(54) ИНДУКТОР ДЛЯ НИЗКОТЕМПЕРАТУРНОГО НАГРЕВА ДЕТАЛЕЙ ТОКАМИ ПРОМЫШЛЕННОЙ ЧАСТОТЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНДУКЦИОННАЯ УСТАНОВКА ДЛЯ НАГРЕВА ДИСКОВ | 1986 |
|
RU2044780C1 |
| Сердечник цилиндрического линейного индукционного насоса и цилиндрический линейный индукционный насос | 2020 |
|
RU2765977C2 |
| Магнитопровод индуктора цилиндрического линейного индукционного насоса и цилиндрический линейный индукционный насос | 2020 |
|
RU2765978C2 |
| Цилиндрический линейный индукционный насос | 2020 |
|
RU2766431C2 |
| Устройство для нагрева деталей кольцевой формы | 1986 |
|
SU1501310A1 |
| Индуктор для нагрева и способ его изготовления | 1991 |
|
SU1826144A1 |
| СПОСОБ СЛИВА ВЯЗКОГО ПРОДУКТА В ХОЛОДНОМ СОСТОЯНИИ ИЗ КОТЛА ЖЕЛЕЗНОДОРОЖНОЙ ЦИСТЕРНЫ И УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОГО НИЗКОТЕМПЕРАТУРНОГО НАГРЕВА СТЕНОК КОТЛА ЖЕЛЕЗНОДОРОЖНОЙ ЦИСТЕРНЫ | 1991 |
|
RU2014280C1 |
| Индуктор линейного индукционного насоса | 1983 |
|
SU1144588A1 |
| ИНДУКТОР ЦИЛИНДРИЧЕСКОГО ЛИНЕЙНОГО ИНДУКЦИОННОГО НАСОСА (ЕГО ВАРИАНТЫ) | 1984 |
|
SU1222162A1 |
| ИНДУКТОР ТРЕХФАЗНОГО ЦИЛИНДРИЧЕСКОГО ЛИНЕЙНОГО ИНДУКЦИОННОГО НАСОСА ИЛИ МАГНИТОГИДРОДИНАМИЧЕСКОЙ МАШИНЫ (ВАРИАНТЫ) | 2007 |
|
RU2358374C1 |
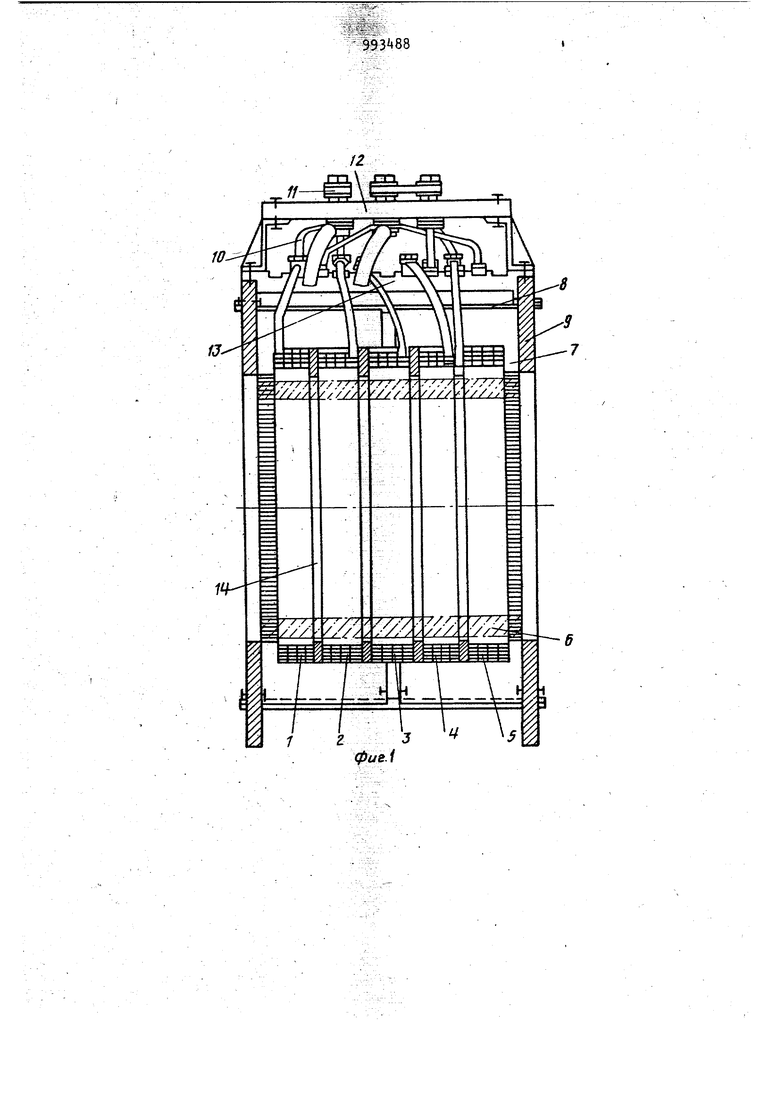
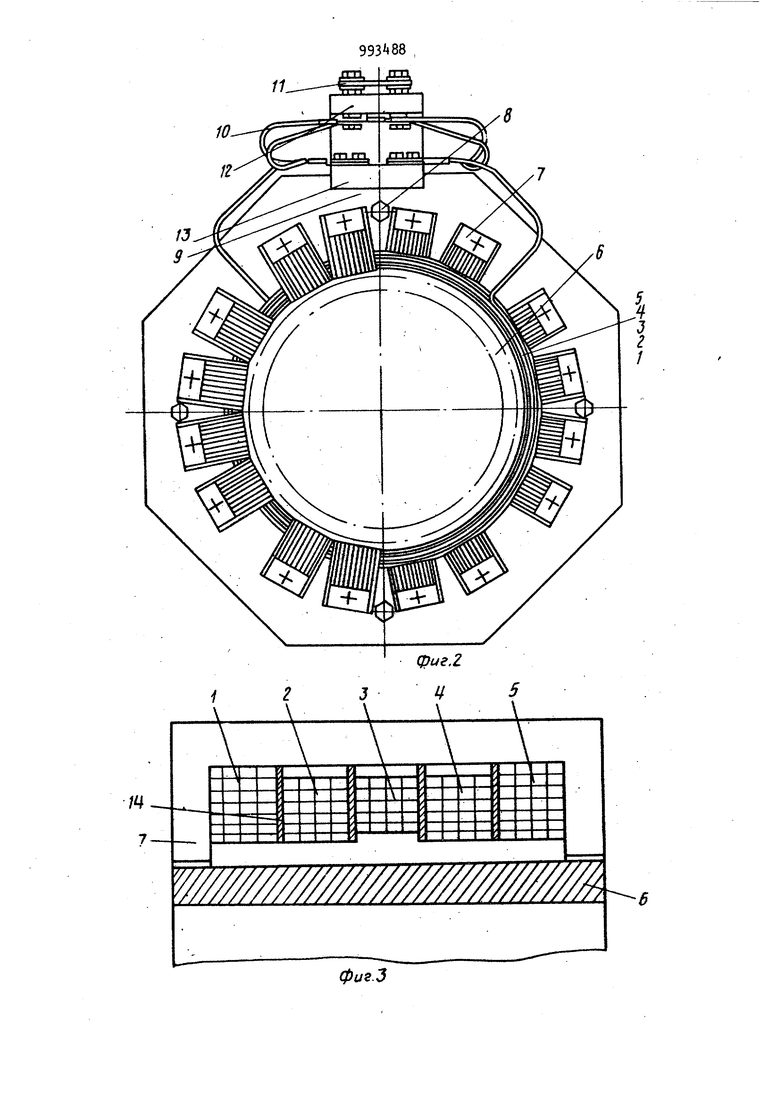
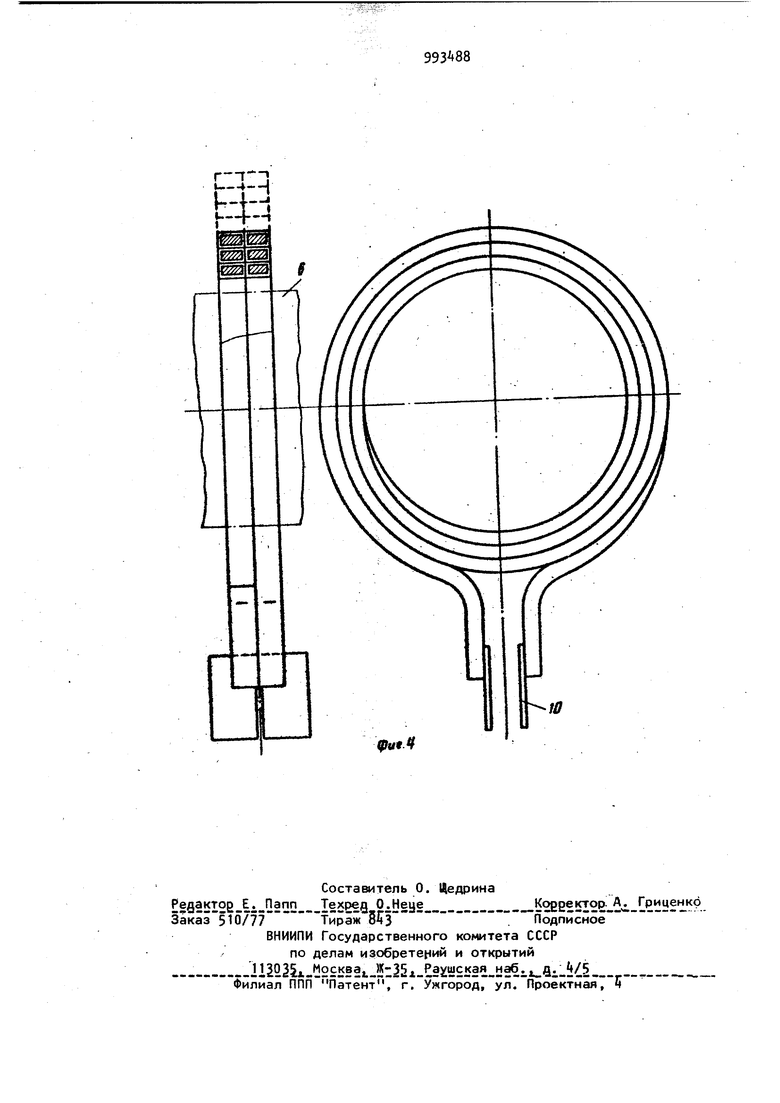
Изобретение относится к устройствам индукционного нагрева деталей перед сборкой-разборкой соединений с натягом и может быть применено в прокатном производстве и других областях.