(54) СПОСОБ ИЗГОТОВЛЕНИЯ ЗАПОМИНАЮЩЕЙ МАТРИЦЫ НА ФЕРРИТОВЫХ СЕРДЕЧНИКАХ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления запоминающих матриц на ферритовых сердечниках | 1980 |
|
SU928404A1 |
| Способ изготовления запоминающей матрицы на ферритовых сердечниках | 1981 |
|
SU960947A1 |
| Способ формирования плоского блокапАМяТи HA фЕРРиТОВыХ СЕРдЕчНиКАХ | 1979 |
|
SU842953A1 |
| Способ изготовления ферритовых матриц запоминающего устройства | 1978 |
|
SU700876A1 |
| Способ изготовления матрицы на ферритовых сердечниках | 1980 |
|
SU875453A1 |
| Способ очистки поверхности ферритовых сердечников | 1981 |
|
SU999101A1 |
| Способ изготовления матриц для запоминающих блоков | 1978 |
|
SU729632A1 |
| Устройство для заполнения трафарета ферритовыми сердечниками | 1981 |
|
SU991502A1 |
| Трафарет для ориентации ферритовых сердечников в запоминающей матрице | 1979 |
|
SU938314A1 |
| Устройство для заполнения трафаретов ферритовыми сердечниками | 1980 |
|
SU982080A1 |
1
Изобретение относится к вычислительной технике и может быть использовано в технологическом процессе изготовления запоминаюпдих устройств па ферритовых сердечниках.
Известен способ изготовления запоминающей матрицы на ферритовых сердечниках, заключающийся в ориентации ферритовых сердечников при помощи трафарета и фиксаций их на подложке слое.м клея 1.
Недостатком данного способа является разновысотность расположения сердечников в матрице по отнощению к ее плоско1му основанию, возникающая из-за технологического разброса-значений величины наружного диаметра Д„сердечников. В результате этого после переклейки непосредственный контакт с основанием имеет лищь та часть сердечников матрицы, у которых больще величина Д„. Остальные такого контакта не имеют. Это снижает скорость отвода тепла от сердечников, сужая те.мпературный диапазон устойчивой работы матрицы, и затрудняет выбор оптимальной толщины слоя компаунда на основании, так как вследствие наличия разброса значений наружного диаметра сердечников малая толщина слоя комгшунда не обеспечивает требуемого усилия связи сердечников с основанием матрицы, что приводит к удалению части сердечников из матрицы при прощивке, а слищком большая толщина слоя компаунда приводит к его затеканию во внутрь отверстий сердечников, затрудняя прощивку их проводами. Наиболее близким по технической сущности к изобретейию является способ, заключающийся в установке по требуемой мат10ричной схеме ферритовых сердечников на клеющую поверхность липкой ленты, нанесении на основание матрицы слоя клея, не растворяющегося в органических растворителях, и переклеивании сердечников с липкой 15 ленты на основание матрицы. После полимеризации клея сердечники освобождают от временной фиксации липкой лентой путем растворения ее клеевого слоя в органических растворителях, затем промывают основание с закрепленными на нем сердеч20никами и сущат 2.
Недостатком известного способа является его многоступенчатость (сначала нужно при помощи трафарета сформировать на липкой ленте матричную структуру из серденников, снять трафарет, не повреждая сердечников при этом и не нарушая пространственной периодичности их расположения, переклеить на основание матрицы и т. д.), приводящая к снижению надежности матрицы как за счет нарушения ориентации сердечников, так и за счет возможных повреждений сердечников силами, действующими под углом к диаметральной плоскости сердечников.
Целью изобретения является повышение надежности изготовления запоминающей матрицы.
