Изобретение относится к станкостроению.
Известен станок для обработки концов труб, содержащий станину с установленн1лми на ней механизмом закрепления труб и смонтированной с возможностью перемещения от собственного привода бабкой, несущей планшайбу с плансуппортом ij .
Недостатком известного станка являются его ограниченные технологические возможности, так как обработка фасок и торцовка труб осуществляется только в плоскости перпендикулярной оси трубы.
Цель изобретения - расширение тнологических возможностей станка путем обеспечения торцовки и обработки фасок на торцах скошенных под углом к оси труб о
Поставленная цель достигается тем, что станок для обработки концов труб, содержащий станину с ус тa oвлeнньrми на ней механизмом закрепления, труб и смонтированной с возможностью пе- емещения от собственного привода бабкой, несущей планшайбу с плансуппортом, снабжен следящим золотником, жестко закрепленным на бабке, и копировалным устройством, состоящим из копира, связанного со следящим золотником, и копирного Псшьца, кинемат чески связанного с планшайбой, а привод перемещения бабки снабжен гидроцилиндром, шток которого кинематически связан с планшайбой и плансуппортом. и несет копировальное устройство
Плансуппорт снабхсен фрезерной головкой; кинематически связанной со шпинделем и копировальньп- устройством.
На фиг„1 изображе - предагаемый станок, общий ВИД; на фиг.2 - то же, кинематическая схема на фиГоЗ - скошенный торец трубы на фиг. 4 - разрез А-А на фиг.З; на фиг 5 - вид Б на фигЛ на фиг 6 сечение В-В на фиг„5,
Станок состоит из станины 1, механизма закрепления трубы 2, подвижной бабки 3, механизма перемещения бабки 4, копировального устройства 5, гидроцилиндра б, планшайбы 7, несущей плансуппорт 8, следящего золотника 9,
Приводом станка является насосная установка 10, расположенная во внутренней полости станины 1, Планшайба 7 установлена на бабке 3 и связана с гидродвигателем II через коробку скоростей 12 и зубчатую пару 13 и 1 4 а
Плансуппорт 8 с закрепленной на нем кареткой 15 с резцом 16 устанолен на планшайбе 7 и связан с гидрусилителем с шаговым электроприводом {не обозначен) и рукояткой ручных подач 17 через зубчато-реечную пару 18 и 19, червячную пару 20 и 21, зубчатое зацепление 22-25, дифференциалы 26 и 27 и червячные пары 28-31,
Механизм перемещегния бабки 4 состоит из дифференциала 32, связанного через червячную пару 33 и 34 с гидроусилителем 35 с шаговым электроприводом (не обозначен) чере червячную пару 36 и 37 с рукояткой ручного привода 38 и винтовой парой 39 и 40 со штоком 41 гидроцилиндра б, расположенного на одной оси с механизмом перемещения бабки 4.
Копировальное устройство 5 состоит из копира 42, на стержне 43 которого установлена втулка 44, шарнирно связгшная с копирным пальцем 45 через ось 46. Копир 42 установлен на корпусе 47, который связан с ползуном 48 осью 49 и зафиксирован в нем специальным устройством (не показано). Ползун 48 расположен соосно с осью вращения кольца 50 и диска 51 и связан зубчато-реечной передачей 52-55 со следящим золотником 9 „. Ось ползуна 48, ось поворота копира 42, ось 56 вращения копира 42 и ось вращения кольца 50 и диска 51 пересекаются в одной точке „ Кольцо 50 кинематически связано через зубчатые пары 57 и 58, валы 59 и 60, зубчатую пару 61 и 13 с планшайбой 7, Диск 51 имеет на тоце спиральную канавку G, входящую в цилиндрические канавки Ъ, с и связан кинематически с плансуппортом 8 через зубчатые пары 62 и 63, телескопические валы 64 и 65, зубчатые пары 66,. 24, 22 и 23,- червячную пару 20 и 21 и зубчато-реечную пару 19 и 18. Золотник 9 расположен в корпусе 67, жестко связанном с бабкой 3, Золотник 9 связан трубопроводами 68-71 с насосной уста, новкой }-0 и полостями с1 , С гидроцилиндра 6. Гидродвигатель 11 связан с насосной установкой 10 трубопроводами 72 и 73 через регулятор скорости 74. Гидроусилители связаны с насосной установкой 10 трубопроводами 75 и 76.
На станке установлена коробка подач 77 с гидромотором 78
Коробка подач 77 включает в себя четыре блока шестерен 79-86, управ ляемых электромагнитными муфтами 87-90. Гидромотор 78 связан с коробкой подач 77 через червячную пару 91 и 92.
