Изобретение относится к области строительства и может быть использовано для изготовления конструкций и изделий из композиционных материалов, включающих твердеющий материал и инертный заполнитель, непосредственно на строительной площадке, а также в заводских условиях.
Известен способ изготовления конструкций и изделий, например, бетонных или железобетонных, включающий укладку в форму или опалубку смеси сухих компонентов (щебень, цемент) и последующее их увлажнение паром [1] .
Недостатком известного способа является невозможность получения качественных крупноразмерных изделий, так как в процессе увлажнения происходит неравномерное распределение влаги по толщине конструкции и, как результат этого, разуплотнение изделий по объему, снижающее качество материала конструкции.
Известен инъекционный, безвибрационный способ раздельного бетонирования, применяемый для изготовления конструкций из композиционных материалов и включающий заполнение формы инертным заполнителем (щебнем), установку в него с определенным шагом инъекционных труб, подключение их к растворонасосу и нагнетание по ним вних формы (опалутки), заполненной инертным материалом, под давлением твердеющего раствора, например цементно-песчатого. Под действием давления твердеющий раствор поднимается с одновременным растространением в стороны, заполняя промежутки между зернами инертного заполнителя [2] .
Недостатками способа, ограничивающими его применение, являются следующие: необходимость использования раствора с высоким водоцементным отношением для обеспечения максимальной дальности его продвижения в межзерновом пространстве инертного заполнителя; увеличенное содержание в бетоне цементного камня и возможность появления "сухих" контактов между отдельными зернами инертного заполнителя; большое время изготовления.
Указанные недостатки приводят к получению бетонов невысокой плотности и прочности.
В качестве прототипа выбран вибронагнетательный способ раздельного бетонирования конструкций [3] , включающий заполнение формы инертным заполнителем, погружение в него вибропакета и нагнетание в межзерновое пространство инертного заполнителя, цементно-песчаного раствора, с одновременным вибрированием. Указанный способ основан на нагнетании твердеющего раствора в межзерновое пространство инертного заполнителя при одновременном вибрировании твердеющего раствора, инертного заполнителя и образующейся бетонной смеси. Вибрированием достигается большая подвижность раствора по сравнению с аналогом и улучшаются фильтрационные свойства инертного заполнителя, что способствует продвижению в межзерновом пространстве инертного заполнителя, твердеющего раствора, с низкими значениями водоцементного отношения (В/Ц) на большие расстояния.
В этом способе, в отличие от предыдущего аналога, продолжительность изготовления конструкции меньше. Одной из основных причин уменьшения продолжительности изготовления является то, что под действием давления и вибрирования цементно-песчаный раствор с В/Ц = 0,35. . . 0,5 продвигается в межзерновом пространстве инертного заполнителя на расстояние, превышающее дальность проникновения такого же раствора без вибрирования в 2. . . 2,5 раза. Кроме того, по сравнению с аналогом, в этом способе улучшается качество бетона, так как в процессе вибрирования происходит своего рода виброперемешивание составляющих бетонной смеси и достигается хорошее обволакивание зерен инертного заполнителя цементным текстом с плотной их укладкой в конструкции.
Однако, хотя в этом способе процесс изготовления конструкции по сравнению с предыдущим аналогом, протекает быстрее, но тем не менее и он остается достаточно длительным.
Это обусловлено тем, что при нагнетании и транспортировании цементно-песчаных растворов по трубам давление на выходе его в межзерновое пространство инертного заполнителя падает и общие потери давления составляют от 0,6 до 1,0 МПа.
Одновременно с падением давления уменьшается радиус продвижения цементно-песчаного раствора в межзерновом пространстве инертного заполнителя.
Относительно большая продолжительность изготовления конструкций делает этот способ недостаточно экономичным из-за повышения энергоемкости процесса и малой дальности перемещения цементно-песчаного раствора в межзерновом пространстве инертного заполнителя.
Целью изобретения является повышение производительности и улучшение качества конструкции.
Цель достигается тем, что в способе изготовления конструкции из композиционных материалов путем инъекции твердеющего раствора в межзерновое пространство инертного заполнителя конструкции под давлением создают добавочное импульсное давление нагнетания электропроводного твердеющего раствора в межзерновое пространство инертного заполнителя последовательными высоковольтными разрядами с энергией единичного импульса не менее 5 кДж, развивающимися в зоне выхода электропроводного твердеющего раствора в межзерновое пространство инертного заполнителя.
Повышение производительности и зготовления конструкций из композиционных материалов по предлагаемому способу связано с тем, что при возбуждении высоковольтного электрического разряда в электропроводном твердеющем растворе происходят следующие процессы. В активный этап при приложении высокого напряжения к электродам ЭГЭ-инъектора происходит пробой электропроводного твердеющего раствора и образуется плазменный канал, обладающий высокой проводимостью. В результате резко возрастает величина тока в цепи разряда от 10 до 100 кА и в течение короткого промежутка времени от (10 до 500 мкс) выделяется значительное количество энергии около (103-105)Дж, что вызывает нагрев вещества в канале разряда до температуры (15 х 103 - 40 х 193)К. Эти явления вызывают расширение канала разряда со скоростью порядка (102-103) м/с. Результатом такого расширения является возникновение интенсивного гидродинамического возмущения, имеющего характер взрывной волны. На пассивном этапе канал разряда переходит в расширяющуюся парогазовую полость. Расширение парогазовой полости вызыват появление скоростных потоков электропроводного твердеющего раствора к окнам и устью защитной трубы и формирование у места выхода электропроводного твердеющего раствора в межзерновое пространство инертного заполнителя силового поля давления (добавочного импульсного давления нагнетания). Таким образом, канал разряда, расширяясь, действует наподобие поршня, вытесняющего электропроводный твердеющий раствор, и вызывает появление взрывной волны, в результате прохождения которой происходит встряхивание инертного заполнителя, в момент инъекции твердеющего раствора, улучшающее его фильтрационные свойства и увеличивающее дальность проникновения его в поровом пространстве инертного заполнителя.
