Изобретение относится к виброочистке рабочих поверхностей пластинообразной формы транспортно-технологического оборудования, а именно к вспомогательным устройствам для виброочистки лент конвейеров трактов угле-сланце - торфоподач тепловых электростанций, и может найти широкое применение также на предприятиях угольной и горно-металлургической промышленности, строительной индустрии и других отраслей народного хозяйства, на которых преобладают мощные грузопотоки труднотранспортируемых, в данном случае, переувлажненных, с примесью липких масс насыпных грузов.
Известен способ скребковой очистки ленты с помощью, например, устройства, включающего в себя размещенный под межопорным пролетом ленты обратной ветви конвейера приводной ротор с его грузовым прижимом, приводным валом, набором соосных с ним концевых и промежуточных дисков, равномерно распределенных в окружном направлении на их периферии рядами соосных валу стержней, на которых равномерно размещены свободно подвешенные с возможностью преимущественно скребкового воздействия на ленту ряды пластинообразных с острыми рабочими кромками отдельных рабочих (очистных) элементов, устанавливаемых в их рабочее положение под действием прилагаемых к ним инерционных сил.
Недостатком такого способа очистки и очистного устройства ленты является их низкая технико-экономическая эффективность.
Наиболее близким техническим решением по достигаемому эффекту к изобретению является способ ударно-вибрационно-скребковой очистки ленты конвейера, заключающийся в сообщении ленте вынужденных колебаний путем приложения к ней разночастотных ударных воздействий с помощью устройства, включающего в себя межопорный пролет ленты обратной ветви конвейера и pазмещенные над и под лентой пролета два приводных ротора с их валами, наборами соосных с ними концевых и промежуточных дисков, равномерно расположенных в их окружном направлении на периферии дисков рядами соосных валам продольных стержней, на которых равномерно размещены свободно подвешенные с возможностью преимущественно разночастотных ударно-вибрационных воздействий на очищаемую ленту ряды ударно-очистных рабочих элементов, устанавливаемых в их рабочие положения под действием прилагаемых к ним инерционных сил.
Недостатком данного способа является его низкая технико-экономическая эффективность.
Таким образом, известные способ и устройство не обеспечивая эффективной очистки ленты, понижают ресурс ее работы и наоборот, понижая ресурс работы ленты, не обеспечивает эффективной ее очистки.
Целью изобретения является, с одной стороны, интенсификация процесса виброочистки ленты за счет использования резонансных и нелинейных свойств вибрации ленты пролета путем приспособления мест и частот приложения ударных воздействий очистного устройства на очищаемую им ленту к частотам и узловым линиям собственных форм ее изгибных колебаний как прямоугольной в плане пластины, в ее продольном и поперечном направлениях, а, с другой стороны - уменьшение износа очищаемой ленты и ее очистного устройства путем, во-первых, устранения скребкового воздействия рабочих элементов устройства на очищаемую ими ленту за счет совершенствования конструктивного оформления данных элементов, а, во-вторых, за счет перехода с непрерывного режима работы очистного устройства на технологически необходимый периодический режим путем использования в структуре устройства датчика наличия на ленте налипшего слоя материала.
Указанная цель достигается тем, что согласно способу вибрационной очистки ленты конвейера, заключающемся в сообщении ленте вынужденных колебаний путем приложения к ней разночастотных ударных воздействий, последние прикладывают к ленте с частотами, равными частотам собственных изгибных колебаний межопорного пролета ленты, как прямоугольной пластины, в ее продольном и поперечном направлениях, причем по узловым линиям одной из фигур Х ладни, соответствующих данным частотам собственных форм колебаний пролета, например, ударные воздействия одноузловой формы колебаний пролета в продольном направлении ленты прикладывают по двум продольным узловым линиям двухузловой собственной формы колебаний пролета в поперечном направлении ленты, а ударные воздействия двухузловой формы колебаний пролета в поперечном направлении ленты прикладывают по одной поперечной узловой линии одноузловой собственной формы колебаний пролета в продольном направлении ленты.
