Изобретение относится к области механизации путевого хозяйства железнодорожного транспорта и может быть использовано при сборке стрелочных переводов железнодорожного пути на производственных базах.
Известен стенд для сборки стрелочных переводов (журнал «Путь и путевое хозяйство», 2005 г., №8), на котором с помощью шаблонной линейки с нанесенными отметками оси бруса, боковых и торцевых упоров раскладывают брусья и рельсы краном. К недостаткам при применении известного стенда следует отнести необходимость применения ручного труда при точной раскладке брусьев и последовательное выполнение всех операций по сборке стрелочного перевода на одном месте, что снижает производительность.
Известны способы сборки стрелочных переводов на стендах, содержащих шаблоны для раскладки шпал по эпюре, например по а.с. 317746, 29.04.1970 шаблон для раскладки шпал по эпюре, выполнен в виде многогранной рейки, установленной параллельно оси основного пути; по пат. 2007507, 04.07.1991, в котором шаблоном служат штыри для попадания на них сквозных отверстий в брусьях под закладные болты. К недостаткам при применении известных стендов следует отнести необходимость применения ручного труда при точной раскладке брусьев, разноске всех элементов скреплений (прокладок, подкладок и прочих) и последовательное выполнение всех операций по сборке стрелочного перевода на одной позиции, что значительно снижает производительность. Кроме того, применение в обоих стендах шаблона позволяет производить сборку только одной марки стрелочного перевода. В случае ее изменения (правый перевод, левый или перекрестный перевод, марки 1/9, 1/11 и другие) требуется перестроить шаблон, на что требуется дополнительное время.
Известен способ сборки стрелочных переводов по а.с. 1120050, 02.06.1983 «Устройство для сборки рельсошпальной решетки железнодорожного пути», при котором брусья раскладывают по шаблону, а по объемлющему пути перемещается тележка, оборудованная устройствами для установки колеи и соединения рельсов с брусьями. Недостатками известного способа являются: во-первых, применение ручного труда при установке на место каждого бруса и разноске всех элементов скреплений, во-вторых, сложность перенастройки шаблона при сборке стрелочного перевода другой марки или другого направления, в-третьих, это крайне низкая производительность, так как все операции по сборке стрелочного перевода выполняются на одной и той же позиции, то есть время сборки каждого перевода определяется как сумма времен выполнения отдельных операций сборки. Тем не менее, данный способ наиболее близок к заявляемому решению и взят за прототип.
Предлагаемое изобретение решает задачу увеличения темпа выпуска собранных стрелочных переводов, которую возможно решить путем поточной сборки стрелочных переводов. При этом сборка стрелочных переводов производится на нескольких позициях, и тогда время сборки стрелочного перевода равно только сумме времен операций, выполняемых на одной из позиций, при механизации операций на отдельных позициях. То есть операции по раскладке брусьев по эпюре и развозке элементов скреплений должны выполняться с минимумом ручного труда, а перенастройка на сборку стрелочного перевода другого вида в минимальное время.
Задача решается за счет того, что в известном способе сборки стрелочных переводов, преимущественно с железобетонными брусьями, состоящем из операций по последовательной раскладке комплекта брусьев по эпюре, раскладке на них прокладок, подкладок, других металлических деталей, установке рельсов, сборок закладных и клеммных болтов, завинчивания гаек этих болтов, комплект брусьев на один стрелочный перевод предварительно раскладывают на транспортное средство, затем с помощью транспортного средства комплект предварительно разложенных брусьев перемещают на расстояние не менее длины собираемого стрелочного перевода, где выполняют последовательную расстановку брусьев по эпюре и ординатам передвижным устройством, которое последовательно перемещается по объемлющему пути от одного бруса к другому, здесь же производят раскладку прокладок, подкладок и части сборок закладных болтов, после этого комплект брусьев транспортным средством перемещают на следующие позиции с тем же шагом для раскладки других металлических деталей, рельсов, сборок закладных и клеммных болтов с завинчиванием их гаек.
Транспортное средство может быть выполнено в виде трехниточного цепного конвейера или в виде транспортных тележек, которые перемещаются по рельсам пути и длина каждой из которых соответствует длине собираемого стрелочного перевода.
Суть технического решения поясняется чертежами.
