Изобретение относится к технологии изготовления кварцевых заготовок волоконных световодов (КЗВС). Для их получения применяются методы осаждения кварцевого стекла, в том числе легированного, из газовой фазы. В основе всех методов лежит синтез окислов из паров хлоридов кремния, германия, фосфора, алюминия, бора, фтора и редкоземельных элементов (РЗЭ) посредством высокотемпературной реакции окисления или гидролиза с последующим их осаждением на подложку, за исключением осаждения в СВЧ плазме пониженного давления (PCVD и POVD-методы), где используется гетерогенное осаждение на внутреннюю поверхность оптически чистой опорной кварцевой трубы и боковое осаждение на кварцевый стержень (трубу) соответственно. Все методы условно делятся на технологии внутреннего осаждения MCVD, PCVD и технологии внешнего осаждения OVD, VAD, POVD, PVAD.
В методах внутреннего осаждения используются дорогие, высокоточные опорные трубы из особо чистого кварцевого стекла. В методах внешнего осаждения они не используются.
Известен способ изготовления кварцевых заготовок волоконных световодов (КЗВС) боковым напылением на керамический стержень из Аl2O3 марки ОСЧ пористой сердцевины и отражающей оболочки (OVD способ - outside vapour deposition) с использованием газопламенной горелки. Способ разработан компанией Corning Glass (см., например, патент США №5211732 кл. 65/18.2).
Однако при создании кварцевых заготовок активных волоконных световодов, включающем легирование кварцевого стекла различными редкоземельными металлами (РЗМ), такими как неодим, эрбий, иттербий и др., и добавками к ним Ge, Al, Р, К, Na, F, N и др. в различных сочетаниях, получаемое активное плавленое кварцевое стекло содержит зоны кластеризации (дефекты стекла), и, кроме того, при использовании газоплазменной горелки ограничиваются возможности достижения высокой концентрации РЗМ (активатора) на небольшой длине напыления и равномерность распределения их по длине (RU 2362745, С03В 37/018 (2006.01 ), 27.07.2009).
Аналогом настоящего изобретения по физической и технической сущности является устройство для бокового осаждения на кварцевый стержень или кварцевую трубу отражающей фторсиликатной оболочки в СВЧ плазме пониженного давления, состоящее из цилиндрического реактора, печи, микроволнового генератора с резонатором и волноводом Н10 (US 6988380, C03B 37/014, 2004.02.19).
Однако описанные в этом патенте устройство и способ имеют следующие недостатки:
1. С одной стороны, не обеспечивается осаждение всей оптической структуры КЗВС (сердцевины, оболочки) без опорной кварцевой трубы, с другой стороны, изготовление КЗВС для одномодового режима работы методом бокового осаждения отражающей фторсиликатной оболочки на кварцевый стержень диаметром порядка 5-10 мм является очень продолжительным по времени и энергозатратным. Кроме того, структура сердцевины одномодового световода в этом случае может быть только кварцевой или германатной при заданной концентрации германия в промышленных образцах кварцевых стержней.
2. Не обеспечивается автоматически в течение процесса изготовления КЗВС резонансного режима работы СВЧ плазмотрона для поддержания высокой скорости и эффективности осаждения, оптимальной температуры процесса осаждения кварцевого стекла и его дегазации от хлора, что снижает скорость осаждения кварцевого стекла, эффективность его легирования фтором, азотом и другими добавками и, в конечном счете, снижает качество изготавливаемой КЗВС.
Наиболее близким к устройству настоящего изобретения является устройство для изготовления заготовок волоконных световодов, содержащее СВЧ-генератор, волноводный тракт, СВЧ плазмотрон резонаторного типа Е010, имеющий узел регулирования длины плазмы, плазмохимический реактор, выполненный из кварца, фланец, обеспечивающий общую герметизацию реактора, систему подачи в него химических реагентов и вакуумную систему для откачки продуктов реакций (RU 2362745, С03В 37/018 (2006.01 ), 27.07.2009).
Однако это устройство не обеспечивает мгновенного, безынерционного регулирования резонансного режима работы СВЧ плазмотрона и оптимальной температуры процесса осаждения кварцевого стекла и его дегазации от хлора, что снижает скорость осаждения кварцевого стекла, эффективность его легирования фтором, азотом и другими добавками, а также эффективность дегазации осаждаемого кварцевого стекла от хлора.
