Предлагаемый способ относится к области производства устройств, нанри.мер, охлаждаемых газовых магистралей, содерл ащих двухслойные паяные охлаждаемые оболочки.
Известны способы выполнения сквозного отверстия, проходяндего через рубашку и бобышку оребренной внутренней стенки двухслойной паяной охлаждаемой оболочки и служашего для установки относительно него штуцера для нрисоединения датчика замера параметров среды в полости оболочки, с использованием базирования по выполнепным до найки соосным отверстиям, одно из которых - сквозное и располол :ено в рубашке, а другое - глухое - в центре бобышки.
Предложенный способ отличается от известных тем, что штуцер, выполненный с глухим отверстием в его верхней части и соосно ему расположенным цилиндрическим хвостовиком в нил-сней части, приваривают к рубашке, предварительно установив его на подготовленной к пайке оболочке посредством хвостовика, проходяшего через сквозное отверстие в рубашке и фиксируемого по посадке в слухом отверстии бобышки. Затем производят пайку оболочек с одновременным впаиванием хвостовика в отверстие бобышки, после чего окончательно сверлят сквозное отверстие через штуцер, рубашку и бобышку. Такой способ выполнения позволяет исключить
специальное оборудование для его реализации.
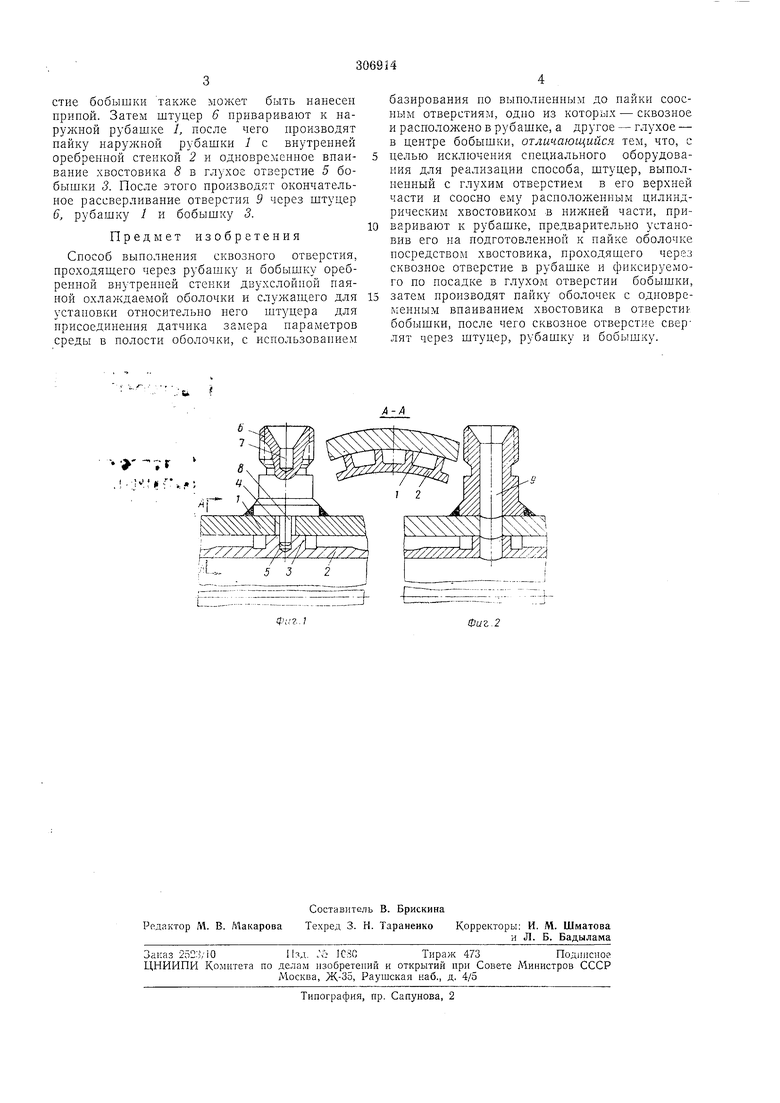
На фиг. 1 показана двухслойная оболочка, подготовленная к пайке, с установленным на нее и нривареппым к рубашке штуцером; на фиг. 2 - двухслойная оболочка после пайки и окончательного сквозного рассверливания отверстия через штуцер, рубашку и бобышку.
