трансформатора и получают планарный трансформатор на основе многослойной печатной платы. Толщина многослойной обмотки ограничена свободным пространством в ферритовом сердечнике. Приведены типы ферритовых сердечников от миниатюрного типа Е14/35/5 до максимального 64/10/50 [2]. Способ принят за прототип.
К недостаткам способа прототипа следует отнести низкую надежность межслойных электрических соединений, полученных химико-гальванической металлизацией сквозных отверстий, малую толщину витков обмоток, которая ограничена толщиной фольги на фольгированном диэлектрике. Это затрудняет получение витков с большим поперечным сечением, необходимым в мощных планарных трансформаторах с допустимым током, например, 100А и более.
Задачей изобретения является создание способа изготовления планарного трансформатора на основе многослойной печатной платы с надежными межслойными переходами, а также получение витков обмотки большой толщины, позволяющей получить необходимое поперечное сечение витка, при котором допустимая величина тока равна, например, 100А и более.
Поставленная задача решается тем, что в известном способе изготовления планарного трансформатора на основе многослойной печатной платы [2] изготавливают медные витки обмоток с контактными площадками в соответствии с фоторезистивным печатным рисунком, на котором обмотки расположены на раздельных прямоугольных участках. Затем обмотки укладывают в пакет с включением между обмотками клеящих прокладок. Проводят прессование пакета при температуре отверждения клея. Создают межслойные электрические соединения обмоток. Изготавливают первичную и вторичную многослойные обмотки и склеивают их между собой. Создают отверстия в обмотках, в которые устанавливают ферритовый сердечник, отличающийся тем, что витки обмоток с внутренними и внешними контактными площадками изготавливают путем электролитического осаждения меди на поверхность металлической гальванопластической матрицы, которую предварительно покрывают фоторезистивной маской с позитивным рисунком витков обмоток и контактных площадок, обмотки располагают в двух рядах, при этом общее число обмоток равно числу слоев многослойной обмотки, на пробельные места фоторезистивной маски осаждают электролитически медь до заданной толщины, затем создают на ее поверхности микрошероховатости, удаляют фоторезистивную маску и на поверхность медных витков укладывают клеящую прокладку с окнами в местах расположения внутренних и внешних контактных площадок, запрессовывают прокладку в витки при температуре отверждения клея и получают односторонние печатные обмотки, на поверхность внутренних контактных площадок наносят паяльную пасту и проводят ее оплавление, затем матрицу разделяют на две части, на каждой из которых расположен один ряд односторонних обмоток, после чего обе части совмещают, укладывая их в пакет, при этом предварительно наносят клей на поверхности прокладок, односторонние обмотки склеивают между собой и получают двусторонние печатные обмотки, после чего отделяют матрицу с одной стороны пакета, проводят пайку внутренних контактных площадок, паянные контакты защищают электроизоляционным лаком, затем на матрице оставляют только одну двустороннюю обмотку, а остальные отделяют от матрицы, их последовательно укладывают в пакет на обмотку, оставшуюся на матрице, предварительно наносят клей на поверхность обмоток, внешние контактные площадки располагают в ряд на матрице и попарно соединяют их пайкой, начиная со второго и заканчивая предпоследним, при этом первая и последняя контактные площадки являются началом и концом многослойной обмотки, после чего на внешние контактные площадки укладывают клеящие прокладки и проводят прессование пакета, получают многослойную печатную обмотку, изготовленные таким образом первичную и вторичную обмотки трансформатора склеивают между собой, после чего с двух сторон обмотки отделяют матрицы и после создания в обмотках отверстий и установления ферритового сердечника получают планарный трансформатор на основе многослойной платы.
Способ поясняется чертежами, фиг.1-7.
На фиг.1 показана алюминиевая матрица, на которой изготовлены витки обмоток с контактными площадками и электроизоляционная прокладка с окнами. Прокладка предназначена для переноса на нее медных витков с образованием односторонних обмоток.
