Изобретение относится к способам изготовления переводных стрелочных брусов-шпал в опалубке стенда для изготовления предварительно напряженных железобетонных изделий различных типоразмеров.
Известен способ изготовления железобетонных шпал на стенде, выполненном на бетонной подушке, из сборных элементов или монолитной путем натяжения арматуры, установки формообразующих элементов, укладки бетонной смеси и отверждения.
Опалубка для серийных готовых элементов из бетона из-за больших партий изготовления очень стабильна и дорогостояща в изготовлении. Это относится к переводным стрелочным брусам, изготовленным последовательно на стенде для изготовления предварительно напряженных железобетонных элементов. При этом к точному по размеру положению встроенных деталей дополнительно предъявляются очень высокие требования. Поэтому встроенные детали фиксируются в сверлениях в опалубке, которые измеряются очень точно.
У шпал встроенные детали - дюбели или трубные втулки для рельсовых стяжных винтов находятся на верхней стороне шпалы. Верхняя сторона шпалы лежит в опалубке на ее дне. Таким образом, лист дна служит шаблоном для встраивания соответствующих встраиваемых деталей.
При больших сериях часто используется сетка сверлений. Поэтому шаблоны, изготавливаемые для каждого типа шпал, оказывают лишь небольшое влияние на затраты на одиночные шпалы. При нормальных шпалах ось рельсов пересекает шпалу перпендикулярно. Встроенные детали для крепления рельсов на шпале и соответственно сверления, фиксирующие их на листе дна опалубки, лежат поэтому при нормальных шпалах на средней оси. У переводных стрелочных брусов оси рельсов пересекают оси шпал под разными, как правило, не прямыми углами. До сих пор для крепления также и не пересекающихся под прямым углом рельсовых ниток использовались сверленые по оси ребристые плиты, что требовало в многочисленных осях по поверхности шпалы расположенных вразброс встроенных деталей для стяжных винтов для ребристых плит и соответствующих сверлений для фиксации встроенных деталей в листе дна опалубки. Опалубка для переводных стрелочных брусов из бетона известна. Она имеет стальной лист дна, точно пригнанный между боковыми деталями. Изготовление снабженных сверлениями в других местах новых листов дна и их вставка дорогостоящи.
В основе изобретения лежит задача разработки способов, по которым повторно используется лист дна опалубки стенда и для изготовления предварительно напряженных железобетонных изделий для изготовления небольших серий переводных стрелочных брусов из бетона с разным расположением встроенных деталей.
Цель изобретения - увеличение срока службы опалубки.
Это достигается тем, что в способе изготовления переводных стрелочных брусов-шпал в опалубке стенда для изготовления предварительно напряженных железобетонных изделий для различных типоразмеров и с различными единичными длинами, а также различным расположением встроенных деталей в днище опалубки выполняют отверстия и устанавливают в них держатели для встроенных деталей, затем производят бетонирование с последующей распалубкой и повторным использованием опалубки перед повторным использованием опалубки на ее днище укладывают прокладку, перекрывающую имеющиеся отверстия, на которой затем маркируют положения отверстий для держателей для последующего применения и выполняют эти отверстия. При этом маркировку для выполнения отверстий на перекрывающей прокладке наносят с помощью компьютера.
Перекрывающую прокладку выполняют из металлического листа или пластмассы, или самоклеющейся пленки, или синтетической бумаги.
Днище перед установкой в опалубку выполняют с отверстиями, необходимыми для различных типоразмеров шпал и отверстия временно заделывают, после чего маркируют относящиеся к заданному типоразмеру шпал положения держателей и открывают путем удаления временной заделки.
В днище опалубки выполняют отверстия по продольной оси и/или по параллельным ей осям в виде равномерной сетки, которая проходит по всей длине опалубки.
Отверстия в днище опалубки по продольной оси и/или по параллельным ей осям выполняют в виде сквозной прорези.
