(54) СПОСОБ ИЗГОТОВЛЕНИЯ КОСОУГОЛЬНОГО ВОРОТНИКА
t
Изобретение относится к техноло гии трикотажного производства и касается способа изготовления косоугольного воротника, вязание которого осуществляется на двухфонтурной плоскофанговой машине.
Известен способ изготовления косоугольного воротника, при котором на плоскофанговой машине зарабатывают первый ряд наружной части воротника на всех иглах максимальной ширины изделия с последующим-вязанием .воротника со сбавкой игл или формировании прессовых петель, причем далее вяжут участок швейного выреза и отработку. По окончании вязания воротника отработку распускают , а кромку швейного выреза закрепляют от роспуска .
Недостатком данного способа является ограниченная область применения , так как сбавка, вязание прессовых петель и сдвиг игольниц в автоматическом режиме могут быть осуществлены только на специализированных машинах, при этом следует также учесть, что вязание прессовых петель и сдвиг игольниц снижают производительность способа.
Наиболее близким к предлагаемому по технической сущности является способ изготовления косоугольного воротника J при котором на плоскофанговой машине зарабатывают и вяжут участок шейного выреза, далее последовательно вяжут с прибавкой крайних игл внутреннюю часть воротника ластиком, участок перегиба - ласти10ком и наружную часть воротника также ластиком, последн1рю из которых заканчивают отработкой, а после вязания отработку распускают и кромку наружной части закрепляют от роспуска кет5 тлеванием или обшивкой 2 .
Однако вязание основной части воротника, куда входят знутренняя часть; участок перегиба и наружная часть, одним и тем же ластичным перепле20 тением, например ластик 1-1 ластик с прессовыми петлями, и т.д., приводит к тому, что после вязания при сгибании воротника, его пришивке к изделию и глажении место сгиба каждого
25 воротника определяется работницей приблизительно, что приводит к изготовлению изделий с разной шириной наружной части воротника , а также с перекосами уголков, что снижает
30 качество.
Целью изобретения является псвы шение качества воротника .за счет получения участка перегиба, автоматически сгибающего воротник на внутреннюю и наружную части точно по петеЛьному ряду в заданном месте, что исключает произвольные перегибы и перекосы воротника при глажении после пошива изделия. . .
Поставленная цель достигается тем что согласно способу изготовления косоугольного воротникаг при котором на плоскофанговой мгшртне зарабатывают и вяжут участок 1шейного; выреза, далее последовательно вяжут с прибавкой крайних игл внутреннюю часть воротника ластиком, участок перегиба и наружную часть воротника также ластиком у последн юю из которых заканчивают отработкой а после вязания воротника отработку .распускаю и кромку наружной части закрепляют от роспуска, гфеин щественно путем кеттлевани5} участок перегиба вяжут трубчатой кулирной глгшью/ пр« этс иглами одной игольницы .машины вяжут больше петельных рядов, чем иглами другой, не менее чем три к одному, что приводит к плавному закруглению участка перегиба строго в заданных петельных рядах и исключает разноширинность воротникрв и перекос их частей при глажении.
