Изобретение относится к области металлургии и может быть использовано при получении изделий с антикоррозионными покрытиями.
Известен способ обработки покрытий, в котором алюминиевое покрытие наносят на стальную основу и осуществляют термообработку [1] . Однако покрытие обладает низкими антикоррозионными свойствами в щелочной среде из-за присутствия на поверхности алюминиевого слоя.
Наиболее близким к предлагаемому способу является способ обработки покрытий, в котоpом алюминиевое покрытие наносят на стальную основу, уплотняют и осуществляют термообработку [2] . Однако несмотря на то, что показана более высокая коррозионная стойкость интерметаллидов по сравнению с алюминиевым покрытием при рН 5,5. . . 8,5, отсутствуют режимы деформации и термообработки, позволяющие полностью перевести алюминиевое покрытие определенной толщины и пористости в интерметаллиды.
Целью изобретения является повышение антикоррозионных свойств алюминиевого покрытия в средах с рН 5,5. . . 8,5.
Для достижения поставленной цели в описываемом способе последующей обработки напыленных алюминиевых покрытий, нанесенных на стальную основу, включающем уплотнение и термообработку, уплотнение осуществляют путем пластической деформации до начала пластической деформации основы, а термообработку ведут в течение времени, определяемом из соотношения
1/2h Tdτ (1) где hП - толщина алюминиевого покрытия, соответствующая началу пластической деформации основы, мкм;
Tdτ (1) где hП - толщина алюминиевого покрытия, соответствующая началу пластической деформации основы, мкм;
τ - время, необходимое для полного превращения алюминиевого покрытия в интерметаллиды, мин;
T - температура поверхности покрытия, оС;
П - пористость алюминиевого покрытия после его уплотнения до начала пластической деформации основы, % .
Уплотнение алюминиевого покрытия до начала деформации основы позволяет значительно понизить его пористость, а следовательно, уменьшить время термообработки, в течение которого происходит полное превращение алюминиевого покрытия в интерметаллиды. Термообработка покрытия в течение времени, определяемым из соотношения (1), позволяет полностью перевести алюминиевое покрытие определенной толщины и пористости в интерметаллиды, что значительно повышает его антикоррозионные свойства, т. е. обеспечивает достижение нового результата.
Уплотнение алюминиевого покрытия с обжатием меньшим, чем соответствующим началу пластической деформации основы, недопустимо из-за возможности наличия сквозной пористости покрытия, что приводит к коррозии стальной основы. Кроме того, из-за пористости покрытия увеличивается время термообработки. При обжатиях, соответствующих пластической деформации основы, сильное обжатие покрытия приводит к преобладанию самодиффузии над диффузией, что замедляет рост интерметаллидов. Увеличение времени термообработки приводит к интенсификации окисленных процессов на поверхности алюминиевого покрытия, что не обеспечивает полного перехода покрытия в интерметаллиды.
Термообработка в течение времени меньше, чем рассчитанного по соотношению (1), приводит к ухудшению антикоррозионных свойств покрытия из-за присутствия алюминиевого слоя на поверхности. Термообработка в течение времени более, чем рассчитанное по соотношению (1), также приводит к ухудшению антикоррозионных свойств покрытия из-за увеличения доли интерметаллических фаз, обладающих невысокими антикоррозионными свойствами. Также увеличивается число интерметаллических фаз на одном уровне по толщине, что ухудшает антикоррозионные свойства. Кроме того, увеличение времени термообработки приводит к перерасходу электроэнергии.
Зависимость для определения времени термообработки алюминиевого покрытия была получена на основании экспериментальных результатов.