Способ может быть осуществлен устройством для вибрационной очистки ленты конвейера, включающим в себя межопорный пролет ленты конвейера его обратной ветви и размещенные над и под лентой пролета два приводных ротора со стержнями, на которых свободно подвешены с возможностью разночастотных ударных воздействий на ленту их рабочие элементы, распределения которых в окружном и осевом направлении роторов конгруэнтно узловым линиям одной из фигур Хладни собственных форм изгибных колебаний ленты пролета в ее, соответственно, продольном и поперечном направлениях, например, рабочие элементы надленточного ротора подвешены по четным или нечетным его стержням, причем с возможностью ударных воздействий по двум продольным узловым линиям двухузловой собственной формы колебаний пролета в поперечном направлении ленты, а рабочие элементы подленточного ротора подвешены поочередно по концам и срединам его стержней, причем с возможностью симметричных ударных воздействий по концам и срединам одной поперечной узловой линии одноузловой собственной формы колебаний пролета в продольном направлении ленты конвейера; рабочие элементы устройства при этом выполнены в виде круговых плоских колец, причем с ободами из эластичного материала, а устройство в целом снабжено датчиком наличия на рабочей поверхности ленты налипшего слоя материала, причем выходная электрическая цепь датчика подключена к коммутирующему блоку роторных приводов устройства.
Таким образом, предложенное решение задачи вибрационной очистки конвейера характеризуется новыми совокупностями отличительных признаков, при этом совокупностью отличительных признаков способа вибрационной очистки ленты конвейера является указание на равенство частот ударных воздействий, прикладываемых к ленте, частотам собственных изгибных колебаний межопорного пролета ленты в ее продольном и поперечном направлении; согласованность (приспособленность) мест приложения ударных воздействий по ленте с узловыми линиями собственных форм, соответствующих ударным частотам, изгибных колебаний пролета; приложение ударных воздействий конкретно по узловым линиям, соответственно, одноузловой продольной и двухузловой поперечной собственной формы колебаний пролета.
Совокупностью отличительных признаков устройства для вибрационной очистки ленты конвейера является указание на согласованность (конгруэнтность) распределения его роторов с узловыми линиями собственных форм изгибных колебаний пролета ленты; размещение рабочих элементов одного из роторов устройства, например, надленточного ротора, по четным или нечетным его стеpжням, причем на согласованность этого размещения с продольными узловыми линиями двухузловой собственной формы поперечных колебаний пролета; размещение рабочих элементов второго из роторов, например, подленточного ротора, поочередно по концам и срединам его стержней, причем - на согласованность этого размещения с узловой линией одноузловой собственной формы продольных колебаний пролета; выполнение рабочих элементов роторов устройства в виде круговых плоских колец, а их ободов из эластичного материала; включение в структуру очистного устройства датчика наличия на рабочей поверхности ленты конвейера налипшего слоя материала; характер подключения выходной электрической цепи датчика наличия налипшего слоя материала к коммутатору роторных приводов очистного устройства.
Разработанные совокупности отличительных признаков предлагаемого технического решения задачи вибрационной очистки ленты конвейера позволяют обеспечить технологически необходимый уровень виброперегрузок рабочей поверхности ленты пролета, поскольку, во-первых, подвешенные на (разнесенных) роторах с возможностью ударных воздействий непосредственно по узловым ("застойным") линиям собственных форм поперечных и продольных изгибных колебаний пролета рабочие элементы устройства осуществляют виброобработку всей рабочей поверхности ленты пролета, во-вторых, составляющие вибронагрузок рабочей поверхности ленты пролета от вынужденных ее моногармонических изгибных колебаний в двух ортогональных направлениях из-за повышенных амплитуд виброперемещений ленты на ее резонансных частотах даже при незначительных амплитудных значениях ударных импульсов, раскачивающих пролет ленты, имеют повышенные величины, в -третьих, генерируемые лентой пролета в результате сложения двух ортогональных форм ее собственных изгибных колебаний из-за нелинейности упругой характеристики выпученной в динамике ленты пролета силовые хлопковые импульсы (подобно прохлапыванию крышек "бомбажных" консервных банок) и вызываемые ими (хлопковыми импульсами) высокочастотные (супергармонические) перегрузки ленты пролета, с одной стороны имеют значительные величины, а, с другой из-за их хорошей способности распространяться в продольном и поперечном направлениях ленты пролета и повышенной (по отношению к генеpируемым лентой частотам) жесткости ленты на ее растяжение - сжатие эффективно распространяются по всей рабочей поверхности ленты пролета и, тем самым усиливают нагрузки от двух моногармонических резонансных форм колебаний ленты пролета; обеспечить понижение уровня удельных давлений, оказываемых рабочими поверхностями ударных элементов устройства на контактируемые с ними в работе площадки рабочей поверхности ленты конвейера поскольку, во-первых, в предложенном устройстве увеличение амплитуд виброперемещений ленты пролета достигается в основном не за счет увеличения амплитудных значений ударных импульсов, а эффективного приспособления по их частотам и местам приложения к соответствующим частотам и узловым ("застойным") линиям собственных форм изгибных колебаний ленты пролета, во-вторых, рабочие элементы - круговые плоские кольца предложенного устройства не оказывают оскабливающего воздействия на очищаемую им ленту, а оказывают на нее исключительно ударные, нормально-направленные, воздействия; в-третьих, эластичная футеровка ободов ударных колец, увеличивая во времени удара о ленту площадь контакта колец с лентой и одновременно "растягивая" время приложения ударных импульсов, уменьшает (футеровка) амплитуду ударных сил и тем самым понижает в итоге уровень удельных контактных давлений на ленту, в-четвертых, очистное устройство оказывает на ленту необходимые динамические воздействия не непрерывно, а только при наличии на ее рабочей поверхности налипшего слоя материала и соответственно включенном в работу очистном устройстве.