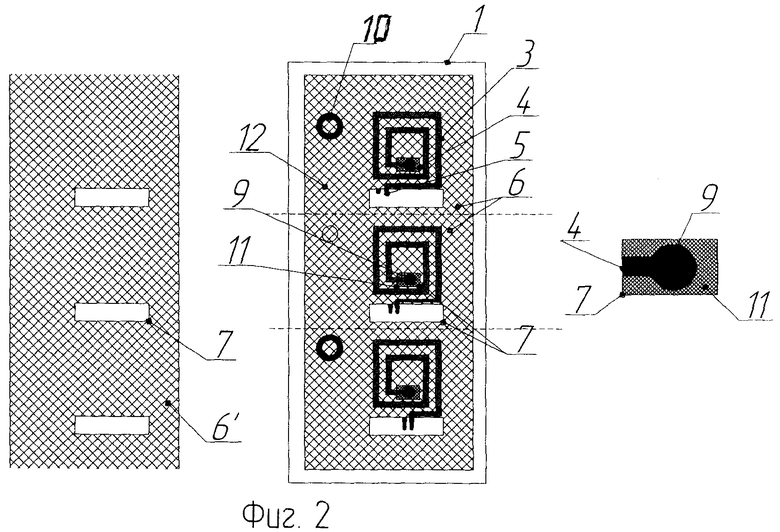
На фиг.2 показаны двусторонние обмотки, которые получены после склеивания односторонних обмоток
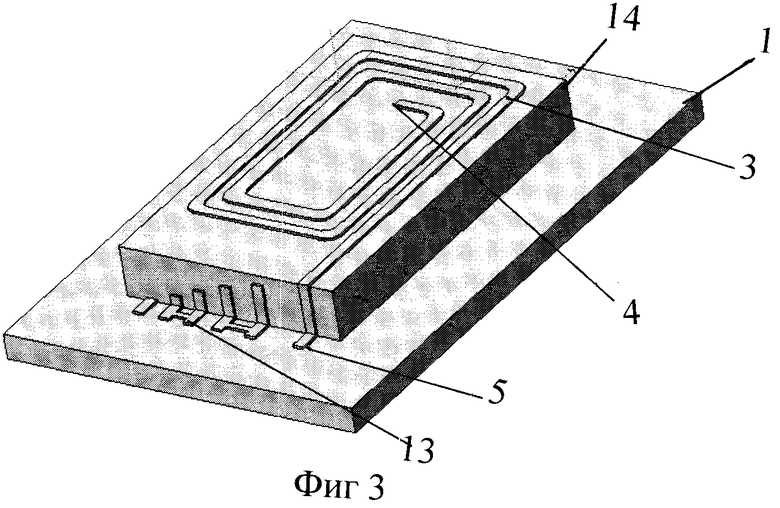
На фиг.3 представлена многослойная вторичная обмотка, образованная путем склеивания двусторонних обмоток.
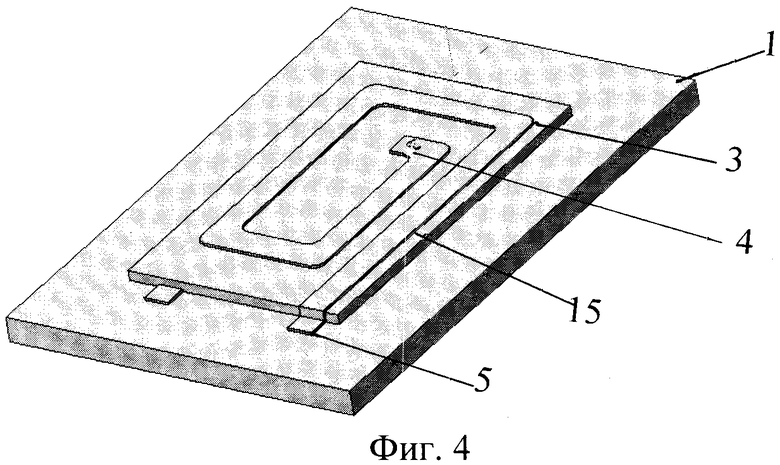
На фиг.4 представлена первичная обмотка.
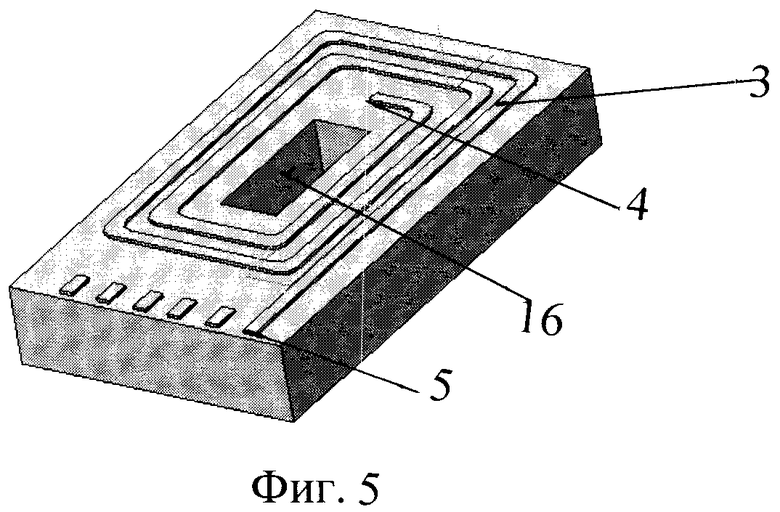
На фиг.5 представлена обмотка трансформатора, полученная после склеивания первичной и вторичной обмотки с отверстием для установки сердечника.