Коробка подач 77 предназначена для осуществления одновременного перемещения плансуппорта 8 и бабки 3 с рабочими подачами,.
Передаточное отношение каждой зубчатой передачи 79-86 равно тангенсу соответствующего угла наружной фаски. Коробка подач 77 кинематически связана с плансуппортом 8 по следующей цепи: 93, 94, 30 и 31 через дифференциал 27, зубчатое зацепление 25, 24,22,23,20,21,19 и 1 Коробка подач 77 кинематически связана с бабкой 3 по следующей цепи: 95, 96, 33 и 34, дифференциал 32, винтовую пару 39 и 40. Электромагнитные муфты 97 и 98 предназначены для управления совместным перемещением плансуппорта и бабки 3.
Гидрораспределитель 99 предназначен для реверсирования подачи плансуппорта 8 и бабки 3. Регулятор расхода 100 предназначен для бесступенчатого изменения величины подачи.
Во внутренней полости планшайбы установлен шпиндель 101 с гидроприводом 102.
Шпиндель 101 кинематически связан через зубчатые пары 103-108 со съемной фрезерной головкой 109, установленной на плансуппорте 8. В фрезерной головке 109 установлена фреза 110. Позицией 111 обозначена обрабатываема заготовка труба.
Кинематика станка обеспечивает выполнение следующих операций: обработку наружной фаски на прямом и скошенном конце трубы и сектора, торцовку прямого и скошенного конц трубы и сектора.
Кроме того, на станке выполняется обработка уплотнительных по|верхностей фланцев и колец, приваренных к трубам. Операции выполняются как точением, так и фрезерованием.
Обработка наружной фаски на прямом конце трубы 111 точением осуществляется следующим образом.
Труба 111 устанавливается в меха1низме закрепления трубы 2 и центруется относительно оси вращения планшайбы 7.
Ось 56 копира 42 совмещается с осью ползуна 48. В коробке подач 7 одной из электромагнитных муфт, например 88, включаются зубчатые шестерни 81 и 82, передаточное отношение которой равно тангенсу угла наружной фаски.
Резец 16 с помощью рукояток 17 и 38 или гидроусилителей с электрошаговым двигателем при максимально частоте вращения выводится в исходное/, положение. Включаются электромагнитные муфты 97 и 98. Регулятором потока 100 устанавливается необходимая величина подачи резца 16.
Включается насосная установка 10, Обеспечивается вращение планшайбы 7 гидрсдвигателем 1I через коробку скоростей 12 и зубчатую пару 14 и 13. Гидрораспределите. .ем 99 включается гидромотор 78, который перемещает одновременно плансуппорт 8 и бабку 3.
При торцовке обрабатываемой заготовки 111 электромагнитная муфта
0 97 отключается и гидромотор 78 перемещает только плансуппорт 8 по указанной выше цепи. При отклонении электромагнитной муфты 98 гидромотор 78 перемещает только бабку 3 по цепи 91,92,81,82,95,96, 33 и 34. Коробка подач 77 предназначена для выполнения наружных фасок, величина которых нормализована. Для выполнения фасок, отличающихся от нормализованных, используются гид0роусилители с шаговыг и электродвигателями, управляемыми электронными коммутаторами через соответствующую аппаратуру (не показано).
Электромагнитные муфты 97 и 98
5 при этом отключаются. На шаговые электроприводы гидроусилителей через электронный коммутатор подается соответствующее количество импульсов.
0
При этом их соотношение равно тангенсу угла наружной фаски трубы 111.
Обработка точением торца трубы 111 под углом й осуществляется сле5дующим образом.
Резец 16 с помощью рукояток 17 и 38 выводится в исходное положение. Копир 42 поворачивается на угол oi , не превышающий 15. Вклю0чается вращение планшайбы 7 и радиальная подача плансуппорта 8, которая может осуществляться как гидромотором 78, через коробку подач 77, так и гидроусилителем с
5 электрошаговым двигателем по цепи подач плансуппорта 8. Электромагнитная муфта 97 в данном случае отключена. При вращении планшайбы 7 с той же частотой вращается кольцо 50, кинематически сгзязанное с планшайбой 7 цепью 13, 61, 58, 57, и установленный на нем копирный палец 45.
