Предлагаемое изобретение касается способа и устройства для подачи в формы порций расплавленного стекла определенных размеров и веса, согласованных с принимающей стеклр формой.
По предлагаемому способу, порции расплавленного стекла отрезаются от струи расплавленной массы, вытекающей из спускного отверстия печного резервуара, при чем в промежутках между последовательно повторяющимися процессами разрезания нижние части спускного отверстия и поверхность вытекающей из него стеклянной струи подвергают действию пламени горящих или раскаленных газов, направляемых под постоянным или меняющимся давлением из неподвижных выпускных отверстий кольцевой горелки, расположенной вокруг спускного отверстия печного резервуара.
Для оплавления места среза и автоматического регулирования времени вытекания массы из спускного отверстия, в промежуток времени между двумя последовательными процессами разрезания с нижней стороны спуск,ного отверстия создают на некоторое время усиленное давление горящих газов, вследствие чего выход стекла, стекающего под действием собственной тяжести, замедляется или временно приостанавливается. Для такого усиления давления газовой огневой среды, окружающей спускное отверстие, к последнему приближают или приставляют с некоторым зазорол1 переставной замкнутый колпак, устанавливаемый таким образом, чтобы под влиянием усиливающегося в нем давления газов происходило оттеснение вытекающей струи стекла назад в выпускной канал резервуара, после чего колпак удаляют, а свисающий конец стекла, возобновляющего свое вытекание, обогревают пламенем из кольцевой горелки.
Если струя стекла оттесняется назад в спуске резервуара, то она, нагреваясь, приобретает вновь ту же консистенцию.
Для осущеА в перя описанного выше способа можно .применить устройство, состоящее из кольцевой горелки, окружающей спускную насадку резервуара и снабженной, с одной стороны, приспособлениями для прдачи горючих газов, а с другой сторбны- выпускными отверстиями, направленными наклонно книзу на геометрическую ось кольца, совпадающую с осью спускного отверстия. Совместно с этой горелкой может работать открытый сверху колпак, охватывающий спускное отверстие и примыкающие к нему отверстия кольцевой горелки и передвигающийся горизонтально и вертикально в определенные промежутки времени между каждыми двумя процессами разрезания стекла.
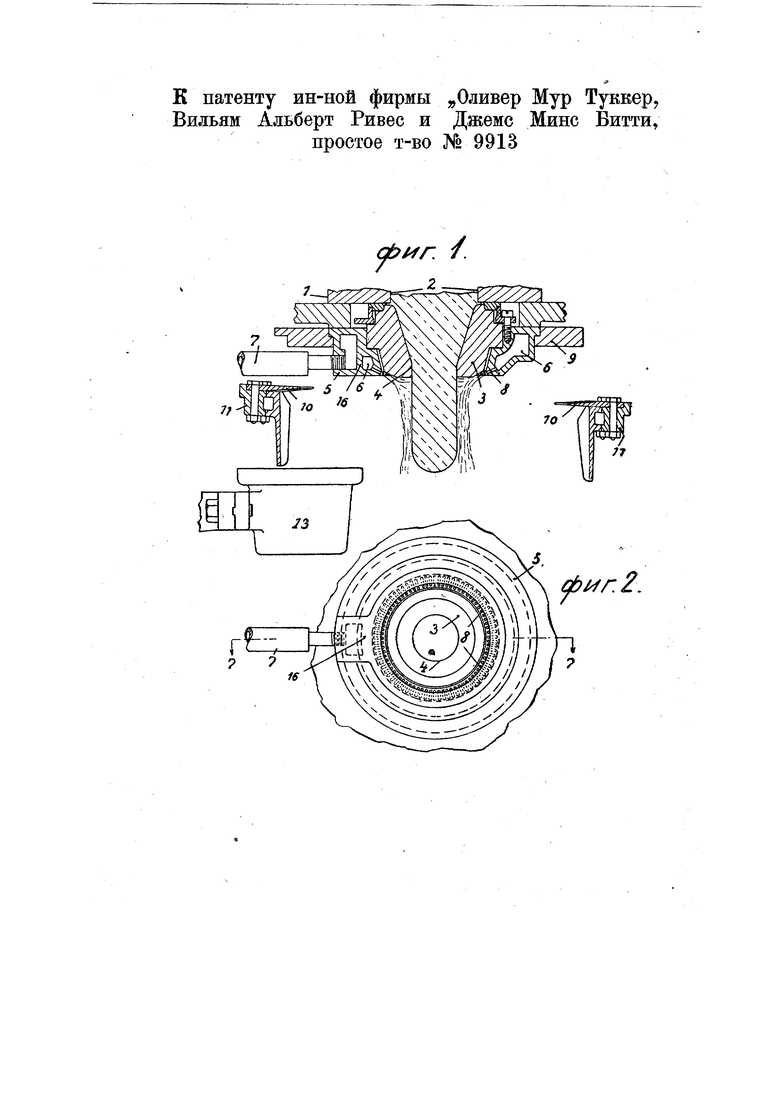