Известны индукторы для нагрева деталей перед сборкой, выполненные в виде подвижной многослойной катушки и магнитопроводов, охватывающих eell. Однако при нагреве длинных деталей создается осевой температурный градиент на поверхности. Для его уст ранения требуется время, что приводи к нагреву сопрягаемой с нагреваемой деталью и порче соединения. Наиболее близким к предлагаемому по технической сущности является ийдуктрр для низкотемпературного .нагре ва деталей токами промышленной часто ты, содержащей охвёченную магнитопроводом мнрговитковую катушку с уве личенным числом слоев на торцовых участках 2. Однако этот индуктор не обеспечивает равномерного нагрева крупногабаритных деталей, так как не дает возможности получить нужную напряженность магнитного поля по длине нагреваемого изделия. Кроме того, в нем усложнена конструкция регулирующих элементов. Цель изобретения - повышение равномерности нагрева крупногабаритных деталей. Поставленная цель достигается тем, что в индукторе выполнена из, по меньшей мере, пяти последовательно установленных секций, каждая из которых выполнена в виде дисковой двухрядноЛ катушки с наружными выводами, увеличение числа слоев выполнено в крайних секциях, число витков в каждой из которых в 1,1-1,5 раза больше числа витков во внутренних, а суммарное количество витков в них во столько же раз меньше суммарного количест ва витков во внутренних. Внутренние секции могут бупь выполнены с различным внутренним диа метром, увеличивающимся к середине индуктора не более чем на 15 по сравнению с крайними. На фиг. 1 показан индуктор, общий вид; на фиг. 2 - то же, поперечный разрез; на фиг. 3 - вариант выполнения внутренних секций индуктора; на фиг. - секция катушки индуктора. Индуктор содержит цилиндрические многослойные секции 1-5о Деталь 6 симметрично расположена в рабочей зо не индуктора, ограниченной магнитопроводами 7. Секции и магнитопроводы стянуты шпильками 8 через фиксирующи плиты 9. Токопррводы 10 от секций по ходят к перемычкам 11 через клеммники 12и 13.