Изобретение относится к области электротермии и может быть использовано в плоских электронагревателях, содержащих нитяной резистивный элемент и наружные электроизоляционные слои покрытия.
К плоским электронагревателям предъявляются повышенные требования по обеспечению ими минимального отклонения заданного температурного поля по поверхностям нагрева в условиях температурного режима при длительной эксплуатации. Такие электронагреватели требуют более совершенных технологических процессов изготовления, обеспечивающих их высокое качество изготовления и надежность.
Известен пластинчатый электронагреватель, содержащий нитяной резистивный элемент и электроды с токоподводами, размещенные между электроизоляционными слоями покрытия из стеклоткани и полимерного связующего, а также способ его изготовления, включающий намотку под натяжением по спирали нитяного резистивного элемента с подсоединением его к электродам с токоподводами, формирование электроизоляционных слоев покрытия из стеклоткани и полимерного связующего и прессование пакета слоев под плитами пресса (патент РФ №2064733, МПК6 Н 05 В 3/28, 1996).
Известен также пластинчатый электронагреватель с намотанным проволочным резистивным элементом, полученный прессованием (патент РФ №2059343, МПК6 Н 05 В 3/18, 1996).
Аналогичные пластинчатые электронагреватели с нитяными резистивными элементами известны из книги Фалькнера Н.И. "Электрические нагревательные приборы", М-Л., ГЭИ, 1941, с.157, и патента США №4204316, кл. Н 01 С 3/18, 1980 г.
К недостаткам электронагревателей следует отнести нарушение структуры нитяного рестивного элемента при изготовлении из неметаллического материала, состоящего из волокон, смещение из заданного положения, в том числе нитяного резистивного элемента из металлического материала при прессовании. При этом наблюдаются соответственно либо разрывы волокон нити резистивного элемента, либо искривление нити в результате текучести и перераспределения полимерного связующего под давлением прессования, что увеличивает разброс температурных характеристик по полю нагревателя, при разрывах нити снижает мощность электронагревателя, его надежность.
Наиболее ближайшими аналогами для пластинчатого электронагревателя и способа его изготовления, выбранными в качестве прототипа, является нагреватель и способ, описанные в патенте РФ №2064733.
Основной задачей разработки является создание пластинчатого электронагревателя, способа его изготовления, которые позволяли бы достичь стабилизированное положение намотанного нитяного резистивного элемента между электроизоляционными слоями покрытия.
Техническим результатом от использования пластинчатого электронагревателя является повышение надежности, уменьшение разброса температурных характеристик по теплоотдающим поверхностям электронагревателя, повышение качества изготовления и эффективности использования.
Поставленная задача решена и технический результат достигнут за счет изменения конструкции электронагревателя, его элементов, введение операций последовательного с достижением фиксированного расположения нитяного резистивного элемента не на заключительной стадии прессования пакета слоев, а на промежуточных операциях посредством частичного отверждения полимерного связующего с образованием фиксирующего поверхностного слоя.
Для этого, в пластинчатом электронагревателе, содержащем нитяной резистивный элемент и электроды с токоподводами, размещенные между электроизоляционными слоями покрытия из стеклоткани и полимерного связующего, один из электроизоляционных слоев покрытия выполнен из намотанного, плоско выправленного, оболочечного сегмента выпуклой радиусной кривизны с фиксированным расположением нитяного резистивного элемента и электродов с токоподводами по одной стороне поверхности, омоноличенной вместе с ними тонкослойной пленкой полимерного связующего, коагезинно соединенными и термостабилизированными с нанесенным другим плоским электроизоляционным слоем покрытия. Нитяной резистивный элемент может быть выполнен из металлического материала, например нихрома, или неметаллического материала, состоящего из волокон, линейной плотностью 50-500 текс с удельным омическим сопротивлением 0,025-150 кОм/м.
