(Б) УСТРОЙСТВО ДЛЯ СБОРКИ И ПАЙКИ С ВИБРАЦИЕЙ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пайки | 1984 |
|
SU1181801A1 |
| УСТРОЙСТВО ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ЭЛЕКТРОДУГОВОЙ ПАЙКИ И ПИСТОЛЕТ ДЛЯ ПАЙКИ | 2015 |
|
RU2607508C1 |
| Электромагнитное запирающее устройство | 2021 |
|
RU2760222C1 |
| Электромагнитный замок | 2021 |
|
RU2757432C1 |
| Электромагнитный замок с актуатором | 2021 |
|
RU2757435C1 |
| Электромагнитное запирающее устройство с актуатором | 2021 |
|
RU2757431C1 |
| Устройство для прошивки запоминаю-щиХ МАТРиц HA фЕРРиТОВыХ СЕРдЕчНиКАХ | 1978 |
|
SU798994A1 |
| Электропаяльник для демонтажа радиоэлементов | 1974 |
|
SU563238A1 |
| ЭЛЕКТРОМАГНИТНЫЙ КЛАПАН | 2007 |
|
RU2342584C2 |
| СПОСОБ ВЫПОЛНЕНИЯ СКВОЗНОГО ОТВЕРСТИЯ | 1971 |
|
SU306914A1 |

1
1Тзобретение относится к области пайки и может быть использовано в электрорадиотехнической, машиностроительной и обрабатывающей промышленности в качестве монтажного инструмента, предназначенного для группового присоединения методом пай ки дискретных ферромагнитных деталей, изготовленных в виде стержней, трубок, пластин с концентраторами ультразвука, например резцов ультразвуковых прошивочных инструментов.
Такие соединения, необходимые, например, при изготовлении многоместного (группового) ультразвукового прошивочного инструмента, выполняются обычно в специальных приспособлениях 1 .
Приспособления представляют собой установочные шаблоны с системой определенным образом расположенных отверстий, с помощью которых вручную устанавливается группа деталей,
подлежащих пайке.. Затраты ручного труда при этом весьма значительны, а качество паяного соединения оказывается низким, особенно при впаивании резцов в глухие отверстия. Это объясняется как трудностью очистки глухих отверстий от загрязнений, так и невозможностью обеспечить равномерный капиллярный зазор между стенками отверстий и деталями, да
10 же при использовании установочных шаблонов, изготовленных с высокой точностью.
Особенно низкой производительность труда оказывается при перепай15ке изношенных резцов. В этом случае предварительно залуженные детали впаивают поштучно в гнезда концентр ора, нагретого до температуры
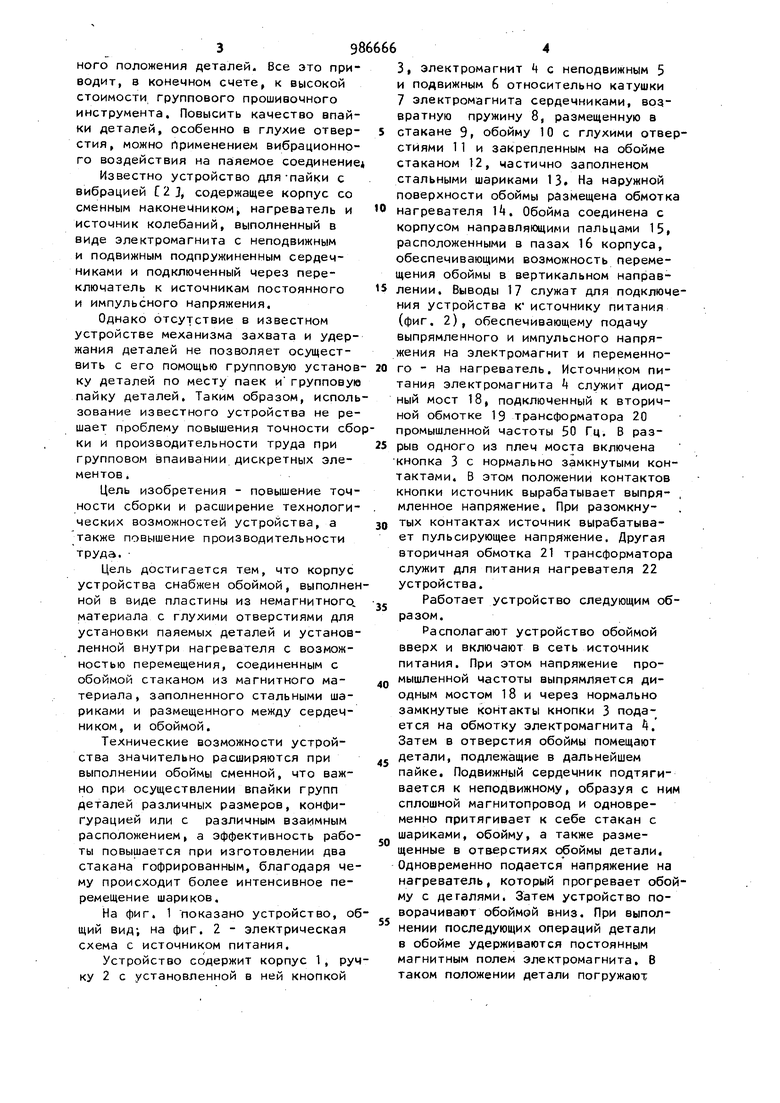
20 пдавления припоя, т.е. осуществляют посадку деталей в расплав припоя с последующим надеванием установочного шаблона на впаиваемую группу деталей с целью обеспечения плавильного положения деталей. Все это приводит, 8 конечном счете, к высокой стоимости группового прошивочного инструмента. Повысить качество впайки деталей, особенно в глухие отверстия, можно применением вибрационного воздействия на паяемое соединение Известно устройство для-пайки с вибрацией С 23, содержащее корпус со сменным наконечником, нагреватель и источник колебаний, выполненный в виде электромагнита с неподвижным и подвижным подпружиненным сердечниками и подключенный через переключатель к источникам постоянного и импульсного напряжения. Однако отсутствие в известном устройстве механизма захвата и удержания деталей не позволяет осуществить с его помощью групповую установ ку деталей по месту паек и групповую пайку деталей. Таким образом, исполь зование известного устройства не решает проблему повышения точности сбо ки и производительности