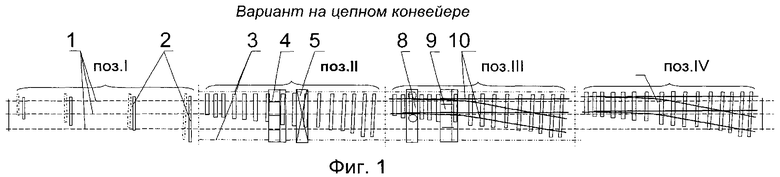
Фиг.1 - вариант схемы технологических операций заявленного способа поточной сборки стрелочных переводов, когда транспортное средство выполнено в виде трехниточного цепного конвейера;
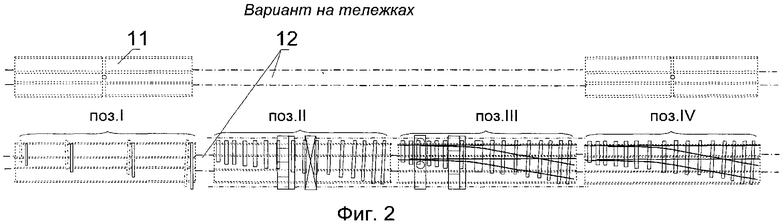
фиг.2 - вариант схемы технологических операций заявленного способа поточной сборки стрелочных переводов, когда транспортное средство выполнено в виде транспортных тележек;
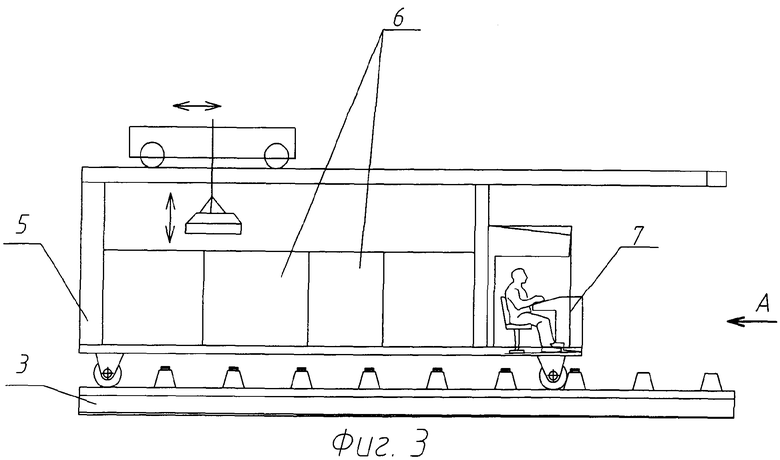
фиг.3 - передвижной агрегат для раскладки элементов скреплений на брусья;
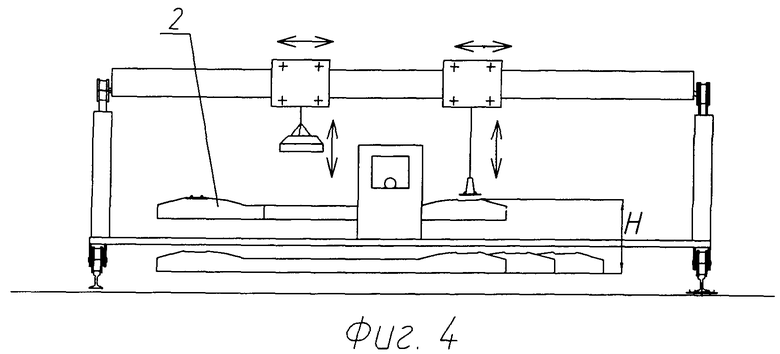
фиг.4 - передвижной агрегат для раскладки элементов скреплений на брусья, вид А на фиг.3.
На фиг.1 показана схема технологических операций заявленного способа поточной сборки стрелочных переводов, где транспортное средство 1 выполнено в виде трехниточного цепного конвейера, проложенного через все сборочные позиции (поз.I-поз.IV). Поз.I предназначена для предварительной раскладки комплекта железобетонных брусьев 2 одного собираемого стрелочного перевода. На поз.II расположен объемлющий путь 3 для перемещения передвижного агрегата 4, предназначенного для установки брусьев 2 стрелочного перевода по эпюре и ординатам, и передвижного агрегата 5, несущего бункера 6 с запасом элементов скреплений и рабочие места операторов 7, предназначенный для раскладки элементов скреплений на брусья 2. Следует отметить, что для удобства выполнения работ по раскладке элементов скреплений каждый брус приподнят на достаточную высоту Н (фиг.4). На поз.III размещены передвижной агрегат для завинчивания гаек 8, передвижной агрегат 9, несущий бункера с комплектами сборок закладных и клеммных болтов, установленные на объемлющем пути 3, и комплект рельсов 10. Поз. IV предназначена для разделения собранного стрелочного перевода на блоки и их уборки (не показано). Возможно выполнение транспортного средства 1 в виде транспортных тележек 11, длина каждой из которых соответствует длине стрелочного перевода, и для перемещения которых предназначен рельсовый путь 12 (фиг.2).
Способ поточной сборки стрелочных переводов осуществляется следующим образом.