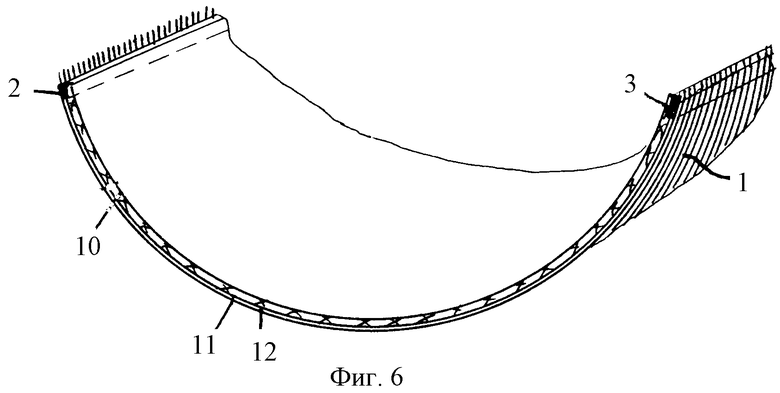
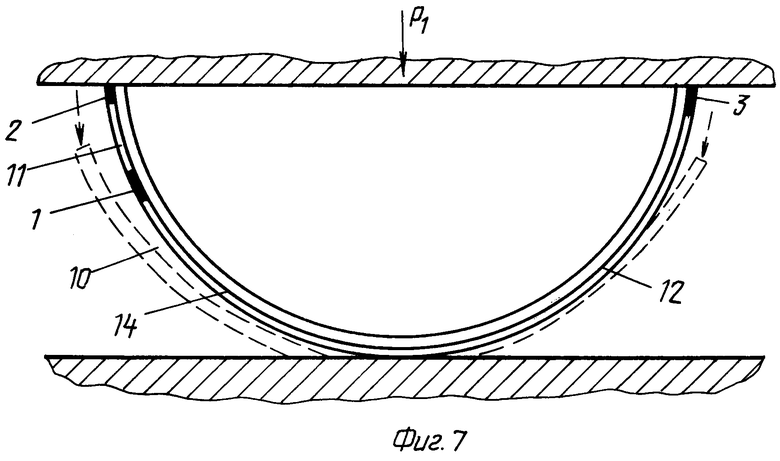
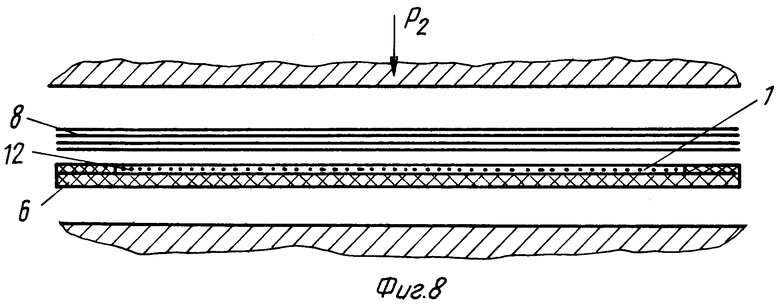
В способе изготовления пластинчатого электронагревателя, включающем намотку под натяжением по спирали нитяного резистивного элемента с подсоединением его к электродам с токоподводами, формирование электроизоляционных слоев покрытия из стеклоткани и полимерного связующего и прессование пакета слоев под плитами пресса, один из электроизоляционных слоев покрытия из стеклоткани, пропитанной полимерным связующим, наматывают на цилиндрическую оправку, в виде с оболочки выпуклой радиусной кривизны, закрепляют на ней с параллельным расположением между собой электроды с токоподводами с ориентацией их вдоль ее образующих, наматывают поверх нитяной резистивный элемент, частично отверждают оболочку с образованием на ней тонкого слоя полимерного связующего, омоноличивающего и надежно фиксирующего нитяной резистивный элемент в сформированном положении, разрезают оболочку между электродами с пересечением витков нитяного резистивного элемента, снимают с оправки в виде криволинейного сегмента выпуклой радиусной кривизны, выпрямляют его под плитами пресса, накладывают недостающие слои стеклоткани, пропитанные полимерным связующим, покрытия с противоположной стороны нитяного резистивного элемента и прессуют весь пакет слоев.
