Изобретение относится к формообразованию преимущественно гофрированных и сотовых панелей.
Известен способ гибки заготовок, при котором подлежащие сварке детали устанавливают в контейнере, размещают на них пластичный при температуре сварки материал и нагревают до температуры сварки. Затем детали деформируют перемещаемым пуансоном, создавая всестороннее сжатие через равномерно передающий сварочное давление пластичный материал.
Однако он рассчитан для обработки только одного типоразмера детали.
Целью изобретения является расширение технологических возможностей.
Это достигается тем, что в способе гибки заготовок, включающем нагрев их с последующим охлаждением, панель закрепляют на ложементе и нагрев производят совместно с ложементом, температуру нагрева принимают выше температуры рекристаллизации материала панели, а охлаждение производят после нагрева, причем охлаждают верхнюю поверхность панели до комнатной температуры, после чего ее освобождают от ложемента.
Кроме того, охлаждение осуществляют принудительно путем подачи охлажденного сжатого воздуха на верхнюю поверхность панели.
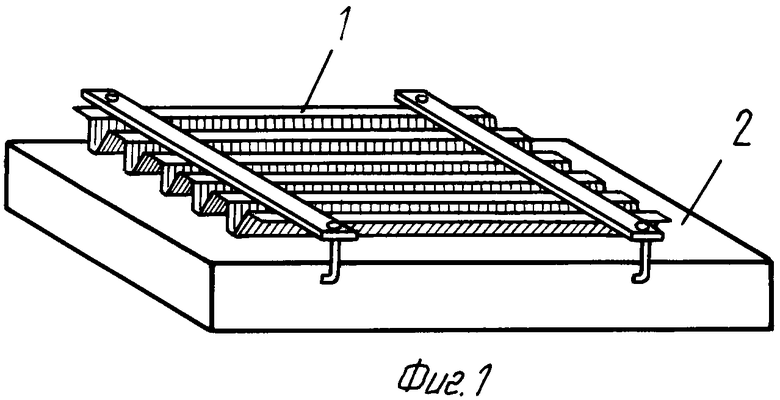
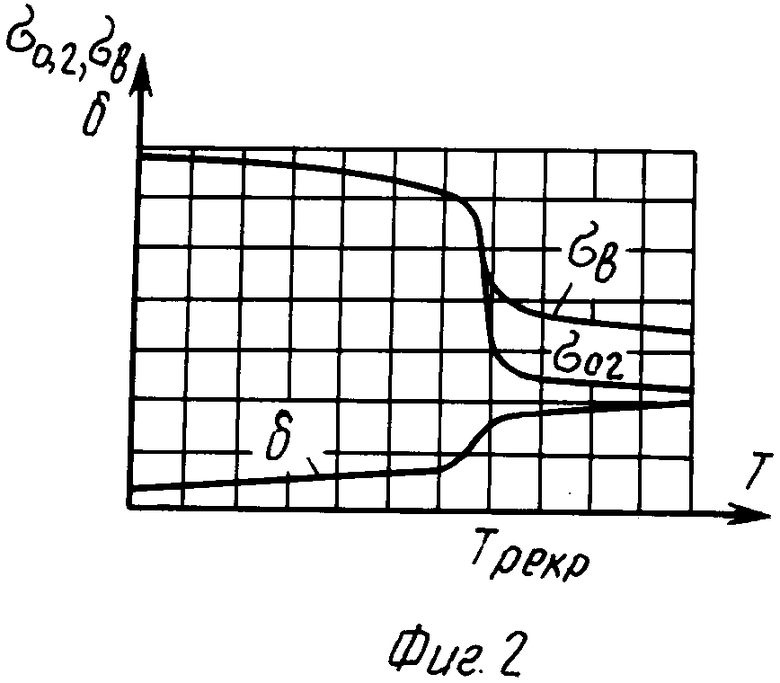
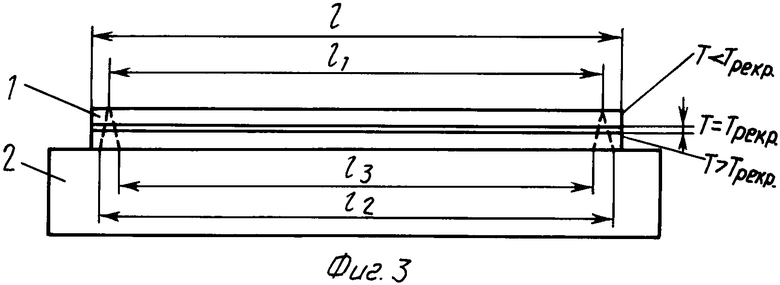
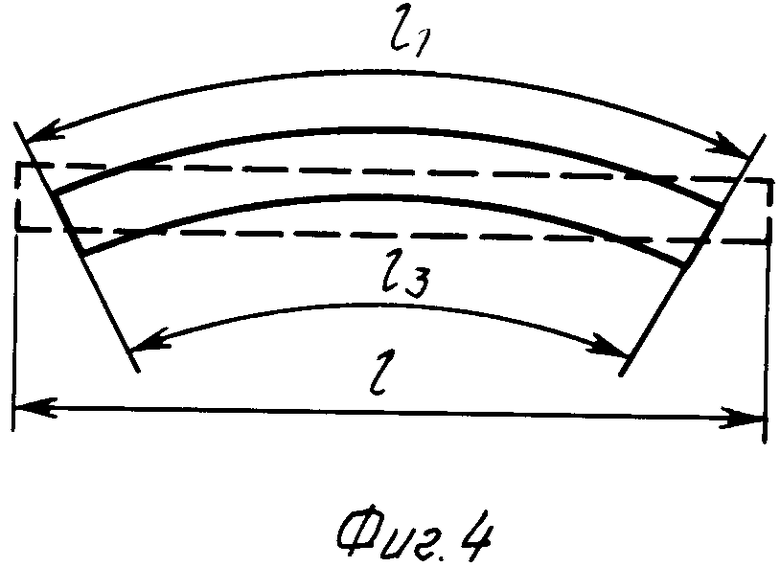
На фиг.1 представлена схема закрепления панели перед нагревом; на фиг.2 - график, иллюстрирующий зависимость пластичности, предела прочности от температуры нагрева и предела текучести; на фиг.3 - показан перепад температур по высоте панели; на фиг.4 - длина верхнего и нижнего слоев и прогиб панели после охлаждения.