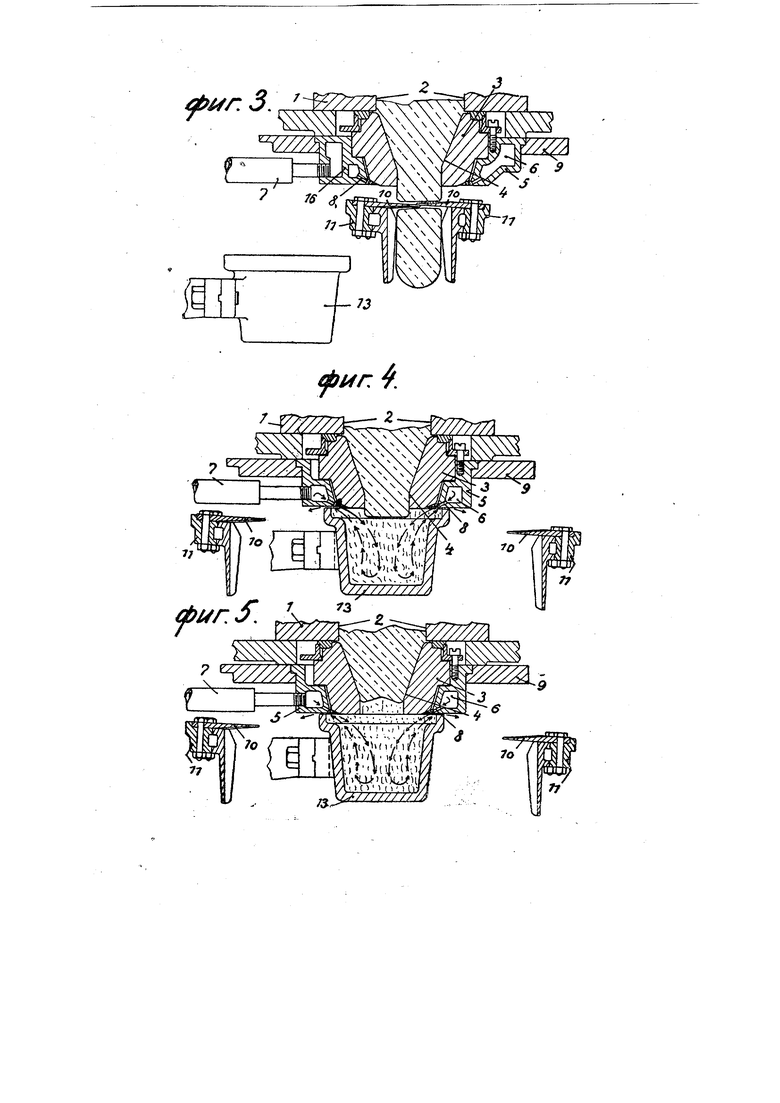
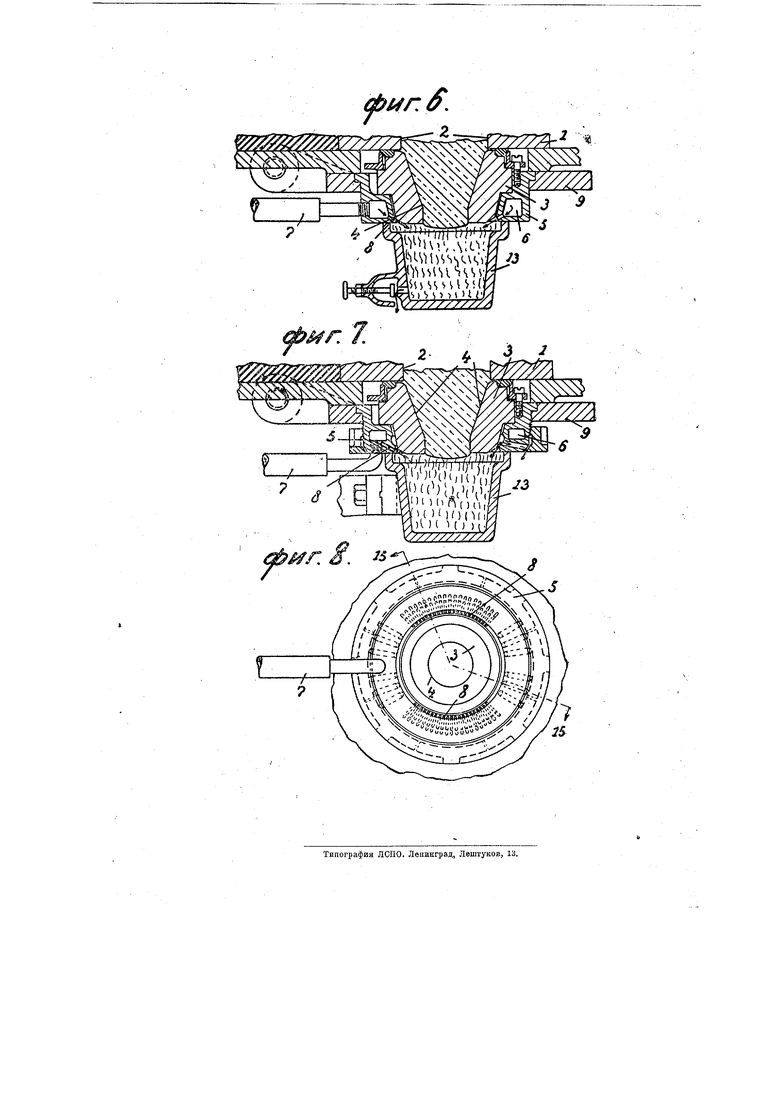
На чертеже, фиг. t изображает вертикальный разрез спускного отверстия резервуара и примыкающих к этому отверстию частей; фиг. 2- соответствующий вид снизу; фиг. 3 - разрез спускного отверстия после отрезания порции стекла при непрерывном притоке газов; фиг. 4-такой же разрез другой формы выполнения спускного устройства, действующего совместно --с колпаком; фиг. 5-то же устройство, но с измененным способом действия; фиг. 6-разрез дальнейшего видоизменения спускного устройства и колпака; фиг. 7-разрез по линии 15-15 на фиг. 8; фиг. 8-то же, вид снизу.
В спусковом отверстии 1 находится расплавленное стекло, переходящее из канала 2 в спусковую насадку 3 с отверстием 4 в днище, расположенном возможно точно под каналом 2. Нижняя часть спусковой насадки 3 прилажена к кольцу 5, которым она поддерживается. Внутри кольца 5 устроена круговая камера, питаемая под давлением горячим газом или горючей смесью из газа и
воздуха, подводимыми по трубопроводу 7. Промежутки времени, в течение которых впускается газ, а также давление газа, регулируются в соответствии с описываемыми ниже процессами.
