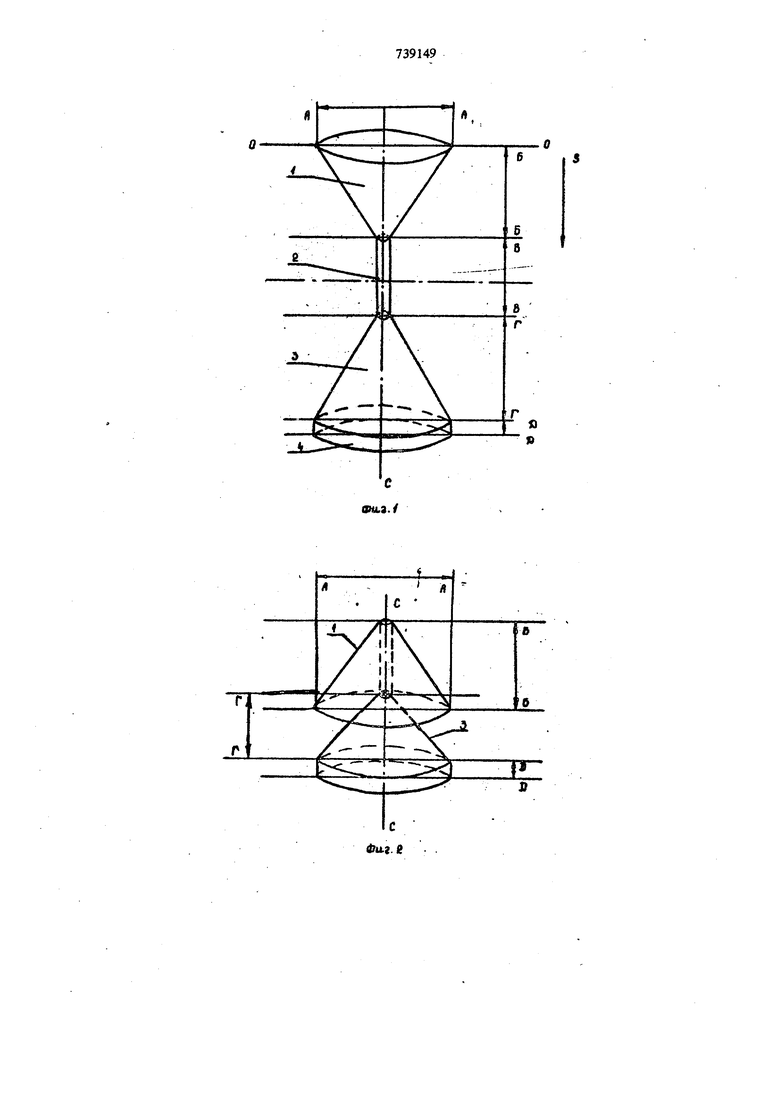
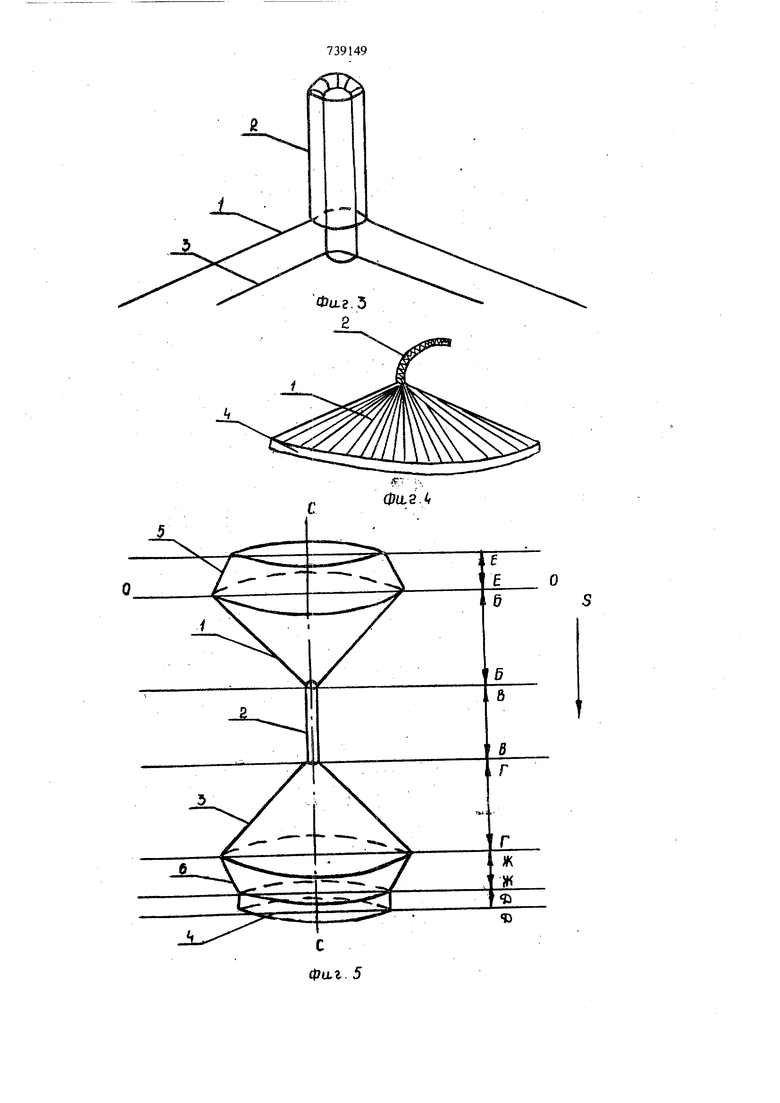
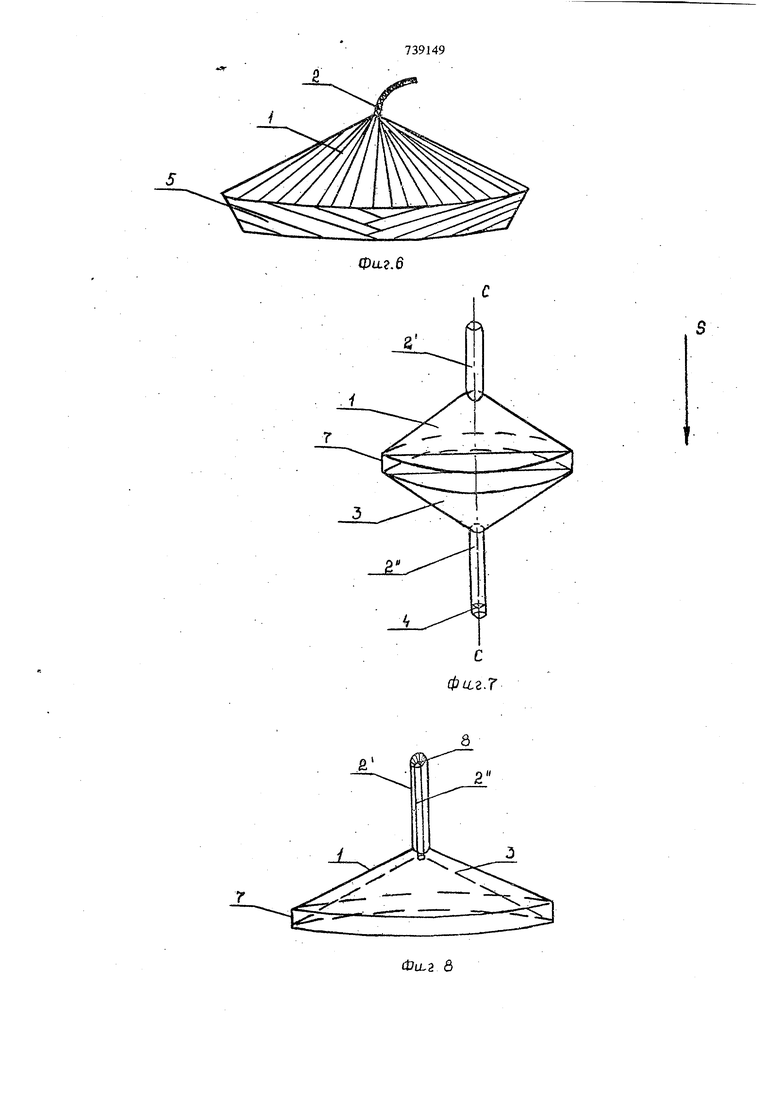
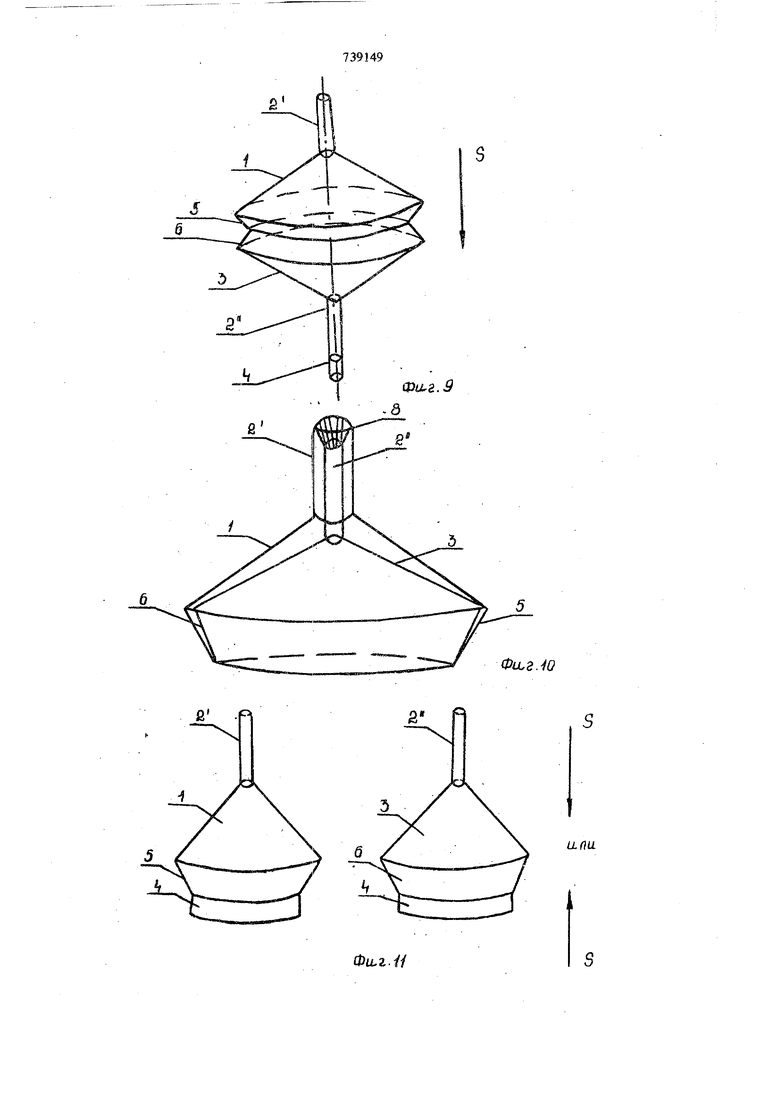
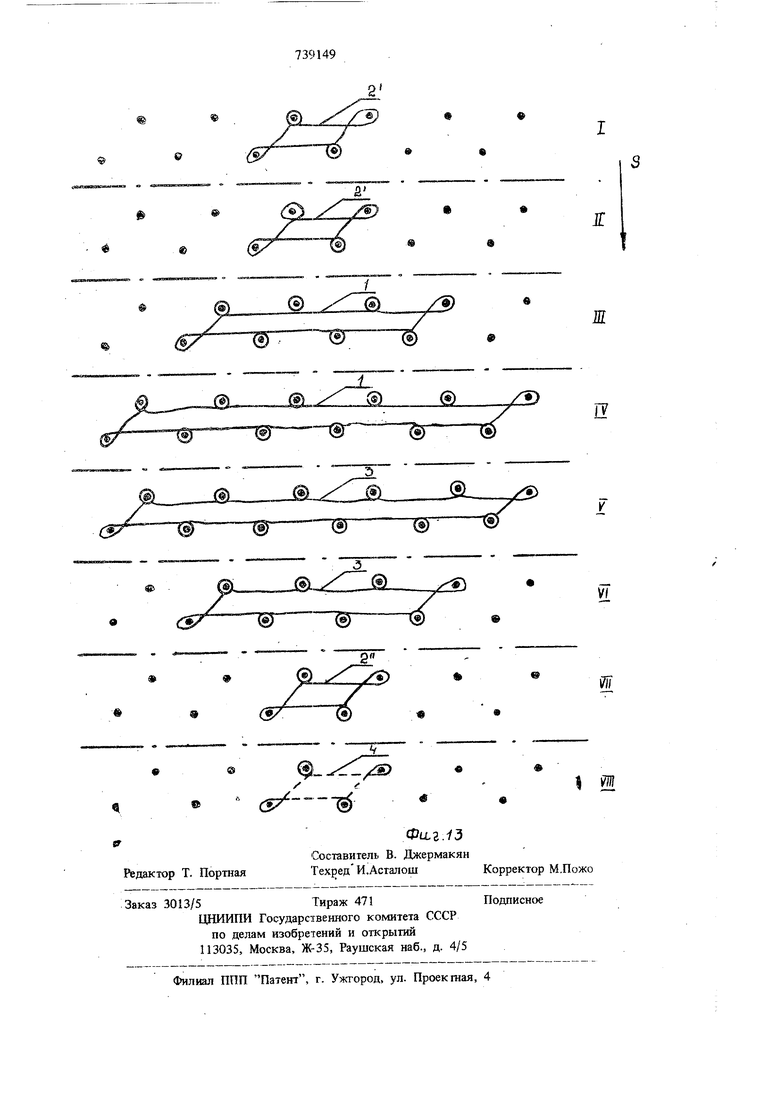
Изобретение относится к трикотажному производству и касается способа изготовления трикотажных беретов, предусматривающего использование двухфонтурной плоскофанговой машины, например автомата из серии ПА, оснащенного механизмами платин, прибавки и сбавки игл с переносом петель, изменения размаха нитеводителей. Известен способ изготовления трикотажных беретов, по которому на двухфонтурной плоскофанговой машине вяжут заготовку берета со сбавками петель, а по снятии с машины заготовку расчесывают с наружной стороны и отделывают путем надевания заготовки, предварительно сшитой по форме колокола, на форму для размягчения и формования с целью придания несминаемости. Заготовка вяжется в виде полотна, по участкам с односторонними сбавками 1. Этот способ имеет такие недостатки, как отсутствие шнурка на макушечной части берета раскрой при сшивке заготовки с необратимыми отходами сырья; получегшя полурегуляторно го (не цельновязаного) изделия, что снижает его качество и удлиняет технологический цикл изготовления беретов. Цель изобретения - повыше1ше качества беретов и сокращение технологического цикла их производства за счет создания технологии, позволяющей получить цельновязаный берет, имеющий на макушке традиционный miiypoK, требующей миш1мального числа швейных операций, исключающей отходы сырья, осуществляемой в автоматическом режиме на вязальном автомате, что в свою очередь приведет к повыщению производительности труда. Поставленная цель достигается тем, что в способе изготовления беретов заготовку изготавливают из двух подобных по форме частей, каждую из которых вяжут на плоскофанговой машине одинарным переплетением, например кулирной гладью, в виде конусноподобной трубки, к макушечной части которой довязывают трубчатый шнурок, а после окончания вязания одну часть заготовки выворачивают в другую, соединяя их макушечными частями, и