Совместным нагревом панели с ложементом и последующим охлаждением верхней части панели достигается следующее. Поскольку масса ложемента и панели отличаются более чем на порядок, охлаждение верхней (противоположной от ложемента) поверхности до комнатной температуры (при сохранении температуры нижней поверхности панелей равной температуре ложемента) приводит к возникновению значительного температурного градиента в поперечном сечении панели, зона перехода температуры материала панели через минимальную температуру рекристаллизации (Трекр.) также располагается в поперечном сечении панели. При этом верхние слои панели, охлажденные до Т<Трекр будут иметь высокие значения σ0,2и σb, а нижние при Т>Трекр будут иметь низкие значения , при высокой пластичности материала (фиг.2).
За счет температурного сжатия при охлаждении длина верхнего слоя панели уменьшится с величины l до l1 (фиг.3). Нижние слои панели, имеющие низкие значения σ0,2, не в состоянии противодействовать сжатию со стороны более прочных верхних слоев. Поэтому длина нижнего слоя панели уменьшится с величины l до l2 за счет пластического сжатия. При дальнейшем охлаждении панели и ложемента нижний слой подвергнется температурному сжатию, длина его уменьшится с величины l2 до l3.
Таким образом, наружный слой панели в процессе охлаждения подвергается только температурному сжатию, а нижний слой сначала испытывает пластическое, а затем температурное сжатие. В результате верхний слой после полного охлаждения имеет длину l1, а нижний l3, где l1>l3. В сечениях панели при этом возникают внутренние напряжения, которые при освобождении панели от ложемента придают ей кривизну с радиусом, зависящим от температуры нагрева, соотношения масс ложемента и панели, скорости и температуры охлаждения. Варьируя этими параметрами, можно получить требуемый радиус кривизны.