Техническим результатом настоящего изобретения является повышение эффективности производства кварцевых заготовок волоконных световодов за счет расширения ассортимента создаваемых кварцевых заготовок, снижения энергозатрат при поддержании в автоматическом режиме высокой скорости осаждения сердцевины и отражающей оболочки.
Для достижения указанного технического результата предлагается устройство, представляющее собой СВЧ плазмотрон, состоящий из четвертьволнового резонатора на виде колебаний Е010, охлаждаемого корпуса, внутри которого находятся керамический стержень, подвижные поршни и экраны для регулирования длины плазмы, вводы энергии СВЧ, отличающееся тем, что для поддержания постоянного резонансного режима работы СВЧ плазмотрона, оптимальной температуры керамического стержня из Аl2O3 марки ОСЧ, автоматической перестройки частоты задающего генератора и регулировки выходной СВЧ мощности транзисторного усилителя, СВЧ плазмотрон снабжен автоматической обратной связью, включающей датчик контроля отраженной от входа плазмотрона СВЧ мощности, датчик температуры, электрически регулируемый аттенюатор, расположенный между задающим генератором и усилителем, и компьютер с программным управлением процессом изготовления заготовок волоконных световодов.
Схема основных узлов устройства и последовательность их работы при изготовлении заготовок кварцевых волоконных световодов с использованием керамического стержня из Аl2О3 марки ОСЧ представлена на фиг.1.
Устройство состоит из маломощного задающего генератора 1, электрически перестраиваемого по частоте, электрически управляемого аттенюатора 2, мощного транзисторного широкополосного усилителя 3, ферритового циркулятора 4 с датчиком контроля уровня отраженной от входа резонатора СВЧ мощности, круглого (гибкого, гофрированного) волновода или коаксиального кабеля 5, согласующего СВЧ устройства ввода СВЧ излучения 6 в резонатор (СВЧ плазмотрон) 7 на виде колебаний Е010 с кварцевой трубой-реактором 8 и расположенным в ней соосно оси резонатора керамическим стержнем 8', печи 9 для нагрева керамического стержня 8' из ОСЧ Аl2O3 и для дегазации хлора из осаждаемых слоев стекла, системы возвратно-поступательного перемещения резонатора 10 вдоль керамического стержня 8', вакуумной системы 11, системы подачи химических реагентов и кислорода 12, блока осушки кислорода 13, двух вакуумметров 14, расположенных на входе и выходе трубы-реактора, натекателя 15 и ловушки 16 перед входом отработанного рабочего газа в насос, системы автоматической обратной связи, состоящей из датчика контроля уровня отраженной от входа резонатора СВЧ мощности 4 и датчика контроля температуры 17 плазмы (керамического стержня 8') 19, электрически управляемого аттенюатора 2 и электрически перестраиваемого по частоте задающего генератора 1, которые с помощью компьютера 18 автоматически обеспечивают резонансный режим работы резонатора (СВЧ плазмотрона) 7 на типе колебаний Е010 и постоянную, оптимальную для заданного режима осаждения температуру поверхности керамического стержня 8' при различных скоростях перемещения СВЧ плазмотрона, при изменении рабочего давления газа, концентрации химических реагентов и скорости их протока.