протягивают шнурок одной части через шнурок другой. Первый вариант способа осуществляется следующим образом. На иглах двухфоклурной плоскофанговой машины вяж)т первую конусопсдобную трубку, нашкая с ишрокогс основагия, с последонательным ее cyжeнкe l путем сбавки neiejsb с переносом их на рядом стоящие рйботающ не иглы маил1ны, по окончании вязаная которой перехода на вязание трубчатым сданарным переплетением первого шнурка на иглах. кош5чество которых определяет ширкну шнурка, например на двух иглах с каждой игольни;: ы ма.шины, по окончании вязания первого швурка вяжут аналогично первому второй труб2;тьзй шнурок, являющийся непрерывным зродолжеий ем нервого, после которого вяжут вторую кону подобную трубку, с узкого основания являющегося продолжением второго трубчаюго шнурка, с последовательной прибавкой ранее вы ключенных при сбавке игл к далее вяж)т нес колько рядов кольцевой отработка, после чего заготовку берета сбрасываю с тлтп муаттлы.. выворачивают первую часть на вторую, протягивают второй шнурок внутрь первого и соедккя ют обе часта по отработке, например путем кет тлевания или сшивки на оверлоке. При этом варианте для придания хороший формы берету перед вязанием первой кснусоподобной трубки и по окончашга вяэаш1я второй конусоподобной трубки; вяжут оданарным переплетением кольцевые бортики, при этом первый бортик вяжут с последовательным расширением путем прибавки игл, а второй бортик - с последовательным сужением путем сба ки игл и переноса петель на рядом стоящие работаюш 1:е иглы. Второй вариант способа осуществляется следующим образом. На иглах двухфойтурной плоскофанговой машины вяжут первый трубчатый шнурок, по окончании вязания которого вяжут нервую ко.нусонодобную трубку с последовательным расширением путем прибавки игл, далее вто рую конусоподобную трубку с последовательным суже1шем путем сбавки игл с переносом петель ),а рядом стояшле работающие иглы и по окончании вязания второй части вяжут второй трубчатый шнурок, который закан шваю1 несколькими радами кольцевой отработки, после чего заготовку