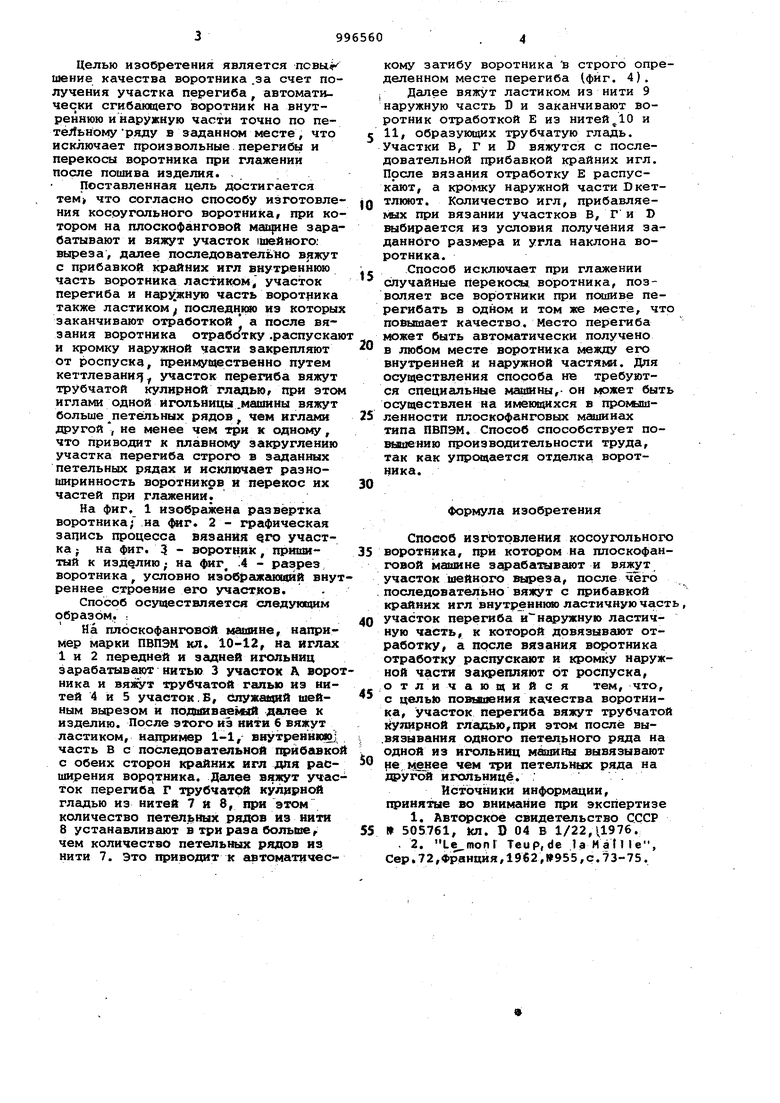
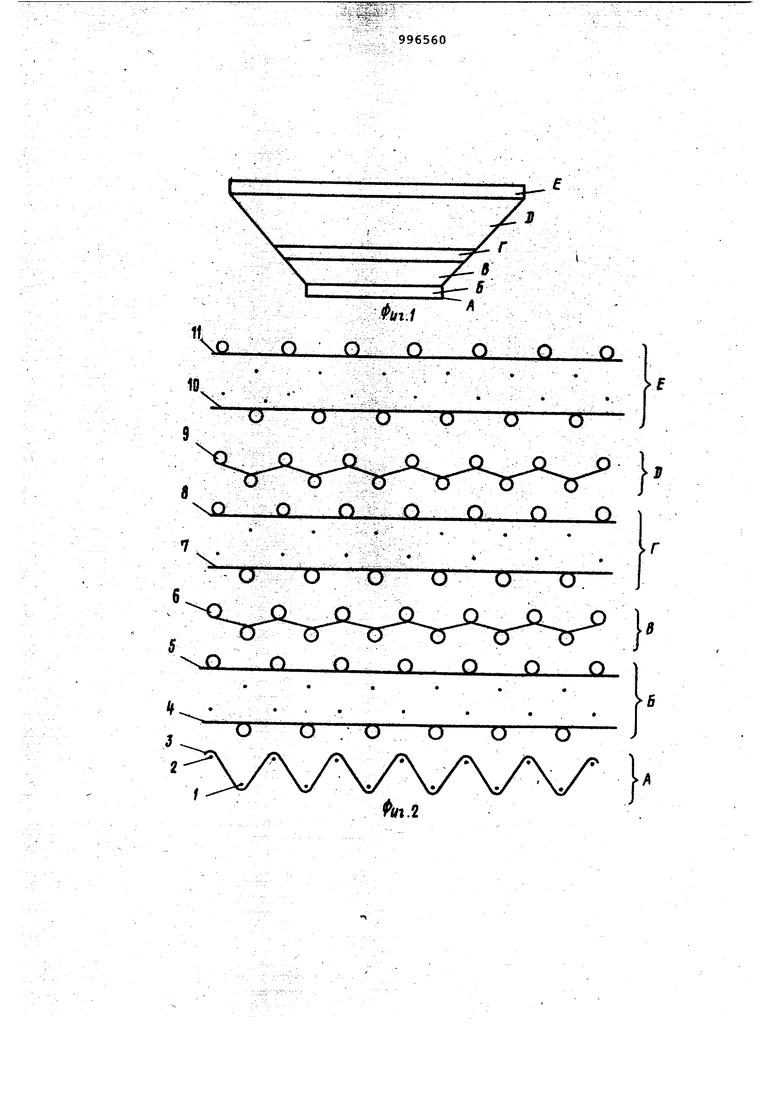
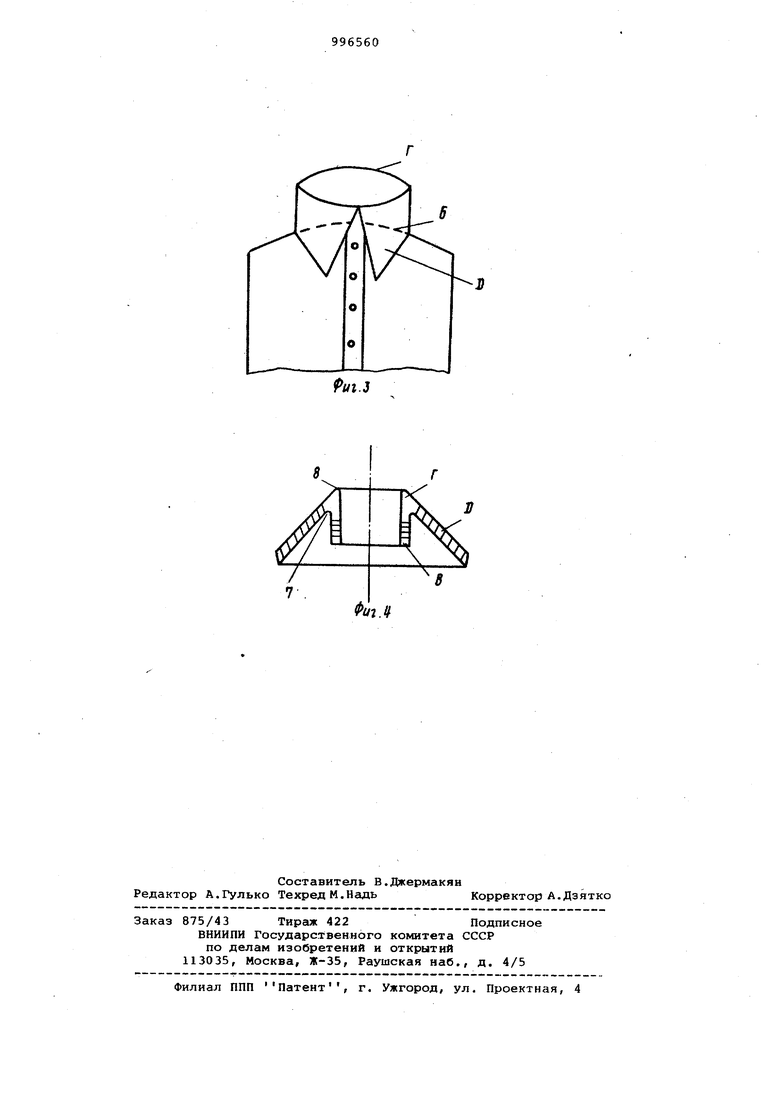
На фиг, 1 изображена развёртка воротника; на г. 2 - графическая запись процесса вязания его участка; на фиг. 3 - воротник, пришитый к ИЗДЕЛИЮ; на фиг, А - разрез воротника, условно изоб(ажгиоиЕИй внутреннее строение его участков. . Способ осуществляется следующим образом. :
На плоскофанговбй машине, например марки ПВПЭМ кл. 10-12, на иглах 1 и 2 передней и задней игольниц зарабатывают нитью 3 участок А вороника и вяяогт трубчатой галыо из нитей 4 и 5 участок.Б, служш ий шейным вырезом и под|1й(ваем11й далее к изделию. После этого из нити б вяжут ластиком, например 1-1, внутреннюю часть В с последовательной прибавко с обеих сторон крайних игл для расширения воротника. Далее вяжут участок перегиба Г трубчатой гладью из нитей 7 я 8, при этом количество петельных рядов из нити 8 устанавливают в три раза больше, чем количество петельных рядов из нити 7. Это приводит к автоматическому загибу воротника в строго определенном месте перегиба (фиг. 4). . Далее вяжут ластиком из нити 9 наружную часть D и заканчивают воротник отработкой Е из нитей 10 и г 11, образукядих трубчатую гладь. Участки В, Г и D вяжутся с последовательной прибавкой крайних игл. После вязания отработку Е распускают, а кромку наружной части Вкетп тлкиот. Количество игл, прибавляемых при вязании участков В, Г и D выбирается из условия получения заданного размера и угла наклона воротника.