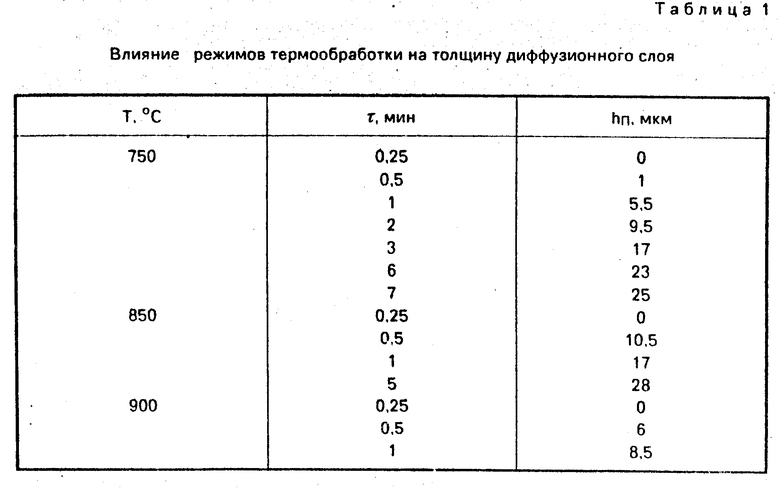
Проводили термообработку стальных заготовок с напыленным алюминиевым покрытием до начала пластической деформации основы по режимам, приведенным в табл. 1. Для каждого фиксированного времени термообработки из заготовки изготавливали шлиф, по которому определяли толщину оставшегося алюминиевого покрытия. По полученным данным определяли скорость превращения алюминиевого покрытия в интерметаллиды. Было установлено, что скорость превращения алюминиевого покрытия в интерметаллиды пропорциональна его температуре и обратно пропорциональна толщине перешедшего в интерметаллиды алюминиевого покрытия и его пористости, т. е.
Δhп)/Δτ= (a+bT)/[h
hП1 - толщина алюминиевого покрытия, перешедшая в интерметаллиды, мкм;
a, b - коэффициенты. Разделяя переменные в правой и левой частях и интегрируя их, получили: Tdτ
Tdτ 
В результате обработки приведенных экспериментальных данных с помощью регрессионного анализа получили коэффициенты a и b: a = -942,9; b = 1,32.
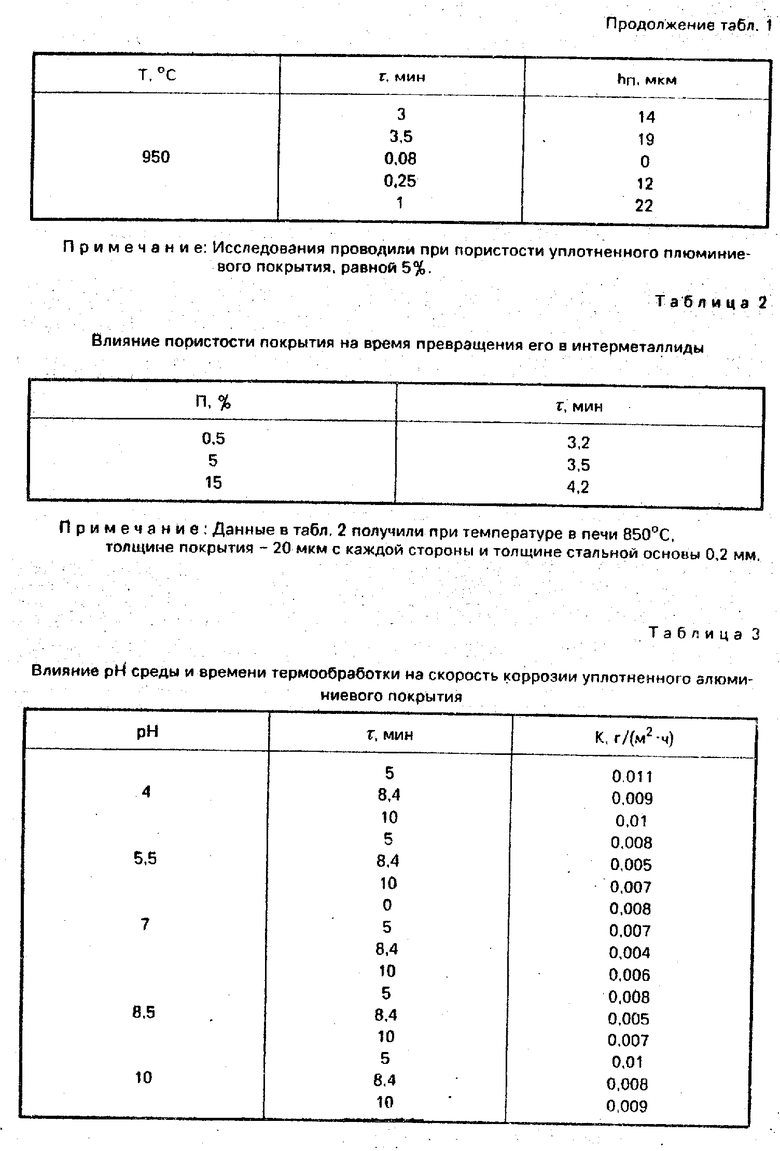
Поскольку начало пластической деформации основы соответствует различным обжатиям покрытия в каждом конкретном случае, то и пористость покрытия будет отличаться. Поскольку пористость покрытия влияет на время полного превращения покрытия в интерметаллиды, были проведены дополнительные экспериментальные исследования (табл. 2). В результате их математической обработки была внесена поправка в соотношение (2):
f(П) = 0,9 + 0,02 П (3) С учетом поправки (3) и значений коэффициентов a, b получили соотношение (1).
