)6pei-eHHo относится к оборудованию шинной промышленности и предназначено для сборки и формования покрышек пневматических тин радиальной конструкции.
Известно устройство для сборки и фор.мования нокрышек пневматических шин, содержап1ее смонтированные на приводном валу аксиально подвижные фланцы с установленными на них разжимными занлечиками и закрепленную своими торцами на фланцах эластичную диафрагму. По торцам фланцев смонтированы кольцевые корпуса, иснользуе.мые как гильзы совместно с установленными на них бортодержателями и имеющие возможность перемешаться относительно фланцев 1.
Недостатком этого устройства является то, что при установке каркаса на барабан нужно точно центрировать борта каркаса по канавкам бортодержателей, что снижает производительность сборки. Кроме того, бортовая часть каркаса фиксируется только по подошве борта что недостаточно надежно и требует уширенных слоев корда для обеспечени качества сборки, так как уменьшение ширины слоев корда может привести к перекосу крыльев или вырыву слоев корда из-нод крыльев в процессе формования каркаса и сборки покрышки.
Наиболее близким к изобретению по технической сущности и достигаемому резульi тату является устройство для сборки и формования покрышек пневматических шин, содержашее смонтированные, на приводном валу фланцы, заплечики с приводом для их разжатия, эластичную диафрагму, закрепленную своими торцами на фланцах, привод для перемешения фланцев в виде смонтированных концентрично одна другой на приводном валу и установленных с возможностью аксиального перемещения вдоль вала втулок, на которых жестко закреплены фланцы, и установленные с наружных торцов фланцев кольцевые упоры с приводами их осевого перемещения. Кольцевые уноры жестко закреплены на концах штоков пневмоцилиндров их перемещения, которые жестко закреплены на станинах станка и выполнены целиковыми. Для надевания каркаса на барабан и снятия покрышки их необходимо отвести на значительное расстояние от сборочного барабана.
Устройство обеспечивает надежную фиксацию бортовой части каркаса 2.
Однако из-за того, что пневмоцилиндры привода кольцевых упоров жестко закреплены на станинах устройства, они имеют большой ход, что снижает производительность сборки за счет увеличения времени перемещения кольцевых упоров. Кроме того, производительность снижается также за счет того, что борта каркаса при его надевании на сборочный барабан необходимо
устанавливать в строго определенном положении на заплечиках сборочного барабана. Цель изобретения - повышение производительности устройства. Поставленная цель достигается тем, что в устройстве для сборки и формования покрышек пневматических шин, содержащем смонтированные на приводном валу фланцы, разжимные заплечики с приводом для их разжатия, эластичную диафрагму, закрепленную своими торцами на фланцах, привод для перемещения фланцев в виде смонтированных концентрично одна другой на приводном валу и установленных с возможностью аксиального перемещения вдоль
5 вала втулок, на которых жестко закреплены фланцы, и установленные с наружных торцов фланцев кольцевые упоры с приводами их осевого перемещения, приводы для осевого перемещения кольцевых упоров жестко закреплены на наружных торцах
0 фланцев, а один из кольцевых упоров выполнен в виде соединенной со своим приводом стойки и щарнирно закрепленных одними концами на ней секторов, соединенных другими концами между собой при помощи
5 эластичного элемента.
Такая конструкция привода значительно сокращает величину хода и время перемещения кольцевых упоров при фиксации и расфиксации бортовпокрыщки, что увеличивает производительность сборки за счет
0 сокращения времени выполнения этих операций.
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - сборочный барабан с надетым на него каркасом; на фиг. 3 - то же, в.рабочем поло жении.
Устройство содержит станины 1 и 2, смонтированные на общей плите 3. В станине 2 смонтирован горизонтальный приводной вал 4 с приводом его вращения (не
0 показан). На валу 4 концентрично ему и одна другой с возможностью продольного перемещения установлены втулки 5 и 6, привод перемещения которых смонтирован в станине 2 (не показан). На втулках 5 и 6 жестко закреплены фланцы 7 и 8 с
разжимными заплечиками 9 и 10, которые снабжены кольцевыми выступами. 11 и 12 и стянуты эластичными элементами 13 и 14. Приводом для разжатия заплечиков 9 и 10 являются пневмокамеры 15 и 16. Фланцы
0 7 и 8 соединены между собой эластичной диафрагмой 17, образующей замкнутую герметичную полость.