При отсутствии подачи плансуппор5та 8 диск 51 вращается с той же частотой, что и кольцо 50. При перемещении плансуппорта 8 по цепи 24, 66, 63, 62 перемещается в радиальном направлении копирный палец 45,
0 за счет изменения частоты вращения диска 51 относительно кольца 50.. Копир 42, вращаясь вокруг оси 56, под воздействием копирного пальца 45, шарнирно связанного с ним через втулку 44, совериает возвратно-по5ступательные движения, которые через зубчато-реечную передачу 52, 53, 54,55 передаются на золотник 9 В нейтральном положении золотника масло, поступающее от насосной установки 10 по трубопроводу 70, запирается в полости g . При смещении золотника 9 относительно корпуса 6 масло из полости rf по трубопроводу поступает в полость е гидроцйлиндра 6 и бабка 3 перемещается за зол ником 9 с той же скоростью. Масло из полости с гидроцилиндра 6 поступает по трубопроводу 68 В полость золотника 9 и по трубо проводу 71 сливается в бак насосно установки 10. При изменении направ ления движения золотника 9 изменяе ся направление движения бабки 3. За один оборот планшайбы 7 бабка 3 и соответственно резец 16 совершае один двойной ход в осевом направлении, величина которого зависит о заданного угла скоса oi и диаметра Обрабатываемой трубы 111, Обработка точ -нием наружной фас ки на скошенном торце трубы 111 осуществляется следующим образам. Резец 16 рукоятками 17 и 38 выводится в исходное положение и устанавливается необходимая глубина резания. Копир 42 поворачивается н угол uJ ,- равный углу, скоса на трубе 111, но не более 15, Отключаются электромагнитные муфты 9/ и 98. Устанавливается величина подачи плансуппорта В и бабки 3, для чего на электрошаговые двигатели гидроусилителей задается необходим количество импульсов на единицу вр мени, соотношение между которыми равно тангенсу номинального угла разделения р (фиг.4}„ Управление подачами плансуппорт 8 и бабки 3 осуществляетс,я электро ными коммутаторами через соответствующую аппаратуру (не показаны), Гидроусилители с электрошаговыми двигателями при этом обеспечива ЮТ стабильность заданных величин подач, независимо от нагрузки. Пос ле установки необходимой подачи включается насосная установка 10, вращение планшайбы 7 и вращение гидроусилителей о При обработке резец 16 перемещается вдоль образующей фаски трубы 111 за счет одновременного пере мещения плансуппорта 8 и бабки 3. При этом бабка 3, кроме перемещени с рабочей подачей, совершает возвратно-поступательное движение, задаваемое копировальным устройством 5, один двойной ход бабки 3 за один оборот планшайбы 7. По окончании обработки перемещение плансуппорта 8 с резцом 16 прекращается. Это происходит следующим образом, В диске 51 имеются две цилиндрические канавки Ъ и С , при попадании в которые копирный палец 45 останавливается , а вращение диска 51 относительно кольца 50 продолжается. Такое положен-ие копирного пальца 45 имитирует выход рейки 18 из зацепления с шестерней 19, при котором перемещение плансуппорта 8 прекращается при включенном приводе подач плансуппорта 8 гидроусилителем. С целью уменьшения габаритов копировального устройства 5 копир 42 связан со следящим золотником 9 через двухступенчатую зубчатореечную передачу 52-55. Так как копировальное устройство 5 выполняет не силовые функции, то размер копира 42 может быть уменьшен относительно максимального диаметра обрабатываемой трубы 111 в несколько раз. Соответственно уменьшается радиальный ход копирного пальца 45 по отношению к максимальному ходу плансуппорта В. При этом частота вращения планшайбы 7 и кольца 50 одинаковы, а осевой ход копира 42 относительно перемещения бабки 3 уменьшен за счет двухступенчатой зубчато-реечной передачи 52-55. Несиловой характер этой передачи позволяет выполнить ее с минимальным модулем и соответственно с минимальными габаритами. При выполнении операции по расточке, проточке, обработке наружных и внутренних фасок на торце заготовки в плоскости перпегидикулярной ее оси копир 42 выводится в плоскость, перпендикулярную оси вращения копирного пальца 45, при котором прекращается его возвратно-поступательное движение под воздействием копирного пальца 45, Перемещение плансуппорта 8 и бабки 3 при этом с рабочими подачами и установочными перемещениями осуществляются гидроусилителями и рукоятками 17 и 38. Шток 41 гидроцилиндра 6 фиксируется относительно бабки 3 в крайнем положении и бабка 3 перемещается в осевом направлении только от механизма ее перемещения 4. Обработка наружной фаски на скошенном торце трубы 111 может выполняться так же фрезерованием. Для этого на плансуппорт 8 устанавливается фрезерная головка 109 с фрезой 110. Копир 42 устанавливается на необходимый угол скоса М . Включается вреццение фрезы- 110 от гидромотора 102 через зубчатую передачу 103,
104, 105, 106, 107, 108. Круговая подача фрезы 110 осуществляется за счет вращения планшайбы 7 от гидродвигателя 11. Величина круговой подачи изменяется бесступенчато регулятором 74.