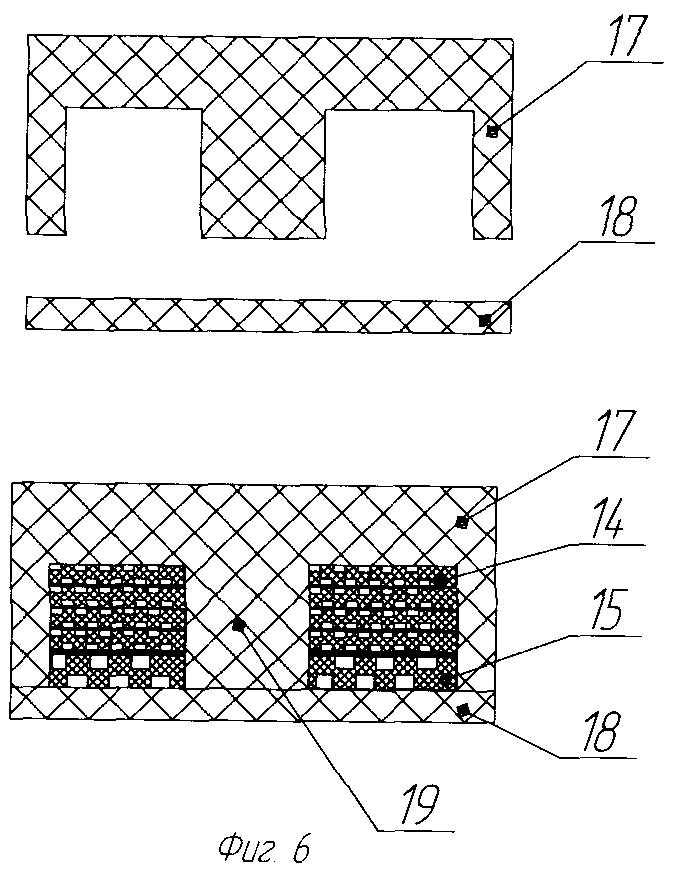
На фиг.6 показан планарный трансформатор на основе многослойной печатной платы.
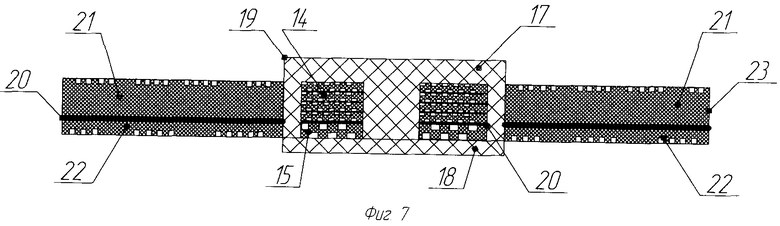
На фиг.7 показан планарный трансформатор, интегрированный в многослойную печатную плату.
Способ реализуется следующим образом
Медные витки обмотки с контактными площадками изготавливают электролитическим осаждением меди на поверхность металлической гальванопластической матрицы. Из большого ассортимента металлических гальванопластических матриц [3] наиболее эффективной для решения поставленной задачи является алюминиевая матрица. Так как с алюминиевой матрицы возможен перенос медных печатных проводников с матрицы на тонкое диэлектрическое основание [4]. А также с алюминиевой матрицы возможен сброс печатных медных изделий [5]. Поэтому с алюминиевой матрицы можно одновременно осуществлять перенос медных печатных витков обмоток на диэлектрическую прокладку и отделять от матрицы контактные площадки. В качестве алюминиевой матрицы 1 (фиг.1) применяют прокат алюминиевого сплава, например, марки Д16Т, толщиной 0,1-0,3 мм. Матрицу подготавливают к металлопокрытию путем анодирования в 4Н серной кислоте при плотности тока 1А/дм2 [3]. Материал фоторезистивной маски применяют в зависимости от толщины изготавливаемых витков обмоток. При тонких витках до 50 мкм можно применять пленочный фоторезист, например, марки СПФ-ВЩ-2-50. При витках, превышающих толщину 50 мкм, применяют гальваностойкую краску, например, марки, СТЗ.13, которую наносят методом трафаретной печати [6]. На поверхность матрицы 1 (фиг.1) наносят фоторезистивную маску 2 с позитивным рисунком витков обмоток 3 с внутренними контактными площадками 4 и внешними 5. Фоторезистивный рисунок маски 2 состоит из двух рядов обмоток 3. Число обмоток 3 в двух рядах соответствует числу слоев в многослойной обмотке. На пробельные места фоторезистивного рисунка электролитически осаждают медь из кислого сульфатного электролита меднения состава в г/л: сернокислая медь - 250, серная кислота - 70, плотность тока 4 А/дм2, температура 20±2°С. После достижения заданной толщины медного осадка на его поверхность осаждают шероховатый осадок меди, предназначенный для увеличения прочности сцепления между витками обмоток и диэлектрической прокладкой 6. Шероховатый осадок осаждают в импульсном режиме из раствора состава в г/л: сернокислая медь 35-45, серная кислота 180-200, температура 22-26°С, время осаждения 0,5 мин, время паузы 0,025 мин, плотность тока 6 А/дм2. Продолжительность осаждения для достижения шероховатой поверхности до значения Ra, равного 2 мкм [7]. Затем с матрицы 1 удаляют фоторезистивную маску путем растворения в соответствующих растворителях: пленочный фоторезист в 5% растворе щелочи, а гальваностойкую краску в органическом растворителе, например, в хлористом этилене. После чего на медные витки укладывают электроизоляционную стеклотекстолитовую прокладку 6, пропитанную недополимеризованным клеевым связующим, с температурой отверждения 155±5°С, например, марки СП-1-01 [8]. В прокладке 6 вырезают окна 7 в местах расположения контактных площадок 4 и 5 (фиг.1). Суммарная толщина прокладки 6 должна быть больше толщины витков 3 не менее чем в два раза, так как при запрессовке прокладок 6 в медные витки 3 последние на всю толщину витка размещаются в прокладке 6. Проводят запрессовку прокладок 6 в витки 3 при температуре отверждения клеевого связующего. При этом образуются односторонние обмотки 8. На поверхность внутренних контактных площадок наносят паяльную пасту 9, например, марки ПП1, на основе припоя ПОС-61 с температурой плавления 190-230°С и проводят оплавление паяльной пасты при температуре 90-100°С. Смежные обмотки 3 в каждом ряду имеют такое расположение внутренних контактных площадок 4, что в случае укладки смежных обмоток друг на друга контактные площадки 4 совпадают и возможно их соединение пайкой. При этом внешние контактные площадки 5 смежных обмоток расположатся на расстоянии, равном шагу между смежными витками в обмотке. Для совмещения смежных обмоток, расположенных в двух рядах, и образования двусторонних печатных обмоток, матрицу 1 разделяют на две части, на каждой из которых расположен один ряд односторонних обмоток 8. Затем разделенные части матрицы 1 укладывают в пакет в соответствии с расположением реперных знаков 10 на каждой части матрицы. Проводят склеивание пакета, при этом используют прокладку 6 (фиг.2), имеющую окна 7 в местах расположения контактных площадок 5. С одной стороны пакета отделяют матрицу 1, затем проводят пайку внутренних контактов 4 смежных обмоток. После чего спаянные контакты 