Изобретение относится к обработке металлов давлением, в частности к изготовлению элементов трубопровода раздачей.
Известно устройство для гибки тонкостенных патрубков раздачей, содержащее установленные в корпусе штангу с рогообразной оправкой в виде секторной образующей, установленной с возможностью радиального перемещения относительно оси конического сердечника, механизмы возвратно-поступательного перемещения штанги и подачи заготовок на оправку.
Недостатком известного устройства является использование ручного привода для подачи заготовки в процессе ее обработки.
Известен штамп для калибровки концов труб, содержащий разжимной пуансон в виде секторной образующей, установленной с возможностью радиального перемещения относительно оси конического сердечника, связанного с приводом возвратно-поступательного перемещения (прототип).
Известное устройство позволяет осуществлять обработку труб на конечной длине, что значительно снижает его технологические возможности.
Цель изобретения - повышение КПД и расширение технологических возможностей за счет обработки длинномерных труб.
Поставленная цель достигается тем, что устройство, содержащее разжимной пуансон в виде секторов, установленных с возможностью радиального перемещения вокруг конического сердечника, связанного с приводом возвратно-поступательного осевого перемещения, снабжено дополнительным разжимным пуансоном, смонтированным соосно основному, и пружиной, размещенной между ними, при этом конический сердечник выполнен в виде двух усеченных конусов, неподвижно связанных меньшими основаниями.
Сущность заявляемого технического решения заключается в следующем.
Дополнительный пуансон в предлагаемом устройстве выполняет функцию по подаче заготовки и одновременной предварительной раздаче. При этом подача происходит при возвратном движении привода, представляющего собой холостой ход. Таким образом, использование холостого хода привода для одновременной подачи и предварительной раздачи повышает КПД устройства и упрощает его конструкцию.
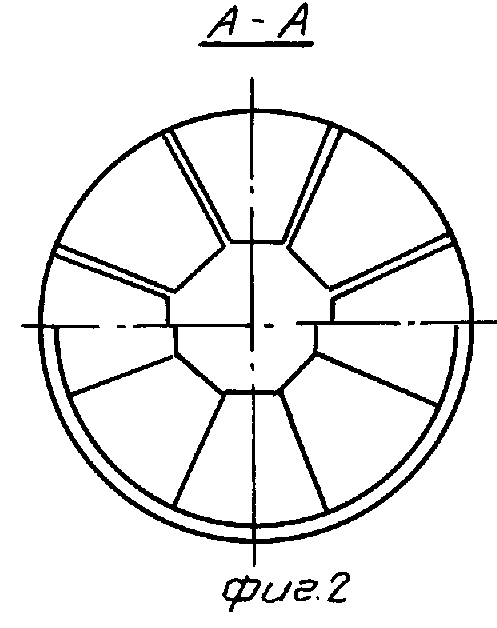
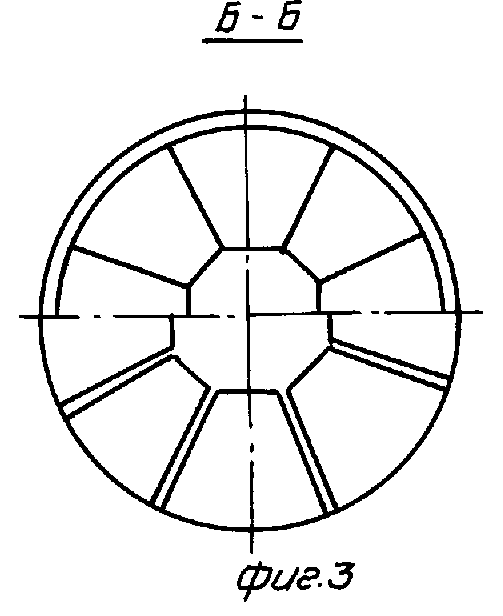
На фиг.1 изображен общий вид устройства (сверху от оси - в момент раздачи трубы, снизу - в момент подачи трубы); на фиг.2 - разрез А-А на фиг.1; на фиг.3 - разрез Б-Б на фиг.1.
Устройство для раздачи труб содержит разжимные пуансоны раздачи 1 и подачи 2, выполненные в виде секторов 3, 4, установленных с возможностью радиального перемещения вокруг оси сердечников 5, 6, имеющих коническую наружную поверхность и выполненных в виде усеченных конусов, соединенных меньшими основаниями. Конический сердечник 5 пуансона 1 большим основанием закреплен на штанге 7, установленной в направляющей 8 и связанной с ползуном 9 бесшатунного привода 10. Секторы 3, 4 пуансонов 1, 2 соединены пружиной 11 в осевом направлении.
Работа устройства осуществляется следующим образом.