Совместная подача плансуппорта соответственно, фрезы 110, бабки 3 осуществляется гидроусилителями, на шаговые электродвигатели которых выдается соответствующее количество импульсов, обеспечивающих перемещение вращающейся фрезы 110 вдоль образующей фаски трубы 111. Бабка 3 за один оборот планшайбы 7 совершает двойной ход, управляемый копировальным устройством 5.
Выбор способа обработки фаски на скошенном торце трубы 111 зависит от ее диаметра.
Обработка точением с эффективной скоростью резания труб малого диаметра, например менее 200 мм, ограничивается из-за инерционных сил, возникающих при возвратно-поступательном движении бабки 3, которые влияют на работу следящего золотника 9, увеличивая рассогласование движений и снижая точность слежения.
При фрезеровании с той же производительностью, что и при точении, частота вращения планшайбы 7 (круговая подача) значительно меньше, чем при -точении и соответственно скорость возвратно-поступательного движения бабки 3 невелика, что повышает точность слежения и, соответственно, точность обработки.
При выполнении наружной фаски н скошенном торце заготовки 111 (точением или фрезерованием) ширина ленточки Н (фиг.З) одинакова по всему периметру, а угол фаски пе менный: наибольшее значение - f5( , наименьшее аначение - ( номинальное значение f (сечение А-А) .
Величина значений углов,2 зависит от величины номинального угла р . При изменении номинального угла р изменяются и углы р, . Величина подач плансуппорта 8 и бабки 3 для обработки наружной фаски на скошенном торце трубы (точением или фрезерование) перемещением режущего инструмента вдоль образующей фаски назначается для номинального угла, т.е. соотношение коли(честна импульсов в единицу времени выдаваемых на шаговые электродвигатели гидроусилителей, соответствует тангенсу номинального угла (} . . При номинальных значениях угла фаски ( углы (Ji , р изменяются в предела допуска 13°, в соответствии с требованиями ОСТ5.9089-81 для угло
скоса 11°15 и 15° по ОСТ5,5079-72, что показано в таблице
10
30° ЗО 27
27° 24 33
о. тО
15 11 15 31
32°18 27°
1533
0
Так как изменение частоты вращения гидроусилителей с злектрошаговыми двигателями осуществляется бес ступенчато электронными коммутаторами через специальную аппаратуру,
5 обеспечивающую высокую стабильность назначенных подач, на станке можно практически получить любой угол фаски трубы.
Для получения стандартизирован0ных углов разделки фасок, например 30 , при стандартизованных углах скоса 11 15 и 15, в коробку подач 77 станка вводятся зубчатые пары, передаточное отношение которых
5 равно тангенсу углов /3 , указанных в таблице. При обработке фасок на прямом торце трубы эти зубчатые пары также могут использоваться.
Такое выполнение станка расши0ряет его технологические возможности за счет обеспечения обработки наружных фасок на скошенных под углом до 15 торцах труб и секторов .
Кинематика станка обеспечивает
5 два метода обработки - точение и фрезерование, а также бесступенчатое регулирование-режимов резания параметрами выполняемых углов (угол фаски, угол скоса), что позволяет
0 обрабатывать трубы и сектора различных диаметров в оптимальном режиме и с высокой производительностью. Использование одних и тех же элементов кинематики станка для об5 .работки как скошенных, так и прямых торцов труб исключает необходимость создания специализированного оборудования.
Разделка кромки на скошенном
0 торце с постоянной шириной фаски и переменным углом, выполняемая предлагаемым станком, имеет технологические преимущества по сравнению с разделкой с постоянным углом относительно плоскости скоса и перемен5
НОЙ шириной фаски, заключающиеся в том, что объем снимаемого металла и, соответственно, объем сварного шва равномерен по всему периметру. -НЙ
так KciK площадь прямоугольников (фиг.З) одинакова в любом сечении. Это дает возможность автоматизировать процесс сварки.