Кроме того, в результате кавитационных процессов, происходящих в зоне инъекции электропроводного твердеющего раствора в момент прохождения взрывной волны, происходит диспергация зерен цемента, приводящая к увеличению прочности бетона. Одновременно с кавитационными процессами в зоне инъекции происходит обработка инъектируемого твердеющего раствора магнитным и электрическим полями, сопровождающим ВЭР, приводящая также к увеличению прочности бетона. Таким образом, в результате последовательных электрических разрядов в электропроводном твердеющем растворе у места выхода его в межзерновое пространство инертного заполнителя создается дополнительное импульсное давление нагнетания, в результате которого увеличивается скорость фильтрации твердеющего раствора, а следовательно, сокращается время изготовления конструкции. При этом одновременно с нагнетанием твердеющего раствора происходит обработка его силовым, магнитным и электрическим полями, сопровождающим ВЭР, перемешивание и уплотнение составляющих образующейся смеси (твердеющего раствора и инертного заполнителя) интенсивными ударными импульсами, возникающими при прохождении взрывной волны с давлением на фронте от 5 до 20 МПа, улучшающая качество изготавливаемой конструкции.
Кроме того, предлагаемый способ позволяет путем изменения энергии единичного импульса высоковольтного разряда подбирать величину добавочного импульсного давления нагнетания электропроводящего твердеющего материала так, чтобы при изготовлении конструкции обеспечивалось продвижение твердеющего раствора в поровом пространстве инертного заполнителя на всю высоту конструкции.
Электропроводный твердеющий раствор в межзерновое пространство инертного заполнителя можно также нагнетать через боковые отверстия в опалубке (форме). В этом случае добавочное импульсное давление нагнетания создают последовательными электрическими разрядами, развивающимися в замкнутом объеме высоковольтной разрядной камеры, закрепленной у бокового отверстия в опалубке, с частотой следования, определяемой выражением
f≅  , (Гц) , (1) где f - частота следования высоковольтных электрических разрядов, Гц;
, (Гц) , (1) где f - частота следования высоковольтных электрических разрядов, Гц;
V - объем разрядной камеры, м3;
Y - производительность растворонасосов, м3/ч;
0,8 - опытный коэффициент, учитывающий степень освобождения объема высоковольтной разрядной камеры от твердеющего раствора в результате одного ВЭР.
Этот вариант предлагаемого способа целесообразно применять при изготовлении тонкостенных конструкций, так как в этом случае затруднительно погрузить ЭГЭ-инъекторы в инертный заполнитель.
В случае изготовления массивных конструкций защитные трубы с установленными в них электрогидравлическими инъекторами, состоящими из положительного и отрицательного электродов и раствороподающей трубы, устанавливают в инертный заполнитель с шагом b, определяемым по зависимости:
b= 0,96  , м , (2) где I - интенсивность подачи электропроводного твердеющего раствора в межзерновое пространство инертного заполнителя, м3/ч;
, м , (2) где I - интенсивность подачи электропроводного твердеющего раствора в межзерновое пространство инертного заполнителя, м3/ч;
tсхв - время схватывания электропроводного твердеющего раствора, ч;
hяр - высота блока бетонирования, м;
Vобщ - пустотность инертного заполнителя.
При этом шаг установки электрогидравлических инъекторов не должен превышать расстояния, соответствующего двойному радиусу распространения электропроводного твердеющего в межзерновом пространстве инертного заполнителя под действием добавочного импульсного давления нагнетания, определяемого из выражения:
b≅ 1,7·Rmax=  , м , (3) где Ро - добавочное импульсное давление нагнетания, МПа;
, м , (3) где Ро - добавочное импульсное давление нагнетания, МПа;
dп - диаметр порового канала, м;
А - опытный коэффициент, учитывающий тиксотропное разжижение раствора при ударных нагрузках, значение которого принимается равным 15;
εо- коэффициент И. И. Вахромеева, учитывающей возмущающее действие горизонтальной преграды;
τо- предельное напряжение сдвига для раствора заданного состава.
Добавочное давление нагнетания увеличивает дальность проникновения твердеющего раствора в поровом пространстве инертного заполнителя и скорость его фильтрации, а следовательно, повышает производительность предлагаемого способа изготовления конструкции изготовления за счет сокращения времени затрачиваемого на заполнение твердеющим раствором всего объема пор инертного заполнителя.
