Изобретение относится к обработке материалов и может быть использовано в медицине.
Цель изобретения - повышение качества и технологичности процесса.
Указанная цель достигается тем, что на рабочей части хвостовика дополнительно наносится по крайней мере одна канавка, высота которой принимается из соотношения = 0,6-1,0 , а глубина
= 0,6-1,0 , а глубина  = 0,3-0,6 , где Нз и Lз - высота и длина соответственно зерна абразивной смеси, а на абразивную смесь вначале одновременно воздействуют ультразвуком с электромагнитным полем и затем дополнительно накладывают поле СВЧ до расплавления части компонентов абразивной смеси с последующим ее охлаждением.
= 0,3-0,6 , где Нз и Lз - высота и длина соответственно зерна абразивной смеси, а на абразивную смесь вначале одновременно воздействуют ультразвуком с электромагнитным полем и затем дополнительно накладывают поле СВЧ до расплавления части компонентов абразивной смеси с последующим ее охлаждением.
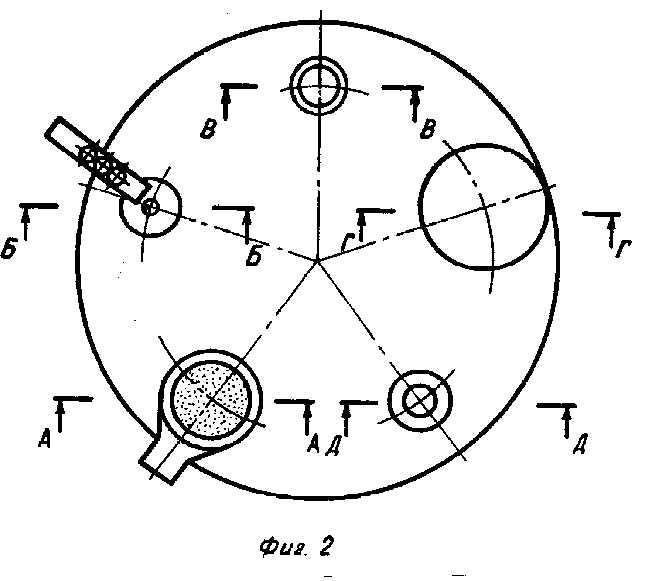
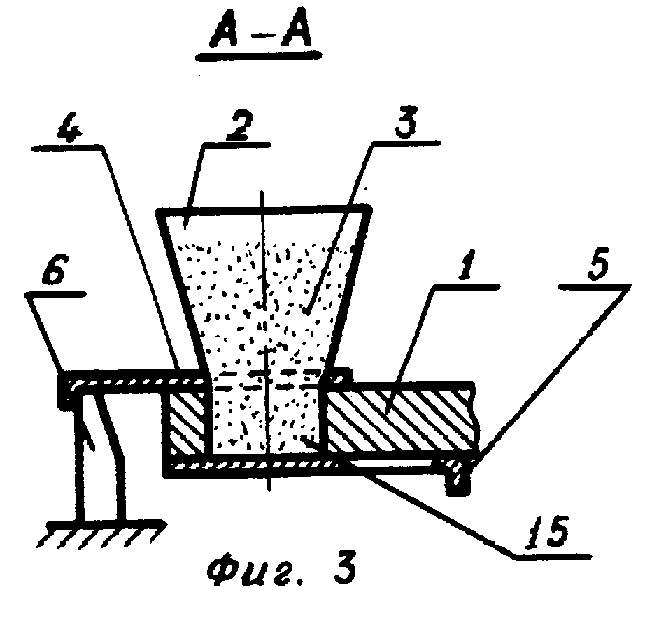
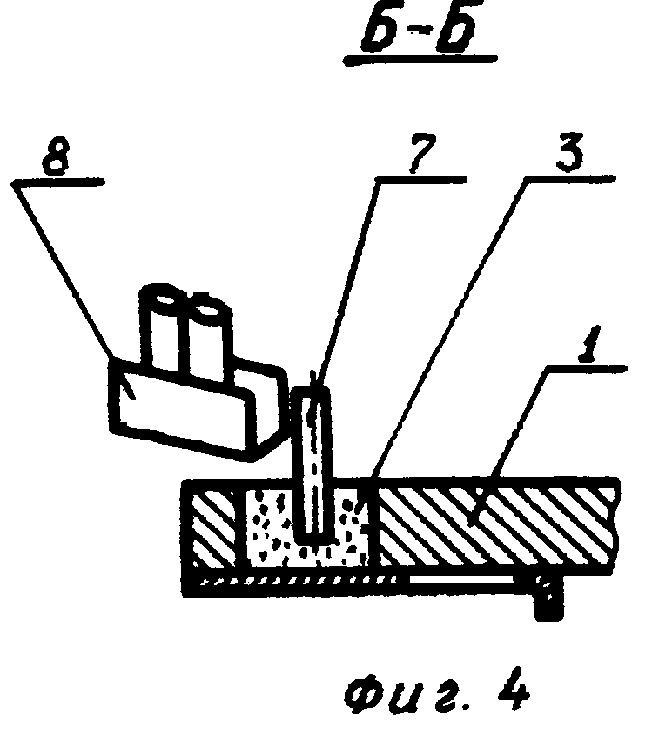
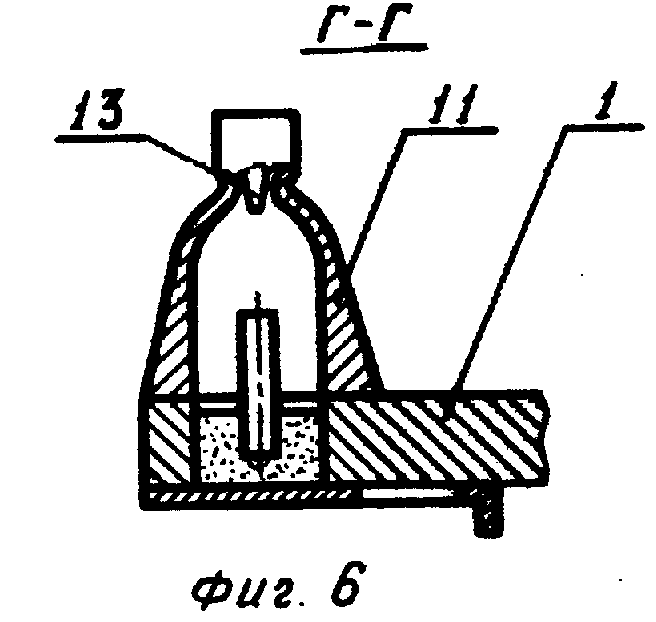
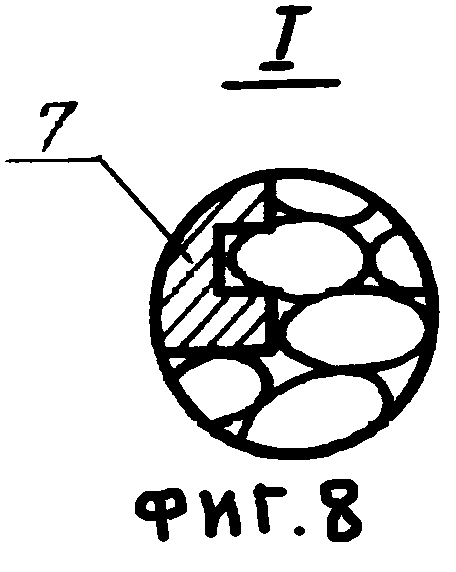
На фиг. 1 показана установка, общий вид; на фиг. 2 - вид установки в плане; на фиг. 3 - вид А-А на фиг. 2; на фиг. 4 - вид Б-Б на фиг. 2; фиг. 5 - вид В-В на фиг. 2; фиг. 6 - вид Г-Г на фиг. 2; фиг. 7 - вид Д-Д на фиг. 2; на фиг. 8 - узел I на фиг. 5.
Установка содержит пятипозиционный поворотный стол 1, бункер 2 с абразивным материалом 3, верхнюю задвижку - отсекатель 4, нижнюю задвижку 5, упор 6, хвостовик 7, лоток 8, цанги 9, толкатель 10, экран 11, соленоид 12, источник 13 СВЧ, упор 14, загрузочную камеру 15, привод 16.