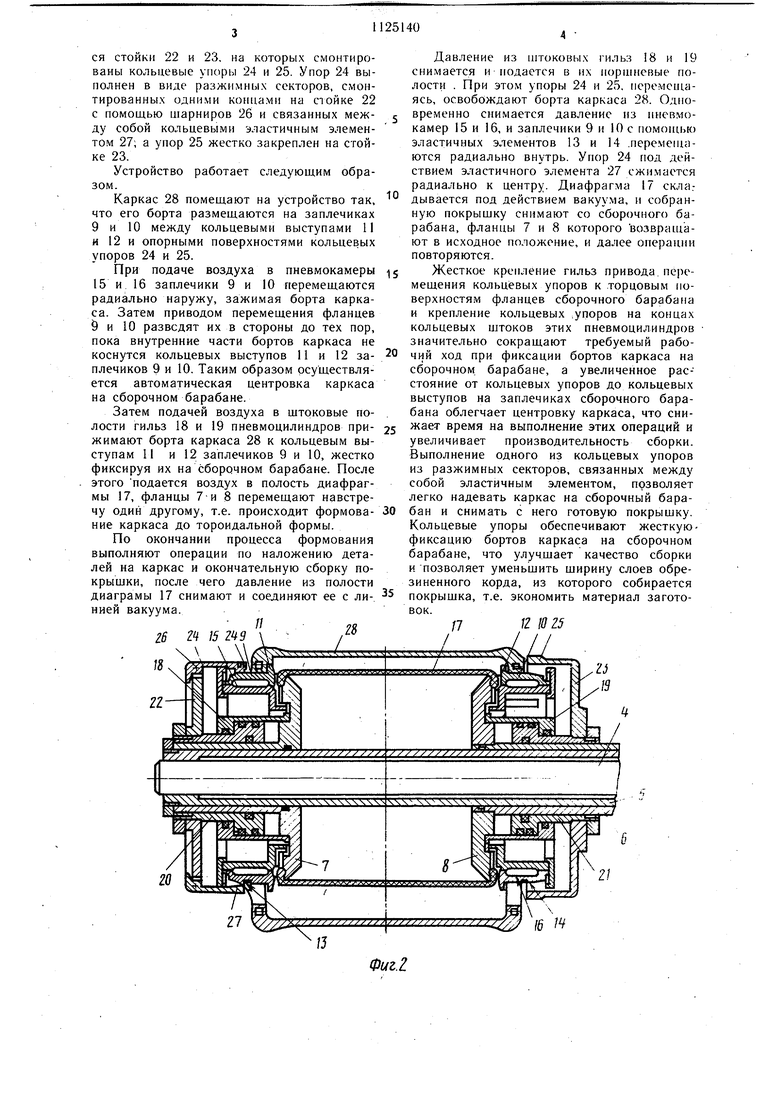
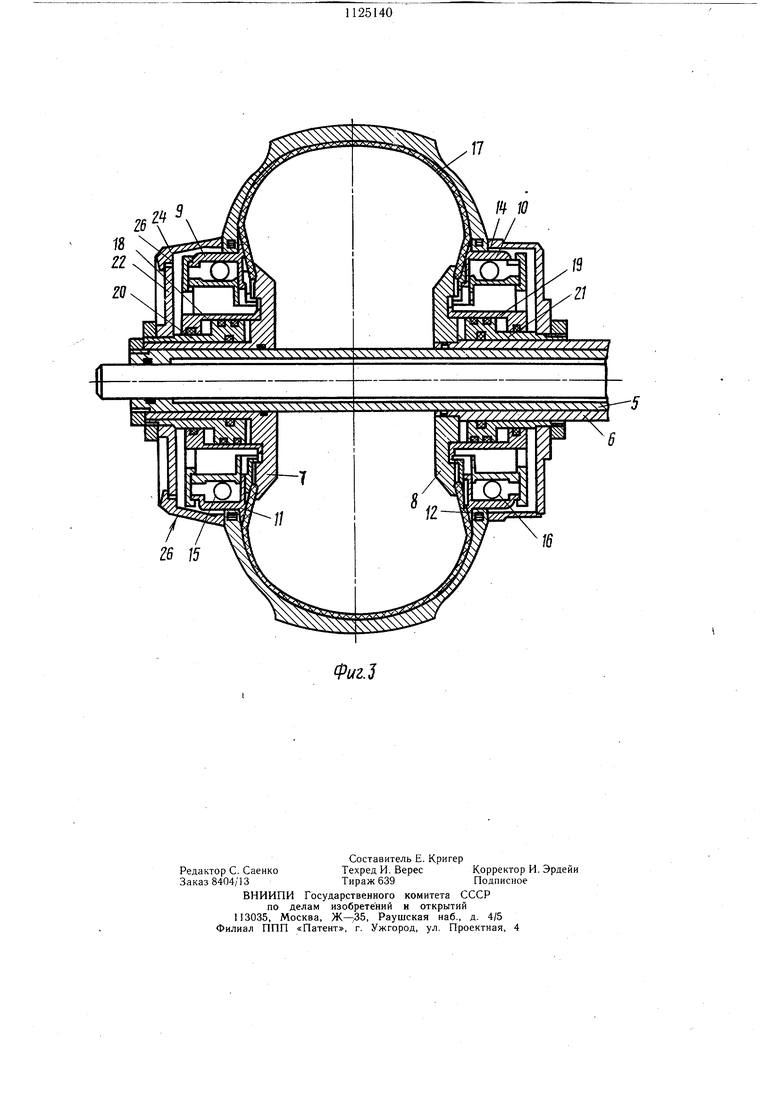
К торцовым поверхностям фланцев 7 и 8 жестко крепятся гильзы 18 и 19 пневмоцилиндров приводов перемешения коль5 цевых упоров, кольцевые, штоки 20 и 21 которых с возможностью продольного перемещения монтируются на втулках 5 и 6. На концах штоков 20 и 21 жестко крепятся стойки 22 и 23. на которых смонтированы кольцевые упоры 24 и 25. Упор 24 выполнен в виде разжимных секторов, смонтированных одними концами на сюйке 22 с помощью шарниров 26 и связанных между собой кольцевыми эластичным элементом 27; а упор 25 жестко закреплен на стойке 23. Устройство работает следующим образом. Каркас 28 помещают на устройство так, что его борта размещаются на заплечиках 9 и 10 между кольцевыми выступами 11 и 12 и опорными поверхностями кольцевых упоров 24 и 25. При подаче воздуха в пневмокамеры 15 и 16 заплечики 9 и 10 перемещаются радиально наружу, зажимая борта каркаса. Затем приводом перемещения фланцев & и 10 разводят их в стороны до тех пор, пока внутренние части бортов каркаса не коснутся кольцевых выступов 11 и 12 заплечиков 9 и 10. Таким образом осуществляется автоматическая центровка каркаса на сборочном барабане. Затем подачей воздуха в штоковые полости гильз 18 и 19 пневмоцилиндров прижимают борта каркаса 28 к кольцевым выступам И и 12 заплечиков 9 и 10, жестко фиксируя их на сборочном барабане. После этого подается воздух в полость диафрагмы 17, фланцы 7 и 8 перемещают навстречу один другому, т.е. происходит формование каркаса до тороидальной формы. По окончании процесса формования выполняют операции по наложению деталей на каркас и окончательную сборку покрыщки, после чего давление из полости диаграмы 17 снимают и соединяют ее с линией вакуума. Давление из штоковых гильз 18 и 19 снимается и подается в их норщневые полости . При этом упоры 24 и 25. перемещаясь, освобождают борта каркаса 28. Одновременно снимается давление из пневмокамер 15 и 16, и заплечики 9 и 10 с помощью эластичных элементов 13 и 14 .