4 покрывают электроизоляционным лаком 11, например, марки КО-926 [10], и получают двусторонние печатные обмотки 12. На двусторонние обмотки 12 укладывают клеящую прокладку 6' фиг.2 толщиной 0,06-0,1 мм с окнами 7 в местах расположения внешних контактных площадок 5 и приклеивают ее под прессом при температуре отверждения клея. Для получения многослойной печатной обмотки из двусторонних обмоток 12 на матрице оставляют только одну двустороннюю обмотку 12, а остальные отделяют от матрицы и последовательно укладывают в пакет над оставшейся на матрице обмотке 12. При этом внешние контактные площадки 5 располагают в один ряд 13 на матрице 1 (фиг.3). Соединят контактные площадки 5 попарно путем пайки припоем с температурой плавления выше, чем температура отверждения клеевого связующего, например, припоя марки ПОС-61. Попарные соединения контактных площадок начинают со второго контакта и заканчивают предпоследним. При этом первая и последняя контактные площадки 5 являются началом и концом многослойной обмотки 14 (фиг.3). Весь ряд контактных площадок 13 прижимают к поверхности матрицы 1 клеящими прокладками до достижения толщины пакета многослойной обмотки 14. После чего проводят прессование пакета при температуре отверждения клея и получают вторичную многослойную обмотку 14 (фиг.3). Аналогично изготавливают первичную обмотку 15 (фиг.4). Затем обмотки 14 и 15 склеивают между собой под прессом. Отделяют матрицу 1 с двух сторон печатной обмотки трансформатора. Затем вырубают отверстия 16 в обмотке трансформатора, необходимые для установки ферритового сердечника (фиг.5), устанавливают в обмотку ферритовый сердечник 17 (фиг.6), закрепляют его пластиной 18 и получают планарный трансформатор с многослойной печатной платой 19.
Возможность интеграции планарного трансформатора 19 в многослойную печатную плату основана на том, что в технологии изготовления планарного трансформатора и многослойной печатной платы имеются аналогичные технологические операции. Так, при изготовлении планарного трансформатора проводят склеивание первичной и вторичной обмоток, а при изготовлении многослойной печатной платы склеивают заготовки из односторонних или двусторонних печатных плат. Поэтому предложено проводить одновременное склеивание обмоток трансформатора и заготовок многослойной печатной платы. Отличительной особенностью такого склеивания является то, что его проводят до отделения обмоток от матрицы (фиг.3 и фиг.4). Поэтому поверхность обмоток защищена от воздействия агрессивных растворов, которые применяют после склеивания заготовок многослойной печатной платы в процессе изготовления межслойных переходов химико-гальванической металлизации, а также при создании топологии медных печатных проводников на внешних слоях путем химического травления фольгированного диэлектрика [11]. После завершения изготовления многослойной печатной платы матрицы отделяют от поверхности обмоток. В обмотках создают отверстия, в которые устанавливают ферритовый сердечник 17 (фиг.7). На фиг.7 показана многослойная печатная плата, в которую интегрирован планарный трансформатор. Как видно, обмотки трансформатора 14 и 15, а также заготовки многослойной печатной платы 21 и 22 склеены единой прокладкой 20. В результате планарный трансформатор 19 на основе многослойной печатной платы 14 и 15 интегрирован в многослойную печатную плату 23.
Таким образом, разработанный способ позволяет изготавливать планарный трансформатор на основе многослойной печатной платы с высокой эксплуатационной надежностью, так как межслойные электрические соединения осуществляют пайкой контактных площадок смежных обмоток. Кроме того, способ позволяет изготавливать витки с большой толщиной. Способ не ограничивает число двусторонних обмоток, укладываемых в пакет при образовании многослойной обмотки, поэтому возможно достижение оптимального коэффициента трансформации. Способ пригоден для массового производства, так как основные технологические операции способа можно осуществлять на высокопроизводительном оборудовании, освоенном промышленными предприятиями, а именно: нанесение на матрицу фоторезистивного рисунка методом фотолитографии, электролитического осаждения меди на пробельные места фоторезистивного рисунка с образованием медных витков и контактных площадок, образование односторонних печатных плат путем переноса медной печатной схемы на электроизоляционное основание, образование многослойной печатной платы на основе односторонних и двусторонних печатных плат. Кроме того, разработан способ интеграции планарного трансформатора в многослойную печатную плату в процессе их совместного изготовления.
