(54) КОЛЛЕКТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления торцового коллектора электрической машины | 1980 |
|
SU951513A1 |
| Коллектор электрической машины | 1979 |
|
SU881914A1 |
| Торцовый коллектор электрической машины | 1980 |
|
SU951508A1 |
| Коллектор электрической машины | 1978 |
|
SU752574A1 |
| Коллектор электрической машины | 1979 |
|
SU796966A1 |
| Композиционный материал для изготовления коллекторов электрических машин | 1980 |
|
SU945931A1 |
| Композиционный материал для коллекторов электрических машин | 1977 |
|
SU670993A1 |
| Коллектор электрической машины | 1975 |
|
SU557449A1 |
| Способ изготовления коллекторов электрических машин | 1976 |
|
SU613431A1 |
| Коллектор электрической машины | 1977 |
|
SU674133A1 |
1
Изобретение относится к электричеоКИМ машинам , а именно к коллекторам и снособам их изготовления и может найти применение при производстве электрических машин.
Известны коллекторы электрических Машин, полученные из прессовочных трубчатых заготовок на основе углеграфитовых порошков L1 .
Основным недостатком таких коллекторов является малая механическая прочность.
Известен коллектор, содержаший ламели, выполненные из углеродной ткани, пропитанной полимерным связующим, и образующие полый цилиндр с гладкой рабочей поверхностью. Способ ийготоеления такого коллектора включает в-себя сборку коллекторных пластин из углеродной ткани, пропитанной полимерным связующим,, и последующее прессование 12 .
Такой коллектор обладает высокой механической прочностью и повышенной пластичностью. Однако он применим лишь
В низковолотных электрических машинах, питаемых напряжением 12-36 В, так как не обеспечивает необходимой электрической прочности поперек слоев коллектора при питании повьпиенным напряжением.
Токоведущие и изоляционные элементы данного коллектора выполнены из нескольгких слоев омедненной углеродистой ткани, что затрудняет его формирование. В результате прессования образуется полу цилиндр. Способ изготовления данного коллектора включает такую трудоемкую операцию, как склеивание двух полущьлиндров.
Таким образом, сборка пакета коллектора в пресс-форму, формирование заготовки и коллектора в целом связаны со значительными технологическими труп- ностями.
Цель изобретения - улучшение коммутационных свойств и упрошение технологии изготовления коллектора.
Поставленная цель достигается тем, что ламели выполнены в вида рулонов, i свернутых из непрерывной полосы угл&родной ткани, завернутых в изоляцион ную ткань.
Кроме того, полоса углеродной ткани выполнена с уменьшающейся шириной.
Согласно способу полосу углеродной ткани сворачивают в рулон, заворачивают изоляционной тканью в один слой, закладьюают в полость пресо-формы между разделительными элементами, прессуют при давлении 170-180 ат и температуре 140-150С, вынимают разделительные элементы и прессуют при давлении 190-2ОО ат и температуре 170-180 0.