Газ поступает из камеры 6 в кольцо 5 через ряд отверстий 8, высверленных преимущественно у нижней внутренней кромки кольца 5, под таким углом наклона, что, как видно из фиг. .1, замкнутое газовое или пламенное кольцо подается внутрь и вниз, встречая выходящую стеклянную струю. Кольцо 5 укреплено вместе со спусковой насадкой 3 на откидном держателе 9, так что кольцо и насадка могут быть откинуты вниз и легко заменены новыми. Непосредственно под спусковой насадкой и кольцом к резервуару 1 прикреплено режущее приспособление, ножи 10 которого поддерживаются плечами 11, обслуживаемыми пневматическим праводом. Поршни и цилиндры этого пневматического привода устроены в виде дифференциальных поршней и цилиндров, при чем меньшая поверхность поршня подвергается постоянному, а большая-периодически меняющемуся давлению.
Возле выпускного отЬерстия расположен колпак 13, приводимый автоматически в рабочее положение в заранее определенный промежуток времени После каждого срезывания стекла ножами 10. Промежуток времени, в котором колпак находится в рабочем положении, может меняться в зависимости от установки соответствующего распределительного устройства. Когда ножи 10 находятся в рабочем положении (фиг. 3), пламя автоматически прерывается, но, как только ножи 10 возвращаются в положение покоя, кольцевидное пламя автоматически возобновляется или увеличивается. Колпак 13 движется как горизонтально, так и вертикально в моменты, приведенные в определенное соотношение по времени к моментам действия ножей 10. После каждого отрезания ножами, колпак, двигаясь горизонтально, устанавливается под спусковым отверстием резервуара,
после чего колпак движется кверху ,.к спускной насадке и кольцу. Копда колпак прикрывает спускную насадку, горящая газовая смесь, выходящая из отверстий 8 в кольце 5, оказывается заключенной в колпаке таким образом, что стекло в спускной насадке задерживается или оттесняется в ней назад, или же выход ее замедляется подушкою из газов, заключенных под давлением в колпаке. Регулирование положения колпака, с одной стороны, и давления газов в нем, с другой стороны, могут происходить независимо одно от другого.
Во многих случаях, для правильного и равномерного распределения отдельных языков пламени, выступающих из отверстий 8, имеется, вблизи впуска газ в кольцо 5, распределитель или дефлектор 16. Он расположен только на части кольца 5 против впуска для газа и проходит по обе стороны от него, так что часть поступающих газов отклоняется в противоположные стороны полой камеры 6, благодаря чему происходит равномерное питание газом всех отверстий 8. Этого же можно достигнуть изменением поперечного сечения камеры 6 таким образом, чтобы наибольшее сечение приходилось по сторонам впуска газа, наименьшее же сечение-на противоположной стороне. Газ, вводимый под давлением в кольцо 5 через трубопровод 7, регулируется инжектором; в случае же применения горючей газовой смеси, инжектором регулируется также отношение объемов составных частей в смеси. Инжектор соединен при этом с приводом от механизма, управляющего действием ножей 10 таким образоМ, что при приведении в действие режущего механизма приток газа ослабляется или совершенно прекращается, а после разрезания- автоматически возобновляется..
На фиг. 1 показано, как кольцевидное пламя направляется на выходящее из спускной насадки стекло. На фиг. 3 представлен момент, когда доступ газа или пламени к струе стекла во время разрезания совершенно прекращен, а на фиг. 4 показаны кольцевое пламя или горячие газы, заключенные в колпаке и замедляющие выход стекла или оттесняющие стеклянную струю назад (фиг. 5).