Способ осуществляется следующим образом.
Пример 1. Изготавливают планарный трансформатор на основе многослойной печатной платы с миниатюрным ферритовым сердечником типа Е 14/3,5/5, у которого свободное пространство для размещения многослойной обмотки равно 4×2 мм, где 4 мм - ширина свободного пространства, а 2 мм - высота. Первичная обмотка трансформатора питается от источника тока с напряжением 3 В. Допустимый ток в витке вторичной обмотки равен 0,25А. Определяем необходимое поперечное сечение витков вторичной обмотки исходя из значения допустимого тока через печатный медный проводник, который изготовлен гальваническим осаждением меди и равен 20 А/мм2 [12]. Поперечное сечение медного витка вторичной обмотки при допустимом токе, равном 0,25 А, соответственно равно 0,0125 мм2. Тогда при ширине витка вторичной обмотки, равной 0,25 мм2, толщина витка равна 0,05 мм.
Для достижения минимальной паразитной емкости в многослойной обмотке необходимо, чтобы зазор между витками был равен ширине витка, т.е. зазор между витками должен быть равен 0,25 мм. Тогда доля ширины свободного пространства, приходящегося на один виток, равна 0,5 мм, а при ширине 4 мм в свободном пространстве сердечника в одном слое обмотки можно разместить шесть витков.
Определяем число слоев обмоток, которые можно расположить по высоте свободного пространства сердечника, равного 2 мм. В свободном пространстве сердечника необходимо разместить первичную и вторичную обмотки трансформатора, которые соединены между собой клеящей прокладкой. При этом возможно распределение свободного пространства сердечника: первичная обмотка - 0,6 мм, вторичная - 1,2 мм, клеящая прокладка - 0,2 мм.
Медные витки 3, осажденные на матрицу 1, запрессовывают в электроизоляционную прокладку 6 на всю толщину витка 3. Поэтому толщина прокладки 6 должна иметь толщину не менее двух толщин витка 3. При толщине одного витка вторичной обмотки, равной 0,05 мм, толщина прокладки должна быть равна 0,2 мм. Следовательно, толщина одного слоя обмотки равна 0,2 мм. Поэтому число слоев во вторичной обмотке толщиной 1,2 мм равно шести. При шести слоях во вторичной обмотке и шести витках в одном слое обмотки, число витков во вторичной обмотке равно тридцати шести. При числе витков первичной обмотки, равном 4, коэффициент трансформации равен 9. При напряжении на входе первичной обмотки, равном 3 В, напряжение на выходе вторичной обмотки при работе трансформатора на холостом ходу равно 27 В.
Для изготовления вторичной обмотки на поверхности алюминиевой матрицы изготавливают шесть слоев обмоток с контактными площадками. Их располагают в двух рядах по три обмотки в каждом ряду (фиг.1). Каждая обмотка состоит из витков 3, внутренних контактных площадок 4 и внешних контактных площадок 5. Поверхность матрицы, необходимая для изготовления шести обмоток, определяется из размера поверхности, необходимой для одной обмотки, равной 14×18 мм, и расстояния между обмотками, равного 30 мм. Поверхность на матрице, предназначенная для изготовления вторичной обмотки, равна 58×145 мм. На поверхность матрицы наносят позитивный фоторезистивный рисунок шести обмоток с контактными площадками методом фотолитографии с помощью пленочного фоторезиста марки СПФ-ВЩ-2-50. В пробельные места фоторезистивного рисунка электролитически осаждают медь из кислого сульфатного электролита меднения толщиной 0,05 мм, затем электролитически осаждают шероховатый осадок меди из обедненного по содержанию меди сульфатного электролита меднения в импульсном режиме. После чего удаляют пленочный фоторезист в слабом щелочном растворе. На медные витки обмоток укладывают стеклотекстолитовую прокладку 6 толщиной 0,2 мм, пропитанную термореактивным клеевым связующим. Предварительно в прокладке вырезают окна 7 в местах расположения контактных площадок 4 и 5. В прокладку запрессовывают витки 3 обмоток и получают шесть односторонних обмоток 8. На контактные площадки 4 наносят паяльную пасту 9 и проводят оплавление пасты при температуре 90-100°С.
Матрицу 1 разделяют на два участка, на каждом из которых расположен один ряд обмоток. Затем в соответствии с реперными знаками 10, разделенные участки матриц укладывают в пакет (фиг.2) таким образом, что внутренние контактные площадки 4 смежных обмоток совпадают для дальнейшего соединения их пайкой, а внешние контактные площадки 5 располагаются рядом на расстоянии, соответствующем шагу между витками (фиг.2). Склеивают обе половины матрицы 1 под прессом при температуре отверждения клея. Затем отделяют матрицу только с одной стороны пакета. После чего проводят пайку внутренних контактных площадок 4 смежных обмоток. Спаянные контакты 4 защищают электроизоляционным лаком 11 и получают на матрице 1 три двусторонние обмотки 12. На поверхность всех обмоток 12 приклеивают под прессом прокладку 6' толщиной 0,1 мм с окнами 7 в местах расположения контактных площадок 5 (фиг.2).
