Изобретение относится к обработке металлов давлением, а именно к формообразованию оболочек, и может быть использовано для гибки сотовых панелей.
Известны способы формообразования обтяжкой обшивок и панелей, сущность которых состоит в том, что деформирование листовых заготовок осуществляют последовательным приложением растягивающих усилий и изгибающих моментов (1).
Недостаток - низкая точность изготовления сотовых панелей из-за их седловидности, возникающей при деформировании в результате краевого эффекта.
Наиболее близким техническим решением является способ гибки профилированных заготовок (2), деформирование заготовки инструментом "пуансон-матрица", один из элементов которого смонтирован с возможностью возвратно-поступательного перемещения, а другой - поворота, путем приложения к заготовке радиальных и растягивающих усилий.
Недостаток способа - получение только симметричных изделий, плоскоизогнутых.
Технический результат - расширение технологических возможностей за счет получения панелей сложной конфигурации и повышения качества.
Технический результат достигается за счет того, что в известном способе, включающем деформирование заготовки инструментом "пуансон-матрица", один из элементов которого смонтирован с возможностью возвратно-поступательного перемещения, а другой - поворота, путем приложения к заготовке радиальных и растягивающих усилий, перед началом деформации один конец заготовки фиксируют на элементе, имеющем возможность поворота, затем протягивают заготовку между пуансоном и матрицей с одновременным нагревом и приложением растягивающих усилий к внутренней поверхности заготовки в поперечном направлении по всей зоне приложения радиальных усилий.
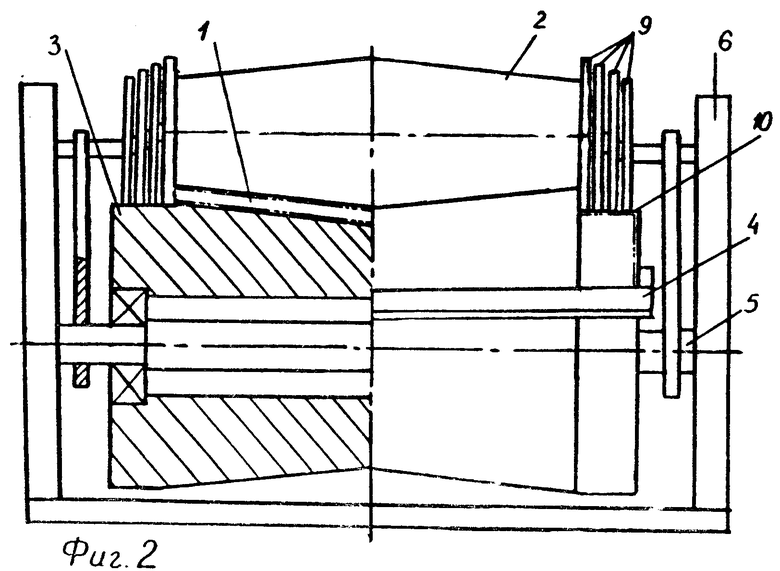
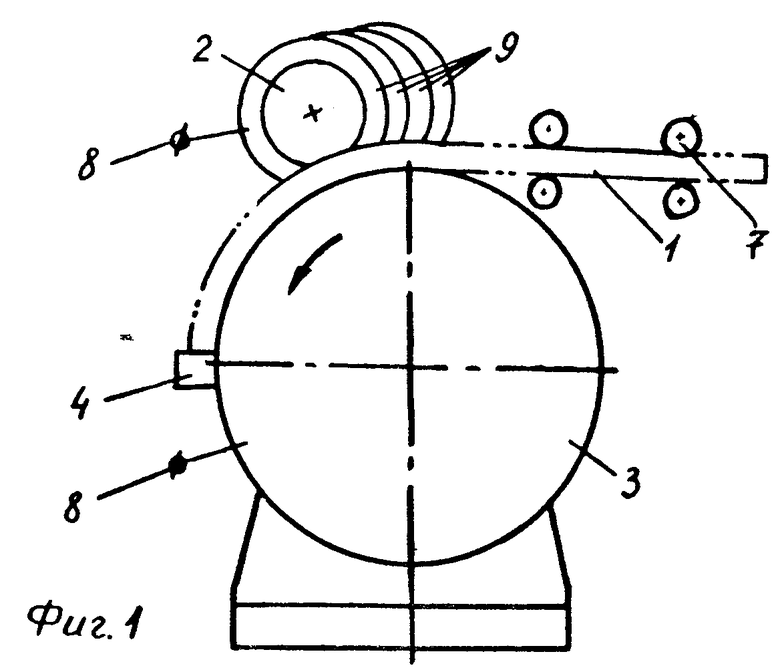
На фиг. 1 показана схема гибки профилированных заготовок, типы сотовых панелей; на фиг. 2 - устройство для гибки профилированных сотовых панелей, вид сбоку.
