Изобретение относится к технике нанесения покрытий способом электрофореза, в частности к способам нанесения полимерных покрытий на металлические поверхности, и может найти применение для защитной или декоративной окраски металлических изделий любой конфигурации.
Известен способ нанесения полимерного покрытия на металлическую поверхность, при котором производят электрофоретическое нанесение слоя водоразбавляемой полимерной краски на металлическую поверхность металлического изделия [1] .
Недостаток известного способа состоит в том, что он не позволяет обеспечить высокую адгезию полимерного покрытия к металлической поверхности металлического изделия.
Наиболее близким к заявляемому техническому решению является способ нанесения полимерного покрытия на металлическую поверхность, включающий подготовку металлической поверхности металлического изделия, предварительную промывку металлической поверхности водой, электрофоретическое нанесение слоя водоразбавляемой полимерной краски на металлическую поверхность, дополнительную промывку водой слоя водоразбавляемой полимерной краски и отверждение нанесенного слоя водоразбавляемой полимерной краски его термической обработкой [2] .
Недостаток подобного способа нанесения полимерного покрытия на металлическую поверхность состоит в значительной сложности и длительности процесса нанесения полимерного покрытия и в значительном потреблении энергии при большой возможности ухудшения экологической чистоты. При известном способе нанесения полимерного покрытия отверждение слоя водоразбавляемой полимерной краски производят термической обработкой нанесенного слоя водоразбавляемой полимерной краски в течение интервала времени, равного нескольким десяткам минут, при температуре до 200оС. Подготовку металлической поверхности в известном способе осуществляют ее химической обработкой различными реактивами, что вынуждает использовать при промывке металлической поверхности подогретую и обессоленную воду. Химическая обработка металлической поверхности и ее последующая промывка водой занимают значительное время и сложны в исполнении из-за необходимости применения громоздких агрегатов химической обработки и промывки водой. Использование химических реактивов затрудняет также возможность обеспечения экологической чистоты. Кроме того, даже тщательная промывка металлической поверхности водой не исключает возможность того, что перед нанесением слоя водоразбавляемой полимерной краски в порах металлической поверхности остаются загрязненные микроучастки и пузырьки воздуха. Последнее приводит к нарушению однородности полимерного покрытия, вызываемому ухудшением адгезии слоя водоразбавляемой полимерной краски к металлической поверхности и выделением пузырьков воздуха. При этом нарушение однородности полимерного покрытия увеличивается с повышением температуры термической обработки в процессе отверждения нанесенного слоя водоразбавляемой полимерной краски.
Целью изобретения является ускорение и упрощение процесса нанесения полимерного покрытия и экологической чистоты.
С этой целью в способе нанесения полимерного покрытия на металлическую поверхность, включающую подготовку металлической поверхности металлического изделия, промывку металлической поверхности водой, электрофоретическое нанесение слоя водоразбавляемой полимерной краски на металлическую поверхность, промывку нанесенного слоя водоразбавляемой полимерной краски и отверждение нанесенного слоя водоразбавляемой полимерной краски термической обработкой, подготовку металлической поверхности осуществляют ее термической обработкой при 300-450оС в течение 1,5-3,5 мин, при промывке водой металлической поверхности производят охлаждение слоев металлического изделия под металлической поверхностью до 10-25оС, а термическую обработку нанесенного слоя водоразбавляемой полимерной краски при отверждении осуществляют в течение 1,5-3,5 мин при 250-350оС, причем после отверждения нанесенного слоя водоразбавляемой полимерной краски производят его охлаждение в течение 1,5-3,5 мин водой или струей воздуха до 10-25оС.
Нанесение полимерного покрытия на металлическую поверхность согласно предлагаемому способу происходит следующим образом.
Металлическую деталь, на металлическую поверхность которой необходимо нанести полимерное покрытие, помещают в термокамеру. В термокамере производят подготовку металлической поверхности металлической детали термической обработкой при 300-450оС в течение 1,5-3,5 мин. При этом преимущественно термическую обработку металлической поверхности осуществляют при 380оС в течение 2 мин. Кроме того, термическую обработку металлической поверхности можно осуществлять при 300оС в течение 3,5 мин и при 450оС в течение 1,5 мин. Термическая обработка обеспечивает очищение металлической поверхности металлического изделия, в частности полностью освобождает поры металлической поверхности от загрязнений, влаги и пузырьков воздуха. Кроме того, термическая обработка уменьшает неравновесность структурного состояния слоев металлической детали под металлической поверхностью. Если термическую обработку производить при температуре ниже 300оС и в течение интервала времени меньше 1,5 мин, то не обеспечивается достаточное очищение металлической поверхности от загрязнений. Если термическую обработку производить при температуре выше 450оС и в течение интервала времени больше 3,5 мин, то увеличивается возможность нарушения структуры слоев металлического изделия под металлической поверхностью.