Кварцевая труба-реактор 8 и керамический стержень 8' предварительно проходят обычную химическую и температурную обработку и устанавливаются в печи 9 соосно оси СВЧ плазмотрона 7 резонаторного типа на виде колебаний Е010. После соответствующих соединений включается вакуумный насос 11 и начинается откачка кварцевой трубы-реактора 8 до форвакуума. Затем осушенный 13 кислород через натекатель 15 подается в кварцевую трубу-реактор и при давлении 14 порядка 1-2 мм рт.ст. зажигается СВЧ плазма 19 (фиг.1). После чего СВЧ плазмотрон 7 начинает перемещаться со скоростью 2-3 м/мин и устанавливается рабочее давление 3-5 мм рт.ст. для проведения дополнительной плазмохимической обработки керамического стержня 8'. Затем на вход трубы-реактора 8 подаются через 12 химические реагенты (SiCl4+O2+ C3F8) и начинается процесс гетерогенного осаждения на поверхность керамического стержня тонких нанослоев оптически чистого и прозрачного кварцевого стекла, слегка легированного фтором n1 (сердцевина), либо оксинитридного (SiON) стекла из смеси SiCl4+O2+N2 .После чего подается рабочая смесь SiCl4+C3F8+O2 и наносится на сердцевину фторсиликатная отражающая оболочка с n2<n1 либо кварцевая отражающая оболочка соответственно. Затем подача химических реагентов прекращается, выключается печь 9, но СВЧ плазмотрон 7 продолжает перемещаться, затем выключается СВЧ мощность и останавливается СВЧ плазмотрон 7. Трубчатая заготовка со стержнем вынимается из печи и легко отделяется от стержня за счет разницы коэффициентов линейного теплового расширения стержня и стекла. Затем трубчатая заготовка устанавливается на установку горизонтального типа с мощной газопламенной горелкой и производится процесс жакетирования заготовки (т.е. процесс нахлопывания толстостенной кварцевой, оптически чистой трубы на трубчатую заготовку) с одновременным ее схлопыванием. Затем заготовка поступает на вытяжную установку для перетяжки ее в волоконный световод с нанесением защитных покрытий.
Все технические параметры процесса (температура, давление, расход и концентрация реагентов, мощность СВЧ генератора) регулируются и контролируются через компьютер с помощью датчиков и изменяются по заданной программе.
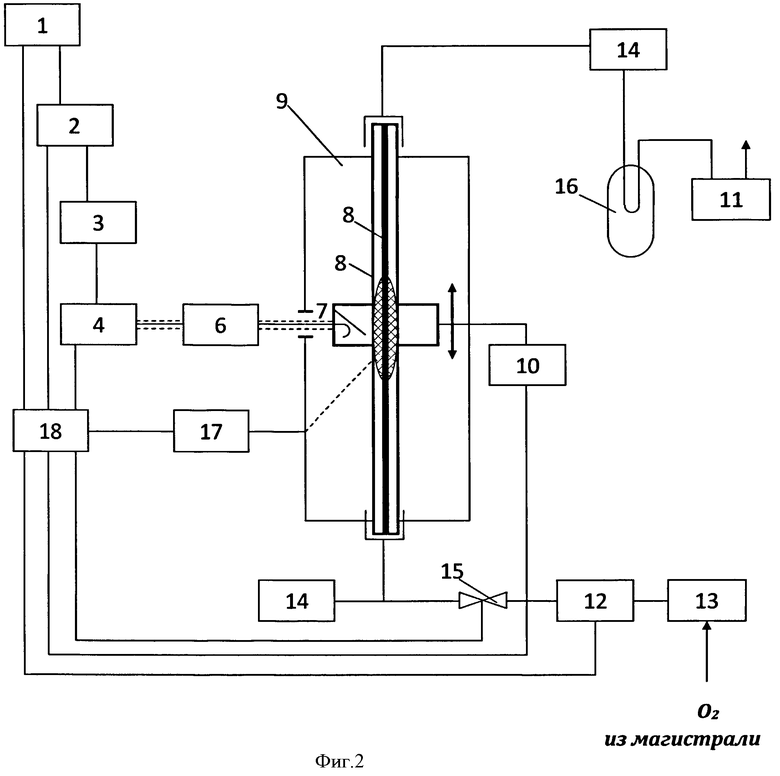
Сущность изготовления кварцевых заготовок с использованием предлагаемого в настоящем изобретении устройства поясняется на фиг.2.
СВЧ энергия от усилителя Рсвч электромагнитных колебаний через коаксиальную линию (волновод) 5 на волне E01 подается в резонатор 7 с установленным в нем соосно оси резонатора кварцевым реактором 8 с керамическим стержнем 8' из Аl2О3 марки ОСЧ. В резонаторе 7 возбуждаются колебания вида Е010. Распределение напряженности электрического поля (Ez, Еφ) в резонаторе при таком виде колебаний представлены на фиг.2 справа. В максимуме напряженности электрического поля в кварцевом реакторе осуществляется пробой (искра) в рабочем газе - кислороде при пониженном давлении (1-2 мм рт.ст.), создаваемом с помощью вакуумной системы 11, и формируется короткая зона плазмы СВЧ-разряда 19 вокруг керамического стержня 8', изготовленного из Аl2О3 марки ОСЧ.