Обработка твердеющего материала в процессе нагнетания электрическим, магнитным и силовым полями, сопровождающими ВЭР, улучшает качество изготавливаемой конструкции за счет активации твердеющего материала, перемешивание и уплотнение составляющих смеси ударными импульсами, возникающими при ВЭР, с величиной давления на фронте от 5 до 20 МПа, повышает плотность и прочность материала изготавливаемой конструкции, по аналогии с "шок"-бетоном. При этом одновременно с нагнетанием инъектируемого раствора в межзерновое пространство инертного заполнителя происходит введение ионов различных металлов в зависимости от материала электродов, например ионов алюминия или железа, увеличивающих прочность материала конструкции.
Кроме того, размещение ЭНЭ-инъекторов с шагом b, определяемым по зависимости (2), обеспечивает перекрытие зон твердеющего материала между собой в зависимости от интенсивности подачи твердеющего раствора, времени его схватывания, высоты блока бетонирования и пустотности инертного заполнителя.
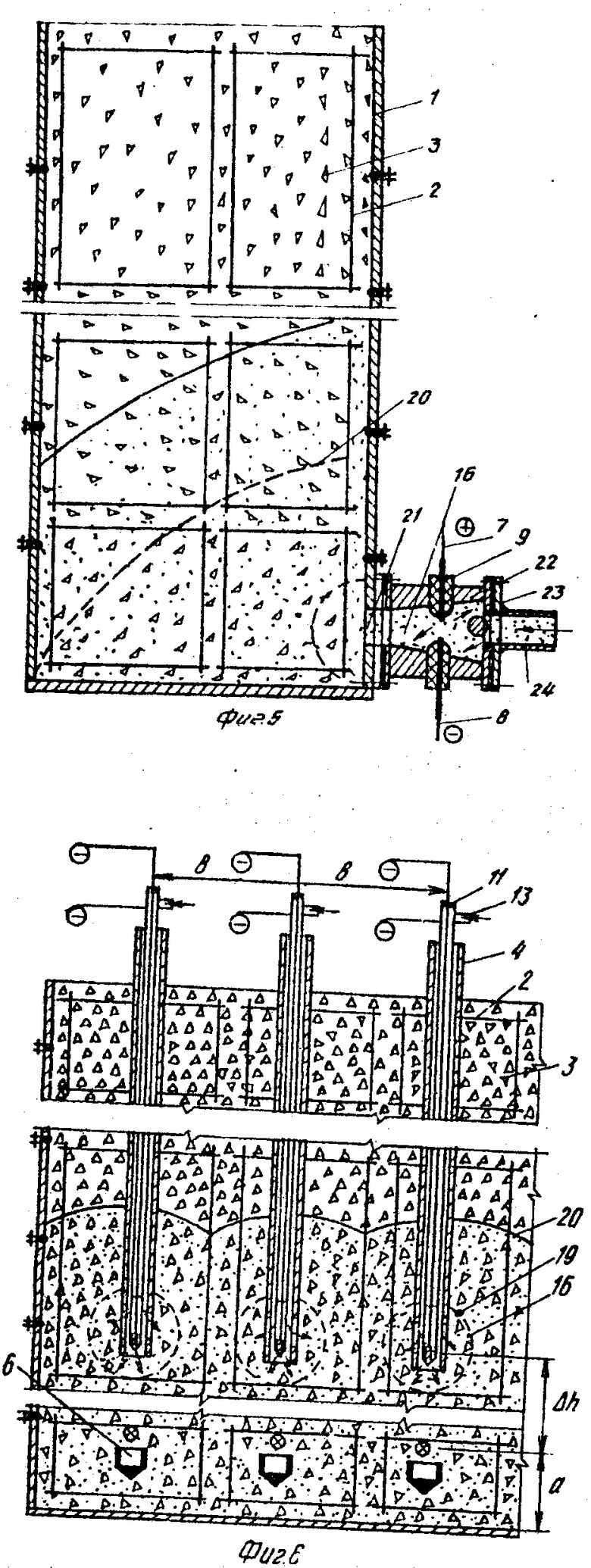
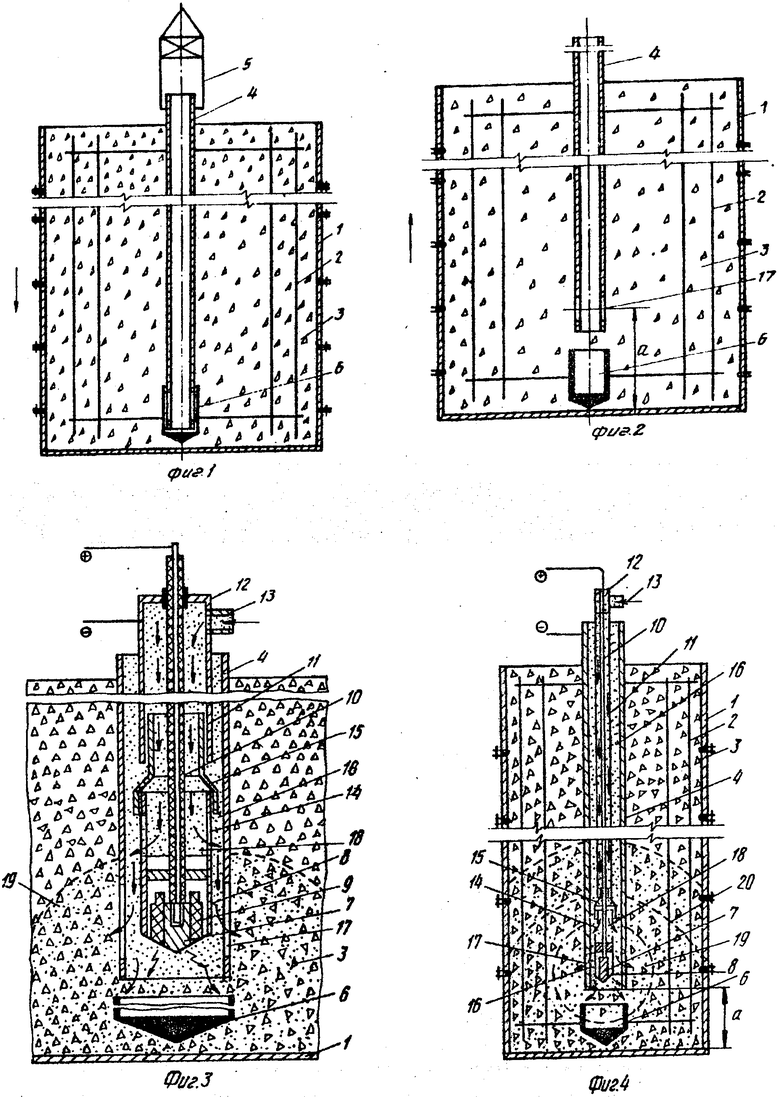
На фиг. 1 показана схема процесса погружения защитной трубы в фому, заполненную инертным заполнителем, вариант; на фиг. 2 - схема процесса подъема защитной трубы в инертном заполнителе на расстояние а для открытия окон для нагнетания раствора; на фиг. 3 - схема первого этапа процесса изготовления конструкции из композиционных материалов; на фиг. 4 - схема второго этапа процесса изготовления конструкции из композиционных материалов; на фиг. 5 - то же, согласно второму варианту; на фиг. 6 - то же, согласно третьему варианту.
Предлагаемый способ осуществляют следующим образом.
В заранее подготовленную форму или опалубку 1 устанавливают арматурные каркасы 2, загружают инертный заполнитель 2, например гранитный щебень, закрепляют на верхней части защитной трубы 4 вибратор 5 направленного действия, например вибропогружатель, включают его и погружают защитную трубу 4, нижний конец которой закрыт теряемым башмаком 6, в инертный заполнитель 3 до низа опалубки 1 (фиг. 1).
С помощью крана или другого известного грузоподъемного механизма (не показан) приподнимают защитную трубу 4 на расстояние а, открывая ее нижний конец и окна для свободного выхода электропроводного твердеющего раствора 16 в межзерновое пространство инертного заполнителя 3 (показано стрелкой на фиг. 2), при этом теряемый башмак 6 остается в инертном заполнителе 3 внизу опалутки 1.