Расплавленное стекло течет из ванны в резервуар и к выпускному отверстию. Горящая газовая смесь выталкивается из кольца 5 черезdOTверстия 8. Часть стекла выходит через спускную насадку резервуара и накапливается под ней в течение заранее определенного промежутка времени. Выход стекла может достигаться либо тем, что накопившаяся определенная толща стекла проталкивается через спускное отверстие под действием одной только силы тяжести или сжатым воздухом, или газом, или также поршнем, движущимся вверх и вниз и выталкивающим стекло непрерывно или в определенные промежутки времени.
Во время этого выхода и накапливания стекла, кольцевидное пламя из кольца 5 омывает внешнюю поверхность скопляющегося стекла. Когда накопилась порция стекла желательного веса, приводится в действие режущее приспособление и отрезается требуемая порция стекла. Чтобы предотвратить опрокидывание стеклянного столбика во время срезывания, к ножам прикреплены внизу направляющие (фиг. 3, 4, и 5). Когда ножи разводятся, полное кольцевидное газовое пламя опять автоматически включается. После этого колпак 13 продвигается из своего положения покоя горизонтально под спуск резервуара, а затем вертикально вверх в свое рабочее положение. Колпак замыкает газовое пламя, питающееся газовой смесью, выходящей из отверстий 8, так что сгорание газов происходит в колпаке под давлением, зависящим, с одной стороны, от давления в газе, с другой же стороны - от размера кольцевой щели между верхним краем колпака и нижним кольцом 5 или спуском резервуара; увеличивая эту кольцевую щель можно уменьшить давление и наоборот.
По истечении надлежаще отрегулированного промежутка времени колпак 13 опять опускается и горизонтально продвигается в исходное положение, в то время как кольцевидное пламя омывает непрерывно вытекающее стекло. По прошествии дальнейшего регулируемого интервала наступает рабочее движение ножей и срезается порция накопившегося стекла; , одновременно уменьшается или совершенно выключается газовое пламя. Приспособление для автоматического установления времени прерывистого движения ножей, колпака 13 и формовочного стола может одновременно регулировать и давление, под которым газ периодически выталкивается через спуск резервуара.
Таким образом, достигается длительное равномерное нагревание выходящего стекла непосредственно под спуском резервуара, при чем это нагревание длится от момента выхода стекла до момента срезания его. Благодаря этому не происходит охла.дения накопляющегося стекла и расстекловывания в особенности при образовании больших масс стекла, или при применении особо вязкого стекла. Отрезанной части стекла можно придать любую форму и оплавить кромки, образующиеся при срезании.
На фиг. 6 представлено устройство, в котором имеется возможность подводить колпак 13 плотно к кольцу 5 или к спуску резервуара и устанавливать в нем желаемое давление газа. Для этого в боковой стенке колпака 13 устраиваются одно или несколько выпускных отверстий, поперечное сечение которых можно по желанию сужать, или совершенно открывать при помощи регулируемого клапана, с целью выпуска горячих газов, находящихся под давлением в колпаке 13.
При устройстве по фиг. 5 колпак в своем рабочем положении также прилегает плотно к кольцу 5 или спуску резервуара. Колпак, однако, совершенно закрыт и выпуск горящих или раскаленных газов перенесен в кольцо 5 или в самый спуск, который снабжен рядом питательных отверстий 8 для самого газа и, независимо то них, рядом выпускных отверстий.
дающих горячим газам свободный выход наружу. При этом также может производиться сужение или полное закрытие выпускных отверстий. Различного рода складки или царапины в скопляющемся стекле, вызываемые его движением в самом спуске, вновь плавятся и не влияют на качество товара.
Возможно впускать горячие или раскаленные газы под постоянным или /меняющимся давлением из неподвижных выпускных отверстий, а также регулировать давление в скопляющихся в колпаке горячих или горючих газов; последнее достигается тем, что опускают колпак, сначала медленно, затем быстро, так как при медленном опускании колпака сечение выхода для газов постепенно увеличивается и их давление в колпаке соответственным образом постепенно уменьшается.
Предмет патента.