Таким образом разработанные совокупности отличительных признаков предложенного способа и устройства для очистки ленты конвейера обуславливают появление у предлагаемого технического решения новых свойств, в том числе возможности выполнения устройством непосредственно только функции возбудителя колебаний ленты пролета в ее двух ортогональных направлениях при полном устранении возможности оказывать на ленту оскребающее воздействие, т. е. предложенное устройство непосредственно не чистит ленту конвейера, а лишь эффективно вибрирует ее; возможности отработки устройством эффективных для очистки ленты пролета ее колебаний, а именно непосредственной отработки им только двух моногармонических высокоамплитудных резонансных колебаний ленты пролета в ее двух направлениях, опосредованной (первичной) отработки им (в результате взаимоналожения моногармонических ортогональных колебаний) мембранных прохлопывании ленты пролета, частота которых (прохлопываний) соизмерима с частотами ее собственных колебаний, опосредованной (вторичной) отработки сопутствующих прохлопыванию ленты пролета высокочастотных (супергармонических) ее вибраций, т. е. предложенное устройство в отличии от устройства - прототипа непосредственно не отрабатывает высокочастотные вибрации ленты, последние генерируются самой нелинейно вибрирующей лентой за счет перескоков ее пролета через нейтральное между двумя противоположными по знаку выпуклыми ее положениями; возможности эффективной передачи высокочастотных вибраций ленты в виде волн ее растяжения - сжатия по всей рабочей поверхности ленты пролета; возможности отработки значительных виброперегрузок рабочей поверхности ленты пролета при незначительном уровне динамического воздействия на нее со стороны рабочих (ударных) элементов очистного устройства; адаптации режима работы очистного устройства (его включения и отключения) к изменяющимся во времени адгезионным свойствам транспортируемого лентой материала.
Проявление перечисленных новых свойств предложенного технического решения выгодным образом отличает его от прототипа, поскольку позволяет довольно простыми техническими средствами (заменой вида рабочих элементов устройства, характера их распределения по его роторам и включением в структуру устройства датчика залипания ленты) получить качественно новый положительный эффект - появившейся возможности радикальной интенсификации процесса виброочистки ленты при одновременном уменьшении ее износа.
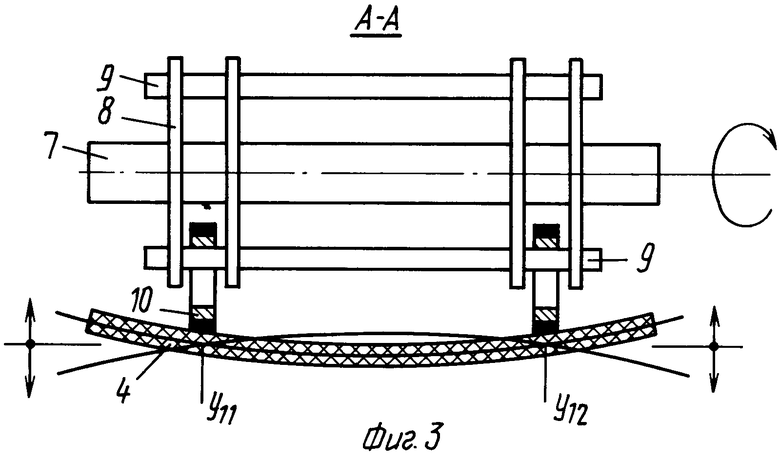
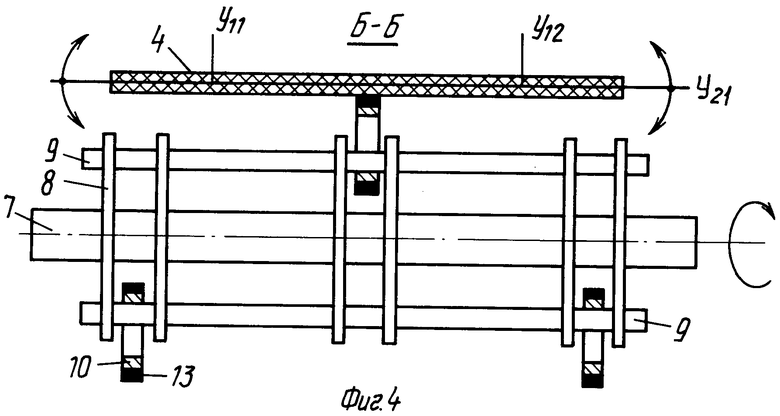
На фиг. 1 схематично изображен общий вид (сбоку) виброочистного устройства в статике с функциональной блок-схемой введения в работу индивидуальных приводов его очистных роторов; на фиг. 2 - общий вид устройства в работе; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 2; на фиг. 5 - участок деформированной ленты пролета, расположенный между сечениями А-А и Б-Б на фиг. 2.