После установки защитной трубы 4 в проектное положение с ее верхнего конца снимают вибратор 5 направленного действия и опускают в нее электрогидравлический инъектор, содержащий положительный 7 и отрицательный 8 электроды, электрически изолированные между собой диэлектриком 9, токоведущий коаксиальный кабель 10, трубу 11 для подачи электропроводного твердеющего раствора, закрытую в верхней части оголовком 12, имеющим на боковой поверхности штуцер 13 для подачи раствора. Причем положительный внутренний электрод 7 выполнен в виде стержня, электрически соединенного с токоведущим коаксиальным кабелем 10, пропущенным внутри трубы 11, а отрицательный электрод 8 выполнен в виде наружной трубы, имеющей в верхней части окна 14 для подачи электропроводного твердеющего раствора. Отрицательный электрод 8 посредством фланца 15 соединен с трубой 11 для подачи электропроводного твердеющего раствора 16. Трубу 11 для подачи раствора подключают к растворонасосу (не показан), а положительный 7 и отрицательный 8 электроды - к генератору импульсов тока (не показан). Установка ЭГЭ-инъектора защитную трубу 4, подготовка его к работе показаны на фиг. 3. Включают растворонасос и по трубе 11 непрерывно подают под давлением электропроводный твердеющий раствор 16 (показано стрелками на фиг. 4), который через окна 14 заполняет защитную трубу 4 и частично фильтруется через окна 17 и устье защитной трубы в межзерновое пространство инертного заполнителя 3.
В качестве электропроводного твердеющего раствора могут быть использованы любые растворы, например на основе цемента или синтетических вяжущих, обладающие одним общим свойством твердеть с течением времени и быть электропроводными.
После заполнения защитной трубы 4 электропроводным твердеющим раствором 16 с генератора импульсов тока на положительный 7 и отрицательный 8 электроды ЭГЭ-инъектора подают импульсы электрического тока, и в твердеющем растворе происходят высоковольтные электрические разряды.
Таким образом, зона 18 - внутренний объем защитной трубы 4, заполненный твердеющим раствором, внутри которого находятся положительный 7 и отрицательный 8 электроды ЭГЭ-инъектора, и происходят высоковольтные электрические разряды, является зоной инъекции твердеющего раствора 16 в межзерновое пространство инертного заполнителя 3.