Отличительными особенностями пластинчатого электронагревателя являются следующие признаки:
- выполнение одного из электроизоляционных слоев покрытия из намотанного, плоско выправленного, оболочечного сегмента выпуклой радиусной кривизны,
- фиксированное расположение нитяного резистивного элемента и электродов с токоподводами по одной стороне поверхности этого электроизоляционного слоя посредством омоноличивающей вместе с ними тонкослойной пленкой полимерного связующего,
- коагезионное соединение и термостабилизированное положение с нанесенным другим плоским электроизоляционным слоем покрытия,
- возможность выполнения нитяного резистивного элемента из металлического материала, например нихрома, или неметаллического материала, состоящего из волокон, линейной плотностью 50-500 текс с удельным омическим сопротивлением 0,025-140 кОм/м.
Отличительными особенностями способа изготовления пластинчатого электронагревателя являются следующие признаки:
- один из электроизоляционных слоев покрытия наматывают стеклотканью, пропитанной полимерным связующим, на цилиндрическую оправку, в виде оболочки выпуклой радиусной кривизны,
- закрепление на ней с параллельным расположением между собой электродов с токоподводами с ориентацией их вдоль ее образующих,
- намотка поверх оболочки нитяного резистивного элемента,
- частичное отверждение оболочки,
- образование на оболочке тонкого слоя полимерного связующего, омоноличивающего и надежно фиксирующего нитяной резистивный элемент в сформированном положении,
- разрезание оболочки между электродами с пересечением витков нитяного резистивного элемента,
- снятие оболочки с оправки в виде криволинейного сегмента выпуклой радиусной кривизны,
- выпрямление криволинейного элемента под плитами пресса,
- накладывание недостающих слоев стеклоткани, пропитанных полимерным связующим, покрытия с противоположной стороны нитяного резистивного элемента,
- последующее прессование пакета всех слоев.
Указанные отличительные признаки пластинчатого электронагревателя и способа его изготовления являются существенными, так как каждый из них соответственно в отдельности и совместно направлен на решение поставленной задачи и достижение нового технического результата. В пластинчатом электронагревателе нитяной резистивный элемент выполнен с фиксированным расположением омоноличенной тонкой пленкой полимерного связующего по одной стороне поверхности одного из электроизоляционных слоев покрытия, коагезионно соединенными с другим слоем покрытия. Это стало возможным благодаря изготовлению одного из электроизоляционных слоев покрытия намоткой на цилиндрическую оправку с последующей намоткой на оболочку нитяного резистивного элемента, частичного отверждения оболочки. Намотка нитяного резистивного элемента на плоский электроизоляционный слой и последующее прессование пакета слоев по прототипу не обеспечивает надежное расположение к фиксацию витков нитяного резистивного элемента по траекториям намотки, наблюдается их смещение, передавливание, разрушение в случае применения нитяного резистивного элемента из неметаллического материала. Частичное отверждение оболочки по новому способу позволяет распрямлять полученный из нее сегмент между плитами пресса без нарушения его зафиксированного положения, не происходит передавливания, перекосов, сдвига витков нитяного резистивного элемента при прессовании пакета всех слоев, что является важным. Такие существенные признаки пластинчатого электронагревателя и способа его изготовления позволяет получать высокоэффективные изделия с нитяным резистивным элементом как из металлического, так и неметаллического материалов.
Указанные отличительные существенные признаки являются новыми, так как их использование в известном уровне техники, аналогах и прототипе, не обнаружено, что позволяет характеризовать предложенную совокупность существенных признаков пластинчатого электронагревателя и способа его изготовления соответствием критерию "новизна".
Единая совокупность новых существенных признаков с общими известными существенными признаками по пластинчатому электронагревателю и способу его изготовления позволяет решить поставленную задачу и достичь новый технический результат, что характеризует новое техническое решение существенными отличиями от известного уровня техники, аналогов и прототипа. Новое техническое решение является результатом опытно-экспериментальных работ, поиска новых эффективных приемов изготовления пластинчатых электронагревателей, обеспечивающих повышение их качества, творческого вклада, получено без использования стандартных подходов или рекомендаций в данной области техники, является неочевидным и оригинальным, по электронагревателю и способу соответствует критерию "изобретательский уровень".
Сущность изобретения поясняется чертежами.