После чего на матрице 1 оставляют одну двустороннюю обмотку 12, а две двусторонние обмотки отделяют от матрицы. Их укладывают последовательно в пакет с промежуточным клеевым слоем над оставшейся на матрице обмотке 12. При этом внешние контактные площадки 5 каждой обмотки 12 укладывают в один ряд 13 на матрице 1 (фиг.3). Соединяют контактные площадки 5 попарно путем пайки припоем с температурой плавления выше температуры отверждения клеевого связующего. Попарные соединения пайкой начинают со второго контакта 5 и заканчивают предпоследним контактом 5 в ряду 13. При этом первая и последняя контактные площадки являются началом и концом вторичной многослойной обмотки 14. Затем контактные площадки 13 прижимают к матрице 1 клеящей прокладкой. На нее укладывают выравнивающую прокладку до достижения толщины пакета 14. После чего пакет прессуют при температуре отверждения клея и получают вторичную многослойную обмотку планарного трансформатора, которая расположена на матрице 1, фиг.3.
Аналогично изготавливают первичную обмотку планарного трансформатора. Общая толщина первичной обмотки равна 0,6 мм. Первичная обмотка состоит из двух слоев. Толщина слоя обмотки равна 0,3 мм. Это позволяет изготавливать витки первичной обмотки толщиной 0,1 мм и более. Ширина свободного пространства в сердечнике равна 4 мм, и в ней нужно разместить два витка первичной обмотки, поэтому ширина витка может быть равна 1 мм с учетом расстояния между витками, равного также 1 мм. Поперечное сечение витков первичной обмотки равно 0,1 мм2, что соответствует допустимому току в витках первичной обмотки, равному 2,5 А. Поверхность каждой обмотки равна 14×18 мм. Для изготовления двух односторонних обмоток применяют алюминиевую матрицу 1 размером 110×60 мм. В качестве фоторезистивной маски применяют гальваностойкую краску, которую наносят методом трафаретной печати. Затем электролитически наращивают медные витки обмоток толщиной 0,1 мм. Контактные площадки 4 смежных обмоток соединяют пайкой. Два внешних контакта 5 служат началом и концом первичной обмотки (фиг.4). Затем обмотки вторичную 14 и первичную 15 укладывают в пакет с промежуточной прокладкой толщиной 0,2 мм. Проводят склеивание обмоток под прессом при температуре отверждения клея. Отделяют матрицы 1 с двух сторон обмотки трансформатора. Вырубают отверстия 16 (фиг.5) для сердечника 17 (фиг.6). Устанавливают сердечник 17 типа Е 14/3,5/5. Его закрепляют пластиной 18 и получают планарный трансформатор на основе многослойной печатной платы 19 с входным напряжением 3 В и выходным напряжением 27 В.
Пример 2. Определяют параметры ферритового сердечника, пригодного для планарного трансформатора на основе многослойной печатной платы с рабочим напряжением, равным 100 В, и током при кратковременной нагрузке 100 А. Трансформатор питается от источника тока с напряжением 12 В. Планарный трансформатор изготавливают по способу примера 1.
Необходимо определить размер свободного пространства в ферритовом сердечнике, в котором могут разместиться первичная и вторичная обмотки трансформатора и клеящая прокладка между ними.
Определяем размер вторичной и первичной обмотки трансформатора. Зная значение выходного напряжения трансформатора и величину напряжения питания, определяем коэффициент трансформации, равный 8. Принимаем, что число витков первичной обмотки равно четырем, тогда число витков во вторичной обмотке равно тридцати двум. Поперечное сечение вторичной обмотки должно соответствовать величине кратковременно протекающего тока в 100 А. При токе, равном 100 А, поперечное сечение витка должно быть 2,5 мм2. Поэтому при ширине витка 3 мм его толщина равна 0,83 мм. Зазор между витками также равен 3 мм, поэтому для каждого витка необходимо пространство шириной 6 мм. При четырех витках в одном слое обмотки необходима ширина свободного пространства в сердечнике, равная 24 мм.
Поскольку во вторичной обмотке тридцать два витка, то их можно расположить в восьми слоях обмоток, по четыре витка в каждой обмотке.
Необходимая высота свободного пространства в сердечнике определяется суммой толщин первичной и вторичной обмоток и толщиной клеящей прокладки. Толщина вторичной обмотки определяется суммой восьми толщин прокладок, в которые запрессованы медные витки обмоток. При толщине медного витка 0,83 мм, толщина прокладки равна 2 мм. Тогда толщина вторичной обмотки равна 16 мм.