По окончании термической обработки металлической поверхности металлического изделия производят ее промывку водой. При этом в процессе промывки водой металлической поверхности осуществляют охлаждение слоев металлического изделия под металлической поверхностью до 10-25оС в течение 1,5-3,5 мин. При этом преимущественно охлаждение ведут до 20оС в течение 2 мин. Если охлаждение вести до температуры выше 25оС, то появляется возможность сворачивания водоразбавляемой полимерной краски, наносимой на металлическую поверхность. При охлаждении до температуры ниже 10оС увеличиваются затраты энергии на охлаждение. Охлаждение в течение интервала времени менее 1,5 мин не позволяет обеспечить охлаждение до заданной температуры. Охлаждение в течение более 3,5 мин приводит к неоправданной потере времени. Промывку и охлаждение осуществляют в ванне охлаждения и промывки, в которую опускают металлическое изделие. При этом промывку и охлаждение производят холодной водой из водопровода без дополнительной ее очистки.
После промывки и охлаждения на металлическую поверхность путем электрофореза наносят слой водоразбавляемой полимерной краски, например эмали В-ФЛ-1199"Э" (ТУ 6-10-1891-83) или грунта В-КФ-093. Электрофоретическое нанесение слоя водоразбавляемой полимерной краски осуществляют в ванне окраски, заполненной раствором водоразбавляемой полимерной краски, при напряжении 40-240 В и при температуре 10-25оС в течение 1-2 мин. При этом напряжение, температура и время нанесения зависят от типа водоразбавляемой полимерной краски и от размеров металлического изделия. Если в качестве водоразбавляемой полимерной краски используют эмаль В-ФЛ-1199"Э", то анодное электроосаждение ее слоя на металлическую поверхность производят при напряжении 60 В, и при температуре раствора, равной 22оС, в течение 2 мин.
По окончании нанесения слоя водоразбавляемой полимерной краски производят его промывку водой при 15-25оС в течение 1,5-3,5 мин, например при 20оС в течение 2 мин.
После промывки слоя водоразбавляемой полимерной краски производят его отверждение термической обработкой. При этом термическую обработку нанесенного слоя водоразбавляемой полимерной краски при отверждении осуществляют в термокамере в течение 1,5-3,5 мин при 250-350оС. При этом преимущественно термическую обработку нанесенного слоя водоразбавляемой полимерной краски осуществляют при 290оС в течение 2,5 мин. Кроме того, термическую обработку нанесенного слоя водоразбавляемой полимерной краски можно осуществлять при 250оС в течение 3,5 мин и при 350оС в течение 1,5 мин. Если термическую обработку производить при температуре ниже 250оС и в течение интервала времени менее 1,5 мин, то не обеспечивается полное отверждение слоя водоразбавляемой полимерной краски. Если термическую обработку производить при температуре выше 350оС и в течение интервала времени более 3,5 мин, то происходит увеличение хрупкости отвержденного слоя водоразбавляемой полимерной краски.
После отверждения нанесенного слоя водоразбавляемой полимерной краски производят его охлаждение в течение 1,5-3,5 мин водопроводной водой или струей холодного воздуха до 10-25оС. При этом преимущественно охлаждение осуществляют в течение 2 мин до 20оС. Охлаждение в течение интервала времени более 3,5 мин и до температуры более 25оС не позволяет получить требуемые физико-механические свойства полимерного покрытия. Охлаждение в течение интервала времени менее 1,5 мин и до температуры менее 10оС требует недопустимо больших затрат энергии на процесс охлаждения.
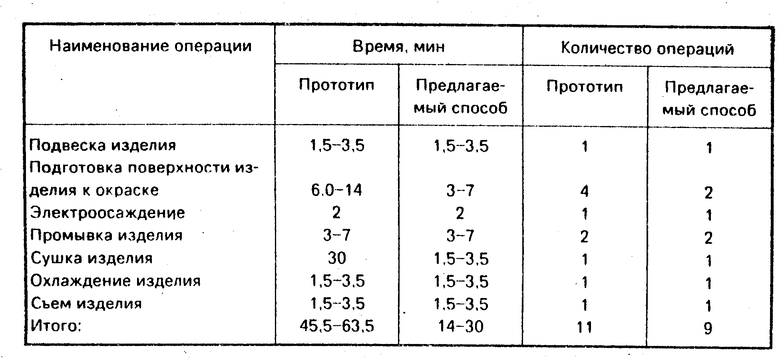
Предлагаемый способ обеспечивает ускорение процесса нанесения полимерного покрытия за счет сокращения количества операций и улучшения их суммарного времени по сравнению с прототипом, что видно из таблицы.