В результате высоковольтного электрического разряда в зоне 18 инъекции электропроводного твердеющего раствора 16 в межзерновом пространстве инертного заполнителя 3 происходит с большой скоростью расширение канала разряда и возникает силовое поле (интенсивное гидродинамическое возмущение), имеющее характер взрывной волны с двумя амплитудами давления (ударной волны и гидропотока), сдвинутыми во времени на десятки миллисекунд. В результате прохождения ударной волны происходит тиксотропное разжижение твердеющего раствора и встряхивание инертного заполнителя, вследствие чего улучшаются его фильтрационные свойства, а под действием расширения канала разряда, действующего на подобие "сферического" поршня, электропроводный твердеющий раствор 16 с большой скоростью отбрасывается к окнам 17, расположенным на боковой поверхности защитной трубы 4, и ее нижнему открытому концу и инъецируется в межзерновое пространство инертного заполнителя 3 (фиг. 3). В промежуток между высоковольтными электрическими разрядами свободное пространство в зоне 18 инъекции заполняется новой порцией электропроводного твердеющего раствора 16. Под действием постоянно действующего давления, создаваемого насосом, и добавочного импульсного давления нагнетания, возникающего в момент электрических разрядов, начинается интенсивное перемещение твердеющего раствора 16 от источника возбуждения ВЭР в поровое пространство инертного заполнителя 3. Проникновение твердеющего раствора 16 в поровое пространство инертного заполнителя 3 продолжается до тех пор, пока работает источник ВЭР, создающий добавочное импульсное давление нагнетания, величина которого зависит от параметров режима работы генератора импульсов тока (ГИТ) и определяется из выражения
P0= 0,416· 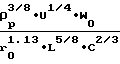 , (МПа) , (4) где ρр- плотность цементного раствора, кг/м3;
, (МПа) , (4) где ρр- плотность цементного раствора, кг/м3;
U - рабочее напряжение, В;
Wo - энергия, запасаемая в конденсаторной батарее, кДж;
L - индуктивность разрядного контура, Гн;
С - емкость конденсаторной батареи, мкФ;
ro - расстояние от источника возбуждения ВЭР до места выхода электропроводного твердеющего раствора в межзерновое пространство инертного заполнителя.
В начальный момент времени инъецируемый электропроводный твердеющий раствор 16 встречает одинаковое по всех направлениях сопротивление своему продвижению по поровым каналам и потому равномерно распространяется в массе инертного заполнителя 3, образуя вместе с ним шарообразное тело 19 (фиг. 3). После перемещения в пустотных каналах инертного заполнителя 3 на расстояние а твердеющий раствор 16 в нижней части опалубки 1 набегает на ее днище и, изменяя направление своего движения из вертикального на горизонтальное, отклоняется в сторону, одновременно с этим увеличивается зона распространения твердеющего раствора в других направлениях.
Такой характер движения твердеющего раствора 16 в массе инертного заполнителя 3 сохраняется до его встречи с вертикальной стенкой опалубки 1, после чего свободная поверхность раствора 16 под действием избыточного давления в трубе 11, добавочного импульсного давления нагнетателя и сил сопротивления его движению, возрастающих по мере удаления от устья трубы, приобретает куполообразную форму 20 и равномерно поднимается (фиг. 4) до полного заполнения порогового пространства инертного заполнителя электропроводным твердеющим раствором.
Подобным образом твердеющий раствор движется до наступления равновесия между добавочным импульсным давлением нагнетания, возникающим у места выхода раствора в поровое пространство, и силами сопротивления.
Максимальный радиус распространения электропроводного твердеющего раствора в межзерновом пространстве инертного заполнителя под действием добавочного импульсного давления нагнетания определяют из выражения
R , (м), (5) где Ро - добавочное импульсное давление нагнетания, МПа;
, (м), (5) где Ро - добавочное импульсное давление нагнетания, МПа;
dn - диаметр порового канала, м;
А - опытный коэффициент, учитывающий тиксотропного размещение раствора под действием ударных нагрузок.
Одновременно с инъекцией твердеющего раствора 16 на основе цементных вяжущих под действием электрического, магнитного и силового полей, возникающих в зоне 18 инъекции, происходит его активация.
Кроме того, под действием интенсивных динамических воздействий, возникающих при ВЭР, происходит перемешивание и уплотнение твердеющего раствора 16 и инертного заполнителя 3, что существенно улучшает качество материала конструкции. Это объясняется тем, что ЭГЭ-инъектор при нагнетании раствора и возбуждении ВЭР электрогидравлический инъектор работает в режиме низкочастотного вибратора с частотой от 0,5 до 2,0 Гц.
Величину энергии единичного разрядного импульса принимают такорй, чтобы обеспечить продвижение твердеющего раствора в поровом пространстве инертного заполнителя на заданное расстояние.
Авторами экспериментально установлено, что величина энергии каждого электрического разряда должна быть не менее 5 КДж, при этом добавочное импульсное давление нагнетания в зоне инъекции электропроводного твердеющего раствора 16 составляет от 5 до 20 МПа.
При электрических разрядах с энергией менее 5,0 КДж добавочное импульсное давление нагнетания падает, что приводит к снижению скорости фильтрации твердеющего раствора в межзерновом пространстве инертного заполнителя 3, а это снижает эффективность предлагаемого способа. Возбуждать разряды с энергией более 80 КДж не рекомендуется потому, что повышение нагрузки на стенки защитной трубы может привести к ее разрушению. В этом случае также необходимы дополнительные конструктивные мероприятия по усилению опалубки, снижающие эффективность предлагаемого способа. Кроме того, при увеличении энергии единичного разряда возрастают массогабаритные показатели установки, реализующей способ.