Определяем толщину первичной обмотки. Ширина свободного пространства в сердечнике для вторичной и первичной обмотки одинаковы и равны 24 мм. Первичная обмотка содержит четыре витка в двух слоях. Поэтому в одном слое обмотки расположено два витка с шириной витка, равной 6 мм, с расстоянием между витками также 6 мм. При толщине витка, равной 0,5 мм, толщина прокладки равна 2 мм. Тогда толщина первичной обмотки равна 4 мм. Если толщина клеящей прокладки равна 0,2 мм, то общая высота свободного пространства в сердечнике для размещения обмотки трансформатора должна быть равна 20,2 мм. Таким образом, ферритовый сердечник со свободным пространством 24×20,2 мм пригоден для мощного планарного трансформатора.
Определяем габариты ферритового сердечника Ш-образной формы (фиг.6). Длина Ш-образного ферритового сердечника состоит из двух участков для размещения многослойной печатной обмотки трансформатора, расположенных с двух сторон центрального стержня, фиг.6. При ширине центрального стержня, равной 10 мм, и боковых стержней шириной 5 мм, общая длина планарного трансформатора равна (24×2)+10+(5×2)=68 мм. Высота ферритового сердечника состоит из высоты свободного пространства сердечника и толщины основной части сердечника, от которой отходят центральный и боковые стержни. При высоте свободного пространства сердечника, равной 20,2 мм, толщине основной части сердечника, равной 6 мм, высота ферритового сердечника равна 26,2 мм.
Таким образом, ферритовый сердечник Ш-образной формы для мощного планарного трансформатора с выходным напряжением 100 В и током 100 А питающегося от источника тока напряжением 12 В имеет размеры 68/26,2/50 мм. При использовании сердечника Е-типа для системы Е-Е, сердечник будет относиться к типу Е68/13,1/50.
Пример 3. Изготавливают многослойную печатную плату с интегрированным в нее планарным трансформатором.
Многослойную печатную плату изготавливают методом попарного прессования [11]. Для чего берут две заготовки фольгированного с двух сторон диэлектрика. На внутренней стороне каждой заготовки создают топологию медной печатной схемы путем травления фольги в местах, незащищенных фоторезистивной маской. Затем в каждой заготовке сверлят сквозные отверстия и осуществляют их металлизацию путем химико-гальванического осаждения меди. После этого заготовке склеивают между собой.
По технологии примера 1 изготавливают первичную обмотку 15 и вторичную обмотку 14 на матрице 1 (фиг.3 и фиг.4), которые также подлежат склеиванию. Берут пропитанную клеем стеклотекстолитовую прокладку 20 (фиг.7), с двух сторон которой укладывают заготовки многослойной печатной платы 21 и 22, а также обмотки 14 и 15. Прессуют пакет при температуре отверждения клея. Затем завершают изготовление многослойной печатной платы 23, для чего просверливают отверстия для создания межслойных переходов, проводят их химико-гальваническую металлизацию. Затем создают топологию медной печатной схемы на внешних слоях платы путем травления фольги в местах, не защищенных фоторезистивной маской. В процессе завершения изготовления многослойной печатной платы, обмотки 14 и 15 планарного трансформатора защищены от воздействия агрессивных растворов матрицей 1. После завершения изготовления многослойной платы 23, отделяют матрицы от обмоток 14 и 15, создают отверстия для установки ферритового сердечника 17. Устанавливают ферритовый сердечник 17, к нему присоединяют ферритовую пластину 18. Получают планарный трансформатор 19, интегрированный в многослойную печатную плату 23.
Технический результат
Предложенный способ позволяет изготавливать планарный трансформатор с высокой эксплуатационной надежностью, т.к. межслойные соединения многослойной печатной обмотки получают путем пайки контактных площадок с помощью тугоплавкого припоя. Способ позволяет изготавливать витки обмоток большой толщины, а следовательно, с большим поперечным значением витка и поэтому с большим допустимым током в витке.
Отсутствие ограничения в числе двусторонних обмоток, из которых изготавливают многослойные обмотки, позволяет полное заполнение свободного пространства сердечника и достижение оптимального числа витков в многослойной обмотке.
Способ позволяет интегрировать планарный трансформатор в многослойную печатную плату в процессе их совместного изготовления. На основе предложенного способа возможно осуществление массового производства планарных трансформаторов на основе многослойной печатной платы.
Источники информации
1. Способ формирования планарных индуктивностей. Реферат изобретения России, заявка 93006715/07 от 1993.02.03, опубликовано 1995.04.20.
2. Планарный трансформатор на основе многослойных печатных плат. Компоненты и технологии. 2003, №6', с.106-112. Прототип.
3. Гальванотехника. М.: Металлургия, 1987, с.572-573.
4. Авторское свидетельство СССР №177945 МПК H01n, опубликовано 1966.01.08, бюллетень №2.
5. Авторское свидетельство СССР №170811 МПК C23b, опубликовано 1965.04.23, бюллетень №9.
6. Технология многослойных печатных плат. М.: Радио и связь, 1990, с.63, 74.
7. Технология многослойных печатных плат. М.: Радио и связь, 1990, с.46.
8. Технология многослойных печатных плат. М.: Радио и связь, 1990, с.38.
9. Монтаж на поверхности. М.: Издательство стандартов, 1991, с.28.
10. Справочник по электротехническим материалам. М.: Энергия, 1974, с.253.
11. Федулова А.А. и др. Многослойные печатные платы. М.: Советское радио, 1977, с.183-193.