Способ гибки профилированных заготовок типа сотовых панелей 1, включающий деформирование заготовки (сотовой панели) инструментом "пуансон-матрица", один из элементов 2 которого смонтирован с возможностью возвратно-поступательного перемещения, а другой 3 - поворота, путем приложения к заготовке 1 радиальных и растягивающих усилий, Перед началом деформации один конец заготовки фиксируют прижимом 4 на элементе 3, установленном на оси 5, смонтированной в корпусе 6. Элемент 3 (матрица) имеет возможность поворота. Затем протягивают заготовку 1 через рольганг 7 между пуансоном 2 и матрицей 3 с одновременным нагревом нагревательным элементом 8 и приложением растягивающих усилий дисками 9 к внутренней поверхности 10 заготовки 1 в поперечном направлении по всей зоне приложения радиальных усилия.
П р и м е р (осуществление способа). Сотовую панель (сталь 12Х18Н10Т) подают сквозь рольганг 7 и фиксируют прижимом 3, после чего матрицу 2 прижимают к пуансону 3, установленному на оси 5, закрепленной в корпусе 6 с возможностью поворота. При этом диски 9, установленные совместно с матрицей 3, поочередно от края к центру прижимают внутреннюю поверхность 10 сотовой панели 1 к пуансону 2 по мере того, как матрица 3 прижимает сотовую панель 1 к пуансону 2 с одновременным включением нагревательного элемента 8. После чего сотовую панель 1 поворотом пуансона 2 вокруг оси 5 протягивают между матрицей 3 и пуансоном 2 до полного прохождения сотовой панели 1. Посредством прижима матрицы 3 к пуансону 2 сотовой панели 1 к последней прикладывают радиальные усилия. Поперечные усилия возникают в нижней обшивке при зажиме последней между дисками 9 и пуансоном 2 в процессе гибки.
По сравнению с прототипом предлагаемый способ позволяет получить сотовую панель сложной конфигурации с высоким качеством формования: по обшивкам и заполнителю. (56) Авторское свидетельство СССР N 494898, кл. В 21 D 7/08, 1981.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ СОТОВЫХ ПАНЕЛЕЙ ТЕРМОФИКСАЦИЕЙ | 1987 |
|
RU1557781C |
| СПОСОБ ГИБКИ ЗАГОТОВОК | 1991 |
|
RU2015773C1 |
| ОПРАВКА ДЛЯ ГИБКИ ТРУБ | 1986 |
|
RU1417281C |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ТРУБ | 1991 |
|
RU2026764C1 |
| СПОСОБ ГИБКИ ТРУБ | 1985 |
|
RU1302531C |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 1987 |
|
RU1466084C |
| ШТАМП ДЛЯ ФОРМОВКИ ТРУБЧАТЫХ ЗАГОТОВОК | 1989 |
|
RU1617748C |
| СПОСОБ ГИБКИ ПАТРУБКОВ С КРИВОЛИНЕЙНОЙ ОСЬЮ | 1988 |
|
RU1552449C |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТОНКОСТЕННЫХ ПАТРУБКОВ | 1989 |
|
RU1630120C |
| СПОСОБ ГИБКИ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 1989 |
|
RU1741344C |
Использование: обработка металлов давлением, в частности формообразование оболочек, гибка сотовых панелей. Сущность изобретения: деформирование заготовки осуществляют инструментом "пуансон-матрица", один из элементов которого смонтирован с возможностью возвратно-поступательного перемещения, а другой - поворота, путем приложения к заготовке радиальных и растягивающих усилий. Перед началом деформации один конец заготовки фиксируют на элементе, имеющем возможность поворота. Затем протягивают заготовку между пуансоном и матрицей с одновременным нагревом и приложением растягивающих усилий к внутренней поверхности заготовки в поперечном направлении по всей зоне приложения радиальных усилий. 2 ил.
СПОСОБ ГИБКИ ПРОФИЛИРОВАННЫХ ЗАГОТОВОК типа сотовых панелей, включающий деформирование заготовки инструментом пуансон - матрица, один из элементов которого смонтирован с возможностью возвратно-поступательного перемещения, а другой - поворота, путем приложения к заготовке радиальных и растягивающих усилий, отличающийся тем, что перед началом деформирования один конец заготовки фиксируют на элементе, имеющим возможность поворота, затем протягивают заготовку между пуансоном и матрицей с одновременным нагревом и приложением растягивающих усилий к внутренней поверхности заготовки в поперечном направлении по всей зоне приложения радиальных усилий.