На поз.I краном (не показан) на транспортное средство 1, выполненное, например, в виде трехниточного цепного конвейера, предварительно раскладывают в требуемой последовательности, с некоторым забегом вперед, комплект железобетонных брусьев 2 для одного стрелочного перевода. Затем включают привод (не показан) транспортного средства 1 и перемещают весь комплект брусьев 2, предварительно разложенный в требуемой последовательности, на поз.II на расстояние не менее длины собираемого стрелочного перевода. На освободившееся место на поз.I на транспортное средство 1 краном предварительно раскладывают в требуемой последовательности комплект брусьев 2 для следующего стрелочного перевода. На поз.II в это время передвижной агрегат 4, перемещаясь по объемлющему пути 3 от одного бруса к другому, выполняет последовательную расстановку брусьев 2 по эпюре и ординатам. Здесь же на поз.II операторы передвижного агрегата 5 раскладывают прокладки, подкладки и вставляют сборки закладных болтов на тех брусьях, на которых уложены подкладки. После завершения всех операций на поз.II агрегаты 4 и 5 возвращают в исходное положение. Комплект брусьев 2 перемещают на поз.III с тем же шагом. На поз.III после укладки и состыковки рельсов 10 с помощью передвижных агрегатов 8 и 9, перемещаемых по объемлющему пути 3, производят установку сборок клеммных болтов и завинчивание гаек закладных и клеммных болтов. Собранный стрелочный перевод перемещают на поз.IV, разделяют его на блоки (не показан) и убирают с конвейера.
В случае исполнения транспортного средства 1 в виде транспортных тележек 11 (фиг.2) операции по сборке стрелочных переводов выполняют в том же порядке, а тележки перемещаются по рельсовому пути 12. На поз.IV по окончании процесса сборки пустые тележки 11 краном переставляют на возвратный путь, перекатывают к месту начала сборки и краном перегружают на рабочий путь 12.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ | 2009 |
|
RU2424392C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ | 2008 |
|
RU2385373C1 |
| СПОСОБ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ | 2008 |
|
RU2382134C1 |
| ЛИНИЯ ДЛЯ РЕМОНТА ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ С ЖЕЛЕЗОБЕТОННЫМИ ШПАЛАМИ | 2007 |
|
RU2361032C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ СТРЕЛОЧНОГО ПЕРЕВОДА ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2010 |
|
RU2451125C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2008 |
|
RU2373319C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2005 |
|
RU2304190C1 |
| Стенд для сборки стрелочных переводов | 1983 |
|
SU1093740A1 |
| ПЕРЕДВИЖНОЕ УСТРОЙСТВО ДЛЯ УСТАНОВКИ ЖЕЛЕЗОБЕТОННЫХ БРУСЬЕВ СТРЕЛОЧНОГО ПЕРЕВОДА ПО ЭПЮРЕ И ОРДИНАТАМ | 2007 |
|
RU2355843C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2005 |
|
RU2298608C1 |
Изобретение относится к области механизации путевого хозяйства железнодорожного транспорта и может быть использовано при сборке стрелочных переводов железнодорожного пути на производственных базах. Способ поточной сборки стрелочных переводов, преимущественно с железобетонными брусьями, заключается в том, что комплект брусьев на один стрелочный перевод предварительно раскладывают на транспортное средство. Затем транспортное средство с комплектом разложенных брусьев перемещают на расстояние не менее длины собираемого стрелочного перевода, где выполняют расстановку брусьев по эпюре и ординатам передвижным устройством, которое последовательно перемещается по объемлющему пути от одного бруса к другому. Здесь же производят раскладку прокладок, подкладок и частично сборок закладных болтов. После этого транспортное средство перемещают на следующие позиции с тем же шагом для раскладки других металлических деталей, рельсов, сборок закладных и клеммных болтов с завинчиванием их гаек. Техническим результатом предлагаемого способа является увеличение темпа выпуска собранных стрелочных переводов путем поточной сборки и механизации операций на отдельных позициях. 2 з.п. ф-лы, 4 ил.
1. Способ поточной сборки стрелочных переводов преимущественно с железобетонными брусьями, состоящий из операций по последовательной раскладке комплекта брусьев по эпюре, раскладке на них прокладок, подкладок, других металлических деталей, установке рельсов, сборок закладных и клеммных болтов, завинчивания гаек этих болтов, отличающийся тем, что комплект брусьев на один стрелочный перевод предварительно раскладывают на транспортное средство, затем транспортное средство с комплектом разложенных брусьев перемещают на расстояние не менее длины собираемого стрелочного перевода, где выполняют последовательную расстановку брусьев по эпюре и ординатам передвижным устройством, которое последовательно перемещается по объемлющему пути от одного бруса к другому, здесь же производят раскладку прокладок, подкладок и часть сборок закладных болтов, после этого транспортное средство перемещают на следующие позиции с тем же шагом для раскладки других металлических деталей, рельсов, сборок закладных и клеммных болтов с завинчиванием их гаек.
2. Способ поточной сборки стрелочных переводов по п.1, отличающийся тем, что транспортное средство выполнено в виде трехниточного цепного конвейера.
3. Способ поточной сборки стрелочных переводов по п.1, отличающийся тем, что транспортное средство выполнено в виде транспортных тележек, которые перемещаются по рельсам пути, и длина каждой из которых соответствует длине собираемого стрелочного перевода.
| Устройство для сборки рельсошпальной решетки железнодорожного пути | 1983 |
|
SU1120050A1 |
| Стенд для сборки стрелочных переводов | 1983 |
|
SU1093740A1 |
| СТЕНД ДЛЯ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ | 0 |
|
SU317746A1 |
| СТЕНД ДЛЯ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ | 1991 |
|
RU2007507C1 |