перемеишются радиально внутрь. Упор 24 под действием эластичного элемента 27 сжимается радиально к центру. Диафрагма 17 скла,дывается под действием вакуума, и собранную покрыщку снимают со сборочного барабана, фланцы 7 и 8 которого возвращают в исходное положение, и далее операции повторяются. Жесткое крепление гильз привода, перемещения кольцевых упоров к торцовым поверхностям фланцев сборочного барабана и крепление кольцевых .упоров на концах кольцевых штоков этих пневмоцилиндров значительно сокращают требуемый рабочий ход при фиксации бортов каркаса на сборочном, барабане, а увеличенное расстояние от кольцевых упоров до кольцевых выступов на заплечиках сборочного барабана облегчает центровку каркаса, что снижает время на выполнение этих операций и увеличивает производительность сборки. Выполнение одного из кольцевых упоров из разжимных секторов, связанных между собой эластичным элементом, прзволяет легко надевать каркас на сборочный барабан и снимать с него готовую покрыщку. Кольцевые упоры обеспечивают жесткуюфиксацию бортов каркаса на сборочном барабане, что улучшает качество сборки и позволяет уменьшить ширину слоев обрезиненного корда, из которого собирается покрышка, т.е. экономить .материал заготовок. 12 IQ25 26
1риг.З 15
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и формования радиальных покрышек пневматических шин | 1986 |
|
SU1407844A1 |
| Устройство для сборки и формования покрышек пневматических шин | 1978 |
|
SU701026A1 |
| Станок для сборки покрышек пневматических шин | 1974 |
|
SU519343A1 |
| Станок для сборки и формования покрышки пневматической шины | 1976 |
|
SU680906A1 |