Ф1/.2 52
А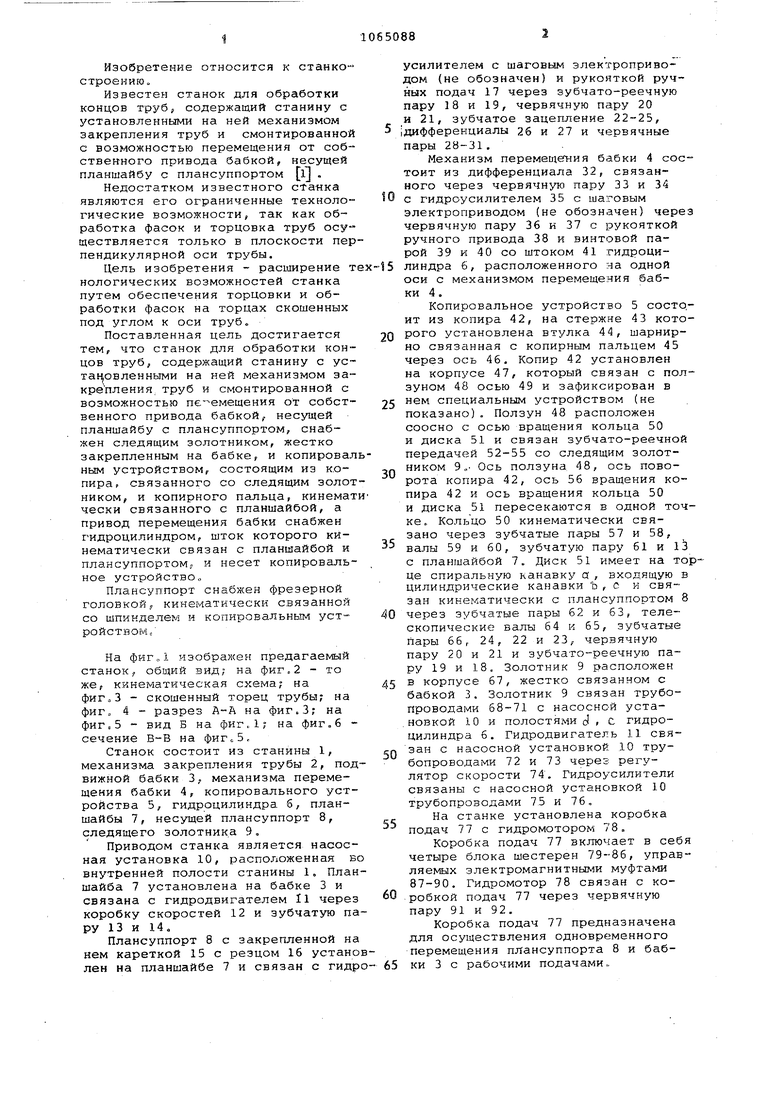




| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки концов труб | 1983 |
|
SU1106600A1 |
| Станок для обработки концов труб | 1988 |
|
SU1576242A1 |
| Станок для обработки концов труб | 1983 |
|
SU1117147A1 |
| Станок для обработки торцов труб | 1987 |
|
SU1505668A1 |
| Универсальный станок для обработки труб | 1981 |
|
SU986546A1 |
| Станок для обработки концов труб | 1986 |
|
SU1404202A1 |
| Переносной станок для обработки торцов труб | 1974 |
|
SU503638A1 |
| Гидрокопировальный фрезерный станок | 1978 |
|
SU768571A1 |
| Деревообрабатывающий токарно-шлифовальный станок | 1990 |
|
SU1787768A1 |
| Станок для закругления торцев зубьев зубчатых колес | 1991 |
|
SU1794602A1 |


1. СТАНОК ДЛЯ ОБРАБОТКИ КОНЦОВ ТРУБ, содержащий станину с установленными на ней механизмом закрепления труб и смонтированной с возможностью перемещения о. .собственного привода бабкой, несущей планшайбу с плансуппортом, о тличающийся тем, что, с целью расширения технологических возможностей путем обеспечения торцовки и обработки фасок на торцах скошенных под углом к оси труб, он снабжен следящим золотником, жестко закрепленным на бабке, и копировальным устройством, состоящим из копира, связанного со следящим золотником, и копирного пальца, кинематически связанного с планшайбой, а привод перемещения бабки снабжен гидроцилиндром, шток которого кинематически связан с планшайбой и плансуппортом, и несет копировальное устройство. 2. Станок по п.2, о т л и ч а ющ и и с я тем, что плансуппорт с снабжен фрезерной головкой, кинематически связанной со шпинделем СЛ и копировальным устройством. ОЗ сл о 00 00
et/ffS
В
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОНЦОВ ТРУБ | 1971 |
|
SU411943A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