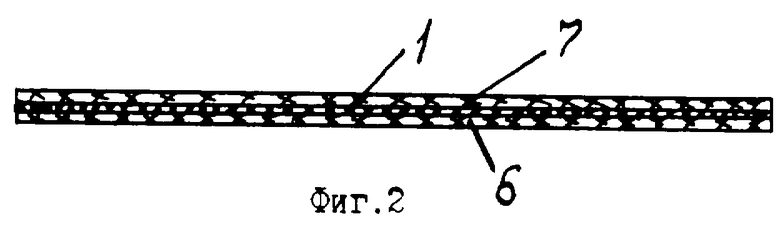
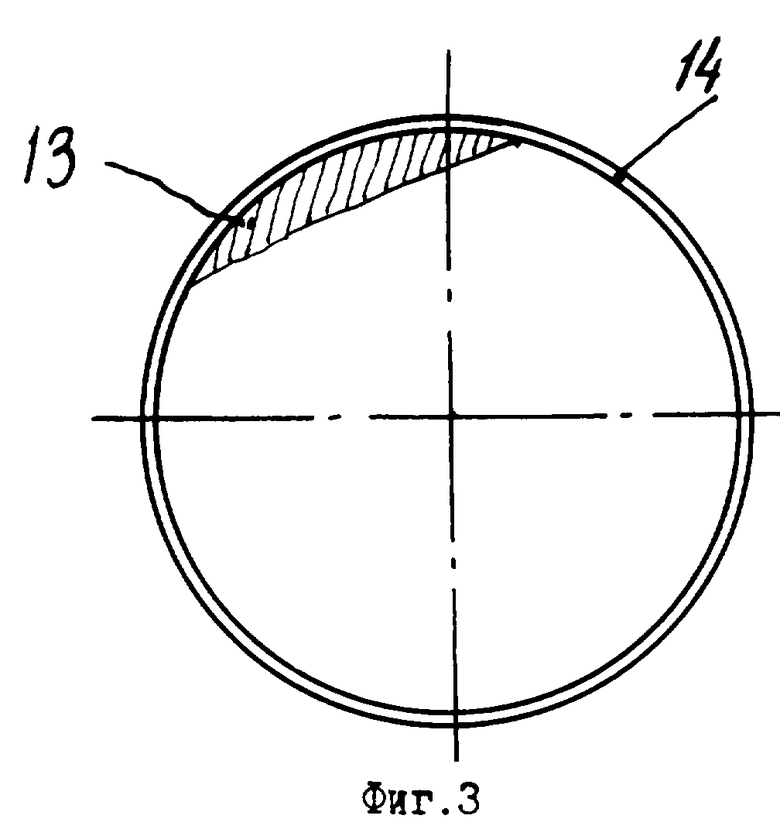
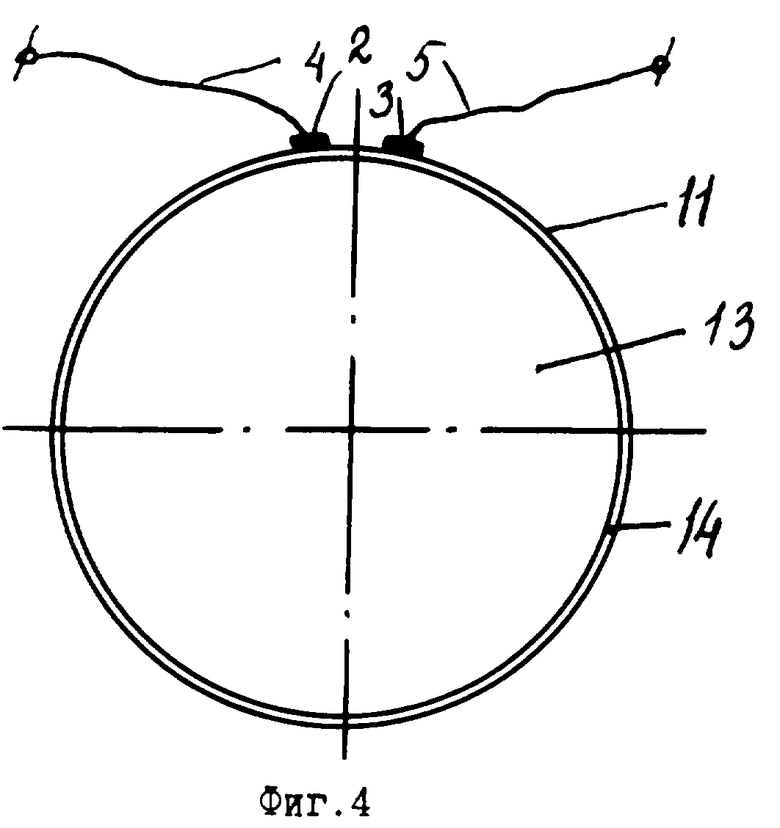
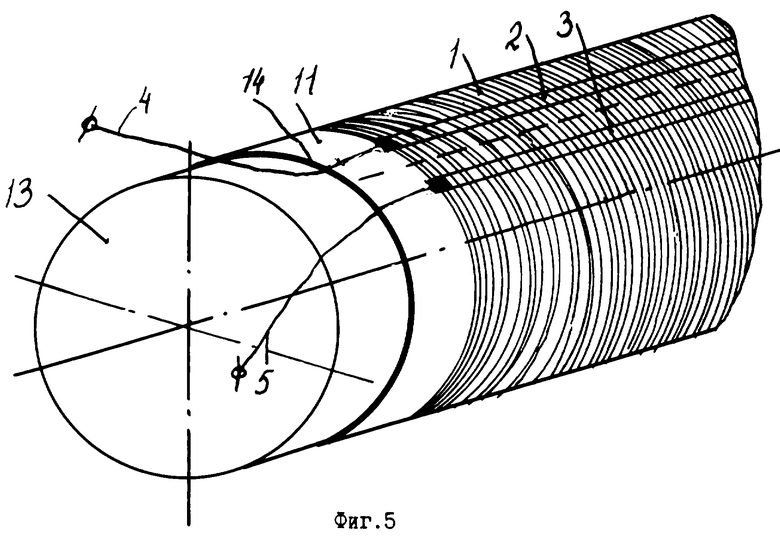
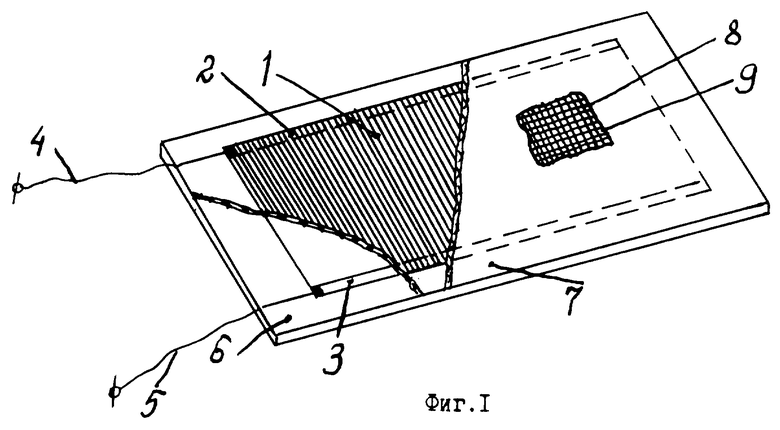
На фиг.1 представлен общий вид пластинчатого электронагревателя с показом его электроизоляционных слоев покрытия, нитяного резистивного элемента с электродами и токоподводами, в изометрии; на фиг.2 представлено поперечное сечение пластинчатого электронагревателя; на фиг.3 - один из электроизоляционных слоев покрытия в виде оболочки, намотанной на цилиндрической оправке; на фиг.4 - схема закрепления электродов с токоподводами на оболочке; на фиг.5 - схема фиксированного расположения нитяного резистивного элемента на частично отвержденной оболочке; на фиг.6 - криволинейный сегмент выпуклой радиусной кривизны, полученный из частично отвержденной оболочки; на фиг.7 - схема распрямления криволинейного элемента под плитами пресса; на фиг.8 - схема прессования пакета всех слоев.