Установленное над приемной воронкой 1 в пролете между приводимым 2 и отклоняющим 3 барабанами ленточного конвейера устройство для виброочистки ленты конвейера включает в себя межопорный пролет ленты 4 обратной ветви конвейера и размещенные соответственно над и под лентой 4 пролета два приводимых ротора 5 и 6, например верхний надленточный ротор 5 и нижний подленточный ротор 6, с их валами 7, наборами соосных с ним концевых и промежуточных дисков 8, расположенных по периферии дисков 8 рядами соосных с валам 7 продольных стержней 9, на которых свободно подвешены с возможностью разночастотных ударных воздействий на подлежащий виброочистке пролет ленты 4 ряды отдельных рабочих колец 10. Приводные ротора 5 и 6 предлагаемого устройства размещены с их относительным смещением вдоль ленты 4 пролета и снабжены их индивидуальными по частоте вращения роторов верхним 11 и нижним 12, приводами, при этом стержневые частоты роторов 5 и 6, кратные (частоты) произведениям чисел их стержней 9 на свои оборотные частоты, равны собственным частотам, например, - одноузловой и двухузловой собственной формы, соответственно, продольных и поперечных изгибных колебаний очищаемого пролета ленты 4 как прямоугольной в плане пластины в ее, соответственно, продольном и поперечном направлениях, рабочие элементы ротора 5 устройства подвешены по четным или нечетным его стержням 9 (фиг. 3), причем с возможностью ударных воздействий по двум продольным узловым линиям (Y11 и Y12 на фиг. 3,4) двухузловой собственной формы поперечных изгибных колебаний ленты 4 пролета (фиг. 3), а рабочие элементы подленточного ротора 6 подвешены поочередно по концам и срединам его стержней (фиг. 4), причем с возможностью ударных воздействий по концам и срединам отрезка поперечной узловой линии (Y21 на фиг. 4) одноузловой собственной формы продольных изгибных колебаний пролета ленты 4 (фиг. 2). Рабочие элементы предложенного устройства выполнены при этом в виде круговых плоских колец 10, причем с ударными ободами 13 из эластичного материала. Предлагаемое устройство в целом снабжено датчиками 14 наличия на рабочей поверхности ленты налипшего слоя материала 15 (фиг. 2), причем выходная электрическая цепь датчика 14 подключена к коммутирующему блоку 16 роторных приводов 11 и 12 устройства (фиг. 1,2).
Работа предложенного устройства для виброочистки ленты конвейера осуществляется при запитанном коммутирующем блоке 16 приводов 11 и 12 очистного устройства, движущейся ленте конвейера и только при наличии на рабочей поверхности ленты налипшего слоя 15 адгезионно-активного груза, когда выходной электрический сигнал нормально отключенного контактного действия датчика 14 наличия на рабочей поверхности ленты налипшего слоя 15 материала достигает (сигнал) своего порогового значения для формирования им с помощью коммутатора 16 управляющего сигнала на ввод в работу приводов 11, 12 и соответственно кинематически связанных с ними (приводами) роторов 5 и 6, рабочие (ударные) кольца которых возбуждают в ленте 4 пролета две формы независимых (благодаря приложению ударных воздействий непосредственно к узловым линиям собственных форм) моногармонических разночастотных колебаний, в том числе кольца 10 верхнего ротора 5 (благодаря чередованию их расположения по стержням 9) возбуждают моногармонические высокоамплитудные (резонансные) изгибные колебания ленты 4 пролета в ее продольном (см. на фиг. 2 и 3) направлении, а кольца 10 нижнего ротора 6 (благодаря чередованию их расположения по срединам и концом стержней 9) возбуждают соответственно моногармонические высокоамплитудные (резонансные) изгибные колебания ленты 4 пролета в ее поперечном (см. на фиг. 4) направлении; в результате сложения названных форм независимых колебаний рабочей поверхности ленты образуется ее вибрирующая поверхность двоякой (см. фиг. 5) кривизны (четвертого порядка), при изменении знака которой, в результате "перескока" лентой пролета своих нейтральных по деформации положений, осуществляется автоматическое самовозбуждение лентой пролета ее высокочастотных супергармонических колебаний, что сопровождается резким увеличением уровня, непосредственно отрабатываемых кольцевыми роторами 5 и 6 перегрузок рабочей поверхности ленты 4 пролета и, следовательно, обеспечивает качественную виброочистку ленты 4 пролета от налипшего на нее материала 15.