Двухслойная оболочка состоит из наружной рубашки / и внутренней оребренной стенки 2 с выфрезерованной круглой бобышкой S. Нарулчная рубашка 1 н внутренняя стенка 2 спаяны между собой по ребрам, в результате чего между ними образуется герметичная межрубашечная нолость, для протока охлаладаюш;ей л ндкости.
В нарул ной рубашке / вынолняется сквозное отверстие 4, а в бобышке 3 - соосно сквозному - глухое отверстие 5. Штуцер 6, вынолненный с глухим отверстием 7 в его верхней части и соосно ему располол енным цилиндрическим хвостовиком 8 в нижней части, устанавливают на подготовленной к пайке собранной оболочке с нанесенным на внутренней стенке рубашки припоем посредством хвостовика 8, проходяшего через сквозное отверстие 4 в нарул ной рубашке / и фиксируемого по посадке в глухом отверстии 5 бобышки 3. При этом на поверхность хвостовика 8 для лучшего впаивания его в глухое отверстие бобышки также может быть нанесен Ириной. Затем штуцер 6 нриваривают к наружной рубашке , после чего нроизводят пайку наружной рубашкн 1 с внутренней сребренной стенкой 2 и одновременное впаивание хвостовика 8 в глухое отверстие 5 бобышки 3. После этого производят окончательное рассверливание отверстия 9 через штуцер 6, рубашку / и бобышку 3.
Предмет изобретения
Способ выполнения сквозного отверстия, проходящего через рубашку и бобышку оребрепной внутренней стенки двухслойной паяной охлаждаемой оболочки и служащего для установки относительно него штуцера для присоединения датчика замера нараметров среды в полости оболочки, с использовапием
базирования по выполненным до пайки соосным отверстиям, одно из которых - сквозное и расположено в рубашке, а другое - глухое - в центре бобышки, отличающийся тем, что, с
целью исключения специального оборудования для реализации способа, штуцер, выполненный с глухим отверстием в его верхней части и соосно ему расноложенным цилиндрическим хвостовиком в нижней части, приваривают к рубашке, предварительно установив его на подготовленной к пайке оболочгсе посредством хвостовика, проходяшего через сквозное отверстие в рубашке и фиксируемого по посадке в глухом отверстии бобышки,
затем производят пайку оболочек с одновременным впаиванием хвостовика в отверсти бобышки, после чего сквозное отверстие сверлят через штуцер, рубашку и бобышку.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНО-ПАЯНОЙ КОНСТРУКЦИИ ГАЗОГЕНЕРАТОРА | 1999 |
|
RU2158667C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ПАЯНЫХ КОНСТРУКЦИЙ | 2014 |
|
RU2581335C1 |
| Способ пайки двухслойных паяных конструкций | 2017 |
|
RU2680117C2 |
| РОТОРНАЯ МАШИНА | 1997 |
|
RU2114312C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНУСНОЙ КОНСТРУКЦИИ | 1998 |
|
RU2156181C2 |
| Стендовый жидкостный ракетный двигатель с непрерывной спиновой детонацией | 2017 |
|
RU2674117C1 |
| ГОЛОВКА ДЛЯ РАСТОЧКИ КОРПУСНЫХ ОТВЕРСТИЙ, ПРЕДНАЗНАЧЕННАЯ ДЛЯ КРЕПЛЕНИЯ В ШПИНДЕЛЕ ВЕРТИКАЛЬНО-СВЕРЛИЛЬНОГО СТАНКА | 2013 |
|
RU2553758C1 |
| Способ разъемного крепления двух- и трехслойных пластин-резцов со сверхтвердыми слоями и твердосплавной подложкой | 2016 |
|
RU2631756C1 |
| Способ измерения температурных и силовых параметров процесса резания при рассверливании | 2024 |
|
RU2838795C1 |
| ЭЛЕКТРИЧЕСКИЙ СОЕДИНИТЕЛЬ С ПОМЕХОПОДАВЛЯЮЩИМИ ФИЛЬТРАМИ | 2008 |
|
RU2396651C2 |
Фиг.2
