Изобретение относится к производству особо чистого кварцевого стекла и может быть использовано для получения трубчатых заготовок, предназначенных для дальнейшей переработки в опорные трубы и другие виды трубных изделий.
Известен ряд модификаций способа получения полых трубчатых заготовок кварцевого стекла. Общим для всех них является использование в качестве теплоносителя кислородно-водородного пламени.
Основным недостатком таких процессов является высокая степень насыщения получаемой стекломассы водой и необходимость последующего вторичного проплавления стекломассы, т. е. многостадийность процесса.
Наиболее близким к изобретению является способ получения блочных заготовок кварцевого стекла, включающий циклическое возвратно-поступательное перемещение наплавляемой заготовки относительно плазмотрона, ее вращение, подачу реагентов в плазменный поток и осаждение стеклообразного кремнезема на нагретую боковую поверхность направляемой заготовки.
В указанном способе за счет использования в качестве теплового агента плазменной струи исключается насыщение влагой стекломассы и обеспечивается одностадийное проведение процесса.
Существенным недостатком известного способа является малая производительность процесса, обусловленная высокими скоростями перемещения направляемой заготовки и низкий коэффициент выхода годного, обусловленный тем, что направление производится непосредственно на огнеупорную подложку, что приводит к растрескиванию стекломассы и необходимости значительной механической обработки внутренней поверхности трубчатой заготовки.
Целью изобретения является повышение производительности и коэффициента выхода годного.
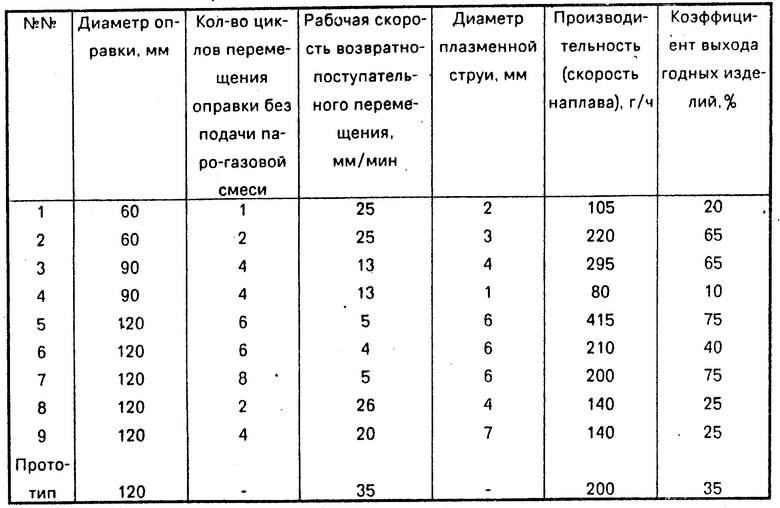
Если количество циклов, в течение которых не производят осаждение SiO2 на оправку менее двух, то происходит снижение выхода годной продукции в результате резкого разогрева оправки, ее скручивания или растрескивания. Если количество циклов, в период которых не производят осаждение SiO2 более 6, то снижается производительность процесса.
Диапазон скоростей возвратно-поступательного перемещения оправки определяется условиями обеспечения требуемой температуры остекловывания на поверхности направления. При этом, если эта скорость менее 5 мм/мин, происходит перегрев оправки и ее разрушения, снижается выход годной продукции. При скоростях более 20 мм/мин не удается обеспечить проплавление сырья и получение качественного стекла.
Зона ввода сырья - нижняя зона индуктора определяется газодинамикой плазменного разряда и условиями смешения плазмы и сырья. Отклонение точки ввода сырьевой струи от нижнего витка индуктора в ту или иную сторону резко ухудшает качество стекломассы и как следствие выход годного продукта и производительность.
При этом, если диаметр сырьевой струи >6 мм значительно увеличивается разброс продуктов реакции и осаждение их на конструктивных элементах установки, что приводит к снижению производительности.
При диаметре сырьевой струи <2 мм ухудшается разогрев подложки (оболочки), происходит ее растрескивание, снижается выход годных заготовок.
Реализация способа осуществляется следующим образом.
С помощью индуктора, соединенного с высоковольтным генератором, в плазмотроне генерируется высокочастотный плазменный разряд. Плазменная струя, истекая из плазмотрона, натекает на оправку, закрепленную в патронах станка. Оправке придают возвратно-поступательное и вращательное движение. При этом скорость перемещения оправки составляет 60-70 мм/мин. При этом в течение первых 2-6 циклов подачу сырья на поверхность оправки не проводят, а скорость перемещения и вращения оправки в течение этих циклов снижают с 60-70 мм/мин и 10-15 об/мин до 5-20 мм/мин до 1-2 об/мин соответственно.
