Изобретения относятся к электротермии и могут быть использованы в гибких электронагревательных элементах, применяемых в устройствах для нагрева жидких или газообразных сред, способах и устройствах для их изготовления.
Известен электронагреватель, содержащий плоское основание с боковыми кромочными канавками, в которые уложен нитяной резистивный элемент, соединенный с токоподводами, и электроизоляцию.
Однако он обладает рядом недостатков, снижающих его надежность. В частности, большая проблема возникает с обеспечением надежной электроизоляции нитяного резистивного элемента, его петель, размещенных в боковых кромочных канавках, из-за разнородности материалов плоского основания и электроизоляционных слоев, усадочных явлений, при интенсивном нагреве происходит растрескивание межслойной изоляции и отрыв ее слоев, что приводит к пробою изоляции и выходу электронагревателя из строя.
Известен способ изготовления электронагревателя со спиралью при формировании плоского основания с канавками, навивки на него нитяного резистивного элемента, соединения с токоподводами, нанесения на них электроизоляционного покрытия и формовки (см. авт. св. СССР N 180719, кл. H 05 B 6, 1966).
К недостаткам способа следует отнести ненадежность электронагревателей, полученных навивкой нитяного резистивного элемента с последующим нанесением электроизоляции.
Известен способ, в котором резистивные слои с электродами дополнительно уплотняют перед прессованием всего пакета (см. а. с. СССР N 598271, кл. H 05 B 3/34, 1975). Однако и этот способ не решает поставленной задачи, надежность его не повышается, так как требуется дополнительная коммутация резистивных слоев, что очень сложно реализовать при изготовлении электронагревателя в виде многослойного пакета.
Цель изобретения - упрощение изготовления, повышение качества и надежности.
Это достигается путем введения кромочных лепестков, выступающих за спирали нитяного резистивного элемента, скрепления их дополнительной электроизоляцией.
По способу изготовления цель достигается путем перфорации плоского основания в виде прорезей с заглубленными канавками, в которые при упругом отгибе в противоположные стороны заводится под натяжением нитяной резистивный элемент, после чего лепестки возвращаются в исходное положение; петли нитяного резистивного элемента заведены в слои через отверстия без травмирования при надежной изоляции, перекрывающей все повороты нитяного резистивного слоя.
Плоский электронагреватель содержит плоское основание с боковыми канавками, в которые уложен нитяной резистивный элемент, соединенный с токоподводами, и электроизоляцию, при этом его плоское основание снабжено выполненными за одно целое с ним лепестками, выступающими за спираль нитяного резистивного элемента, охватывает их основание и лепестки скреплены слоями электроизоляции. Витки нитяного резистивного элемента зафиксированы в углубленных канавках, соединенных с кромками прорезями.
Способ изготовления плоского электронагревателя со спиралью заключается в формировании плоского основания с канавочным профилем его боковых кромок, навивке нитяного резистивного элемента на плоское основание с заведением спиралей резистивного элемента в его канавки, соединении с токоподводами, нанесении на них электроизоляционного покрытия и формовки пакета, при этом при формировании плоского основания перфорируют кромочные прорези с заглубленными канавками с образованием боковых лепестков между ними, затем последовательно при навивке нитяного резистивного элемента боковые лепестки либо все сразу попарно, либо последовательно попарно отгибают в противоположные стороны и в промежутки между ними заводят нити резистивного элемента, их петли, фиксируют под натяжением в заглубленных канавках, возвращают лепестки в исходное положение, при котором лепестки боковинами образуют замок над нитями резистивного элемента, затем последовательно наносят электроизоляционные слои и формуют весь пакет при нагревании под давлением между плитами пресса.