сбрасывают с игл -мащины, вторую часть выворачивают в первую, протягивают второй шнурок через первьш и с:шивают (или склеивают, или оплавляют в случае непользования синтетической пряжи) концы шнур ков. При зтом варианте целесообразно по охончании вязания первой конусоподобной трубки и перед началом вяза}шя второй вязать одинарным переплетением кольцевые бортики, при этом г ервый борглк зяжут с последовательным сужением путем сбавки игл и переноса петель на рядом стоящие работающие игль, а второй бортик - с последовательным расширением яутем прибавки ранее выключенных при сбавке игл. Для плотной пос-адки берета на голове можно один или оба кольцевых бортика вязать из эластичных нитей. Это це;юсообразно делать при втором варианте способа. При первом варианте делесообразно кольцевую обработку, которой закакч 1вается вторая конусоподобная часть,, вязать из эластичных нитей, при этом при соединении обеих частей заготовки эластичную отработку заводя внутрь берета и сшквают с ним с изнаночной стороны. Практически возможен и третий вариант способа, при KOTopOfyi дае конусоподобные части зяжут раздельно. Например, на рядом стоящ}1х иглах можно сразу вязать их одна за другой как с исггользованкем разделительs-bDi нитей, так и без них. После получения двух отдельных частей их вставляют одна в другую с последующей сшивкой по периметру основания и у концов шнурков. На фиг. Изображена развертка заготовки, вывязываемой по первому варианту способа; на фиг. 2 - то же, в момент выворачивания первой конусоподобной части на вторую; на фиг. 3 - макушечная часть берета с вдвое сложенным шнурком, укругшенный план; на фиг. 4 - берет, полученный по первому варианту способа, общий вид; на фиг. 5 - развертка заготовки (усовершенствованный первый вариант способа с вязанием кольцевых бортиков); на фиг. 6 - берет, полученный после сложения (вьторотки) заготовки фиг. 5; на фиг. 7 - развертка заготовки берета, вьшязываемой по второму варианту способа; на фиг. 8 - то же, сложенное вдвое; на фиг. 9 - развертка заготовки (усовершенствованный второй вариант способа с. вязанием кольцевых бортиков); на фиг. 10 - то же в сложенном (вывернутом) виде; на фиг. И две раздельные конусоподобные части заготовки берета, вывязываемые по третьему варианту способа; на фиг. 12 -.- схематическое изображение процесса вязания .на иглах двухфонтурной плоскофанговой машины заготовки берета по фиг. 1; на фиг. 13 - схематическое Изображение процесса вязания на иглах двухфонтурной плоскофланговой машины заготовки берета по фиг. 1. 57 На фиг. 1-13 обозначены первая конусоподобная часть 1 заготовки.трубчатый uoiypoK 2,, вторая конусоподобная часть 3 заготовки; коль цевая отработка 4; кольцевые бортики 5, 6; переходной поясок 7; участок 8 сшивки концов шнурков; условное обозначение зева между игольницами плоскофанговой машины 0-0; ось симметрии вывязьшаемой заготовки С-С; обозначение условной ширины конусоподобной части А-А; различные участки заготовки Б-Б-В-В, Г-Г, Д-Д, Ж-Ж берета по высоте; направление вязания заготовки на машине, стрел ка SjycnoBHbie ряды вязания заготовок II { ,... .Один из вариантов способа осуществляется следующим образом (фиг. 1, 2, 3, 4, 5, 6, 12). На двухфонтурной плоскофанговой Mauuine, на числе игл, определяющих ширину А-А основания берета, вяжут одинарным пераплетештем сужающуюся на конус часть 1. Сужение части 1 при вязании осуществляют на участке Б-Б путем последовательной сбавки крайних игл. При с5авке игл для исключения сброса петель и их роспуска петли, снятые со сбавленных игл, переносят на рядом стоящие работающие иглы. Продасс сужения условно показан на фиг. 12, ряды I, II. Совершенно очевидно, что сбавку можно производить не в каждом ряду вязания, а количество сбавою будет зависеть от формы берета. После зтого (фиг. 12, ряды III, IV) на малом числе игл вяжут трубчатый шнурок 2. По этому варианту длина трубчатого шнурка 2 примерно равна удвоенной длине щнурка 2 на фиг. 4. Шнурок 2 вяжут на участке В-В на одном и том же числе игл, например по дае с каждой игольницы. После зтого на участке Г-Г начинают вязать вторую конусоподобную часть 3 Эту часть вяжут одинарным переплетением по аналогии с частью 1, но с последовательным расширением путем включения в работу ранее выключенных при сбавке игл, что условно изображено на фиг. 12, ряды V, VI. По окончании вязания части 3 вяжут кольцевую отработку 4 (фиг. 1 и 12, ряд VII). Отработка 4 исключает роспуск петель посяеднего ряда части 3 после сброса вс-ей заготовки берета с игл мащины. Отработка вяжется на участке Д-Д несколькими кольцевыми петельными рядами . После сброса заготовки с игл машины часть 1 выворачивают на часть 3 (фиг. 2) и вдвое складьгеают Щ11урок 2 (фиг.З) Таким образом получается двухслойная заготовка берета. Далее начальные ряды части 1 соединяют по отработке 4 с частью 3 и заканчивают тем самым изготовление вязаной заготовки в . целом. По этому варианту для придания при вызашш более правильной формы берету целесообразно перед вязанием части 1 и после вязания j 9 части 3 (фиг. 5) вязать кольцевые бортики 5 . и 6. При этом бортик 5 вяжется с последовательным paciinipeiffleM путем прибавки игл до достижения шириш 1 А-А, а бортик 6 вяжется с постепенным сужением путем сбавки игл с переносом петель на рядом стоящие работающие иглы. При вьшоротке изделие приобретает форму, как показано на фиг. 6, так как бортик 5 складывается с бортиком 6. Отработку 4 можно вязать из зластичного .сырья и при зашивке заготовки заправлять отработку на изнанку берета. В этом случае отработка 4 будет выполнять и вторую функцию, т.е. стягивающим основание f берета пояском. Это исключает необходимость дальнейшей вставки в берет продержечной резинки в виде тесьмы. Второй варргант способа (фиг. 7, 8, 9, 10, 13) осуществляется следующим образом. Заготовку на1шнают вязать с трубчатого ишура 2 (фиг. 7), который вяжут, например четырех иглах (фиг. 13, ряды I, (I). После этого вяжут первую конусоподобную «исть 1 з 11ло™чно первому варианту способа (фиг, 13, ряды III, IV). Далее вяжут кольцевой переходной поясок 7 (фиг. 7), после этого вторую коиусоподобную часть 3 с последовательным сужением (фиг. 13, ряды V, VI) и затем второй трубчатый 2 (фиг. 13, ряд VII), который зака11Ч1шают кольцевой отработкой 4 (фиг. 13 ряд VIII). После вьюоротки заготовка примет вид, как на фиг. 8, и концы шнуркав 2 и 2 сшивают или скрепляют иным образом в участке 8. Видоизменением зтого варианта является вязаш1е кольцевых бортиков 5, 6 (фиг. 9) по аналогии с такими же на фиг. 5. После выворотки изделие приобретает вид, как на фиг. 10. Для удобства протаскивания шнурков 2 и 2 один через другой шнурок 2 можно вязать на числе игл меньшем числа игл, сл)жащих для вязания ишурка 2 . Аналогично можно постуш1ть при вязании шнурка 2 (фиг. I), т.е. условно разб1ггь его на две половины, внутреннюю из которых вязать более узкой. Для удобной посад1си берета на голове бортики 5, 6 или 6 можно вязать из эластичных шней. Заготовку можно вязать также третьим вариантом способа (фиг. 11), при котором конусоподобные части вяжут раздельно, по снятии с машины вставляют одна в и скрепляют. TexjfHKо-экономическая эффективность предложенного способа состоит в том, что, при осуществлении способа полностью исключаются отходы сырья, так как изделие получается регулярным (цельновязаным) и не требует 7739 раскроя при сшйвке открытых концов. Вязание заготовки Б автоматическом режиме по форме берета, т.е. получе ше цельновязщ1С го изделия, повьтшет производительность хр;,да и оборудовашУ. Поскольку при вывороп :з BHeojKHii конусная часттэ будет предсхавпять схзбой изнаночщю сторону трикотажа, то в случае ввязьшания в нее футерных ш-1тей, можно производить начесьтание и получать берет е ворсовой поверхностью. Если внутреннюю конусную часть (подкладку изготовить из недорогого гигроскопичного сырья (например хлопчатобумажная пряжа), BHeitoiicira часть связать из высококачестаенного теплого сырья (на пример, шерсть), то можно получить утег; леши ш берет. Берет монсно вязать из нитей различных цветов, причем за счет отбора игл можно форMitpOBETb КЗ его наружной поверхкости рисунки что расширит ассортимент головньис уборов. Формула изобретения 1.Способ изготовле1шя трикотажных берето при котором на илоскофанговой маишне вжкут заготовку бервта,;со сбавками петель, о т л ичающийся тем, что, с целью повыше}шя качества беретов и сокраидения технологического цикла их выработки, заготовку берета изготавливают из двух подобных частей, каждую из которых вяжут на машине переплетением в виде конусоподобной трубки, к од ной части которой довязывают трубчатый шнурок, а после окончания вязания одну часть заго товки вьшорачивают в другую и протягивают шнурок одной части через шнурок другой. 2.Способ по п. 1, о т л и ч а ю щ и йс я тем, что одну конусоподобнзгю трубку вяжут, начиная с широкого основания, с последовательным ее сужением путем сбавки петель с переносом их на рядом стоящие работающие иглы машины, по окончании вязания которой вяжут первый шнурок на иглах, количество которых определяет ширину шнурка, например, на двух иглах с каждой игольницы мапшны, по окончании вязания первого шнурка вяжут аналогично ему второй трубчатьш пшурок, после которого вяжут вторую конусоподобную трубку, начиная с узкого основания, являющё гося продолжением второго трубчатого шнурка с последовательной прибавкой ранее выключенных при сбавке игл и далее вяжут несколько рядов кольцевой отработки, после чего заготЪв у берета сбрасывают с игл машины, выводи ивают первую ее часть на вторую, протягивают торой шнурок внутрь первого и соединяют бе части по отработке, например путем кеттлеания или сьиизки на оверлоке. 3. Способ по п. 2, о т л и ч а ю щ и йс я тем, что перед вязанием первой конусоподобной трубки и по окончании вязания второй конусоподобной трубки вяжут одинарным переплетением кольцевые бортики, при зтом первый бортик вяжут с последовательным расширением путем прибавки игл, а второй бортик - с последовательным сужением путем сбавки игл и переноса петель на рядом стоящие работающие иглы. 4. Способ по п. 1,отличающийс я тем. Что вначале вяжут первый трубчатый шкурок, по окончашш вязакия которого вяжут первую конусоподобную трубку с последовательным расширением путем прибавки игл, далее вяжут вторую конусоподобную трубку с последовательным cjoKeHHeM путем сбавки игл