Секцииизолированы друг от друга прокладками 1. При числе секций менее пяти ука.занные соотношения выполнить невоз можно.Предлагаемые соотношения витков и текают из необходимости распределить напряженность магнитного поля вдоль поверхности по закону симметричных парабол вида у Ах + В (при коэффи циенте соотношения между витками во внутренних и наружных секциях 1,1) или у Ах + В (при коэффициенте 1,5), а также по любой другой кривой лежащей в зоне, ограниченной указанными параболами. Коэффициенты А и В пропорциональны среднему значению на пряженности магнитного поля, создаваемого индуктором в целом, внутреннему диаметру и ширине секций индуктора. Нарушен указанного расположения напряженности магнитного поля приводит либо к недогреву краев детали (при соотношении витков менее 1,1), либо к перегреву (при соотношении ви ков более 1,5 ). Изменение внутреннего диаметра секций также является средством регулирования напряженности магнитного поля вдоль поверхности детали, однако увеличение диаметра средней секции по сравнению с крайними более чем на 15 приводит к уменьшению электрического КПД индуктора и являе ся нецелесообразным. Секции индуктора выполнены в виде, дисковых двухрядных катушек ((|)иг; k) с наружными выводами, что позволяет 9 8 регулировать величину магнитной напряженности вдоль поверхности детали и создавать тем самым необходимый температурный градиент на поверхности нагреваемого издели1Э; Кроме того, такая конструкция секций позволяет