Местоположение держателей для каждого типоразмера шпал определяют наложением поисковых шаблонов с комбинациями отверстий, предварительно выполненными для соответствующего типоразмера готовых деталей, и затем по обозначенным отверстиям удаляют временную прокладку.
Поисковые шаблоны вычерчивают с помощью программного управления, а комбинации отверстий для каждого определенного типоразмера шпал определяют с помощью автоматов с программным управлением.
Кроме того, комбинации отверстий для каждого определенного типоразмера шпал определяют с помощью автоматов с программным управлением и затем изготавливают их.
Держатели и соответственно встроенные детали вставляют в отверстия в днище опалубки с помощью автоматов с программным управлением.
Расположенные по сетке комбинации отверстий в днище опалубки обеспечивают путем применения необходимых для крепления рельсов ребристых плит с отверстиями, которые расположены по осям, проходящим параллельно продольной оси ребристых плит. При этом, днище по длине соответствует нескольким готовым деталям, расположенным в опалубке друг за другом, а длина днища соответствует всей длине стенда.
Лист дна для изготовления другого типа шпал с соответствующей комбинацией отверстий сверлится перед местом и после удаления. Эта операция требует еще значительных затрат по заработной плате. Не использованные сверления покрывает без повреждений предложенное тонкое покрытие из вязкого материала на основании выбранной толщины и прочности при давлении бетонирования. Оно заново изготовляется для каждого нового типа готового элемента и не требует больших затрат. Маркировка для местоположений встроенных деталей наносится на него с помощью компьютера, так что покрытие для сверлений может служить в качестве шаблона. Изготовление такого покрытия из тонкого листа, пластмассы или синтетической бумаги требует значительно меньших затрат, чем новое изготовление стального листа дна для опалубки.
Лист дна сверлится вместе со сверлениями всех типов готовых элементов, для которых он должен использоваться, за одну операцию - по возможности с электронным программным управлением - перед встройкой в опалубку и временно закупоривается пробкой, например, из пластмассы или шпаклевкой. Во время второй операции сверления, необходимые для соответствующего изготовления определенного типа шпал, должны обнаруживаться в дне листа, открываться и снабжаться держателями для встроенных деталей, в данном случае трубных втулок. Это обнаружение может происходить при помощи поисковых шаблонов или же при помощи устройств с электронным программным управлением. Изобретение позволяет отказаться от дальнейших сверлильных операций в листе дна, но ограничивает свое применение теми типами шпал, с комбинациями отверстий которых он просверлен совместно.
Лист дна в установленной модульной сетке целесообразно на средней оси и/или к параллельным ей осям и через равные промежутки снабдить сверлениями, соответственно сквозными прорезями. Таким образом, держатели для трубных втулок в переводном стрелочном брусе и резьбовые соединения для ребристых плит могут располагаться только в определенных точках переводного стрелочного бруса. Эти точки должны быть не обязательно точками, лежащими в продольной оси ребристой плиты.
Поэтому применение автоматов программного управления требует при известных условиях на ребристых плитах небольших отклонений сверлений от средней оси, поскольку при изготовлении шпалы ни одно модульное сверление листа дна не совпадает с непосредственным сверлением, расположенным в средней оси ребристой плиты.