Указанная цель достигается тем, что согласно способу изготовления запоминающей матрицы на ферритовых сердечниках, заключающемуся в установке ферритовых сердечников в трафарет, их ориентации и приклеивании к пластине с клеевым покрытием, расположенной под трафаретом, в размещении над ферритовыми сердечниками основания матрицы с компаундом и переклеивании ориентированных ферритовых сердечников на основание матрицы, перед размещением над ферритовыми сердечника.ми основания матрицы ферритовые сердечники дополнительно ориентируют по высоте путем установки над ферритовыми сердечниками дополнительной пластины с равномерно распределенны.м грузом, величина которого регулируется в зависимости от разброса размеров внешнего диаметра раз.мещенных в трафарете ферритовых сердечников.
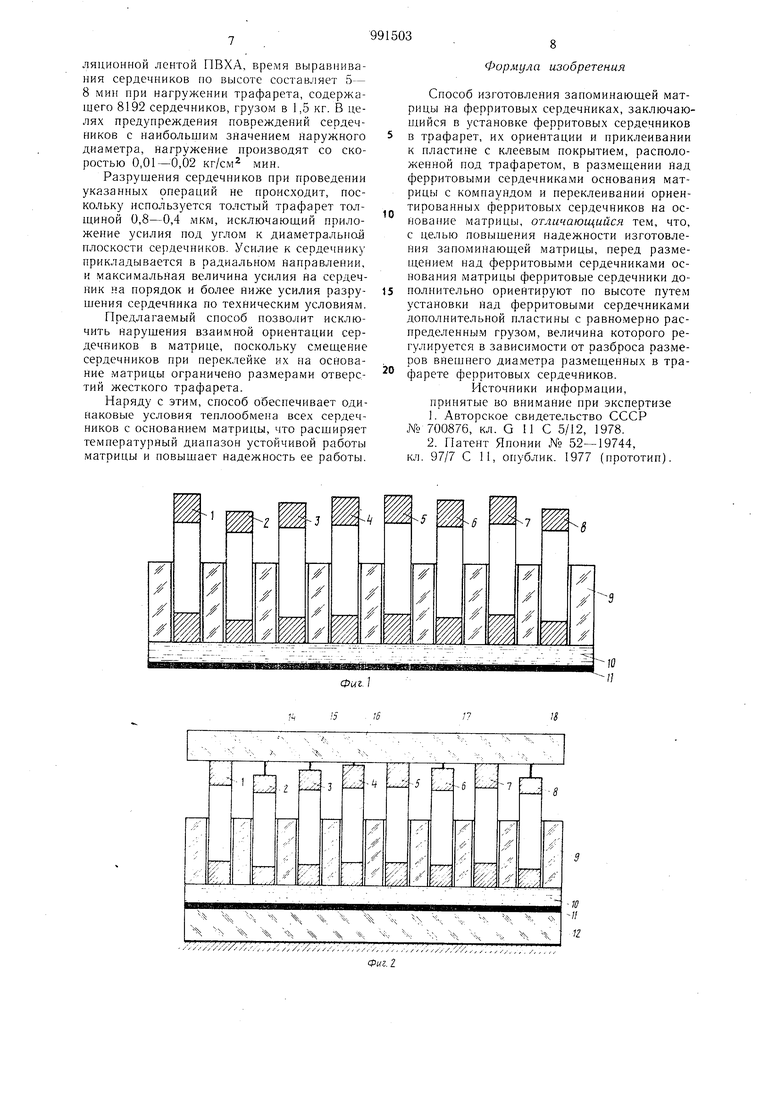
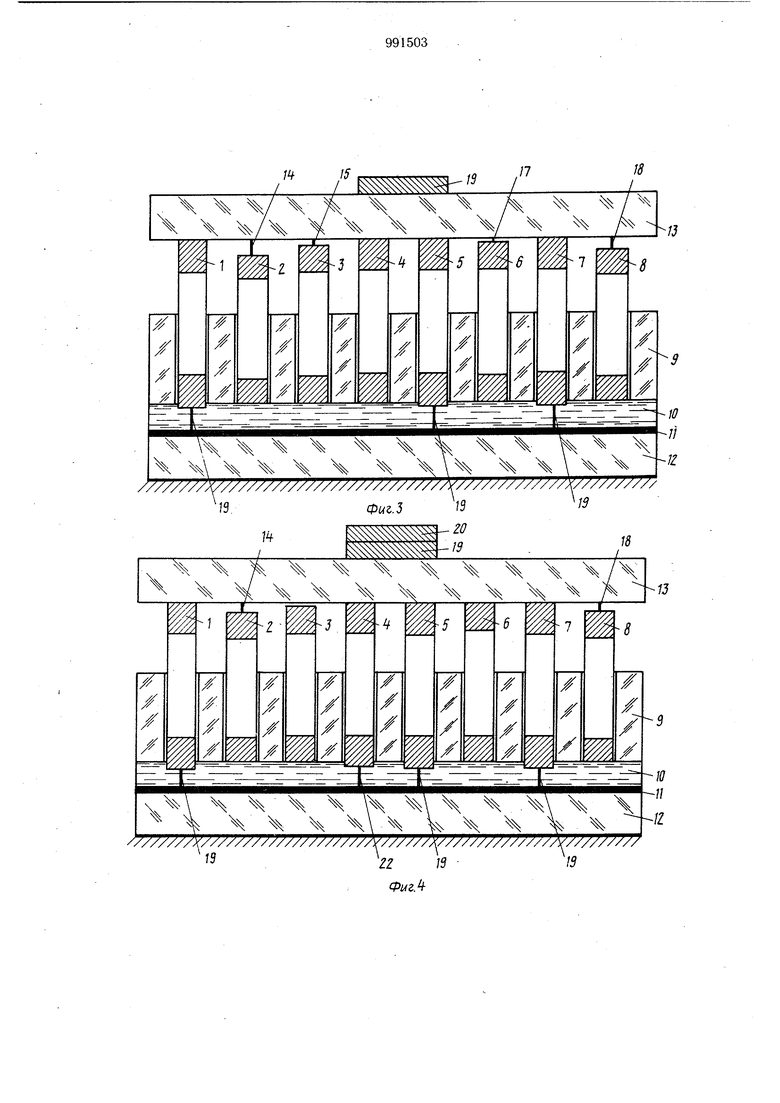
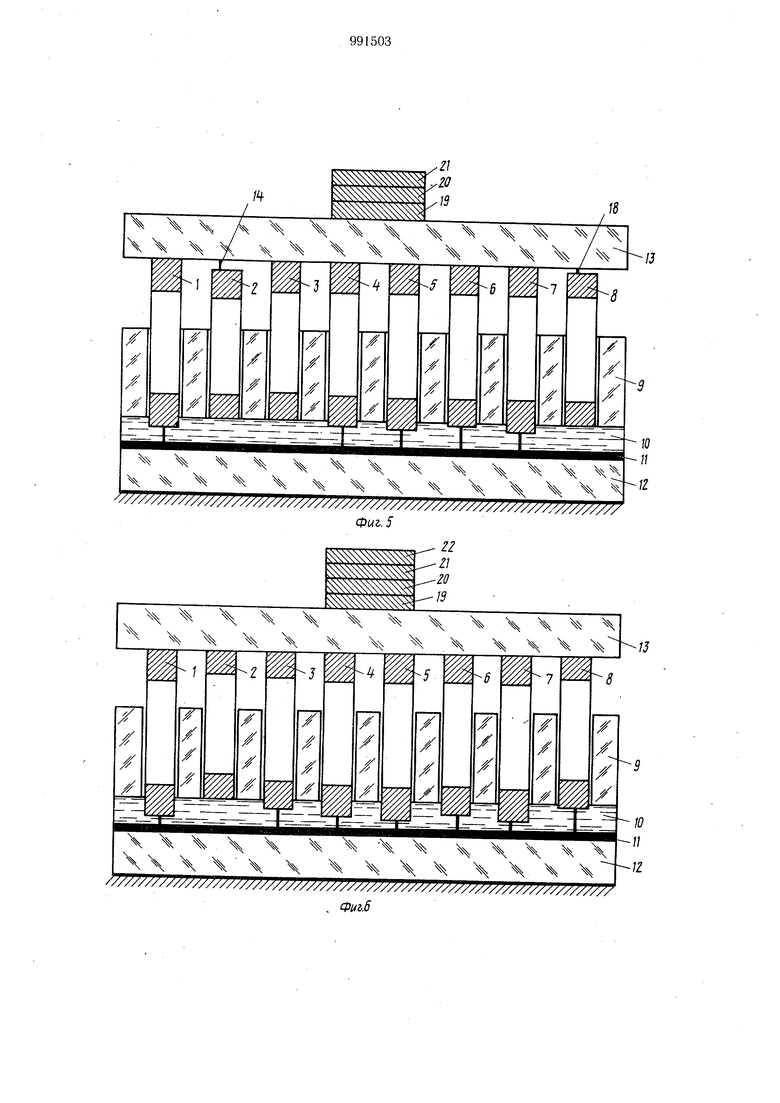
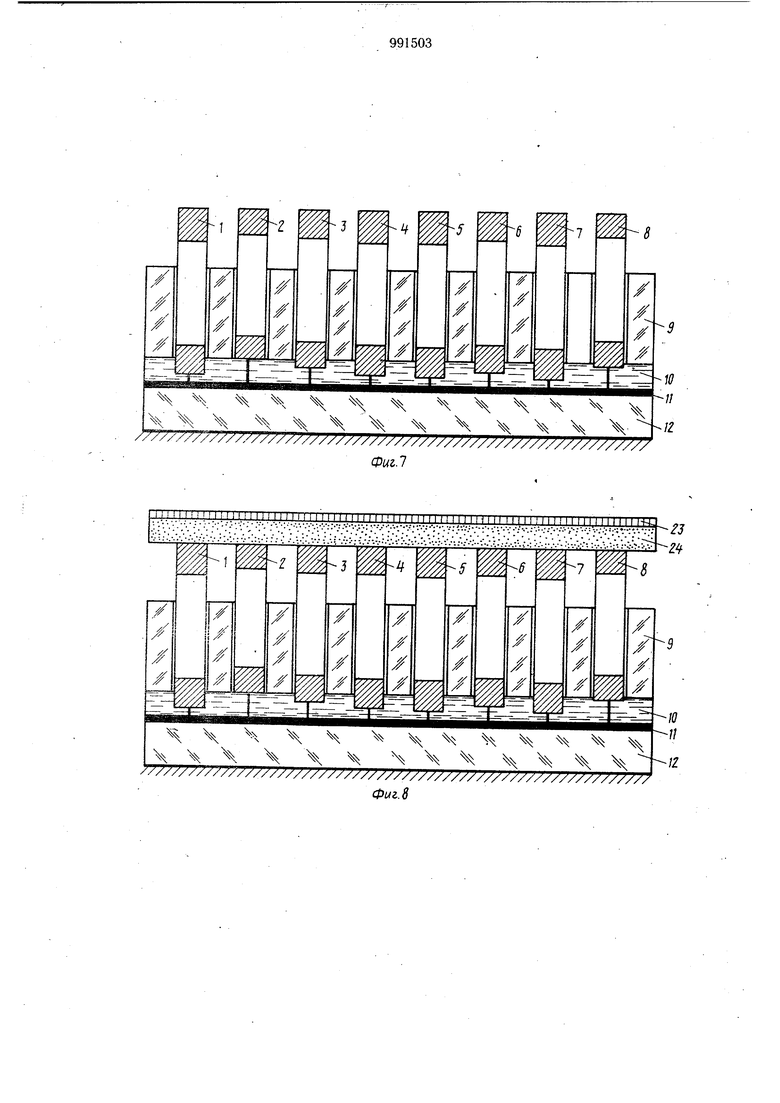
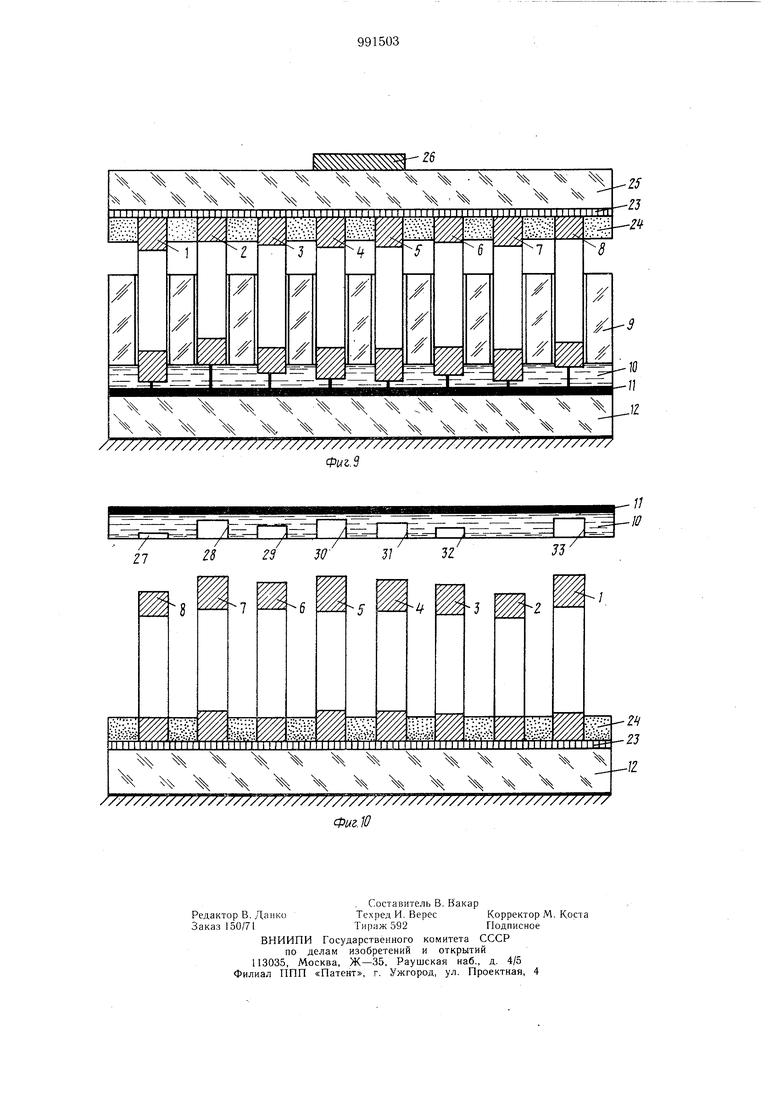
На фиг. 1 и 2 изображен фрагмент трафарета, заполненного ферритовыми сердечниками, разрез; на фиг. 3-6 - процесс выравнивания сердечников в трафарете по высоте; на фиг. 7 - фрагмент трафарета, заполненного ферритовыми сердечниками, ориентированными по высоте; на фиг. 8 - фрагмент трафарета, заполненного ферритовыми сердечниками, дополнительно ориентированными по высоте; на фиг. 9 - процесс переклейки ферритовых сердечников; на фиг. 10 - фрагмент матрицы ферритовых сердечников.
Ферритовые сердечники 1-8 (фиг. 1) удерживаются в «окнах трафарета 9 посредством клеевого слоя 10, сформированного на основании II.