Нагрев до температуры ниже Трекр не вызывает резкого снижения предела текучести материала панели, что ведет к снижению пластической деформации в нижних слоях панели при охлаждении верхней поверхности панели. Это значительно снижает величину стрелы прогиба панели после ее полного охлаждения.
Нагрев до температуры, превышающей Трекр, вызывает резкое снижение пределов текучести σ0,2, прочности σb и резкое повышение пластичности материала панели (фиг.2).
Охлаждение до комнатной температуры обусловлено соображениями технологичности проведения дальнейших операций (например, раскрепления, снятия панели), проводимых с охлажденной панелью.
П р и м е р. Подлежащая формообразованию панель 1 размером 2000х200 мм выполнена из листа толщиной 0,3 мм с высотой гофра 16 мм, материал: сплав ЭП99. Масса панели 2,2 кг, масса ложемента 60 кг. Порог рекристаллизации сплава ЭП99 950-1000о С.
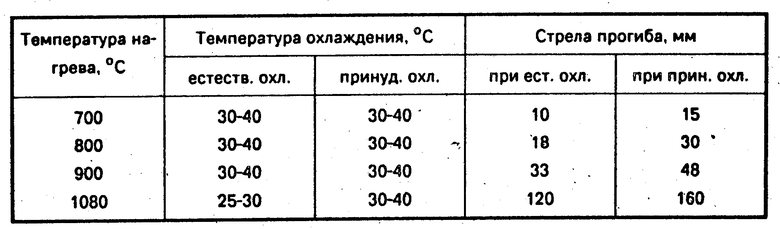
Панель закрепляют на ложементе 2 и нагревают в печи до 1080о С, после этого охлаждают на воздухе до температуры верхней поверхности панели, равной 25-30о С. Температура нижней поверхности панели составляет в этот момент 200-250о С. Затем производят открепление панели от ложемента. Панель имеет стрелу прогиба 120 мм на базе 2000 мм.
В таблице приведены различные стрелы прогиба панелей в зависимости от температуры и интенсивности охлаждения.
Как видно из данных таблицы, стрела прогиба возрастает с увеличением температуры нагрева и интенсивности охлаждения верхней поверхности панели. Значительный рост прогиба панели наблюдается при температуре нагрева, превышающей 950-1000о С температуры рекристаллизации данного материала панели.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ШЕВРОННЫМИ ГОФРАМИ | 1990 |
|
RU2086326C1 |
| СПОСОБ ГИБКИ ПРОФИЛИРОВАННЫХ ЗАГОТОВОК | 1991 |
|
RU2007241C1 |
| ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ СОТОВЫХ ПАНЕЛЕЙ ТЕРМОФИКСАЦИЕЙ | 1987 |
|
RU1557781C |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОЙ ОБРАБОТКИ | 1991 |
|
RU2022763C1 |
| СПОСОБ СОЕДИНЕНИЯ ТОНКОСТЕННЫХ ТРУБОПРОВОДОВ С ШЕВРОННЫМИ ГОФРАМИ | 1991 |
|
RU2049950C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ ДВОЙНОЙ КРИВИЗНЫ | 1998 |
|
RU2156836C1 |
| СПОСОБ ГИБКИ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 1989 |
|
RU1741344C |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЯТНА КОНТАКТА ЗУБЧАТОЙ ПЕРЕДАЧИ | 1991 |
|
RU2036411C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 1987 |
|
RU1466084C |
| ШТАМП ДЛЯ ФОРМОВКИ ТРУБЧАТЫХ ЗАГОТОВОК | 1989 |
|
RU1617748C |
Использование: изобретение относится к формообразованию преимущественно гофрированных и сотовых панелей. Цель - расширение номенклатуры обрабатываемых деталей и удешевление процесса обработки. Сущность изобретения: при изготовлении гофрированных и сотовых панелей последние закрепляют на ложементе и нагревают их совместно до температуры, превышающей минимальную температуру рекристаллизации материала панели, затем верхнюю поверхность панели охлаждают до комнатной температуры. Варьируя температурой и скоростью охлаждения, а также соотношением масс ложемента и панели, можно получить требуемый радиус кривизны. 1 з. п. ф-лы, 4 ил., 1 табл.
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