труда при групповом впаивании дискретных элементов . Цель изобретения - повышение томности сборки и расширение технологических возможностей устройства, а также повышение производительности труда. Цель достигается тем, что корпус устройства снабжен обоймой, выполнен ной в виде пластины из немагнитного материала с глухими отверстиями для установки паяемых деталей и установленной внутри нагревателя с возможностью перемещения, соединенным с обоймой стаканом из магнитного материала, заполненного стальными шариками и размещенного между сердечником, и обоймой. Технические возможности устройства значительно расширяются при выполнении обоймы сменной, что важно при осуществлении впайки групп деталей различных размеров, конфигурацией или с различным взаимным расположением, а эффективность рабо ты повышается при изготовлении два стакана гофрированным, благодаря че му происходит более интенсивное перемещение шариков. На фиг. 1 показано устройство, о щий вид; на фиг. 2 - электрическая схема с источником питания. Устройство содержит корпус 1, ру ку 2 с установленной в ней кнопкой 3, электромагнит с неподвижным 5 и подвижным 6 относительно катушки 7 электромагнита сердечниками, возвратную пружину 8, размещенную в стакане 9, обойму 10 с глухими отверстиями 11 и закрепленным на обойме стаканом 12, частично заполненом стальными шариками 13. На наружной поверхности обоймы размещена обмотка нагревателя . Обойма соединена с корпусом направляющими пальцами 15, расположенными в пазах 16 корпуса, обеспечивающими возможность перемещения обоймы в вертикальном направлении. Выводы 17 служат для подключения устройства К источнику питания (фиг. 2), обеспечивающему подачу выпрямленного и импульсного напряжения на электромагнит и переменного - на нагреватель. Источником питания электромагнита k служит диодный мост 18, подключенный к вторичной обмотке 19 трансформатора 20 промышленной частоты 50 Гц. В разрыв одного из плеч моста включена кнопка 3 с нормально замкнутыми контактами. В этом положении контактов кнопки источник вырабатывает выпря- , мленное напряжение. При разомкнутых контактах источник вырабатывает пульсирующее напряжение. Другая вторичная обмотка 21 трансформатора служит для питания нагревателя 22 устройства. Работает устройство следующим обра зом. Располагают устройство обоймой вверх и включают в сеть источник питания. При этом напряжение промышленной частоты выпрямляется диодным мостом 18 и через нормально замкнутые контакты кнопки 3 пода- ется на обмотку электромагнита 4. Затем в отверстия обоймы помещают детали, подлежащие в дальнейшем пайке. Подвижный сердечник подтягивается к неподвижному, образуя с ним сплошной магнитопровод и одновременно притягивает к себе стакан с шариками, обойму, а также размещенные в отверстиях сбоймы детали. Одновременно подается напряжение на нагреватель, который прогревает обойму с деталями. Затем устройство поворачивают обоймсий вниз. При выполнении последующих операций детали в обойме удерживаются постоянным магнитным полем электромагнита. В таком положении детали погружают