К.пеевой слой имеет толщину Н (Дн- Дв), где Дн и Дв - наружный и внутренний диаметры сердечника соответственно, J. е. не менее разновысотности установки сердечников в трафарете 9. Ферритовые сердечники 1, 5 и 7 имеют одинаковые диаметры, диаметр ферритовых сердечников 2, 3, 4, б и 8 меньше.
Трафарет 9 (фиг. 2) помещен на неподвижную плоскость 12 и накрыт плоской пластиной 13, например из стекла.
В первоначальный момент времени пластина 13 контактирует только с сердечниками 1, 5 и 7, в то время как между сердечниками 2, 3,4, б и 8 и плоскостью пластины 13 существуют зазоры 14-18 соответственно.
Обозначения на фиг. 3-6: 14, 15, 17 и 18 - зазоры между плоскостью пластины
13 и ферритовыми сердечниками 2, 3, б и 8 соответственно; 19-22 - дискретные грузы, устанавливаемые на пластине 13, обеспечивающие погружение ферритовых сердечников 1, 3, 4, 5, б, 7 и 8 в клеевой
слой 10.
Все ферритовые сердечники 1-8 выступают над поверхностью трафарета на одно и то же расстояние и касаются одной плоскости (фиг. 7). Между основание.м 1 и ферритовыми сердечниками 1-8 имеются
участки клеевого слоя.
На ферритовые сердечники 1-8 (фиг. 8) помещено основание матрицы 23 со слое.м компаунда 24. Все сердечники одновременно касаются слоя 24.
На основание матрицы 23 с клеевым слоем 24 (фиг. 9) помещена пластина 25, нагруженная грузом 26, под действием которого сердечники погружаются в слой 24 до основания матрицы 23.
Фрагмент матрицы ферритовых сердечНиков 1-8 (фиг. 10), закрепленных в слое 24 на основании 23, установлен на основании 12. В клеевом слое 10 основания II сердечниками I-8 оставлены соответственно «следы 27-33. Глубина «следов соответствует отклонению раз.меров диаметра данного сердечника относительно ферритового сердечника с наименьшим значением диаметра. Сердечник 2 с наименьилим значением диаметра практически не оставляет «следа в клеевом слое 10.
Пример. Ферритовыми сердечниками 1 - 8 (фиг. 1) заполняют отверстия трафарета 9, в которых они удерживаются с помощью клеевого слоя 10 на липкой ленте 11. К клеевому слою предъявляются, два основных требования: необходимо, чтобы его толщина была не менее величины разновысотности сердечников (для сердечников 0,53, 0,35, 0,11 с допуском на диаметр ±30 мкм Не менее 100 мкм) и чтобы материал клеевого слоя обладал пластичностью. Этим требованиям удовлетворяет клеевой слой изоляционной ленты ПВХА.
На фиг. 1 показано, что сердечники 1-8 имеют разновысотность установки в трафарете от 0,5 мм до 0,56 мм (трафарет и сердечники изображены в масштабе 1:100).
Сердечник 2 имеет минимальный размер 0,5 мм,сердечники 1,5 и 7 имеют максимальный размер 0,56 мм, сердечники 3, 4, 6 и 8 имеют промежуточные значения наружного диаметра. Все сердечники одновременно касаются плоскости клеевого слоя.
На фиг. 2 изображен трафарет 9 с сердечниками 1-8, заключенный между двумя плоскими пластинами 12 и 13, нижняя пластина 12 помещена на неподвижном основаНИИ. Верхняя пластина 13 имитирует плоскую поверхность основания матрицы. Сердечники 1,5 и 7 имеют непосредственный контакт с пластиной 13, между сердечниками 2, 3, 4, 6 и 8 имеются зазоры 14-18 соответственно, т. е. сердечники не имеют контакта с пластиной.
Затем на верхнюю пластину 13 помещают груз 19.
Под действием этого груза (распределенного веса пластины 13 для простоты не учитываем) на сердечники, имеющие контакт с пластиной 13, действует сила, вдавливающая сердечники в клеевой слой 10 на липкой ленте 11, поскольку вязкость (твердость) пластины 13 из стекла на много порядков выше вязкости клеевого слоя 10.
Таким образом, сердечники 1, 5 и 7 погружаются в клеевой слой, и зазор между поверхностью сердечников и поверхностью ленты становится отличным от толщины клеевого слоя. В результате погружения сердечников 1, 5 и 7 в клеевой слой с поверхностью пластины 13 начинает контактировать сердечник 4 с меньщим значением диаметра (равным 0,55 мм).
Таким образом, действие груза 19 распределяется теперь уже на 4 сердечника 1, 4, 5 и 7, и величина усилия становится недостаточной для дальнейшего погружения сердечников в клеевой слой (реакция со стороны . клеевого слоя 10 уравновешивает действие груза 19). Затем на верхнюю пластину 13 (фиг. 4) помещают второй груз 20. Увеличение давления приводит к продолжению погружения сердечников 1, 4, 5 и 7 в клеевой слой. Глубина «следов сердечников 1, 4 и 7 под действием груза 19 в клеевом слое увеличивается, и появляется также «след сердечника 4 в клеевом слое под действием груза 22.
В результате действия дополнительного груза 21 с пластиной 13, имитирующей основание матрицы, начинает контактировать сердечник 6, имеющий значение диаметра 0,54 мм (т. е. меньшее, чем диаметр сердечников 1, 4, 5 и 7). Между поверхностью сердечников 2 и 8 и поверхностью пластины 13 имеются зазоры 14 и 18,
Действие грузов 19 и 20 распределяется теперь уже на пять сердечников 1, 4, 5, 6 и 7, и процесс выравнивания сердечников по высоте замедляется или прекращается вовсе - этоопределяется вязкостью материала клеевого слоя, величиной грузов 19 и 20 и весом пластины 13.
Помещая на верхнюю пластину 13 (фиг. 5) третий груз 21, осуществляют дальнейшее погружение сердечников I, 3, 4, 5, 6 и 7 с большими значениями наружного диаметра в клеевой слой 10 ленты 11. Из сравнения фиг. 5, 4 и 3 видно, что глубина «следов от сердечников 1, 5, 7 и 4 в клеевом слое увеличивается, и появляется «след от сердечника 6, в то время как зазоры 14 и 18 между сердечниками 2 и 8 соответственно уменьшаются.
Таким образом, под действием постоянно возрастающего груза в контакте с пластиной 13, имитирующей основание матрицы, находятся сердечники 1, 3, 4, 5, 6 и 7.
Дальнейшее увеличение груза 22 (фиг. 6) приводит к поставленной цели - все сердечники 1-8 матрицы находятся в контакте с плоским основанием 13, имитирующем плоское теплопроводящее основание матри0цы, и на разную глубину погружены в клеевой слой 10 липкой ленты 11.
Затем удаляют с верхней пластины 13 (фиг. 7) грузы, а саму пластину снимают с сердечников. Сердечники 1, 5 и 7 имеющие наибольшее значение наружного диаметра,
5 погружены в клее.вой слой на глубину 60 мкм, сердечник 4 - на глубину 50 мкм, сердечник 6 -на глубину 40 1йкм, сердечник 3 - на глубину 30 мкм, сердечник 8 - на глубину 10 мкм, а сердечник 2 с наименьшим
0 значением наружного диаметра в 0,5 мм практически не погружен в клеевой слой.
При следующей операции трафарет 9 (фиг. 8) с сердечниками 1-8, удерживаемыми в его отверстиях с помощью KvieeBoro слоя 10 липкой ленты 11, оставляют на
5 плоском основании 12, и на поверхности дополнительно ориентированных по высоте сердечников накладывают основание матрицы 23 со слоем компаунда 24 и нагружают грузом 26 через жесткую пластину 25. Вязкость компауйда 24, например эластосила
0 (фиг. 9), меньше вязкости клеевого-слоя 10 липкой ленты, а груз 26 меньше грузов 19- 22 вместе взятых (фиг. 6), поэтому все сердечники 1-8 погружаются- в слой компаунда 24 до основания матрицы 23, практичес5ки не изменяя «следов сердечников в слое клея 10 и не вызывая залипания трафарета 9 в слое компаунда 24. Затем осуществляют отделение ленты от трафарета и снятие трафарета с сердечников.
На фиг. 10 изображен фрагмент матри0цы, изготовленный предложенным способом. Сердечники 1-8 закреплены в слое компаунда 24 на основании 23 и находятся в контакте с основанием матрицьи
Для наглядности над сердечниками матрицы изображена снятая с сердечников
5 лента 11 с клеевым слоем ГО, в котором остались отпечатки разновысотности сердечников 27-33 с различными наружными диаметрами относительно сердечников с наименьшим диаметром 0,5 мм (сердечник 2).
Длительность процесса ориентации сердечников в трафарете по высоте определяется вязкостью клеевого слоя липкой ленты, максимальным разбросом значений наружного диаметра сердечников, величиной нагрузки и может быть определена экспериментально. При использовании сердечников с наружным диаметром 0,53±0,03 мм, фиксируемых в отверстиях трафарета электроизоляционной лентой ПВХА, время выравнивания сердечников по высоте составляет 5- 8 мин при нагружении трафарета, содержащего 8192 сердечников, грузом в 1,5 кг. В целях предупреждения повреждений сердечников с наибольшим значением наружного диаметра, нагружение производят со скоростью 0,01-0,02 кг/см мин.
Разрушения сердечников при проведении указанных операций не происходит, поскольку используется толстый трафарет толшиной 0,8-0,4 мкм, исключающий приложение усилия под углом к диаметральнай плоскости сердечников. Усилие к сердечник} прикладывается в радиальном направлении, и максимальная величина усилия на сердечник на порядок и более ниже усилия разрушения сердечника по техническим условиям.
Предлагаемый способ no3BOJtHT исключить Нарушения взаимной ориентации сердечников в матрице, поскольку смешение сердечников при переклейке их на основание .матрицы ограничено размерами отверстий жесткого трафарета.
Наряду с этим, способ обеспечивает одинаковые условия теплообмена всех сердечников с основанием матрицы, что расширяет температурный диапазон устойчивой работы матрицы и повышает надежность ее работы.
I 21
-г
Формула изобретения
Способ изготовления запоминающей матрицы на ферритовых сердечниках, заключающийся в установке ферритовых сердечников в трафарет, их ориентации и приклеивании к пластине с клеевым покрытие.м, расположенной под трафаретом, в размешении над ферритовыми сердечника.ми основания матрицы с компаундом и переклеивании ориентированных ферритовых сердечников на основание матрицы, отличающийся тем, что, с целью повышения надежности изготовления запоминаюшей матрицы, перед размещением над ферритовыми сердечниками основания матрицы ферритовые сердечники дополнительно ориентируют по высоте путем установки Над ферритовыми сердечниками дополнительной пластины с равномерно распределенны.м грузом, величина которого регулируется в зависимости от разброса размеров внешнего диаметра размещенных в тра фарете ферритовых сердечников.
Источники информации, принятые во внимание при экспертизе
кл. 97/7 С II, опублик. 1977 (прототип).
-6
/
т
-7
-б
--- о .17
I Ш I
Д / Ч Ч /ч V ч ч ч ч/ ч ч /ч 4--/.
-I
5
-1
-8
/
/.
/. /
/
ю -//
-/Z
//////} //////////////у///////// П13
ФигЛ
/////////////////////////////////////////////////////////////////////////
Ш,
ш
/////////////////////////////////////////////////7///////////77////////////
Фиг. S
, Фиьб
-5
-5
-IS
п
/
-5