1.Способ подачи порций расплавленного стекла в формы посредством отрезания вытекающей из спускного отверстия печного резервуара струи расплавленной массы, отличающийся тем, что в промежутках между последовательно повторяющимися процессами разрезания нижние части спускного отвестия и поверхность вытекающей из него стеклянной струи подвергают действию пламени горячих или раскаленных газов, направляемых под постоянным или меняющимся давлением из неподвижных выпускных отверстий кольцевой горелки, расположенной вокруг спускного отверстия печного резервуара.
2.Прием осуществления означенного в п. 1 способа, отличающийся тем, что для оплавления места среза и автоматического урегулирования времени вытекания массы из спускного отверстия, в промежуток времени между двумя последовательными процессами разрезания, с нижней стороны спускного отверстия на известный промежуток времени создают усиленное давление горящих газов с тою целью, чтобы замедлить или временно
приостановить выход стекла, стекающего под действием собственной тяжести.
3.Прием осуществления означенного в п. 1 и 2 способа, отличающийся тем, что для усиления давления тазовой огневой среды, окружающей спускное отверстие, к последнему приближают или приставляют с некоторым зазором переставной замкнутый колпак, устанавливаемый та.ким образом, чтобы под влиянием усиливающегося в нем газового давления оттеснить вытекающую струю стекла назад в выпускной канал резервуара, после чего колпак удаляют, а свисающий конец стекла, возобновляющего свое вытекание, обогревают пламенем из кольцевой горелки.
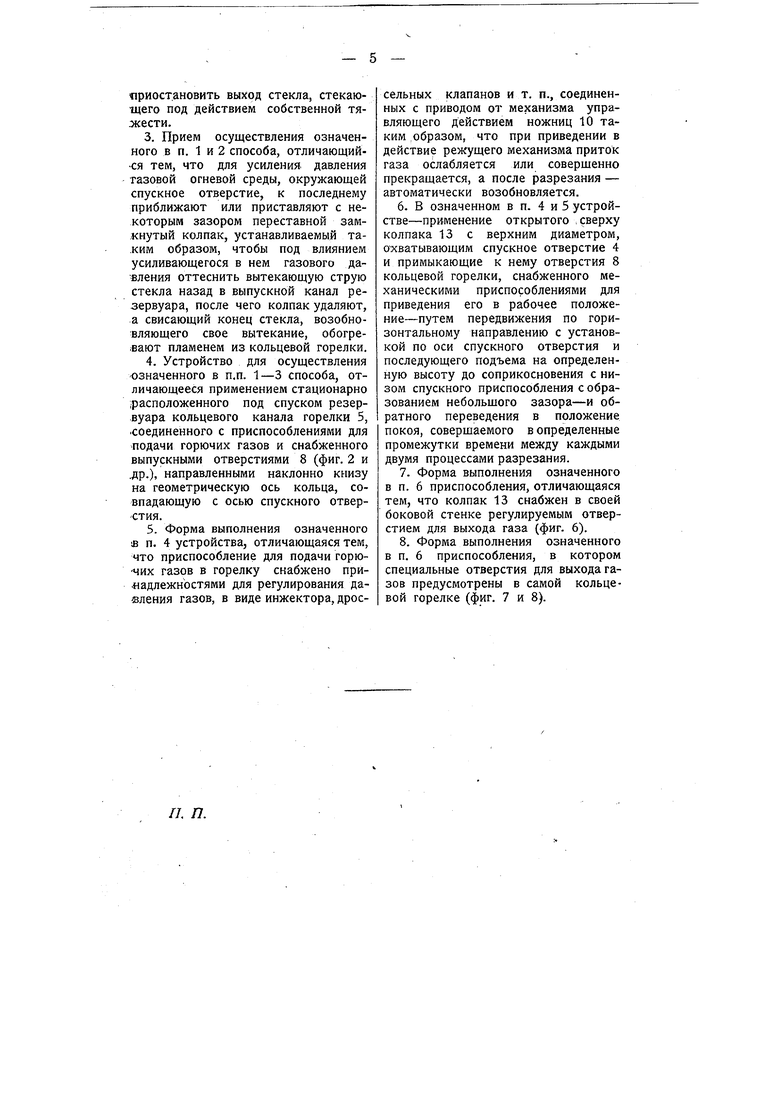
4.Устройство для осуществления означенного в п.п. 1-3 способа, отличающееся применением стационарно расположенного под спуском резервуара кольцевого канала горелки 5, соединенного с приспособлениями для подачи горючих газов и снабженного выпускными отверстиями 8 (фиг. 2 и .др.), направленными наклонно книзу на геометрическую ось кольца, совпадающую с осью спускного отверстия.