12. Аренков А.Б. Печатные и пленочные элементы радиоэлектронной аппаратуры. Л.: Энергия, 1971, с.19.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ построения планарного трансформатора | 2019 |
|
RU2718592C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАНАРНОГО ТРАНСФОРМАТОРА НА ОСНОВЕ МНОГОСЛОЙНОЙ ПЕЧАТНОЙ ПЛАТЫ | 2020 |
|
RU2746054C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ ПЕЧАТНЫХ ПЛАТ | 2006 |
|
RU2323554C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИНИАТЮРНОГО ТОПЛИВНОГО ЭЛЕМЕНТА С ТВЕРДЫМ ПОЛИМЕРНЫМ ЭЛЕКТРОЛИТОМ | 2007 |
|
RU2333576C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОПЛИВНОГО ЭЛЕМЕНТА С ТВЕРДЫМ ПОЛИМЕРНЫМ ЭЛЕКТРОЛИТОМ | 2006 |
|
RU2325012C1 |
| ПЛАНАРНЫЙ ИНДУКТИВНЫЙ ЭЛЕМЕНТ И СПОСОБ ОТВОДА ТЕПЛА ОТ ЕГО ОБМОТОК | 2014 |
|
RU2579434C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАТАРЕИ ТОПЛИВНЫХ ЭЛЕМЕНТОВ С ТВЕРДЫМ ПОЛИМЕРНЫМ ЭЛЕКТРОЛИТОМ | 2008 |
|
RU2387053C1 |
| ТРАНСФОРМАТОР | 1991 |
|
RU2012937C1 |
| ИНВЕРТОРНЫЙ ПРЕОБРАЗОВАТЕЛЬ | 2018 |
|
RU2731773C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПЕЧАТНОЙ ПЛАТЫ | 2015 |
|
RU2603130C1 |
Изобретение относится к электрорадиотехнике и может быть использовано при изготовлении планарного трансформатора, предназначенного для портативных электрорадиотехнических устройств. Технический результат - повышение эксплуатационной надежности межслойных электрических соединений обмоток трансформатора за счет пайки контактных площадок обмоток, возможность изготовления витков обмоток с большим поперечным сечением и соответственно с большим значением допустимого тока, достижение оптимального значения коэффициента трансформации и соответственно выходного напряжения трансформатора, возможность интегрирования обмоток трансформатора в многослойную печатную плату в процессе их совместного изготовления. Достигается тем, что на поверхности гальванопластической металлической матрице изготавливают многослойную обмотку путем последовательного изготовления в начале односторонних обмоток с внутренними и внешними контактными площадками, затем на их основе двусторонних печатных обмоток, из которых составляют многослойную обмотку. Внутренние и внешние контактные площадки изготавливают одновременно с витками односторонних обмоток путем электролитического осаждения меди на пробельные места фоторезистивной маски, нанесенной на поверхность матрицы. Внутренние контактные площадки смежных обмоток соединяют пайкой, при изготовлении двусторонних обмоток, а внешние контактные площадки соединяют пайкой после укладки двусторонних обмоток в пакет многослойной обмотки. Таким образом изготавливают первичную и вторичную обмотки трансформатора, их склеивают между собой. Затем вырубают отверстия в обмотках, в которые устанавливают ферритовый сердечник, и получают планарный трансформатор на основе многослойной печатной платы. Способ позволяет изготавливать планарные трансформаторы на основе многослойной печатной платы с применением как миниатюрного ферритового сердечника типа ЕН/3,5/5 в системе Е-Е, так и с большим сердечником типа Ш 68/21/50, на котором можно получить выходные характеристики трансформатора 100 В и 100 А, при напряжении питания 12 В. 1 з.п. ф-лы, 7 ил.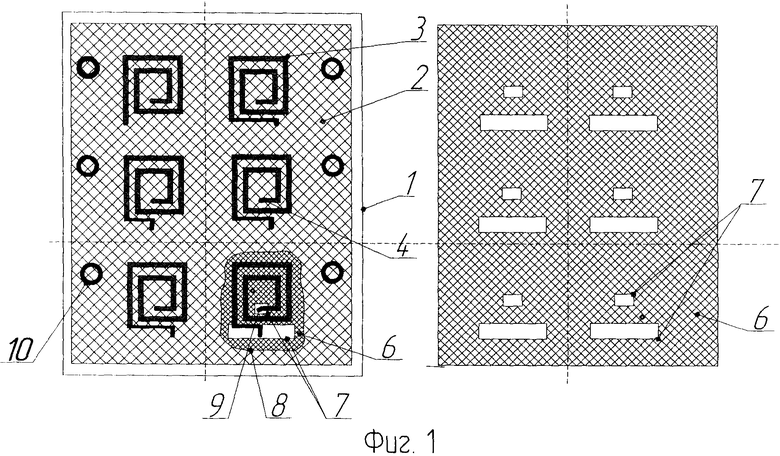
| Планарный трансформатор на основе многослойных печатных плат | |||
| - Компоненты и технологии, №6, 2003, с.106-112 | |||
| RU 93006715 А, 20.04.1995 | |||
| Катушка индуктивности | 1991 |
|
SU1825433A3 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |

