Изобретение относится к производству музыкальных инструлюнтов, в частности к устройствам для изготовшения двойной трости для духовых музыкальных инструментов.
По основному авт. св. 913444 известно устройство для изготовления двойной трости для духовых музыкальных инструментов содержащее установленные на одной оси и шарнирно связанные между собой два рычага с обжимными-элементами, выполненными в виде подпружиненньк пластин, и коническую оправку, расположенну19 между рабочими плечами рычагов и выполненную обогреваемой ij.
Однако известное устройство характеризуется недостаточным качеством изготавливаемых тростей из-за возможности образования перекосов.
Целью изобретения является повышение качест ва изготавливаемых трос;тей путем исключения их перекосов.
Цель достигается тем, что устрой ство для изготовления двойной трости для духовых музыкальных инструментов, содержащее установленные на одной оо; и шарнирно связанные между собой два рычага с обжимными элементами, выполненными в видеподпружиненных
пластин, и коническую оправку, расположенную между рабочими плечами рычагов и выполненную обогреваемой, имеет фиксатор положения рычагов один относительно щ угого, выполненный в виде установленного на одном из рычагов подпружиненного ползуна, .имеющего зуб, и размещенной между рычагами винтовой пары, гайка которой
10 шарнирно закреплена на одном из рнчагов, а свободный конец винта размещен в шарнирно закрепленной-на другом из рычагов направляющей втулке и имеет кольцевой паз для размещения
15 в нем зуйа ползуна, при этом между гайкой и направляющей.втулкой на вкнт,е установлена пружина.
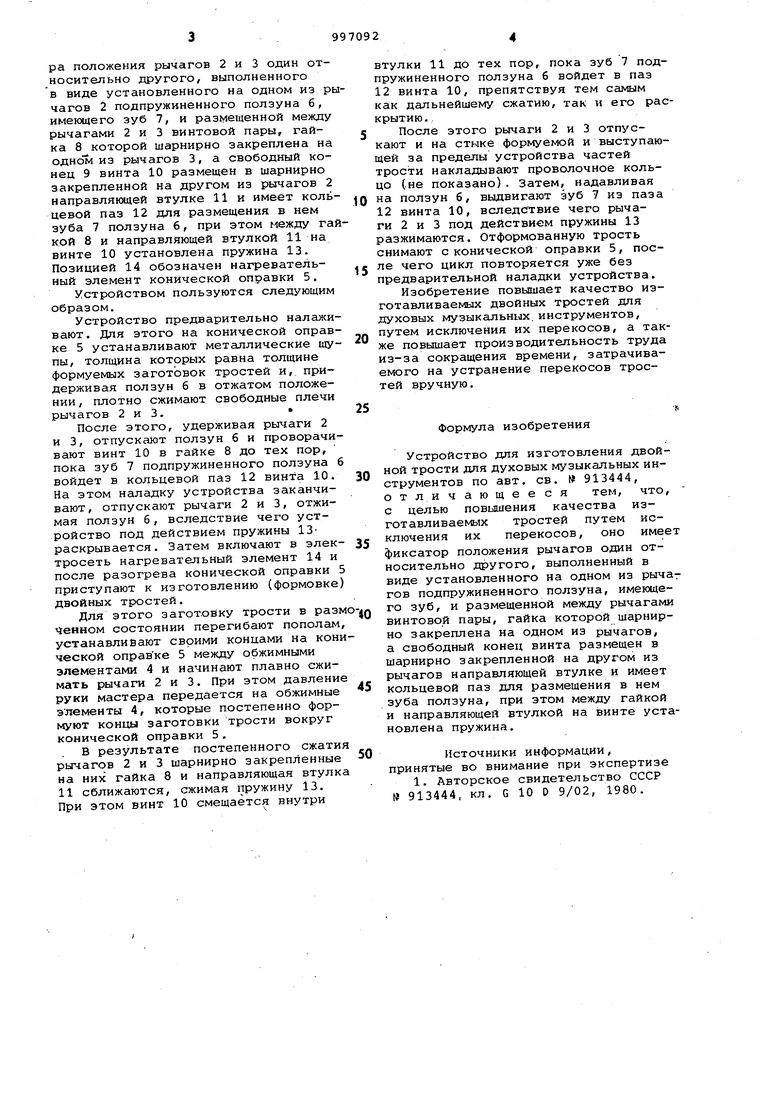
На фиг. 1 изображено устройство в сборе; на фиг. 2 - сечение А-А
20 на фиг. 1.
Устройство для изготовления двойной трости для духовых музыкальных инструментов состоит из установленных на одной оси 1 и шарнирно связан25ных между собой двух рычагов 2 и 3 -с обжимными элементами, выполненйыми в виде подпружиненных пластин 4, и конической оправки 5, расположенной между рабочими плечами рычагов 2 и 3
30 и. выполненной обогреваемой, фиксатоpa положения рычагов 2 и 3 один относительно другого, выполненного в виде установленного на одном из р чагов 2 подпружиненного ползуна б, имеющего зуб 7, и размещенной между рычагами 2 и 3 винтовой пары, гайка 8 которой шарнирно закреплена на одно из рычагов 3, а свободный конец 9 винта 10 размещен в шарнирно закрепленной на другом из рычагов 2 направлякяцей втулке 11 и имеет коль цевой паз 12 для размещения в нем зуба 7 ползуна 6, при этом 1eждy га кой 8 и направляющей втулкой 11 на винте 10 установлена пружина 13. Позицией 14 обозначен нагревательный элемент конической оправки 5. Устройством пользуются следующим образом. Устройство предварительно налажи вают. Для этого на конической оправ ке 5 устанавливают металлические щу пы, толщина которых равна толщине формуемых заготовок тростей и, придерживая ползун 6 в отжатом положении , плотно сжимают свободные плечи рычагов 2 и 3. После этого, удерживая рычаги 2 и 3, отпускают ползун б и проворачи вают винт 10 в гайке 8 до тех пор, пока зуб 7 подпружиненного ползуна войдет в кольцевой паз 12 винта 10. На этом наладку устройства заканчивают, отпускают рычаги 2 и 3, отжимая ползун б, вследствие чего устройство под действием пружины 13раскрывается. Затем включают в электросеть нагревательный элемент 14 и после разогрева конической оправки 5 приступают к изготовлению (формовке двойных тростей. Для этого заготовку трости в разм Ченном состоянии перегибают пoпoлa i устанавливают своими концами на кони ческой оправке 5 между обжимными элементами 4 и начинают плавно сжимать рычаги 2 и 3. При этом давление руки мастера передается на обжимные элементы 4, которые постепенно формуют концы заготовки трости вокруг конической оправки 5, В результате постепенного сжатия рычагов 2 и 3 шарнирно закрепленные на них гайка 8 и направляющая втулка 11 сближаются, сжимая пружину 13. При этом винт 10 смещается внутри втулки 11 до тех пор, пока зуб 7 подпружиненного ползуна б войдет в паз 12 винта 10, препятствуя тем самым как дальнейшему сжатию, так и его раскрытию. После этого рычаги 2 и 3 отпускают и на стыке формуемой и выступающей за пределы устройства частей трости накладывают проволочное кольцо (не показано). Затем, надавливая на ползун 6, выдвигают зуб 7 из паза 12 винта 10, вследствие чего рычаги 2 и 3 под действием пружины 13 разжимаются. Отформованную трость снимают с конической оправки 5, после чего цикл повторяется уже без предварительной наладки устройства. Изобретение повышает качество изготавливаемых двойных тростей для духовых музыкальных, инструментов, путем исключения их перекосов, а также повышает производительность труда из-за сокращения времени, затрачиваемого на устранение перекосов тростей вручную. Формула изобретения Устройство для изготовления двойной трости для духовых музыкальных инструментов по авт. св. № 913444, отличающееся тем, что, с целью повышения качества изготавливаемых тростей путем исключения их перекосов, оно имеет фиксатор положения рычагов один относительно другого, выполненный в виде установленного на одном из рычат гов подпружиненного ползуна, имеющего зуб, и размещенной между рычагами винтовой пары, гайка которой шарнирно закреплена на одном из рычагов, а свободный конец винта размещен в шарнирно закрепленной на другом из рычагов направляющей втулке и имеет кольцевой паз для размещения в нем зуба ползуна, при этом между гайкой и направляющей втулкой на винте установлена пружина. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 913444, кл. G 10 D 9/02, 1980.
12 7