Более подробнее описание сущности изобретения с показом позиций на чертежах и перечислением операций, их последовательностью, указанием режимов состоит в следующем.
Пластинчатый электронагреватель (фиг 1) содержит нитяной резистивный элемент 1 и электроды 2, 3 с токоподводами 4, 5, размещенные между электроизоляционными слоями 6, 7 покрытия из стеклоткани 8 и полимерного связующего 9. Один из электроизоляционных слоев, например слой 6 покрытия выполнен из намотанного, плоско выправленного, оболочечного сегмента 10 выпуклой радиусной кривизны с фиксированным расположением нитяного рестивного элемента 1 и электродов 2, 3 с токоподводами 4, 5 по одной стороне поверхности 11, омоноличенной вместе с ними тонкослойной пленкой 12 полимерного связующего 9, коагезионно соединенными и термостабилизированными с нанесенным другим электроизоляционным слоем 7 покрытия. Нитяной резистивный элемент 1 может быть выполнен из металлического или неметаллического материала, например соответственно нихрома или углеродных жгутов линейной плотностью 50-50 текс с удельным омическим сопротивлением 0,025-140 кОм/м.
Способ изготовления пластинчатого электронагревателя (фиг.1) включает намотку под натяжением по спирали нитяного резистивного элемента 1 с подсоединением его к электродам 2, 3 с токоподводами 4, 5, формирование электроизоляционных слоев 6, 7 покрытия из стеклоткани 8 и полимерного связующего 9 и прессование пакета слоев 6, 7 под плитами пресса. Один из электроизоляционных слоев покрытия, например 6, наматывают стеклотканью 8, пропитанной полимерным связующим 9, на цилиндрическую оправку 13, в виде оболочки 14 выпуклой радиусной кривизны, закрепляют на ней с параллельным расположением между собой электродов 2, 3 с токоподводами 4, 5 с ориентацией их вдоль ее образующих, наматывают поверх нитяной резистивный элемент 1, частично отверждают оболочку 14 с образованием на ней тонкого слоя пленки 12 полимерного связующего 9, омоноличивающего и надежно фиксирующего нитяной резистивный элемент 1, разрезают оболочку 14 между электродами 4, 5 с пересечением витков нитяного резистивного элемента 1, снимают с оправки 13 в виде криволинейного сегмента 10 выпуклой радиусной кривизны, выпрямляют его под плитами пресса, накладывают недостающие слои 7 стеклоткани 8, пропитанной полимерным связующим 9, покрытия с противоположной стороны резистивного элемента 1 и прессуют пакет всех слоев.
Были изготовлены пластинчатые электронагреватели с электроизоляционными слоями 6, 7 покрытия из стеклоткани и полимерного эпоксисодержащего связующего. В качестве электродов использовалась медная тонкостенная полоса, нитяной резистивный элемент в одном случае изготавливался из нихромовой проволоки, в другом - из углеродных волокон. Токоподводы к электродам выполнялись из электрически изолированных проводников. Места соединения токоподводов с электродами выполнялись способом электропайки. Режим для частичного отверждения оболочки 14, намотанной на цилиндрическую оправку 13, предусматривал нагрев до температуры 80-100°С с выдержкой при этой температуре 50-60 минут при использовании полимерного эпоксисодержащего связующего. Режим для прессования плоского электронагревателя с окончательным формообразованием электроизоляционных слоев 2, 3 покрытия предусматривал нагрев с выдержкой при температуре 150-170°С в течение 2,5-3,5 часов с последующим равномерным охлаждением. Готовые электронагревательные элементы подвергались натурным испытаниям путем пропускания тока под напряжением 220 вольт с достижением температуры на поверхностях нагрева, равной 70-80°С. Разброс температуры по поверхностям нагрева не превышал ± 0,25°С. Срок службы электронагревателя при непрерывном нагреве составлял более 10 тыс.часов. Функционирование электронагревателя может осуществляться как в непрерывном, так в итеративных режимах. При этом соблюдается обязательное условие - между плоским электронагревателем и защитной теплоизолирующей стенкой, а также между плоским электронагревателем и тепловоспринимающими предметами должен быть соблюден технологический зазор не менее 50 мм.