После полного заполнения порового пространства инертного заполнителя твердеющим раствором 16 ЭГЭ-инъектор и защитную трубу 4 извлекают.
Рассмотренный вариант осуществления изобретения целесообразно применять при изготовлении конструкций размерами в плане не более 3 х 3 м опор глубокого заложения и изготовления малообъемных конструкций в заводских условиях.
В соответствии с другим вариантом осуществления изобретений электропроводный твердеющий раствор нагнетают через боковые отверстия в опалубке.
В этом варианте изобретения предлагаемый способ осуществляют следующим образом.
В заранее подготовленную форму или опалубку 1 устанавливают арматурные каркасы 2. Загружают инертный заполнитель 3, например гранитный щебень, у отверстия 21 в опалубке 1 закрепляют высоковольтную разрядную камеру 22, содержащую положительный 7 и отрицательный 8 электроды, изолированные диэлектриком 9 от стенок высоковольтной разрядной камеры 22, токоведущий коаксиальный кабель 10 (не показан) и фланец 23 со штуцером 24 для подачи электропроводного твердеющего раствора 16 (фиг. 5). Штуцер 24 с помощью гибкого шланга (не показан) подключают к растворонасосу (не показан), а положительный 7 и отрицательный 8 электроды - к генератору импульсов тока. Включают растворонасос и по шлангу непрерывно под давлением подают электропроводный твердеющий раствор 16, а от генератора импульсов тока на положительный 7 и отрицательный 8 электроды подают импульсы электрического тока с частотой следования f, определяемой по зависимости:
f≅ , (Гц) , (6) где f - частота следования разрядных импульсов, Гц;
, (Гц) , (6) где f - частота следования разрядных импульсов, Гц;
Y - производительность растворонасоса, м3/ч;
V - объем разрядной камеры, м3, и в твердеющем растворе 16 возбуждают высоковольтные электрические разряды. Таким образом внутренний объем разрядной камеры является зоной инъекции твердеющего раствора 16 в межзерновое пространство инертного заполнителя 3 и возбуждения разрядов. При выборе частоты следования разрядных импульсов f необходимо учитывать, что если частота следования разрядных импульсов будет больше значения величины, определяемой из выражения (6), то при изготовлении конструкции высоковольтные электрические разряды будут происходить в воздушном пространстве, так как высоковольтная разрядная камеры не будет успевать заполняться твердеющим раствором, а вследствие этого не будет создаваться добавочное импульсное давление нагнетания Ро. С увеличением частоты следования разрядных импульсов необходимо одновременно увеличивать интенсивность подачи твердеющего раствора при постоянном объеме разрядной камеры. Поэтому верхний предел частоты следования высоковольтных электрических разрядов зависит от технических характеристик применяемых растворонасосов и генераторов импульсов тока.
В отличие от первого варианта изготовления конструкции из композиционных материалов в данном случае достигается дополнительное повышение производительности изготовления конструкции благодаря тому, что отсутствуют операции по погружению и извлечению ЭГЭ-инъектора из инертного заполнителя, так как инъектирование твердеющего раствора в межзерновое пространство инертного заполнителя происходит через боковое отверстие 21 в опалубке 1.
Также, как и при изготовлении конструкции по первому варианту, инъектирование раствора 16 в межзерновое пространство инертного заполнителя 3 производят добавочным импульсным давлением нагнетания, создаваемым последовательными высоковольтными электрическими разрядами, развивающимися в замкнутом объеме высоковольтной разрядной камеры 22, закрепленной у бокового отверстия опалубки 1 (фиг. 5).
Возможен другой путь изготовления конструкции из композиционных материалов, который является более предпочтительным при изготовлении массивных конструкций гидротехнических сооружений. Согласно этому варианту осуществления изобретения защитные трубы 4 (фиг. 6) погружают аналогичным образом в инертный заполнитель 3 с шагом b, определяемым по зависимости:
b=0,96 , (м) , (7) где I - интенсивность подачи электропроводного твердеющего раствора в межзерновое пространство инертного заполнителя, м3/ч;
, (м) , (7) где I - интенсивность подачи электропроводного твердеющего раствора в межзерновое пространство инертного заполнителя, м3/ч;
tсхв - время схватывания твердеющего раствора, ч;
hяр - высота блока бетонирования конструкции, м;
vобщ - пустотность инертного заполнителя, устанавливают в них электрогидравлические инъекторы и подают электропроводный твердеющий раствор 16 с возбуждением в нем высоковольтных электрических разрядов, производя изготовление конструкции, как описано выше.
При этом шаг установки b ЭГЭ-инъекторов не должен превышать расстояния, соответствующего двойному радиусу распрост- ранения раствора в межзерновом пространстве инертного заполнителя под действием добавочного импульсного давления нагнетания Ро, определяемого из соотношения:
b≅ 1,7·Rmax=  , (м) , (8) где Ро - добавочное импульсное давление нагнетания, МПа;
, (м) , (8) где Ро - добавочное импульсное давление нагнетания, МПа;
dn - диаметр порового канала, м;
А - опытный коэффициент, учитывающий тиксотропное разжижение раствора при ударных нагрузках;
εо- коэффициент И. И. Вахромеева, учитывающий возмущающее действие горизонтальной преграды;
τо- предельное напряжение сдвига для раствора заданного состава, МПа.