При работе устройства для эффективного многослойного, гетерогенного осаждения тонких слоев кварцевого стекла на стенки керамического стержня 8' смесь рабочего газа (SiCl4+O2) через 12 подается в кварцевую трубу-реактор 8 вдоль керамического стержня 8' в зону СВЧ-разряда плазмы 19 пониженного давления. Рабочее давление при этом устанавливается 5-8 мм рт.ст., а в резонаторе 7 с плазмой 19 на виде колебаний Е010 устанавливается резонансный режим его работы с помощью перемещаемых экранирующих цилиндров 20 (емкостная настройка) и короткозамыкающих поршней 21 (индуктивная настройка).
Способ осаждения оптической структуры и отражающей оболочки с использованием в устройстве качестве опорной трубы керамического стержня 8', изготовленного из Аl2О3 марки ОСЧ на его наружную поверхность, позволяет избежать трещин осаждаемых оптических структур при их формировании внутри опорной кварцевой трубы, расширить ассортимент создаваемых кварцевых заготовок различных волоконных световодов с кварцевой сердцевиной n1, легированной фтором и фторсиликатной отражающей оболочкой n2, где (n2<n1), заготовок с оксинитридной сердцевиной (SiON) и кварцевой отражающей оболочкой, заготовок с кварцевой сердцевиной, легированной германием и фтором и кварцевой отражающей оболочкой, заготовок с кварцевой сердцевиной, легированной редкоземельными элементами и различными добавками, гетерогенным многослойным осаждением тонких слоев кварцевого стекла (0,1-0,5 мкм),в том числе кварцевых заготовок высокоапертурных многомодовых волоконных световодов (NA>0,5) с оксинитридной сердцевиной и отражающей фторсиликатной оболочкой, обладающих повышенной радиационной стойкостью к ионизирующим излучениям при дозе 107-109 рад и малыми оптическими потерями в УФ диапазоне длин волн, одновременно снижая их себестоимость, исключая использование дорогостоящей кварцевой опорной трубы.
Работа устройства, предусматривающая использование неравновесной холодной СВЧ плазмы для осаждения оптических структур на наружную поверхность керамического стержня позволяет:
- сразу получить на поверхности стержня оптически прозрачные плотные, а не пористые, требующие остекловывания, как в известных способах, пленки кварцевого стекла;
- эффективно легировать осаждаемое кварцевое стекло атомарным фтором и азотом и существенно повышать числовую апертуру световодов, одновременно связывая водород в летучее соединение HF, тем самым «сушить» осаждаемые слои сердцевины, устраняя предусмотренные в известных способах изготовления кварцевых заготовок (RU 2302066, опубл. 27.06.2007, US 5211732 18.05.1993) стадии их сушки, что сокращает время производства заготовок и повышает эффективность процесса;
- поддерживать резонансный режим работы резонатора Е010 с плазмой (СВЧ плазмотрона) в течение всего процесса осаждения практически мгновенно и автоматически.