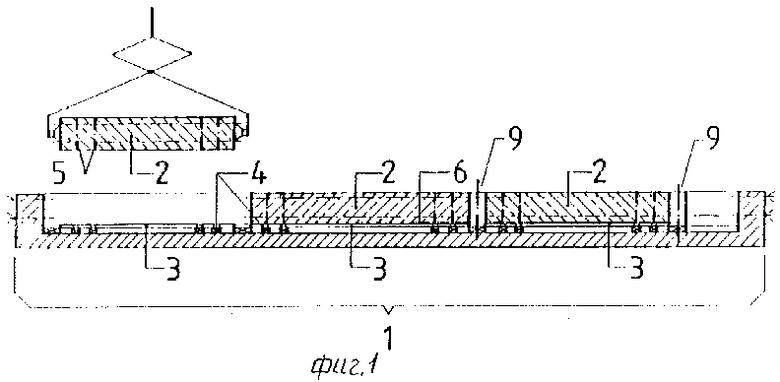
На фиг. 1 показан стенд для изготовления предварительно напряженных железобетонных изделий с изготовленными серийными готовыми элементами, разрез; на фиг. 2 - наклеенное на лист дна покрытие, вид сверху; на фиг. 3 - вертикальный разрез покрытия и листа дна на фиг. 2; на фиг. 4 - лист дна, вид сверху (вариант); на фиг. 5 - поисковый шаблон для определенного типа переводного стрелочного бруса B, с помощью которого относящиеся к этому типу сверления могут обнаруживаться, открываться и снабжаться держателями; на фиг. 6 - лист дна, вид сверху (вариант); на фиг. 7 - поисковый шаблон для обнаружения и открывания сверлений, относящихся к определенному типу шпал К в листе дна, в которые затем вставлены соответствующие держатели; на фиг. 8 - просверленная эксцентрично К продольной оси ребристая плита (вариант).
В установке 1 для элементов сборного железобетона в стенде для изготовления предварительно напряженных железобетонных изделий переводные стрелочные брусы 2 изготовляются последовательно между боковыми опалубками на листах дна. Последовательно расположенные шпалы ограничиваются стопорными устройствами 9 в опалубке. В листах дна 3 сверления 4 фиксируют положение встроенных деталей 5 в переводных стрелочных брусах 2.
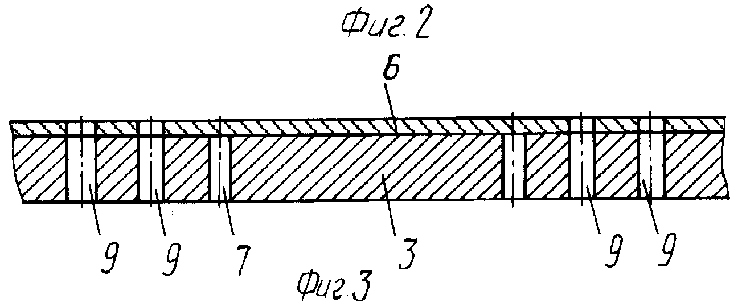
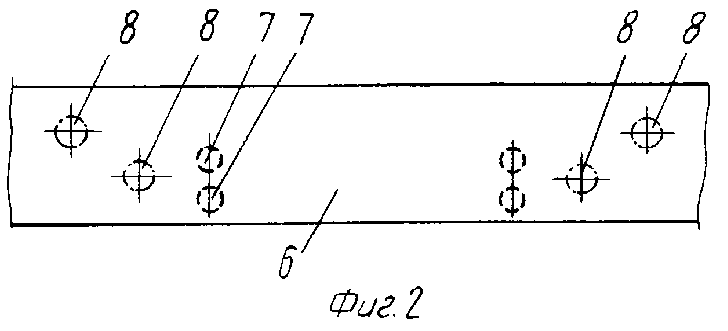
Фиг. 2 и 3 показывают покрытие 6 листа дна 3, на котором отмечены соответствующие новые положения встроенных деталей. Например, наклеенное покрытие 6 покрывает сверления 7 листа дна 3 от предшествующего использования. По отметкам 8, нанесенным ранее на покрытия 6, в листе дна 3 ось покрытие 6 изготовляются сверления 9 комбинации отверстий для положений встроенных деталей нового использования.