Анализируя таблицу, видно, что количество операций и время нанесения покрытия в предлагаемом способе меньше, чем в прототипе.
Изобретение может быть использовано для нанесения полимерного покрытия на поверхность изделий из любых металлов или металлических сплавов, например стали, алюминия, силумина.
Технико-экономическая эффективность предлагаемого способа нанесения полимерного покрытия на металлическую поверхность связана с ускорением и упрощением процесса нанесения полимерного покрытия. Последнее при прочих равных условиях позволяет уменьшить стоимость нанесения полимерного покрытия на металлическую поверхность по сравнению с нанесением полимерного покрытия известными способами. (56) 1. Авторское свидетельство СССР N 638644, кл. С 25 D 13/06, 1977.
2. Авторское свидетельство СССР N 924184, кл. С 25 D 13/06, 1980.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ПОЛИМЕРНОГО ЗАЩИТНОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ПАТРОННОЙ ГИЛЬЗЫ | 2010 |
|
RU2420611C1 |
| ПАТРОННАЯ ГИЛЬЗА | 2010 |
|
RU2412424C1 |
| Способ обработки деталей из железоуглеродистых сплавов | 1988 |
|
SU1548262A1 |
| АНТИКОРРОЗИОННОЕ ЗАЩИТНОЕ ПОЛИМЕРНОЕ ПОКРЫТИЕ И СПОСОБ ЕГО НАНЕСЕНИЯ НА ПОВЕРХНОСТЬ СТАЛЬНОЙ ГИЛЬЗЫ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2439114C1 |
| Способ приготовления носителя жесткой сотовой структуры для катализатора окисления окиси углерода | 1980 |
|
SU923588A1 |
| СПОСОБ НАНЕСЕНИЯ АНТИАДГЕЗИОННОГО ПОКРЫТИЯ НА ХЛЕБОПЕКАРНЫЕ ФОРМЫ | 2011 |
|
RU2463790C1 |
| БИОЦИДНАЯ ПОРОШКОВАЯ КОМПОЗИЦИЯ | 2017 |
|
RU2700876C2 |
| ПОЛИМЕРНАЯ ПОРОШКОВАЯ КОМПОЗИЦИЯ ДЛЯ СУПЕРГИДРОФОБНОГО ПОКРЫТИЯ И СПОСОБ ПОЛУЧЕНИЯ СУПЕРГИДРОФОБНОГО ПОКРЫТИЯ | 2013 |
|
RU2547754C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛАКОВОГО ПОКРЫТИЯ ПРЕИМУЩЕСТВЕННО НА ПУЛЯХ СТРЕЛОВИДНОЙ ФОРМЫ | 2010 |
|
RU2441047C1 |
| СПОСОБ ВЫРАБОТКИ КОЖ ДЛЯ ВЕРХА ОБУВИ ИЗ СПИЛКА | 1993 |
|
RU2039834C1 |
Использование: для нанесения полимерного покрытия на металлические изделия. Сущность изобретения: подготовку металлической поверхности осуществляют ее термической обработкой при 300 - 350С в течение 1,5 - 3,5 мин, при промывке водой металлической поверхности производят охлаждение металлического изделия до 10 - 25С, а термическую обработку нанесенного электрофорезом слоя водоразбавляемой полимерной краски при отверждении осуществляют в течение 1,5 - 3 - 5 мин при 250 - 350С. 1 табл.
СПОСОБ НАНЕСЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ПОВЕРХНОСТЬ, включающий подготовку поверхности, промывку водой, электрофоретическое нанесение слоя водоразбавляемой полимерной краски и отверждение нанесенного слоя термической обработкой, отличающийся тем, что, с целью ускорения и упрощения процесса и повышения экологической чистоты, подготовку поверхности осуществляют термической обработкой при 300 - 450oС в течение 1,5 - 3,5 мин, при промывке водой изделие охлаждают до 10 - 25oС, а термическую обработку осуществляют в течение 1,5 - 3,5 минут при 250 - 350oС, после чего слой краски охлаждают в течение 1,5 - 3,5 мин водой или струей воздуха до 10 - 25oС.