После полного заполнения порового пространства инертного заполнителя 3 электропроводным твердеющим раствором 16 на высоту hярзащитные трубы 4 с установленными в них ЭГЭ-инъекторами поднимают высоту 0,8˙hяр, и описанный выше процесс повторяют, изготавливая последующие участки конструкции.
П р и м е р 1. Изготовление конструкции размером в плане 100 х 150 см высотой 250 см твердеющий раствор в межзерновое пространство инертного заполнителя подается пневмонагнетателем по трубам диаметром 50 мм, общей длиной l = 1690 см (фиг. 3).
Твердеющий раствор: цементно-песчаный раствор состава 1: 1,5 при В/Ц = 0,5.
Предельное напряжение сдвига для раствора τо= 0,00006 МПа.
Плотность цементного раствора ρр= = 0,00218 кг/см3.
Инертный заполнитель: гранитный щебень 40. . . 70 мм.
Пористость инертного заполнителя vобщ = 0,45.
Диаметр порового канала, dn = 1,92 см.
Опытный коэффициент, учитывающий тиксотропное разжижение раствора при ударных нагрузках, А = 15.
Коэффициент, учитывающий возмущающее действие горизонтальной преграды, εо= 1,08.
Интенсивность подачи твердеющего раствора I = 5 м3/ч = 1400 см3/с.
Площадь конструкции ω= 15000 см2.
Скорость движения раствора в межзерновом пространстве инертного заполнителя v = 0,1 см/c.
Коэффициент фильтрации твердеющего раствора Кф = 0,21 см/с.
Объем пор инертного заполнителя vпор = 1687500 см3.
Добавочное импульсное давление нагнетателя Ро = 2МПА = 20 кг/см2.
Максимальный радиус распространения раствора под дейтствием добавочного импульсного давления Ро, Rмак = 79 м. Время изготовления конструкции t = 0,33 ч.
П р и м е р 2. Изготовление конструкции размером в плане 100 х 150 см, высотой 250 см, твердеющий раствор в межзерновое пространство инертного заполнителя нагнетают через боковое отверстие в опалубке (фиг. 5).
Твердеющий раствор: цементно-песчаный раствор состава 1: 1,5, при В/ц = 0,5.
Предельное напряжение сдвига для раствора τо= 0,00006 МПа. Плотность цементного раствора ρр= 0,00218 кг/см3.
Инертный заполнитель: гранитный щебень 40. . . 70 мм.
Пористость инертного заполнителя vобщ = 0,45.
Диаметр порового канала, dт = 1,92 см.
Опытный коэффициент, учитывающий тиксотропное разжижение раствора при ударных нагрузках, А = 15.
Коэффициент И. И. Вахромеева, учитывающий возмущающее действие горизонтальной преграды, εо= 1,08.
Интенсивность подачи твердеющего раствора I = 5 м3/ч = 1400 см3/с.
Площадь конструкции ω= 1500 см2.
Скорость движения раствора в межзерновом пространстве инертного заполнителя v = 0,1 см/с.
Коэффициент фильтрации твердеющего раствора Кф = 0,21 см/с.
Объем пор инертного заполнителя Vпор = 1687500 см3.
Добавочное импульсное давление нагнетателя Ро = 2 МПа.
Максимальный радиус распространения раствора под действием добавочного импульсного давления нагнетания Ро, Rмакс = 79 м.
Время изготовления конструкции tизг = = 0,33 ч.
Объем высоковольтной разрядной камеры Vк = 3532 см3.
Частота следования разрядных импульсов f = 0,4 Гц.
П р и м е р 3. Изготовление массивной конструкции размером в плане 100 х 50 м, высотой 6,0 м (фиг. 6). Характеристики инертного заполнителя и электропроводного твердеющего раствора те же, что и в примерах 1 и 2.
Добавочное импульсное давление нагнетателя Ро = 2,0 МПа.
Площадь конструкции в плане, приходящаяся на один электрогидравлический инъектор, ω= 37037 см2.
Время схватывания раствора tсхв = 3 ч.
Количество ЭГЭ-инъекторов n = 45.
Высота яруса бетонирования, hяр = 2,0 м.
Ширина блока бетонирования b = 50 м.
Длина блока бетонирования l = 30 м.
Интенсивность подачи твердеющего раствора I = 10 м3/ч.
Площадь потока раствора, приходящаяся на один ЭГЭ-инъектор, 333333 см2.
Шаг расположения ЭГЭ-инъекторов b = = 5,2 м.
Хотя в описанных вариантах осуществления изобретения рассмотрено изготовление конструкций из композиционных материалов, где в качестве составляющих смеси использованы гранитный щебень и цементно-песчаный раствор, следует понимать, что предлагаемое изобретение может быть использовано для изготовления: полимербетонных конструкций, где в качестве твердеющего раствора используются эпоксидные смолы, тяжелых бетонов, где в качестве инертного заполнителя применяются металлические шары, для изготовления конструкций с переменной прочностью по высоте конструкции. В этом случае укладку инертного заполнителя в форму ведут совместно с ее армированием, на участках, где требуется ее повышенная прочность ( восприятие ударных нагрузок или изгибающих моментов) фиброй. Причем в качестве материала фибр может быть использован металл, стекловолокно и другие материалы. Кроме того, изменяя величину добавочного импульсного давления нагнетания за счет изменения величины энергии разрядов, можно регулировать дальность инъекции твердеющего раствора в межзерновом пространстве инертного заполнителя, а следовательно высоту изготовления конструкции.