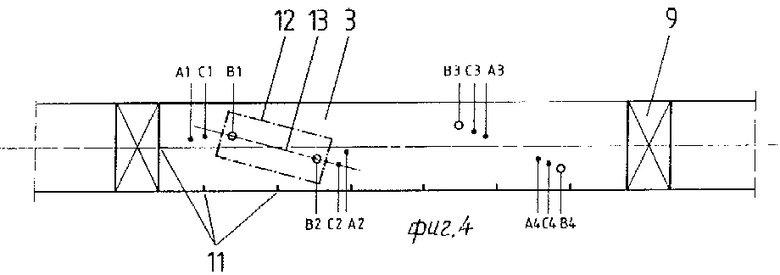
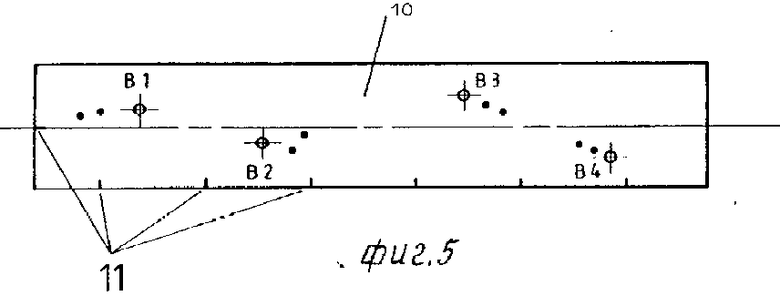
Лист дна 3 (фиг. 4 и 5) имеет сверления A1-Am, B1-Bn, C1-Cг и т. д. Лист дна 3 покрывает только длину шпалы в стенде для изготовления предварительно напряженных железобетонных изделий. Между листами дна 3 вставляются стопорные устройства 9. С помощью поискового шаблона 10 могут обнаруживаться сверления B1-Bn, относящиеся к определенному типу шпал B. Поисковый шаблон 10 юстируется с помощью юстировочных отметок 11, нанесенных как на листе дна, так и на поисковом шаблоне. Сверления B1-Bn, относящиеся к определенному типу шпал B, указаны в окружении остальных сверлений A1-Am, C1-Cг и т. д. и отмечены особо. Таким образом их легко найти в окружении остальных сверлений и из них могут удаляться пробки и встраиваться держатели для трубных втулок.
На сетке сверлений листа дна 3 нанесен контур 2 нормальной ребристой плиты, снабженной в продольной оси 3 сверлениями.
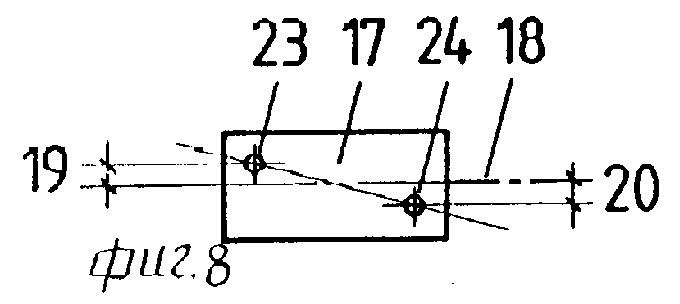
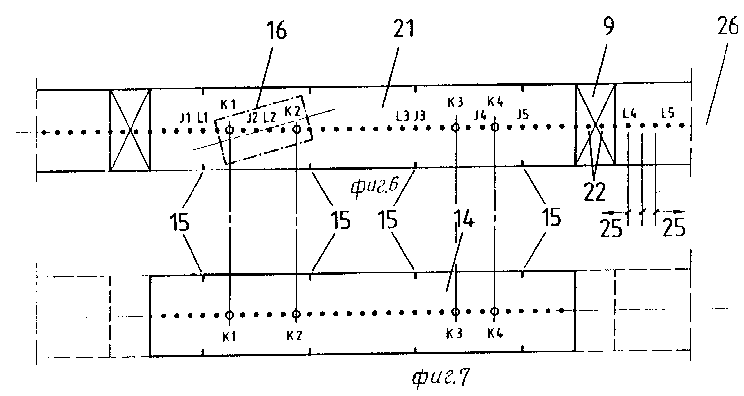
Фиг. 6 и 7 показывают проходящий лист дна 21, снабженный в определенной сетке сверлениями 25. Сверления 25 расположены в средней оси 26 с одинаковым между собой расстоянием. Поисковый шаблон 14 юстирован на листе дна 21 с помощью юстировочных отметок 15, нанесенных как на листе дна 21, так и на поисковом шаблоне 14. Сверления К1-Км, относящиеся к типу шпал К, указаны в окружении сверлений I1-In, L1-Lг и т. д. , относящихся к другим типам шпал, и отмечены особо. Таким образом, их легко можно найти среди прочих сверлений, освободить от пробок и снабдить трубными втулками, соответственно держателями для встройки трубных втулок. Подобным образом обнаруживаются сверления 22, необходимые для фиксации стопорных устройств 9. На сетке сверлений листа дна 21 нанесен контур 16 отдельно сверленой ребристой плиты 17. Сверления 23, 24 лежат не на средней оси 18 ребристой плиты 17, а вне оси, как правило, на расстоянии 19, 20 от нее, чтобы совпасть с соответствующими модульными сверлениями К1, К2. (56) Волчанский Р. А. Изготовление сборных железобетонных конструкций и деталей. М. : Высшая школа, 1966, с. 228-231, 299-300.