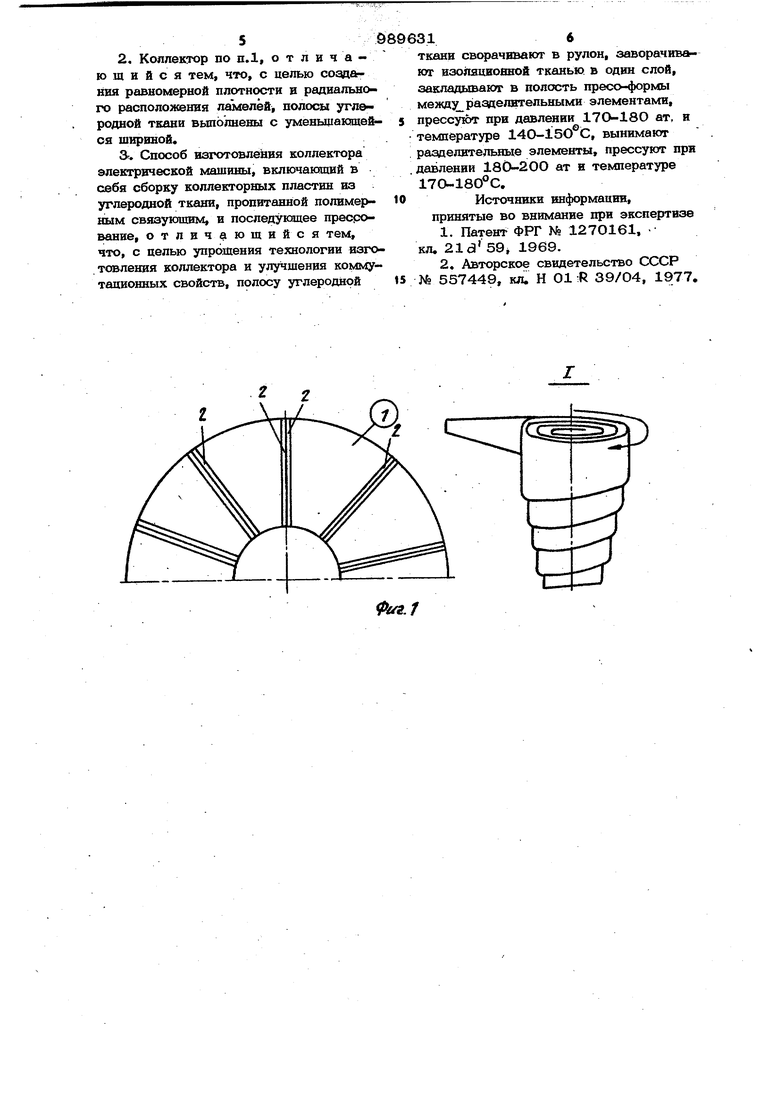
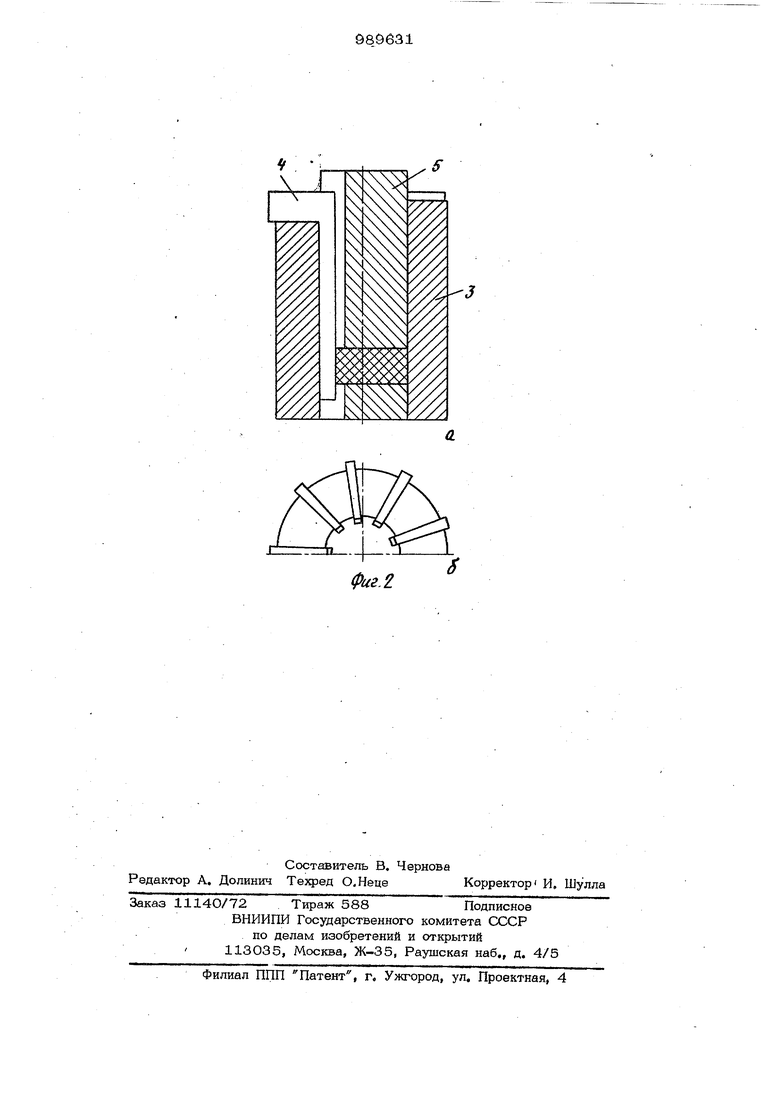
На фиг. 1 изЬбражен коллектор; раэрез; на фиг. 2 (л, 6) - пресс-форма для осуществления предлагаемого способа изготовления.