- Способ исключает при глажении случайные перекосы, воротника, позволяет все воротники при псяпиве перегибать в одном и том же месте, что повышает качество. Место перегиба может быть автоматически получено
в любом месте воротника между его
внутренней и наружной частями. Для осуществления способа HIS требуются специальные машины,- он может быть осуществлен на имеющихся в прокыш5 ленности плоскофанговых машинах типа ПВПЭМ. Способ способствует повышению производительности труда, так как упрощается отделка воротника.
Формула изобретения
Способ изготовления косоугольного 5 воротника, при котором на плоскофанговой машине з абатывают и вяжут участок шейного выреза, после чего .последовательно вяжут с щ ибавкой
крайних игл внутреннюю ластичную часть, Q участок перегиба и наружную ластичную часть, к которой довязывают отработку, а после вязания вс ютника отработку распускёцот и кромку наружной части закрепляют от роспуска, отличающий с я тем, что, с целью повыоения качества воротника, участок перегиба вяжут трубчатой упирной гладью,при этом после вы.вязывания одного петельного ряда на одной из игольниц машины вывязывают 0 менее чем три петельных ряда на другой игольнице. ; .
Источники информации, принятые во внимание 1фи экспертизе
1. Автсч ское свидетельство СССР 5 I 505761, 1ел. D 04 В l/22,il976.
. 2. Teup, de la Mat He, Сер. 72,Франция, 1962, ,c. 73-75.
хо Г) Г)
QF Q о
о О О О
о
г
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления купона плюшевымпЕРЕплЕТЕНиЕМ HA МНОгОСиСТЕМНОй дВуХ-фОНТуРНОй ВязАльНОй МАшиНЕ | 1978 |
|
SU796262A1 |
| Способ изготовления колготок | 1981 |
|
SU988923A2 |
| Способ изготовления трикотажного берета | 1978 |
|
SU774536A1 |
| Способ изготовления колготки | 1978 |
|
SU827640A1 |
| Способ изготовления вязаного многоканального протеза кровеносного сосуда | 1977 |
|
SU692923A1 |
| СПОСОБ ВВЯЗЫВАНИЯ ЛАСТОВИЦЫ В ТРУБЧАТЫЙ ТОРС ПОЯСНОГО ТРИКОТАЖНОГО ИЗДЕЛИЯ | 2003 |
|
RU2243300C1 |
| Способ вязания двойных трикотажных изделий на плоскофанговой машине | 1973 |
|
SU472988A1 |
| СПОСОБ ВЯЗАНИЯ КОНТУРНЫХ ДЕТАЛЕЙ ИЗДЕЛИЙ И ПОЛОТНА НА ДВУХФОНТУРНЫХ ПЛОСКИХ И КРУГЛОВЯЗАЛЬНЫХ МАШИНАХ И ДВУХФОНТУРНАЯ ВЯЗАЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2057828C1 |
| Способ изготовления трикотажных беретов | 1978 |
|
SU739149A1 |
| СПОСОБ ВЯЗАНИЯ ПОЛУРЕГУЛЯРНОГО ИЗДЕЛИЯ НА ДВУХФОНТУРНОЙ ВЯЗАЛЬНОЙ МАШИНЕ | 1992 |
|
RU2011708C1 |
О О