Патент ФРГ N 3440247, кл. B 28 B 23/00, публ. 1986 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обособленного длительного хранения элементов одиночного железнодорожного стрелочного перевода на деревянных шпалах | 2019 |
|
RU2724078C1 |
| СПОСОБ ПЛАВНОГО ОТВОДА ШИРИНЫ КОЛЕИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ И ПОДРЕЛЬСОВОЕ ЖЕЛЕЗОБЕТОННОЕ ОСНОВАНИЕ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2373318C2 |
| РОЛИКОВОЕ УСТРОЙСТВО ДЛЯ ОСТРЯКОВОГО РЕЛЬСА СТРЕЛОЧНОГО ПЕРЕВОДА | 2011 |
|
RU2575317C2 |
| ОПОРА УЧАСТКА ПУТИ | 2001 |
|
RU2249642C2 |
| СПОСОБ ПОТОЧНОЙ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ | 2008 |
|
RU2374377C2 |
| КРЕПЛЕНИЕ ДЛЯ РЕЛЬСА И СИСТЕМА ДЛЯ ЗАКРЕПЛЕНИЯ РЕЛЬСОВ | 2005 |
|
RU2372435C2 |
| СИСТЕМА ДЛЯ КРЕПЛЕНИЯ РЕЛЬСА | 2005 |
|
RU2340718C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ | 2008 |
|
RU2385373C1 |
| ОПАЛУБКА ДЛЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ И СООРУЖЕНИЙ | 2020 |
|
RU2737744C1 |
| ПЕЧАТНАЯ МАШИНА ДЛЯ ПЕЧАТИ ЦЕННЫХ БУМАГ С ОФСЕТНЫМ ПЕЧАТНЫМ АППАРАТОМ ОРЛОВА, А ТАКЖЕ СПОСОБ СМЕНЫ ПЕЧАТНОЙ ФОРМЫ И ЗАПУСКА ПРОИЗВОДСТВА | 2014 |
|
RU2636882C2 |
Использование: для изготовления переводных стрелочных брусов-шпал из бетона. Сущность изобретения: в опалубках для переводных стрелочных брусов лист днища опалубки служит одновременно в качестве шаблона для местоположений встроенных деталей. Опалубка изготавливается заново, как правило, для каждой серии одного типа шпал. При небольших сериях с различными положениями встроенной детали целесообразно использовать лист днища многократно. Это обеспечивается тем, что лист днища перед своей встройкой в опалубку выполняется со сверленными отверстиями для нескольких типов сборных элементов, ненужные отверстия временно закрываются подходящими средствами и комбинация сверленных отверстий, необходимая для изготовления определенных типов сборных элементов, обнаруживается определенным поисковым способом и освобождается от временной закупорки. 13 з. п. ф-лы, 8 ил.