Трубу 12 входным концом устанавливают на пуансоны 1, 2, располагая ее внутреннюю поверхность на секторах 4 пуансона подачи 2 и части секторов 3 пуансона раздачи 1, и включают бесшатунный привод 10. Ползун 9, перемещаясь поступательно, перемещает штангу 7 с коническим сердечником 5, 6 вправо, при этом секторы 3 радиально перемещаются в направлении от оси сердечника 5 к внутренней поверхности трубы 12, в зоне контакта осуществляется раздача последней, одновременно секторы 4 радиально перемещаются в направлении от внутренней поверхности трубы 12 к оси сердечника 6. Таким образом в момент раздачи участка трубы 12 пуансоном 1 между трубой и пуансоном 2 образуется зазор. При возвратном движении ползуна 9 штанга 7 конические сердечники 5, 6 перемещает влево, секторы 3 радиально перемещаются в направлении от внутренней поверхности трубы 12 к оси сердечника, пуансон 1 раздачу прекращает, секторы 4 пуансона 2 радиально перемещаются от оси сердечника 6 к внутренней поверхности трубы 12 до контакта с ней. По мере дальнейшего перемещения сердечников 5, 6 влево одновременно происходит предварительная раздача участка трубы 12, контактирующей внутренней поверхностью с секторами 4 пуансона 2, и перемещение всей заготовки влево, т.е. подача на шаг к пуансону 1 для последующей раздачи. Далее процесс повторяется. По достижении входным торцом трубы 12 концевого выключателя (не показан) привод 10 отключается.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ ТРУБ | 2005 |
|
RU2324564C2 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТОНКОСТЕННЫХ ПАТРУБКОВ | 1989 |
|
RU1630120C |
| РАЗЖИМНЫЙ ПУАНСОН | 1985 |
|
RU1334474C |
| СПОСОБ ГИБКИ ТРУБ | 1985 |
|
RU1302531C |
| СПОСОБ ГИБКИ ПРОФИЛИРОВАННЫХ ЗАГОТОВОК | 1991 |
|
RU2007241C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ПОЛОГО ИЗДЕЛИЯ | 1998 |
|
RU2156837C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ ДВОЙНОЙ КРИВИЗНЫ | 1998 |
|
RU2156836C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ШЕВРОННЫМИ ГОФРАМИ | 1990 |
|
RU2086326C1 |
| ФОТОЭЛЕКТРИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ ПОЛОЖЕНИЯ | 1990 |
|
RU1795706C |
| ОПРАВКА ДЛЯ ГИБКИ ТРУБ | 1986 |
|
RU1417281C |
Сущность изобретения: устройство содержит разжимные пуансоны раздачи 1 и подачи 2, выполненные в виде подпружиненных секторов 3,4, установленных на конусах сердечников 5 и 6, соединенных меньшими основаниями. Конус сердечника 5 большим основанием закреплен на штанге 7, связанной с ползуном 9 бесшатунного привода 10. При поступательном перемещении ползуна 9 секторы 3 контактируют с трубой 12. Пуансоном 1 осуществляется раздача соответствующего участка трубы. Секторы 4 выходят из контакта с трубой. При возвратном перемещении ползуна 9 секторы 3 выходят из контакта с трубой 12, а секторы 4 контактируют с соответствующим участком трубы 12 и по мере перемещения сердечника конуса 6 осуществляется одновременно подача трубы в сторону секторов 3 на шаг и предварительная раздача. Далее процесс повторяется. 3 ил.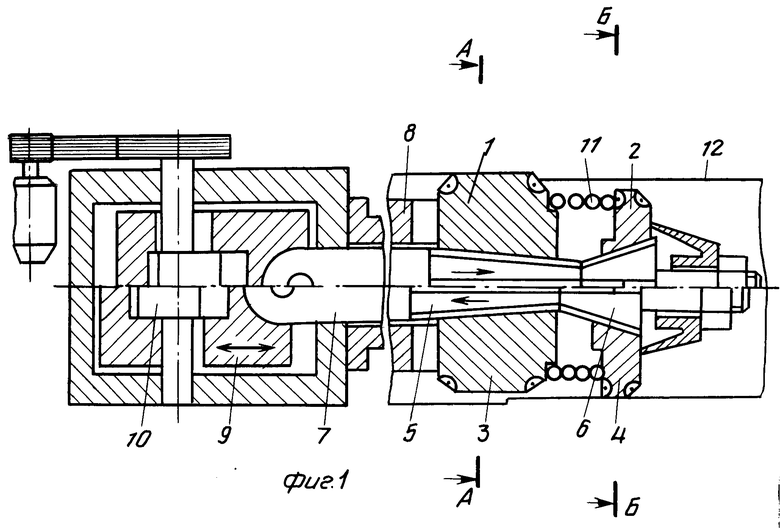
УСТРОЙСТВО ДЛЯ РАЗДАЧИ ТРУБ, содержащее разжимной пуансон в виде секторов, установленных с возможностью радиального перемещения вокруг конического сердечника, связанного с приводом возвратно-поступательного осевого перемещения, отличающееся тем, что, с целью повышения КПД и расширения технологических возможностей путем обработки длинномерных труб, оно снабжено дополнительным разжимным пуансоном, смонтированным соосно с основным, и пружиной, размещенной между ними, при этом конический сердечник выполнен в виде двух усеченных конусов, неподвижно связанных своими меньшими основаниями.
| Штамп для калибровки концовТРуб | 1979 |
|
SU852402A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