| Способ формования каркасов покрышек пневматических шин и устройство для его осуществления | 1978 |
|
SU716863A1 |
| СТАНОК ДЛЯ СБОРКИ ПОКРЫШЕК | 1971 |
|
SU315336A1 |
| Устройство для сборки покрышек пневматических шин | 1983 |
|
SU1063625A1 |
| Устройство для сборки покрышек пневматических шин | 1976 |
|
SU738899A1 |
| Устройство для сборки покрышекпНЕВМАТичЕСКиХ шиН | 1979 |
|
SU823165A1 |
| Устройство для формования покрышек пневматических шин | 1990 |
|
SU1735045A1 |
УСТРОЙСТВО ДЛЯ СБОРКИ И ФОРМОВАНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН, содержащее смонтированные на приводном валу фланцы, разжимные заплечики с приводом для их разжатия, эластичную диафрагму, закрепленную своими торцами на фланцах, привод для перемещения фланцев в виде смонтированных концентрично одна другой на приводном валу и установленных с возможностью аксиального перемещения вдоль вала втулок, на которых жестко закреплены фланцы, и установленные с наружных торцов фланцев кольцевые упоры с приводами их осевого перемещения, отличающееся тем, что, с целью повышения производительности устройства, приводы для осевого перемещения кольцевых упоров жестко закреплены на наружных торцах фланцев, а один из кольцевых упоров выполнен в виде соединенной со своим приводом стойки и шарнирно закрепленных одними концами на ней I секторов, соединенных другими концами между собой при помощи эластичного эле(Л мента.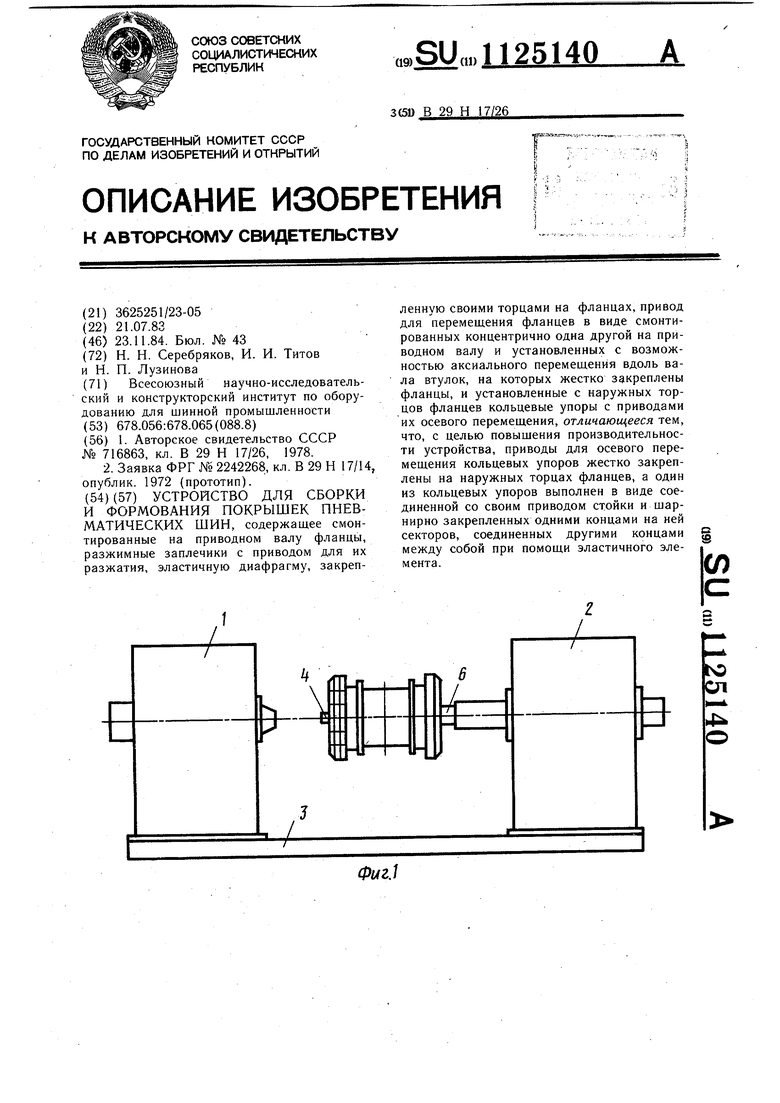
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ формования каркасов покрышек пневматических шин и устройство для его осуществления | 1978 |
|
SU716863A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| АБСОРБЕНТ ДЛЯ ИЗВЛЕЧЕНИЯ ДИОКСИДА УГЛЕРОДА ИЗ ГАЗОВЫХ СМЕСЕЙ | 2002 |
|
RU2242268C2 |
| Солесос | 1922 |
|
SU29A1 |
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