Следует отметить, что могут быть различные варианты выполнения плоского электронагревателя в отношении формы, размеров и расположения отдельных элементов, если все это не выходит за пределы объема изобретения, изложенного в пунктах формулы.
Таким образом, предложенный плоский электронагреватель и способ его изготовления являются промышленно воспроизводимыми на существующем серийном оборудовании, соответствуют новизной технических решений и критерию "промышленная применимость", т.е. уровню изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКО-ПЛОСКОГО ЭЛЕКТРОНАГРЕВАТЕЛЯ | 2014 |
|
RU2602799C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКО-ПЛОСКОГО ЭЛЕКТРОНАГРЕВАТЕЛЯ | 2018 |
|
RU2710029C2 |
| ПЛОСКИЙ ЭЛЕКТРОНАГРЕВАТЕЛЬ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2006186C1 |
| ПЛОСКИЙ ЭЛЕКТРОНАГРЕВАТЕЛЬ | 1993 |
|
RU2064733C1 |
| Способ изготовления полимерного электронагревателя | 1978 |
|
SU782187A2 |
| ГИБКИЙ ЭЛЕКТРОНАГРЕВАТЕЛЬ | 1996 |
|
RU2094958C1 |
| ГИБКИЙ НАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2216130C2 |
| ГИБКИЙ НАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2234820C2 |
| ГИБКИЙ НАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ | 2008 |
|
RU2371886C1 |
| ЭЛЕКТРОНАГРЕВАТЕЛЬ И СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО НАГРЕВАТЕЛЬНОГО ЭЛЕМЕНТА ДЛЯ НЕГО | 2011 |
|
RU2483493C2 |
Изобретение относится к области электротермии и может быть использовано в плоских электронагревателях, содержащих нитяной резистивный элемент и наружные электроизоляционные слои покрытия. Пластинчатый электронагреватель (фиг.1) содержит нитяной резистивный элемент (1) и электроды (2, 3), размещенные между электроизоляционными слоями (6, 7) покрытия. Один из электроизоляционных слоев, например слой (6) покрытия выполнен из намотанного сегмента (10) выпуклой радиусной кривизны с фиксированным расположением нитяного резистивного элемента (1). Отличительными особенностями способа изготовления пластинчатого электронагревателя являются частичное отверждение оболочки, полученной при намотке и отверждении слоя (6) покрытия. Эффект от использования электронагревателя заключается в получении надежности и стабильности теплотехнических свойств при его применении. 8 ил.
Способ изготовления пластинчатого электронагревателя, включающий намотку под натяжением по спирали нитяного резистивного элемента с подсоединением его к электродам с токоподводами, формирование электроизоляционных слоев из стеклоткани и полимерного связующего и прессование пакета слоев под плитами пресса, отличающийся тем, что один из электроизоляционных слоев наматывают стеклотканью, пропитанной полимерным связующим, на цилиндрическую оправку, в виде оболочки, закрепляют на ней с параллельным расположением между собой электроды с токоподводами с ориентацией их вдоль ее образующих, наматывают нитяной резистивный элемент, частично отверждают оболочку с образованием на ней тонкого слоя полимерного связующего, омоноличивающего и надежно фиксирующего нитяной резистивный элемент в сформированном положении, разрезают оболочку между электродами с пересечением витков нитяного резистивного элемента, снимают оболочку с оправки, выправляют под плитами пресса, накладывают с противоположных сторон нитяного резистивного элемента недостающие слои стеклоткани, пропитанные полимерным связующим и прессуют весь пакет слоев.
| ПЛОСКИЙ ЭЛЕКТРОНАГРЕВАТЕЛЬ | 1993 |
|
RU2064733C1 |
| Способ изготовления плоского электронагревателя | 1986 |
|
SU1450141A1 |
| Способ изготовления плоского электронагревателя | 1988 |
|
SU1617669A1 |
| Способ изготовления плоского электронагревателя | 1988 |
|
SU1612381A1 |
| US 4204316 А, 27.05.1980. | |||