Способ изготовления шлифовальной головки стоматологического инструмента реализуется следующим образом. При повороте поворотного стола 1 в исходную позицию задвижка-отсекатель 4 взаимодействует с упором 6 и отодвигаясь, открывает доступ абразивной смеси 3 из бункера 2 в загрузочную камеру 15, при последующем поворота стола 1 задвижка-отсекатель 4 выходит из зацепления с упором 6 и отсекает абразивную смесь 3, а стол 1 становится в положение, показанное на виде Б-Б фиг. 2. хвостовик 7 подается по лотку 8 и своей рабочей частью, на которой нанесена по крайней мере одна канавка, внедряется в абразивную смесь 3. После чего стол 1 поворачивается в положение, показанное на виде В-В на фиг. 3, где хвостовик 7 центрируется посредством цанги 9, снабженной внутри магнитно-стрикционным сердечником (не показано), обмотка которого подключена к ультразвуковому генератору (не показан), что позволяет одновременно с центровкой основания посредством ультразвука осуществлять уплотнение абразивной смеси 3. При этом воздействие ультразвуком производят одновременно с электромагнитным полем (цикличное или импульсное), которое создается соленоидом 12, и обеспечивает ориентацию зерен абразивной смеси в радиальном направлении. Затем поворотный стол 1 поворачивается в следующее положение (см. фиг. 2, Г-Г), где на уплотненную и ориентированную абразивную смесь 3 с установленным в ней хвостовиком 7 опускают экран 11 с источником 13 СВЧ (магнетрон) и производят спекание абразивной смеси 3, в результате чего происходит закрепление хвостовика 7. После этого поворотный стол 1 занимает следующее положение (см. фиг. 2, Д-Д), где после охлаждения уже готовой шлифовальной головки и в результате взаимодействия с упором 14 задвижки 5, последняя смещается, а толкатель 10 освобождает загрузочную камеру 15 от готового изделия и затем цикл повторяется.