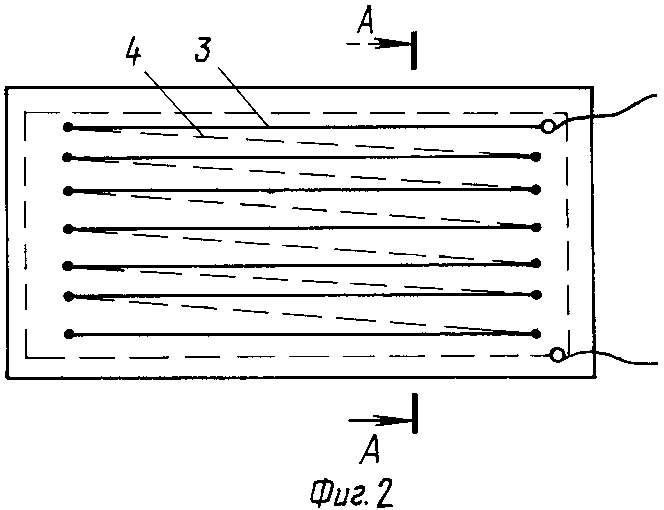
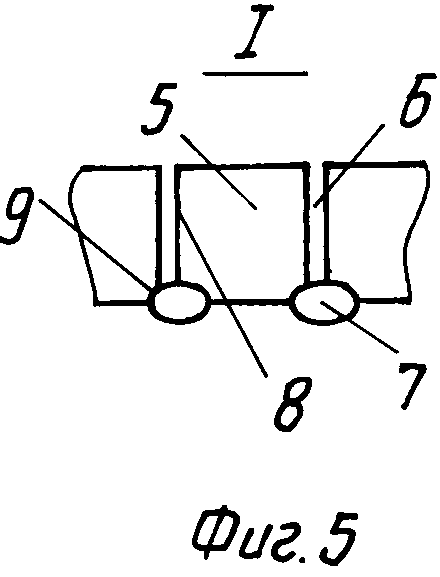
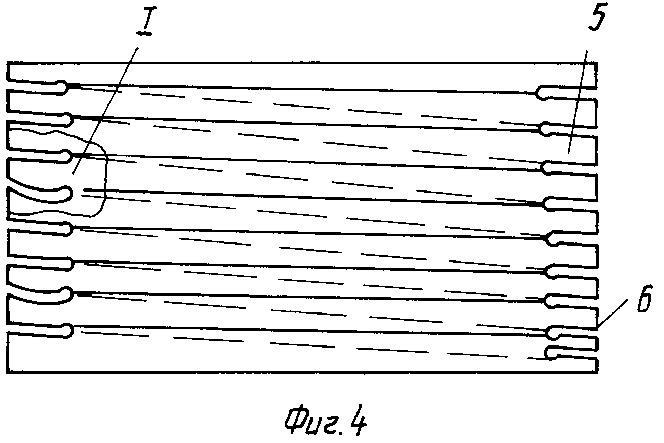
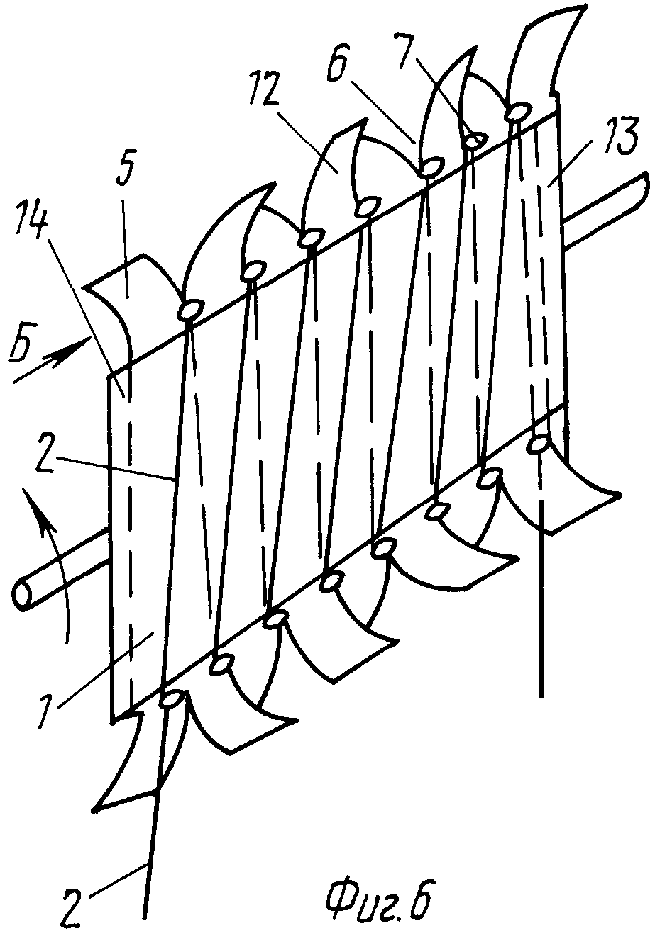
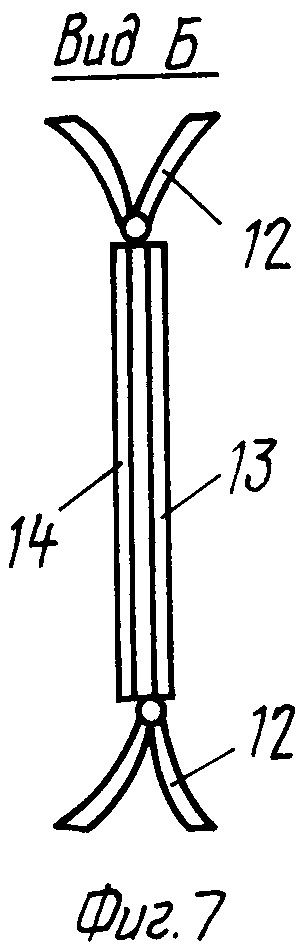
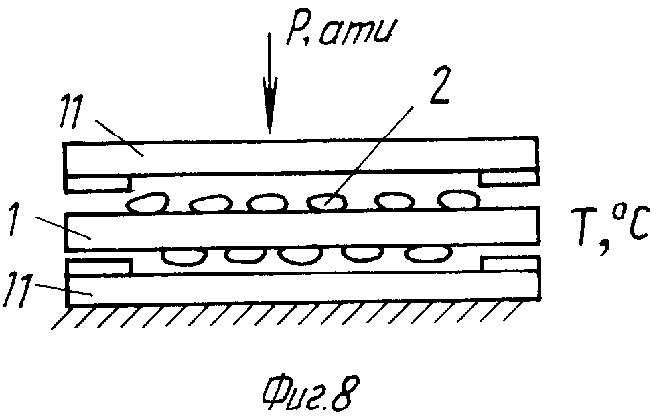
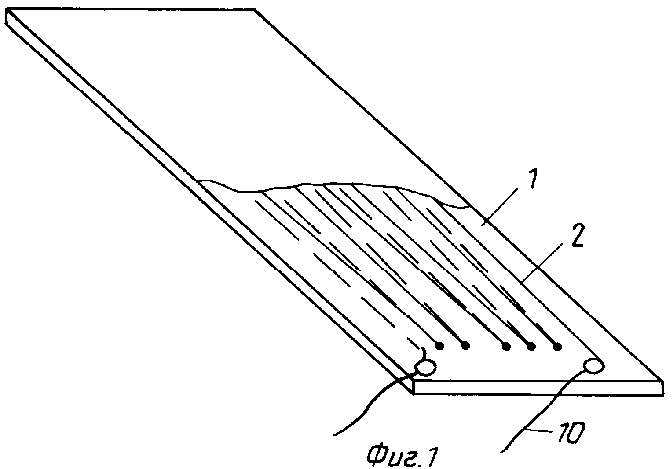
На фиг. 1 представлен общий вид электронагревателя; на фиг. 2 - то же сверху; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - плоское основание с нитяным резистивным элементом; на фиг. 5 - узел I на фиг. 4; на фиг. 6 - приспособление и схема намотки нитяного резистивного элемента; на фиг. 7 - вид по стрелке Б на фиг. 6; на фиг. 8 - пакет слоев электроизоляции перед прессованием.
Гибкий электронагреватель из полимерного материала (см. фиг. 1) содержит плоское основание 1, нитяной резистивный элемент 2, намотанный на плоское основание 1 в виде спирали так, что его витки 3 и 4 находятся по разные стороны, на противоположных поверхностях основания 1. На плоском основании 1 (см. фиг. 4) выполнены лепестки 5, прорези 6 между ними, заглубленные отверстия 7 на их конце. Прорези 6 выполнены такой ширины, чтобы боковины 8 лепестков 5 были расположены как можно ближе одна к другой и относительно заглубленных отверстий 7 создавали заплечики 9 для фиксации спиралей 3 и 4 нитяного резистивного элемента 2 в заглубленных отверстиях 7, тем самым всем спиралям нитяного резистивного элемента 2 на противоположных поверхностях плоского основания 1 придается фиксированное положение, необходимое для обеспечения стабильных свойств электронагревателя.
Концы нитяного резистивного элемента 2 на выходе из электронагревателя соединены с тоководами 10.
По обе стороны плоского основания 1 нанесены электроизоляционные слои 11, полностью перекрывающие месторасположение спиралей нитяного резистивного элемента 2, лепестков 5, прорезей 6 и заглубленных отверстий 7, а также вводные концы тоководов 10, спрессованные в единую монолитную пластину.
Особенности сборки электронагревателя состоят в том, что при намотке нитей резистивного элемента 2 отогнутые лепестки 5 разведены в противоположные стороны и в увеличенные прорези 6 свободно заводятся спирали нитей резистивного элемента 2, размещаются в заглубленных отверстиях 7 и надежно фиксируются путем возврата отогнутых лепестков 5 в исходное положение.