с переносом петель на рядом стоящие работающие иглы, а по окончании вязания второй части вяжут второй трубчатый , который заканчивают несколькими рядами кольцевой отработки, после чего заготовку сбрасывают с игл машины, вторую часть выворачивают в первую, протягивают второй шнурок через первый и сшивают концы шнзфков. 5.Способ по п. 4, о т л и ч а ю ш и йс я тем, что по окончашш вязания первой конусоподобной трубки и перед началом вязания второй вяжут одинарным переплетением кольцевые бортики, при этом первый бортик вяжут с последовательным сужением путем сбавки игл и переноса петель на рядом стоящие работающие иглы, а второй бортик - с последовательным расширением путем прибавки ранее вьпслюченных при сбавке игЛ;. 6.Способ по гш. 4 и 5, о т л и ч а ющ и и с я тем, что один или оба кольцевых бортика вяжут из эластичных нитей. 7.Способ по пп. 2иЗ, отличающ и и с я тем, что кольцевую отработку вяжут из эластичных нитей, которую при соединении обеих частей заготовки заводят внутрь берета и сшивают с- ним. Источники информации, принятые во внимание при экспертизе 1. Патент Франции N 1291388, кл. А 42 С, 1962.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления трикотажного берета | 1978 |
|
SU774536A1 |
| Способ вязания двойных трикотажных изделий на плоскофанговой машине | 1973 |
|
SU472988A1 |
| Способ изготовления колготки | 1978 |
|
SU827640A1 |
| Способ изготовления вязаного многоканального протеза кровеносного сосуда | 1977 |
|
SU692923A1 |
| Способ вязания перчатки на плоскофанговой машине | 1972 |
|
SU459543A1 |
| Способ изготовления двойного чулочно-носочного изделия | 1976 |
|
SU679663A1 |
| Способ вязания пятипалой перчатки | 1985 |
|
SU1377309A1 |
| СПОСОБ ВВЯЗЫВАНИЯ ЛАСТОВИЦЫ В ТРУБЧАТЫЙ ТОРС РЕЙТУЗ НА ПЛОСКОФАНГОВОЙ МАШИНЕ | 1973 |
|
SU406981A1 |
| Способ изготовления колготок | 1981 |
|
SU988923A2 |
| Способ изготовления косоугольного воротника | 1981 |
|
SU996560A1 |

8
S
Фииг.-Ю
fi LLfliL
Фи,г.Ц / 67 / J
e lar
JF
.„A-7 55ЙУ
K 0 W T Й
„xf) 7 Ж
ЙГ
Фа.г. /2
:«) /3
7
r
®
7
«
ft«
JT
«
Ж
9
Г
7
Х5
7
Vf
«
и;