Экспериментальные исследования были проведены для толщины уплотненного покрытия 20. . . 150 мкм, пористости уплотненного покрытия 0,5. . . 15% и при температуре в печи 750. . . 950оС.
Описываемый способ осуществляется следующим образом. На стальную заготовку напыляют алюминиевое покрытие необходимой толщины. Осуществляют уплотнение покрытия до начала пластической деформации основы, которую устанавливают следующим образом: заготовку с покрытием пластически деформируют с малыми приращениями обжатия, например, относительное обжатие составляет 0,01. После каждого обжатия измеряют толщину покрытия с помощью толщиномера, например МТ-41НЦ, и суммарную толщину покрытия и основы, а толщину стальной основы вычисляют по их разности. Изменение толщины основы свидетельствует о начале ее пластической деформации. Определяют пористость уплотненного покрытия любым известным методом. По соотношению (1) с учетом известной зависимости температуры поверхности покрытия от времени нагрева определяют время, необходимое для полного превращения алюминиевого покрытия в интерметаллиды. Если известна аналитическая зависимость T= T (τ ), то интеграл в правой части соотношения (1) вычисляют в аналитическом виде. Если кривую нагрева заготовки трудно описать аналитической зависимостью, то от интегрирования переходят к суммированию. Термообработку осуществляют в течение времени, вычисляемом из соотношения (1).
П р и м е р 1. На стальную заготовку из стали 10 толщиной 2,0 мм напыляли алюминиевое покрытие стационарным металлизатором ЭМ-12М толщиной 30 мкм с каждой стороны. Заготовку с покрытием прокатывали на четырехвалковом реверсивном стане 320 с приращением относительного обжатия 0,01 от прохода к проходу. После каждого прохода измеряли толщину покрытия магнитным толщиномером МТ-41НЦ, а суммарную толщину покрытия и основы - микрометром. Толщину стальной основы определяли по разности суммарной толщины и толщины покрытия. Начало пластической деформации основы соответствовало обжатию покрытия, равному 33,3% , т. е. толщина покрытия составила 20 мкм. Пористость покрытия определяли методом гидростатического взвешивания. Она оказалась равной 5% . Термообработку покрытия проводили в печи с температурой 850оС. Кривая нагрева представлена на чертеже. Поскольку такую зависимость трудно описать аналитическим выражением, то интеграл в правой части соотношения (1) заменяли суммированием. Представляя значения Нп, П в соотношение (1), получили:
(1/2)×202×(0.9+0.02×5)= -942.9τ+1.32 TΔτ где Δ τ - малый интервал времени, в течение которого условно допускали, что температура поверхности покрытия не изменяется. Принимали Δ τ = 0,1 мин. В результате решения такого уравнения время полного превращения алюминиевого покрытия в интерметаллиды оказалось равным 8,4 мин.
TΔτ где Δ τ - малый интервал времени, в течение которого условно допускали, что температура поверхности покрытия не изменяется. Принимали Δ τ = 0,1 мин. В результате решения такого уравнения время полного превращения алюминиевого покрытия в интерметаллиды оказалось равным 8,4 мин.
Для сравнения термообработку проводили в печи типа KS 600/25 в течение времени, представленном в табл. 3. После термообработки проводили испытания заготовок на коррозию в морской атмосфере (рН 7) в течение 6 месяцев, а также в растворах HCl и Ca(OH)2 с дистиллированной воде (см. табл. 3). Требуемое рН определяли с помощью рН-метра. Термообработка в течение 5 мин привела к низким антикоррозионным свойствам; термообработка в течение 10 мин также привела к их ухудшению.
П р и м е р 2. На стальную заготовку из стали 3 толщиной 1,5 мм напыляли алюминиевое покрытие стационарным металлизатором ЭМ-12М толщиной 35 мкм с каждой стороны. Пластическое деформирование заготовки с покрытием, измерение толщины заготовки с покрытием и покрытия и определение пористости покрытия проводили аналогично примеру 1. Толщина покрытия, соответствующая началу пластической деформации основы, составила 20 мкм, а пористость покрытия - 5% . Термообработку проводили в печи с температурой 950оС. Кривую нагрева в интервале времени 0. . . 1,0 мин можно описать аналитическим выражением Т = = -810 τ2 + 1673 τ + 20, а в интервале времени 1,0. . . 5,0 мин - выражением Т = 16 τ + 867. Соотношение (1) примет вид:

В результате решения уравнения (4) получили τ = 2,54 мин, т. е. время полного превращения алюминиевого покрытия в интерметаллиды, обеспечивающее его высокие антикоррозионные свойства в средах с рН 5,5. . . 8,5.