Выполнение на рабочей части хвостовика 7 по крайней мере одной канавки которая может быть кольцевой в несколько рядов по высоте рабочей части, вертикально расположенной по образующей рабочей части хвостовика 7, винтовой как в одном, так и в двух противоположных направлениях друг относительно друга и т. д. , повышает прочность соединения рабочей части хвостовика 7 с абразивной частью. Профиль канавки может быть любым, например > ] . Зерна абразивной смеси в результате ориентирования в электромагнитном поле своими выступами попадают в канавку и после застывания образуют монолит с рабочей частью хвостовика 7.
Наиболее распространенное соотношение трех параметров зерна: Lз; Sз; Нз следующее: 1,5: 0: 0-7, где Lз - длина зерна; Sз - ширина зерна; Нз - высота зерна.
При магнитной ориентации существенное значение имеют два параметра зерна Lз и Нз. В стандартах на абразивный инструмент указывается зернистость (N), номер которой переводится в длину зерна по формуле
Lз = N ˙ 10 ˙ 1,3, где 1,3 - средний коэффициент превышения длины зерна над размером ячейки сита;
N - номер сетки;
высота зерна Нз = Lз/1,5.
Действие крутящего момента на стоматологическую шлифовальную головку Мр (рабочее) не превышает 1,0 Н˙м.
В результате экспериментальных исследований установлены оптимальные соотношения размеров канавки к параметрам зерна абразивной смеси, которые равны =0,6-1,0 ;
=0,6-1,0 ;  = 0.3-0.5 .
= 0.3-0.5 .
В таблицу сведены результаты исследования. (56) Авторское свидетельство СССР N 944431, кл. В 24 D 5/04, 1951.
| название | год | авторы | номер документа |
|---|---|---|---|
| Алмазная стоматологическая головка | 1990 |
|
SU1814542A3 |
| Станок с ЧПУ для заточки инъекционных игл одноразовых шприцов | 1990 |
|
SU1774911A3 |
| СПОСОБ РЕЖУЩЕ-ДЕФОРМИРУЮЩЕЙ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 2013 |
|
RU2536308C1 |
| Формовочный автомат карусельного типа | 1986 |
|
SU1400763A1 |
| Способ изготовления сетки рифлей на внутренней поверхности цилиндрической оболочки и устройство для его осуществления | 2017 |
|
RU2654410C1 |
| ПИСТОЛЕТ И ЭЛЕКТРОДНЫЙ ЭЛЕМЕНТ ДЛЯ ЭЛЕКТРОДУГОВОЙ ПАЙКИ НАКОНЕЧНИКОВ РЕЛЬСОВЫХ СОЕДИНИТЕЛЕЙ | 2010 |
|
RU2450898C2 |
| УСТРОЙСТВО ДЛЯ ПОДЪЕМА И ПЕРЕМЕЩЕНИЯ КОРПУСОВ АМПУЛ С ПУЧКАМИ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2014 |
|
RU2553277C1 |
| Связка на основе меди для изготовления алмазного инструмента | 2017 |
|
RU2644225C1 |
| ПЕРЕНОСНОЙ СКЛАДНОЙ СТОЛ | 2007 |
|
RU2344737C2 |
| СПОСОБ СЕПАРАЦИИ АЛМАЗОСОДЕРЖАЩИХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353439C2 |




Изобретение относится к медицине. Цель изобретения - повышение качества и технологичности процесса. Шлифовальная головка изготавливается путем размещения абразивной смеси на рабочей части хвостовика. При этом на абразивные зерна воздействуют сначала ультразвуком с электромагнитным полем, затем полем СВЧ до спекания компонентов абразивной смеси с последующим охлаждением. 8 ил. 1 табл.
СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНОЙ ГОЛОВКИ СТОМАТОЛОГИЧЕСКОГО ИНСТРУМЕНТА путем размещения абразивной смеси на рабочей части хвостовика, отличающийся тем, что, с целью повышения качества и технологичности процесса, на рабочей части хвостовика дополнительно выполняется по крайней мере одна канавка, высота которой определяется соотношением hк / bз = 0,6 - 1,0 bз, а глубина Lк / lз = 0,3 - 0,6, где bз и lз - ширина и длина соответственно зерна абразивной смеси, при этом на абразивную смесь вначале одновременно воздействуют ультразвуком с электромагнитным полем, затем прекращают воздействие и накладывают поле СВЧ до спекания части компонентов абразивной смеси с последующим ее охлаждением.