на нужную глубину последовательно во флюс и ванну с расплавленным припоем, где происходит их лужение, затем детали ориентируют лужеными концами к предварительно залуженным и прогретым до температуры плавления припоя местом пайки. После чего нажатием на кнопку разрывают цепь одного из плеч моста. При этом на. электромагнит поступают пульсирующие импульсы по цепи: П обмотка трансформатора - диод Д - электромагнит - диод - Д1 - обмотка трансформатора.
Во время отсутствия импульса пружина толкает подвижный сердечник, обеспечивая вибрационный режим работы устройства. При этом намагниченные шарики хаотически перемещаются в стакане, ударяясь о дно обоймы с установленными в нем деталями.
В результате перемещения шариков их вектора исходной намагниченности оказываются направленными в самые равные стороны, в том числе и навстречу полю, создаваемому импульсами тока. Вследствие этого удерживающее магнитное поле в обойме резко ослабляется и оказывается недоста точным для уде|эжания в отверстиях обоймы деталей.
Выполнение дна стакана гофрированным способствует более интенсивному перемещению шариков. Благодаря уменьшению величины напряженности магнитного поля, удерживающего детали в посадочных местах, и инерции движения деталей, вызываемого вибра ционным воздействием, детали быстро погружаются в посадочные места до упоре.,
Одновременно с посадкой осуществляется вибрационное воздействие на расплав припоя, что улучшает условия его затекания в капиллярные зазоры между деталями и стенками отверстий, способствует очистке поверхностей от загрязнений, увеличивает смачивание Поверхностей спаиваемых деталей, улучшает структуру металла шва.
Осуществив посадку деталей и их виброобработку в расплаве припоя устройство поднимают, не прекращая в;ибровоздействия. При этом детали остаются в посадочных местах.
После подъема устройства и отпус.кания кнопки 3i устройство готово к проведению следующей пайки.
Устройство универсально: так, при
отключенном нагревателе возможно использование его для посадки группы деталей в отверстия под вклеивание, а также осуществление плотной или тугой посадки. Изготовление обоймы с
сменной расширяет возможности применения устройства, что важно при соединении групп деталей, отличающихся количеством, размерами, взаимным расположением. Все это расширяет технологические возможности использования устройства.
Технико-экономический эффект по сравнению с базовым объектом, в качестве которого принят прототип, до(стигается за счет повышения производительности труда в 10-15 раз при высоком качестве, -обеспечиваемом вибрационным воздействием.
К
формула изобретения
Устройство для сборки и пайки с вибрацией, содержащее корпус со сменным наконечником, нагреватель и источник колебаний, выполненный в виде электромагнита с неподвижным и подвижным подпружиненным сердечниками и подключенный через переключатель к ис точникам постоянного и импульсного напряжений, отличающееся тем, что, С целью повышения точности сборки и расширения технологических возможностей устройства, корпус сна&жен обоймой, выполненной в виде пластины из немагнитного Материала с глухими отверстиями для установки деталей и установленной Внутри нагревателя с возможностью перемещения, соединенным с обоймой стаканом из магнитного материала, заполненного стальными шариками, и размещенного между сердечником и обоймой. . Источники информации,
принятые во внимание при экспертизе
. Волосатов В.А, Ультразвуковая обработка. Л., 1973, с. 83-85, 100-103.
f9
Фуг.