При поступлении на ленту конвейера вместо адгезионно-активного, адгезионно-пассивного материала благодаря отсутствию на рабочей поверхности ленты налипшего слоя материала выходной электрический сигнал нормально отключенного датчика 14 понижается до своего номинального значения, а коммутатор 16 соответственно подает импульс на выключение приводов 11 и 12 своих роторов 5 и 6, после чего очистное устройство автоматически переходит в свое неподвижное состояние и тем самым не оказывает динамического воздействия на пролет 4 ленты конвейера вплоть до поступления на него новой партии адгезионно-активного материала и т. д.
Таким образом, предложенная разработка способа и устройства технического решения гарантирует интенсификацию процесса виброочистки ленты конвейера при одновременном уменьшении ее износа, что является достижением поставленной цели изобретения и открывает перспективы для широкого внедрения данной разработки на твердотопливных ТЭС. (56) 1. Авторское свидетельство СССР N 269778. кл. В 65 G 45/00, 1968.
2. Авторское свидетельство СССР N 906849, кл. В 65 G 45/00, 1980.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПЛОТНЕНИЯ ВАЛА РОТОРНОЙ МАШИНЫ | 1991 |
|
RU2030661C1 |
| Устройство для очистки конвейров лент | 1976 |
|
SU689515A2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЧАСТОТНЫХ ХАРАКТЕРИСТИК | 1968 |
|
SU220985A1 |
| ГИДРОАКУСТИЧЕСКАЯ СИРЕНА | 2004 |
|
RU2284229C2 |
| СИРЕНА ВСТРЕЧНЫХ РЕЗОНАНСНЫХ ВОЛН | 2007 |
|
RU2344001C9 |
| ОБЕСПЫЛИВАЮЩЕЕ УСТРОЙСТВО ВАГОНООПРОКИДЫВАТЕЛЯ | 1990 |
|
RU2019488C1 |
| СПОСОБ ОБЕСПЫЛИВАНИЯ ВОЗДУХА | 1991 |
|
RU2006259C1 |
| СИРЕНА ВСТРЕЧНЫХ РЕЗОНАНСНЫХ ВОЛН, СНИМАЕМЫХ С ЕДИНОГО ОДНОРОДНОГО ПО ДЛИНЕ РОТОРА | 2007 |
|
RU2358812C1 |
| СИРЕНА ВСТРЕЧНЫХ РЕЗОНАНСНЫХ ВОЛН, СНИМАЕМЫХ С ЕДИНОГО ОДНОРОДНОГО ПО ДЛИНЕ РОТОРА | 2008 |
|
RU2361683C1 |
| Способ определения поврежденности ротора турбомашины | 1986 |
|
SU1642309A1 |



Использование: в конвейерном транспорте при ударно - вибрационной очистке рабочих поверхностей лент конвейеров. Сущность: ударные воздействия к ленте при ее виброочистке прикладывают с частотами, равными частотам собственных изгибных колебаний межопорного пролета ленты как прямоугольной пластины, причем по узловым линиям соответствующих данным частотам собственных форм колебаний пролета с помощью устройства, рабочие элементы которого распределяются в окружном и осевом направлении его роторов конгруэнтно названным узловым линиям колебаний ленты и выполнены в виде футерованных круглых колец, а устройство при этом вводится в работу с помощью датчика налипания ленты. Резонансные колебания пролета ленты в совокупности с самовозбуждаемыми высокочастотными колебаниями пролета обеспечивают необходимое превышение виброперегрузок рабочей поверхности ленты пролета над силами прилипания к ней слоев адгезионно - активного материала и тем самым гарантируют качественную виброочистку ленты, пролета и - далее всей ленты конвейера. При этом обработка осуществляется без соскабливающего воздействия очистного устройства на очищаемую им ленту, а исключительно путем мягкого возбуждения им оптимальных по виброочистке колебаний ее пролета. 2 с. п. 4 з. п. ф-лы, 5 ил.