Следовательно, термообработка алюминиевых газотермических покрытий в течение времени, вычисляемым из соотношения (1), позволяет получить высокие антикоррозионные свойства в средах с рН 5,5. . . 8,5 при минимальном расходе электроэнергии. (56) Рябов В. Р. Алитирование стали. М. : Металлургия, 1973, с. 238.
Виткин А. И. и Тейн И. И. Металлические покрытия листовой и полосовой стали. М. : Металлургия, 1971, с. 434-436.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПЛОТНЕНИЯ АЛЮМИНИЕВОГО ГАЗОТЕРМИЧЕСКОГО ПОКРЫТИЯ | 1992 |
|
RU2031971C1 |
| СПОСОБ ОБРАБОТКИ МЕДНОГО ГАЗОТЕРМИЧЕСКОГО ПОКРЫТИЯ | 1993 |
|
RU2063469C1 |
| СПОСОБ ПОДГОТОВКИ СТАЛЬНОЙ ПОЛОСЫ ДЛЯ ПОЛУЧЕНИЯ ЭЛЕКТРОСВАРНЫХ ТРУБ С АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2002 |
|
RU2214877C1 |
| Способ нанесения алюминиевого газотермического покрытия | 1990 |
|
SU1791464A1 |
| Способ подготовки стальной полосы для формовки труб с антикоррозионным покрытием | 1991 |
|
SU1807902A3 |
| Способ получения полосы с алюминиевым газотермическим покрытием | 1990 |
|
SU1750755A1 |
| Способ обработки алюминиевых покрытий | 1989 |
|
SU1730194A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГАЗОТЕРМИЧЕСКИХ ПОКРЫТИЙ | 1994 |
|
RU2063470C1 |
| Способ обработки алюминиевых газотермических покрытий | 1989 |
|
SU1731864A1 |
| Способ прокатки стальных полос с односторонним алюминиевым газотермическим покрытием | 1989 |
|
SU1708453A1 |
Использование: изобретение относится к области метуллургии и может быть использовано при получении изделий с антикоррозионными покрытиями. Сущность изобретения: в способе получения антикоррозионных покрытий для работы преимущественно в средах с pH 5,5 . . . 8,5, в котором алюминиевое покрытие наносят на стальную основу, пластически деформируют и осуществляют термообработку, покрытие уплотняют до начала пластической деформации основы, а термообработку проводят в течение времени, определяемом из соотношения  , где hп - толщина алюминиевого покрытия, соответствующая началу пластической деформации основы, мкм; τ - время, необходимое для полного превращения алюминиевого покрытия в интерметаллиды, мин; Т - температура поверхности покрытия, С; П - пористость алюминиевого покрытия после его уплотнения до начала пластической деформации основы, % . 1 ил. , 3 табл.
, где hп - толщина алюминиевого покрытия, соответствующая началу пластической деформации основы, мкм; τ - время, необходимое для полного превращения алюминиевого покрытия в интерметаллиды, мин; Т - температура поверхности покрытия, С; П - пористость алюминиевого покрытия после его уплотнения до начала пластической деформации основы, % . 1 ил. , 3 табл.
СПОСОБ ПОСЛЕДУЮЩЕЙ ОБРАБОТКИ НАПЫЛЕННЫХ АЛЮМИНИЕВЫХ ПОКРЫТИЙ нанесенных на стальную основу, включающий уплотнение и термообработку, отличающийся тем, что, с целью повышения их антикоррозионных свойств в средах с рН 5,5 - 8,5 за счет превращения в интерметаллиды, уплотнение осуществляют путем пластической деформации до начала пластической деформации основы, а термообработку ведут в течение времени, определяемого из соотношения
1/2h Tdτ,
Tdτ,
где hn - толщина алюминиевого покрытия, соответствующая началу пластической деформации основы, мкм;
τ - время, необходимое для полного превращения алюминиевого покрытия в интерметаллиды, мин;
T - температура поверхности покрытия, oС;
П - пористость алюминиевого покрытия после его уплотнения до начала пластической деформации основы, % .