В течение указанного периода происходит подсхлопывание тонкостенной кварцевой трубы и ее равномерная усадка на графитовую основу. После чего в плазмотрон через узел ввода сырье подают сырьевую струю диаметром 2-6 мм. В качестве сырья используют парогазовую смесь кислорода и тетрахлорида кремния или двухфазную струю дисперсного кремнезема и несущего инертного газа.
Стеклообразный кремнезем послойно осаждают на оправку, образуя трубчатую стеклянную заготовку. По мере увеличения диаметра заготовки зажимные патроны станка опускаются вместе с оправкой на величину, равную толщине направляемого слоя стекла за один проход. По достижении требуемого наружного диаметра трубчатой заготовки прекращается подача сырья, затем плазмотрон гасится. После остекловывания заготовка снимается со станка и оправка удаляется.
В соответствии с вышеуказанной технологией были наплавлены трубчатые заготовки. Сравнительные характеристики процесса предлагаемого и процесса осуществляемого в соответствии с прототипом приведены в таблице.
Процесс осуществляется при следующих параметрах:
мощность плазменного
разряда 40 кВт,
расход плазмообразующего
газа-воздуха 8 м3/ч
исходное сырье - дисперсный
кремнезем,
фракционный состав 140-250 мкм,
расстояние от точки
ввода сырья до нижнего
среза плазмотрона 40 мм
Скорость вращения за-
готовки 2 об/мин
Начальная скорость
возвратно-поступательного
перемещения 60-70 мм/мин. (56) Заявка Японии N 59-223242, кл. С 03 В 37/00, опублик. 1984.
Патент Франции N 2321459, кл. С 03 С 3/06, опублик. 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КВАРЦЕВЫХ ЗАГОТОВОК ОДНОМОДОВЫХ ВОЛОКОННЫХ СВЕТОВОДОВ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ЗАГОТОВКИ, ИЗГОТОВЛЕННЫЕ ДАННЫМ СПОСОБОМ | 2010 |
|
RU2433091C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ВОЛОКОННЫХ СВЕТОВОДОВ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ЗАГОТОВКА, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 2007 |
|
RU2362745C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ВОЛОКОННЫХ СВЕТОВОДОВ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ЗАГОТОВКА, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 2007 |
|
RU2363668C2 |
| СПОСОБ ПРОИЗВОДСТВА КВАРЦЕВЫХ ЗАГОТОВОК ВОЛОКОННЫХ СВЕТОВОДОВ | 1991 |
|
RU2036865C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2079568C1 |
| СПОСОБ ПОЛУЧЕНИЯ СИНТЕТИЧЕСКИХ КВАРЦЕВЫХ ИЗДЕЛИЙ | 1992 |
|
RU2061111C1 |
| УСТАНОВКА ДЛЯ ОПЛАВЛЕНИЯ КРУГЛЫХ СЛИТКОВ | 1990 |
|
RU2024636C1 |
| Способ образования трубчатого элемента для производства оптического волокна с использованием плазменного внешнего осаждения из паровой фазы | 1998 |
|
RU2217391C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КВАРЦЕВЫХ ЗАГОТОВОК ВОЛОКОННЫХ СВЕТОВОДОВ | 2010 |
|
RU2422387C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТИГЛЕЙ ИЗ СИНТЕТИЧЕСКОГО ОСОБО ЧИСТОГО КВАРЦЕВОГО СТЕКЛА | 1992 |
|
RU2070167C1 |
Сущность изобретения: получают заготовки кварцевого стекла. Для этого на нагретую боковую поверхность возвратно-перемещающуюся вращающуюся оправку осаждают SiO2 из парогазовой смеси, подаваемую в поток низкотемпературной плазмы. Подачу парогазовой смеси начинают производить после первых 2 - 6 циклов возвратно-поступательного перемещения оправки со скоростью 5 - 20 мм/мин. Парогазовую смесь подают в зону нижнего витка индуктора струей диаметром 2 - 6 мм. 1 табл.
СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК КВАРЦЕВОГО СТЕКЛА путем возвратно-поступательного перемещения вращающейся оправки, введения парогазовой смеси в поток низкотемпературной плазмы и последующего осаждения на нагретую боковую поверхность оправки, отличающийся тем, что, с целью повышения производительности и коэффициента выхода годного, подачу парогазовой смеси начинают производить после первых 2 - 6 циклов возвратно-поступательного перемещения оправки со скоростью 5 - 20 мм/мин, при этом парогазовую смесь подают в зону нижнего витка индуктора струей диаметром 2 - 6 мм.
