Изобретение относится к машиностроению и может быть использовано в качестве способа изготовления деталей и узлов машин, обладающих малым весом и высокими физико-механическими характеристиками.
Известен способ литья деталей машин, заключающийся в заливке материала в форму с последующей выдержкой.
Известный способ имеет ряд существенных недостатков, которые в конечном счете выражаются низким качеством изделий, а именно, изделия получаются неоднородными по составу, имеют раковины, приливы, стержни и т. д. ; невозможно отлить пустотелые изделия без применения вспомогательных приемов; наличие остаточных напряжений; невозможно оптимально расположить молекулы материала в соответствии с будущими рабочими напряжениями изделия; невозможно отливать изделия из комбинированного материала, например пенопласта и керамики; высокий вес изделий и их металлоемкость и т. д.
В настоящее время большим спросом пользуются изделия, обладающие малым весом, но высокой прочностью, жесткостью и другими физико-механическими характеристиками, из которых собираются станки, летательные аппараты и другие машины. Такие изделия должны иметь высокие демпфирующие способности, обладать диэлектрическими свойствами, выдерживать высокие температуры (несколько тысяч градусов) и т. д.
Используя способ-прототип невозможно получить такие изделия.
Цель изобретения - повышение физико-механических характеристик изделий и снижение их металлоемкости.
Указанная цель достигается тем, что изделие изготавливают путем навивки волокон с одновременной организацией формообразующих поверхностей.
Осуществляют навивку формообразующего решетчатого каркаса из волокон, смоченных полимерным связующим, выдерживают до затвердевания полимерного связующего, и межрешетчатые полости заполняют заполнителем. В качестве волокон могут использоваться волокна из карбида кремния, в качестве заполнителя - керамика или углеродные, или базальтовые волокна, а в качестве заполнителя - высоконаполненный композиционный материал на полимерной основе.
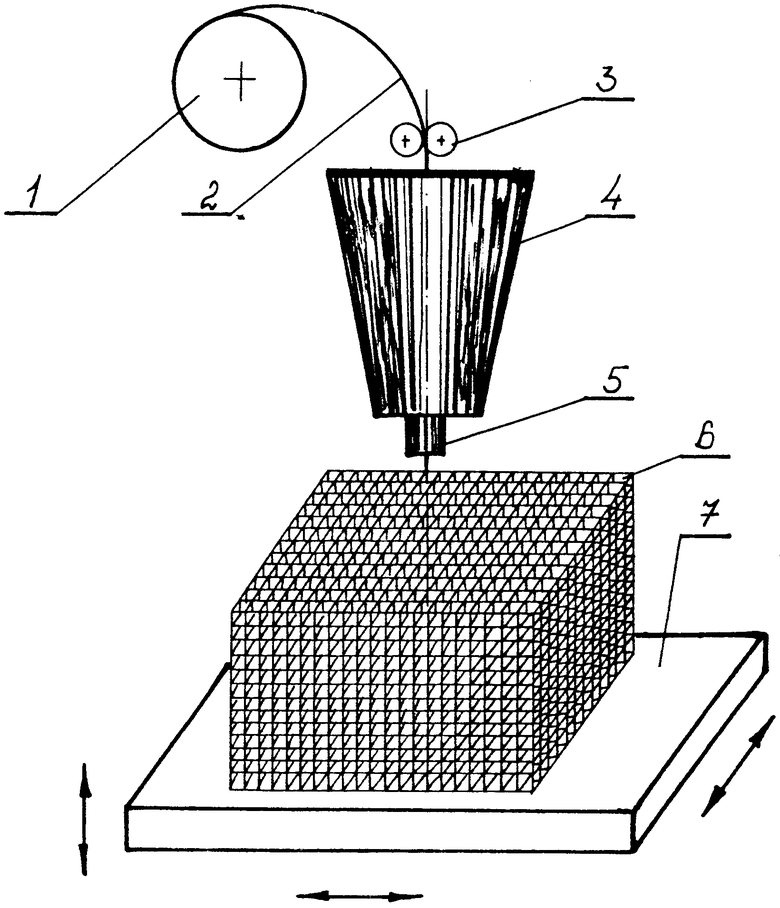
На чертеже представлена установка, поясняющая предлагаемый способ.
Установка содержит барабан 1 с волокном 2, подающие ролики 3, бункер 4 с полимерным связующим и соплом 5. Изделие 6 размещено на столе 7, который может перемещаться по трем направлениям (показаны стрелками). Общее управление может быть осуществлено от ЭВМ или ЧПУ.