На этих особенностях основан способ изготовления гибкого электронагревателя из композиционных материалов. Для этого формируют плоское основание, представляющее собой подложку, обладающую достаточно упругими свойствами, чтобы при нанесении на нее витков нитяного резистивного элемента 2 она не изогнулась и не деформировалась. В качестве материала для плоского основания 1 могут быть использованы электроизоляционные слои, спрессованные в тонкий лист. На плоском основании 1 перфорируют вдоль параллельных кромок поперечные прорези 6 с заглубленными отверстиями 7. Затем на это плоское основание 1, выполненное в виде гибкой пластины, накладываются боковые пластины 13 и 14, затем основание 1 с пластинами 13 и 14 закрепляется концами в захватах намоточного устройства (не показано), в крайнем заглубленном отверстии 7 фиксируется конец нити резистивного элемента 2. Плоскому основанию 1 с пластинами 12 и 13 придается вращение, при котором между отогнутыми лепестками 5, развернутыми в противоположные стороны, в увеличенную прорезь 6 заводится спираль с фиксацией в заглубленном отверстии 7 с последующим возвратом отогнутых лепестков 5 в исходное положение. Намотка спиралей нитью резистивного элемента 2 производится на всей длине кромок плоского основания 1 с повторением аналогичных операций с лепестками и витками спиралей, как и в предыдущем случае. После намотки удаляют пластины 13 и 14 и получают плоское основание 1 с нанесенными по обе его стороны спиралями нитяного резистивного элемента 2, конец нити фиксируется в крайнем положении, как и на входе в начале намотки, к концам нитей подпаивают тоководы 10, основание 1 подается на прессовые операции (см. фиг. 8), где на него наносятся защитные электроизоляционные слои 11, и пакет подвергается прессованию с режимами отверждения полимерной основы электроизоляционных слоев. Готовый электронагреватель подвергают термоциклированию путем подключения к электросети, замеру температуры по полю электронагревателя.
П р и м е р. В качестве нити резистивного элемента бралась угольная нить, составленная из пучка элементарных волокон 0,8-1,0 мкм по ТУ 6-06-И106-83. В качестве электроизоляционных слоев 11 и плоского основания 1 применялась стеклоткань марки Э3-100, пропитанная эпоксифенольным связующим, или бакелизированная бумага.
Перфорирование прорезей и отверстий вдоль кромок плоского основания производилось вырубным штампом.
Заготовка-пакет, состоящий из набора электроизоляционных слоев 11 и плоского основания 1 с нанесенными нитями резистивного элемента 2 и подпаянными к ним тоководами 10, прессовалась между плитами пресса при 3,0-6,0 атм и 150-170оС в течение 1,5-2,0 ч.
Изготовление и испытание подтвердили высокие положительные качества гибкого электронагревательного элемента на основе новых технических решений по конструкции и способу его изготовления, его надежность, увеличенный ресурс работы, снижение трудоемкости изготовления и исключение коробления нагревателя при изготовлении и в процессе эксплуатации. (56) 1. Авторское свидетельство СССР N 758572, кл. H 05 B 3/34, 1980.
2. Заявка Франции N 2175783, кл. H 05 B 3/26, 1973.
3. Патент Франции N 2099214, кл. H 05 B 3/00, 1979.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛОСКИЙ ЭЛЕКТРОНАГРЕВАТЕЛЬ | 1993 |
|
RU2064733C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКО-ПЛОСКОГО ЭЛЕКТРОНАГРЕВАТЕЛЯ | 2018 |
|
RU2710029C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКО-ПЛОСКОГО ЭЛЕКТРОНАГРЕВАТЕЛЯ | 2014 |
|
RU2602799C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИНЧАТОГО ЭЛЕКТРОНАГРЕВАТЕЛЯ | 2001 |
|
RU2230439C2 |
| УСТРОЙСТВО ДЛЯ НАГРЕВА | 1993 |
|
RU2076464C1 |
| ЭЛЕКТРОНАГРЕВАТЕЛЬ | 2005 |
|
RU2286032C1 |
| ЭЛЕКТРИЧЕСКИЙ НАГРЕВАТЕЛЬ (ВАРИАНТЫ) | 2005 |
|
RU2297113C1 |
| ЭЛЕКТРОНАГРЕВАТЕЛЬ И СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО НАГРЕВАТЕЛЬНОГО ЭЛЕМЕНТА ДЛЯ НЕГО | 2011 |
|
RU2483493C2 |
| ДЛИННОМЕРНЫЙ ГИБКИЙ ЭЛЕКТРОНАГРЕВАТЕЛЬ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2072117C1 |
| ЭЛЕКТРОНАГРЕВАТЕЛЬ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2358415C1 |

Использование: электротермия, в гибких электронагревательных элементах, применяемых в устройствах для нагрева жидких или газообразных сред, и способах для их изготовления. Сущность: гибкий электронагреватель из полимерного материала содержит плоское основание, нити резистивного элемента, токоподводы и электроизоляционные слои. На плоском основании сформированы боковые лепестки и прорези с расточками. Особенности способа изготовления электронагревателя заключаются в формировании лепестков перфорированием прорезей с расточками, разведении лепестков в противоположные стороны и нанесении через увеличенные прорези в расточки нитей резистивного элемента с последующей фиксацией нитей заплечиками лепестков при возврате в исходное положение и скреплением лепестков перекрывающими слоями электроизоляции. За счет предложенных устройства и способа повышается надежность нагревателя и упрощается его изготовление. 1 з. п. ф-лы, 5 ил.