5.Форма выполнения означенного 1В п. 4 устройства, отличающаяся тем, что приспособление для подачи горючих газов в горелку снабжено принадлежностями для регулирования давления газов, в виде инжектора, дроссельных клапанов и т. п., соединенных с приводом от механизма управляющего действием ножниц 10 таким образом, что при приведении в действие режущего механизма приток газа ослабляется или совершенно прекращается, а после разрезания - автоматически возобновляется.
6.В означенном в п. 4 и 5 устройстве-применение открытого , сверху колпака 13 с верхним диаметром, обхватывающим спускное отверстие 4 и примыкающие к нему отверстия 8 кольцевой горелки, снабженного механическими приспособлениями для приведения его в рабочее положение-путем передвижения по горизонтальному направлению с установкой по оси спускного отверстия и последующего подъема на определенную высоту до соприкосновения с низом спускного приспособления с образованием небольшого зазора-и обратного переведения в положение покоя, совершаемого в определенные промежутки времени между каждыми двумя процессами разрезания.
7.Форма выполнения означенного в п. 6 приспособления, отличающаяся тем, что колпак 13 снабжен в своей боковой стенке регулируемым отверстием для выхода газа (фиг. 6).
8.Форма выполнения означенного в п. 6 приспособления, в котором специальные отверстия для выхода газов предусмотрены в самой кольцевой горелке (фиг. 7 и 8). к патенту ин-ной фирмы Вильям Альберт Ривес и простое т-во ,,Оливер Мур Туккер, Джемс Мине Битти, № 9913
| название | год | авторы | номер документа |
|---|---|---|---|
| ФИТИЛЬНАЯ ГОРЕЛКА ДЛЯ ЖИДКОГО ГОРЮЧЕГО | 1927 |
|
SU14929A1 |
| ГОРЕЛКА ДЛЯ ГАЗОПЛАМЕННОГО НАПЫЛЕНИЯ | 2001 |
|
RU2212953C2 |
| СПОСОБ И ПРИСПОСОБЛЕНИЕ ДЛЯ ОТРЕЗАНИЯ И ОТДЕЛКИ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1926 |
|
SU7468A1 |
| СПОСОБ И ПОДЗЕМНЫЙ ТОПЛИВНИК ДЛЯ НАГРЕВА НЕФТЯНЫХ ПЛАСТОВ | 1946 |
|
SU68942A1 |
| СПОСОБ ПЛАВЛЕНИЯ ТВЕРДОЙ ШИХТЫ | 2011 |
|
RU2544221C1 |
| СТАБИЛИЗАЦИЯ ПЛАМЕНИ ГОРЕЛКИ | 2010 |
|
RU2533609C2 |
| ГОРЕЛКА ДЛЯ ГАЗОПЛАМЕННОГО НАПЫЛЕНИЯ | 2008 |
|
RU2443478C2 |
| Инжекционная горелка | 1986 |
|
SU1333964A2 |
| ПЕРЕДВИЖНАЯ СНЕГОТАЯЛКА | 1973 |
|
SU363253A1 |
| Устройство для отколки колпаков (горлышек) стеклянных заготовок | 1930 |
|
SU25541A1 |
/-
. /