Ниже приводятся примеры режимов изготовления трубчатых кварцевых заготовок волоконных световодов с применением устройства настоящего изобретения:
Пример 1. Осаждение SiO2 сердцевины, слегка легированной фтором с n1
Пример 2. Осаждение фторсиликатной отражающей оболочки (SiO2-F) с n2<n1
Пример 3. Осаждение оксинитридной сердцевины (SiON)
Пример 4. Осаждение активной сердцевины
Пример 5. осаждение SiO2 отражающей оболочки (сердцевины)
Пример 6. Осаждение сердцевины состава SiO2-GeO2-F
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ВОЛОКОННЫХ СВЕТОВОДОВ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ЗАГОТОВКА, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 2007 |
|
RU2362745C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КВАРЦЕВЫХ ЗАГОТОВОК ОДНОМОДОВЫХ ВОЛОКОННЫХ СВЕТОВОДОВ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ЗАГОТОВКИ, ИЗГОТОВЛЕННЫЕ ДАННЫМ СПОСОБОМ | 2010 |
|
RU2433091C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ВОЛОКОННЫХ СВЕТОВОДОВ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ЗАГОТОВКА, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 2007 |
|
RU2363668C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КВАРЦЕВЫХ ЗАГОТОВОК ВОЛОКОННЫХ СВЕТОВОДОВ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ЗАГОТОВКА, ПОЛУЧЕННАЯ ДАННЫМ СПОСОБОМ | 2008 |
|
RU2385842C1 |
| СПОСОБ ПРОИЗВОДСТВА КВАРЦЕВЫХ ЗАГОТОВОК ВОЛОКОННЫХ СВЕТОВОДОВ | 1991 |
|
RU2036865C1 |
| СПОСОБ ПРОИЗВОДСТВА ЗАГОТОВОК ВОЛОКОННЫХ СВЕТОВОДОВ | 1991 |
|
RU2036864C1 |
| СПОСОБ КОНВЕРСИИ МЕТАНА ПЛАЗМЕННО-КАТАЛИТИЧЕСКИМ ОКИСЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2315802C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ВОЛОКОННЫХ СВЕТОВОДОВ НА ОСНОВЕ КВАРЦЕВОГО СТЕКЛА | 2000 |
|
RU2259324C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОМОДОВЫХ МАЛОДИСПЕРСИОННЫХ СВЕТОВОДОВ | 2014 |
|
RU2547032C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВОДОРОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2342317C2 |

Изобретение относится к технологии изготовления трубчатых кварцевых заготовок высокоапертурных, многомодовых волоконных световодов Первоначально осаждают сердцевину из кварцевого стекла, легированную фтором (n1), а затем отражающую фторсиликатную оболочку с n2<n1. Устройство - СВЧ плазмотрон для изготовления кварцевых заготовок снабжен датчиком контроля отраженной от входа плазмотрона СВЧ мощности, датчиком температуры поверхности стержня, электрически регулируемым аттенюатором, установленным между задающим генератором и усилителем, программой управления процессом изготовления заготовок волоконных световодов с помощью компьютера. Техническим результатом изобретения является повышение эффективности производства кварцевых заготовок световодов за счет расширения ассортимента кварцевых заготовок, снижения энергозатрат. 2 ил.
Устройство - СВЧ плазмотрон для изготовления кварцевых заготовок волоконных световодов, состоящее из четвертьволнового резонатора на виде колебаний E010, охлаждаемого корпуса, внутри которого находятся керамический стержень, подвижные поршни и экраны для регулирования длины плазмы, вводы энергии СВЧ, отличающееся тем, что для поддержания постоянного резонансного режима работы СВЧ плазмотрона и оптимальной температуры керамического стержня из Аl2О3 марки ОСЧ, автоматической перестройки частоты задающего генератора и регулировки выходной СВЧ мощности транзисторного усилителя, СВЧ плазмотрон снабжен датчиком контроля отраженной от входа плазмотрона СВЧ мощности, датчиком температуры поверхности стержня, электрически регулируемым аттенюатором, установленным между задающим генератором и усилителем, программой управления процессом изготовления заготовок волоконных световодов с помощью компьютера.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ВОЛОКОННЫХ СВЕТОВОДОВ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ЗАГОТОВКА, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 2007 |
|
RU2362745C2 |
| US 6988380 В2, 19.02.2004 | |||
| ВОЛОКОННЫЙ СВЕТОВОД ДЛЯ ОПТИЧЕСКОГО УСИЛЕНИЯ ИЗЛУЧЕНИЯ НА ДЛИНЕ ВОЛНЫ В ДИАПАЗОНЕ 1000-1700 НМ, СПОСОБЫ ЕГО ИЗГОТОВЛЕНИЯ И ВОЛОКОННЫЙ ЛАЗЕР | 2005 |
|
RU2302066C1 |
| US 5211732 A, 18.05.1993 | |||
| Тангенциальная резьбонакатная головка | 1980 |
|
SU863108A1 |
| JP 61151031 A, 09.07.1986. | |||