Коллектор (фиг. 1)имеет ламели 1, выполненные в виде трубок из непрерывной полосы углеродной, в качестве которой может быть использована ткань марки ТГН-2М, ТИП-3,4, пропитанная полимерным связующим.
Ламель обернута изоляционной тканью 2 в один слой для увеличения электрической прочности межЛамельного пространства.
При изготовлении коллектора электрической машины по предлагаемому способу операции выполняются в следующей последовательности. Вначале из полосы углеродной ткани с уменьшающейся шириной сворачивают рулон, который имеет . трапеаиедальную форму, как это представлено на фиг. 1, поз. 1. Количество коллекторных пластин, изготавливаемого коллектора, определяет необходимое число подобных рулонов. Далее полученный рулон заворачивают изоляционной тканью в один слой для обеспечения требуемой электрической прочности межламельной изоляции коллектора.
После этого указанный рулон закладывают в полость пресс-формы, образуемую двумя рядами расположенными разделительными элементами 3. Таким образом, набирается полный пакет токоведущих элементов коллектора.
Сформированный коллекторный пакет, набранный из определенного числа рулонов, затем прессуют между подвил - 1ым 4 и неподвижным 5 пуансонами. Подви ш1ый пуансон имеет пазы, в которые при прессовании входит соответствующее число разделительных элементов
Второй этап заключается в следующем: вынимаются разделительные элементы и производится прессование коллекторного пакета при давлении 190200 ат и температуре 17О-180°С. При указанных параметрах процесса прессования происходит как заполнение пустот, образованных вынутыми разделительными элементами, так и окончательная полимеризация полимерного связующего.
При этом не происходит сколько нибудь существенных изменений формы токоведущих элементов коллектора, которые образуют в результате 2-го этапа прессования гладкую цилиндрическую поверхность.
На гладкой рабочей поверхности коллектора, полученного предлагаемым способом изготовления, практически отсутствуют радиальные и тангенциальные колебания щеток, что приводит к значительному улучшению коммутационных xetрактеристик электрической машины.
Коллектор из волокнистых природных материалов данной конструкции позволяет значительно расширить область их применения. При использовании данного коллектора улучшается, качество коммутационного процесса. Конструктивное решение данного коллектора обеспечивает его высокую механическую прочность (предельные окружные скорости до 200 м/с) при значительном упрощении технологии изготовления.
Формула из обретения
а. Способ изготовления коллектора электрической машины, включающий в себя сборку коллекторных пластин из углеродной ткани, пропитанной полимерным связующим, и последующее пресрование, отличающийся тем, что, с целью упрожения технологии изготовления коллектора и улучшения коммутационных свойств, полосу углеродной
ткани свсфачивают в рулон, заворачивают изоляционной тканью в один слой, закладывают в полость пресо-формы между разделительными элементами, прессуют при давлении 17О-180 ат, и температуре 14О-15О°С, вынимают разделительньхе элементы, прессуют при давлении 180-2ОО ат и температуре 170-18О С.
Источники информации, принятые во внимание при экспертизе
2 Авторское свидетельство СССР № 557449, кл. Н 01 :R 39/04, 1977.
f.l
f
фиг. 2.