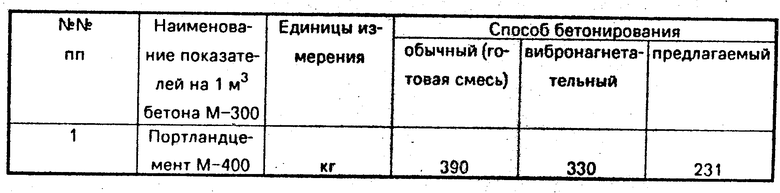
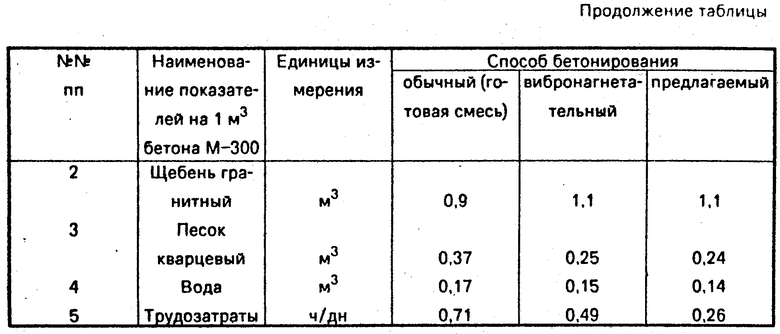
Таким образом, изготовление конструкции по предлагаемому способу позволяет по сравнению с существующими способами: исключить или свести до минимума применение металлоемкого вибрационного оборудования (стендов, виброплощадок, мощных пакетов вибраторов); повысить производительность изготовления конструкции за счет добавочного импульсного давления нагнетания в 2. . . 3 раза по сравнению с прототипом, сократить расход цемента до 30. . . 40% по сравнению с прототипом за счет дополнительной активации инъектируемого твердеющего раствора силовым, электрическим и магнитным полями, сопровождающими ВЭР, и введением в него добавок ионов металла, увеличивающих его прочность; повысить прочность и плотность материала конструкции за счет перемешивания и уплотнения составляющих смеси ударными нагрузками и сокращения числа горизонтальных швов при изготовлении конструкции; позволяет регулировать прочностные характеристики композиционного материала по высоте конструкции (важно для изгибаемых элементов) за счет его дополнительного армирования фиброй в сжатых зонах при укладке инертного заполнителя в форму.
Результаты сравнения показателей на 1 м3 бетона М-300 и в зависимости от способа бетонирования приведены в таблице.
(56) 1. Авторское свидетельство СССР N 391932, кл. В 28 В 11/00, 1971.
2. Захаренко Г. А. и др. Раздельное бетонирование конструкций с нагнетанием активизированного раствора в крупный заполнитель. М. : Издательство литературы по строительству, 1968, с. 59.
3. Проценко В. П. Вибронагнетательный способ раздельного бетонирования. - Бетон и железобетон, 1965, N 12, с. 3-5.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ возведения фундамента | 1990 |
|
SU1716972A3 |
| Устройство для изготовления свай | 1990 |
|
SU1838504A3 |
| Способ создания конструкций искусственных оснований в грунте | 1989 |
|
SU1685268A3 |
| СПОСОБ ЭЛЕКТРОГИДРАВЛИЧЕСКОЙ ДИСПЕРГАЦИИ МАТЕРИАЛА | 1990 |
|
RU2069588C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАБИВНОЙ СВАИ | 1994 |
|
RU2100525C1 |
| Способ усиления ленточных фундаментов мелкого заложения | 2018 |
|
RU2692383C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БУРОНАБИВНОЙ СВАИ | 1997 |
|
RU2117726C1 |
| Способ укрепления грунта | 1985 |
|
SU1300093A1 |
| Способ изготовления сваи при укреплении земляного сооружения | 2017 |
|
RU2657879C1 |
| Способ изготовления бетонных и железобетонных изделий | 1979 |
|
SU870151A1 |
Использование: в области строительства при раздельном бетонировании строительных конструкций. Сущность изобретения: способ изготовления конструкции из композиционных материалов состоит в засыпке инертного заполнителя в форму, погружении в него защитной трубы, установке в нее электрогидравлического инъектора, подаче электропроводного твердеющего раствора и возбуждении в нем высоковольтных электрических разрядов у места выхода раствора в межзерновое пространство инертного заполнителя. Под действием добавочного импульсного давления нагнетания, возникающего в момент электрических разрядов, происходит инъектирование и заполнение порового пространства инертного заполнителя электропроводным твердеющим раствором. 2 з. п. ф-лы, 6 ил. , 1 табл.
f≅ 
где Y - производительность растворонасоса, м3/ч;
V - объем высоковольтной разрядной камеры, м3.
b= 0,96 
где Y - интенсивность подачи электропроводного твердеющего раствора в межзерновое пространство инертного заполнителя, м3/ч;
tсхв - время схватывания твердеющего раствора, ч;
hяр - высота блока бетонирования конструкции, м;
Vобщ - пустотность инертного заполнителя.