чередуя секции составить индуктор любой длины, применяя для соединения элементов между собой короткие плоские перемычки. Намотка слоев произвс дится, начиная от середины отрезка медной шины или трубки заданной длины, и ведется симметрично в две стороны от внутреннего слоя к наружному с согласным направлением спирали и тек, что в результате получаются диски с выводами от наружного слоя, что позволяет легко выполнять любые соединения секций. Предлагаемая конструкция индуктора обеспечивает равномерный нагрев деталей, а также эффективное регулирование напряженности магнитного поля и простоту монтажа и демонтажа устройства в целом. Формула изобретения 1 . Индуктор для низкотемпературного нагрева деталей токами промышленной частоты, содержащий охваченную магнитопроводом многовитковую катушку с увеличенным числом слоев на торцо- вых участках, отлича,ющий ся тем, что, с целью повышения равномерности нагрева крупногабаритных деталей, катушка выполнена из, по меньшей мере, пяти последовательно установленных секций, каждая из которых выполнена в виде дисковой двухрядной катушки с наружными выводами, увеличение числа слоев выполнено в крайних секциях, число витков в каждой из которых в 1,1-1,5 раза больше числа витков во внутренних, а суммарное количество витков в них во столько же раз меньше суммарного количества витков во внутренних. 2. Индуктор по п. 1, отличающий с я тем, что внутренние секции выполнены с различным внутоенним диаметром, увеличивающимся к середине индуктора не более чем на 15 по сравнению с крайними. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР ff 38lit2, кл. И 05 В 6/36, 1975. 2.Патент ФРГ № 1280 6, кл. 21 1i 29/03, 1965,
фиг.З