Способ реализуется следующим образом.
Ролики 3 подают волокно 2 через бункер 4, где осуществляется смачивание полимерным связующим (например, смола ЭД-22-100 мас. ч. , разбавитель УП-624-17 в. ч. и отвердитель УП-0633М-27 в. ч. , состав и марка связующего выбираются в зависимости от вида волокна). Смоченное волокно 2 через сопло 5 попадает на стол 7, который по программе от ЭВМ совершает комбинированные движения. При этом происходит послойная укладка волокон 2, их склеивание между собой с образованием формообразующего решетчатого каркаса. При необходимости при изготовлении тел вращения установка может иметь вращающиеся захваты, центры и т. д. Навивка идет до тех пор, пока не получается каркас по форме, полностью копирующей готовое изделие. Осуществляется выдержка с продолжительностью 0,12-4 ч также в зависимости от состава связующего.
Далее межрешетчатые полости заливают заполнителем. Вид заполнителя зависит от назначения изделия: от пенопласта до керамики.
Волокна из карбида кремния с толщиной 0,05-2 мкм имеют предел прочности 3000 МПа и устойчивы при температуре до 1500оС. Они хорошо адгезируют с керамикой и металлами и предназначены для использования в аэрокосмической технике и при изготовлении мощных газовых турбин.
Углеродные и базальтовые волокна выдерживают температуру до 1200оС, обладают несколько меньшими физико-механическими характеристиками, однако более доступны, дешевы и серийно выпускаются промышленностью. Так, например, базальтовое волокно имеет предел прочности до 2520 МПа. Они хорошо адгезируют с высоконаполненными композиционными материалами на полимерной основе (на основе эпоксидных, полиэфирных смол) и с наполнителем из гранита, габрро-диабаза и т. д. (синтегран, гранитан, полимербетон и др. ).
Используя различные варианты волокон и заполнителя, можно получать различные свойства изделий. Кроме того, в процессе их изготовления, можно им придавать специальные свойства (устанавливать датчики, токопроводящие контакты, маслопроводящие каналы и т. д. ).
Предлагаемым способом можно изготавливать как конструкционные изделия (блоки, станины, подставки), так и отдельные детали и узлы (валы, токарные центры, кольца подшипников, державки резцов и т. д. ).
При необходимости возможна дальнейшая обработка изделий, полученных по предлагаемой технологии (обточка, сверление, фрезерование и т. д. ).
Очень важным является то, что при навивке можно ориентировать волокна вдоль (или поперек) предполагаемых направлений действия рабочих напряжений, т. е. волокна обладают максимальной прочностью на разрыв - следовательно, их необходимо ориентировать вдоль направления растяжения. Возможны различные комбинации укладки волокон. (56) Авторское свидетельство СССР N 384614, кл. B 22 D 19/02, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПАКОВКИ ТВЕРДЫХ РАДИОАКТИВНЫХ ОТХОДОВ ДЛЯ ДАЛЬНЕЙШЕГО ЗАХОРОНЕНИЯ | 1991 |
|
RU2056655C1 |
| БРОНЕЖИЛЕТ | 1992 |
|
RU2024819C1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 1991 |
|
RU2012453C1 |
| ФЮЗЕЛЯЖ ЛЕТАТЕЛЬНОГО АППАРАТА | 1992 |
|
RU2064879C1 |
| РЕЗЕЦ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ | 1991 |
|
RU2012440C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНО АРМИРОВАННОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2568725C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДЕЛЬНОЙ ОСНАСТКИ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2019 |
|
RU2742301C1 |
| НАПИЛЬНИК | 1992 |
|
RU2045376C1 |
| ПРОВОД ДЛЯ ВОЗДУШНЫХ ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2568188C2 |
| ОКОННАЯ, ДВЕРНАЯ ИЛИ ПОДОБНАЯ ОГРАЖДАЮЩАЯ РАМНАЯ КОНСТРУКЦИЯ | 2007 |
|
RU2335615C1 |
Изобретение относится к машиностроению. Цель изобретения - повышение физико-механических характеристик изделий и снижение их металлоемкости. Способ реализуется путем навивки решетчатого каркаса из полимерных волокон, склеивания с последующей выдержкой и заливкой межрешетчатых полостей заполнителем. Используются базальтовые, углеродные или волокна из карбида кремния, а в качестве заполнителя - высоконаполненный композиционный материал или керамику. 2 з. п. ф-лы, 1 ил.
