Изобретение относится к машиностроению, а именно к производству амортизаторов, и касается амортизаторов, принцип действия которых основан на использовании пластической деформации материала и которые могут найти применение в устройствах, требующих защиты от ударных нагрузок.
Известен пластический амортизатор [1] , содержащий направляющий стержень и энергопоглощающий элемент, выполненный в виде полого цилиндра с кольцевыми выступами на наружной поверхности.
Данный амортизатор характеризуется относительной сложностью изготовления, а также отходами материала при его изготовлении.
Наиболее близким к изобретению по технической сущности и достигаемому эффекту является пластинчатый амортизатор [2] , содержащий направляющий стержень и деформируемый элемент, выполненный в виде полого цилиндра с кольцевыми выступами на наружной поверхности, а со стороны закрепления стержня участки полого цилиндра между кольцевыми выступами выполнены с увеличивающейся толщиной.
Изготовление такого амортизатора из сплошной цилиндрической заготовки путем токарной обработки приводит к большим отходам материала.
Известен способ изготовления цилиндрических устройств с кольцевыми выступами на теле устройства [3] , заключающийся в том, что раздельно изготовляют полый цилиндр и кольцевые выступы с последующим размещением кольцевых выступов на наружной поверхности полого цилиндра, что уменьшает отходы материала при изготовлении устройства в целом. Однако, если цилиндрическое тело имеет ступенчатую форму, то при его изготовлении могут иметь место отходы материала либо необходимо использовать сложную технологию, например высокоточное литье. Это относится и к изготовлению отдельных кольцевых выступов.
Таким образом, известные пластические амортизаторы на основе энергопоглощающих элементов, выполненных в виде полого цилиндра с кольцевыми выступами на наружной поверхности, имеют сравнительно высокую сложность изготовления и отходы материала при их изготовлении.
Данное изобретение направлено на упрощение технологии изготовления и исключение отходов материала.
Задачей изобретения является создание пластического амортизатора на основе энергопоглощающего элемента в виде полого цилиндра с кольцевыми выступами на наружной поверхности и переменной толщиной между выступами, позволяющего для его изготовления использовать простые технологии и исключить отходы материала.
Другой задачей изобретения является создание безотходного способа изготовления предлагаемого амортизатора.
Основной технический результат, который может быть получен при осуществлении изобретения, состоит в следующем:
обеспечивается возможность изготовления амортизатора из листовых или трубных заготовок металла;
снижается количество исходных заготовок для изготовления амортизатора;
исключаются отходные технологии обработки заготовок при изготовлении амортизатора.
Техническое решение первой поставленной задачи достигается тем, что в пластическом амортизаторе, содержащем направляющий стержень и деформируемый элемент в виде полого цилиндра с кольцевыми выступами на наружной поверхности, а со стороны закрепления стержня участки полого цилиндра между кольцевыми выступами выполнены с увеличивающейся толщиной, полый цилиндр выполнен из набора концентрично расположенных труб различной заданной высоты каждая, сопряженных между собой по цилиндрическим поверхностям и с уменьшающейся длиной труб от внутренней к наружной, кольцевые выступы расположены на свободных концах труб и на них выполнены наклонные прорези относительно оси амортизатора.
Кроме того, пластический амортизатор может быть снабжен дополнительными кольцевыми выступами, идентичными основным, установленными и закрепленными равномерно на внешних свободных цилиндрических поверхностях каждой из труб между основными кольцевыми выступами.
При таком исполнении амортизатора его можно изготавливать либо из листового металла, либо из заготовок в виде труб различного диаметра, что полностью исключает токарную обработку, а следовательно, и отходы материала при изготовлении.
Техническое решение второй поставленной задачи достигается тем, что по способу изготовления пластического амортизатора, заключающемуся в том, что раздельно изготовляют полый цилиндр и кольцевые выступы с последующим размещением кольцевых выступов на наружной поверхности полого цилиндра, полый цилиндр изготавливают из труб различной заданной длины каждая, кольцевые выступы - путем отрезания участка трубы, выполнения в них наклонной прорези, упругого их разжимания до наружного диаметра трубы и их соединения с трубами посредством сварки с полным заполнением наклонной прорези путем наплавки.
Такой способ обеспечивает минимальное число исходных заготовок труб различного диаметра, характеризуется простотой исполнения и исключает отходы материала при изготовлении пластического амортизатора.
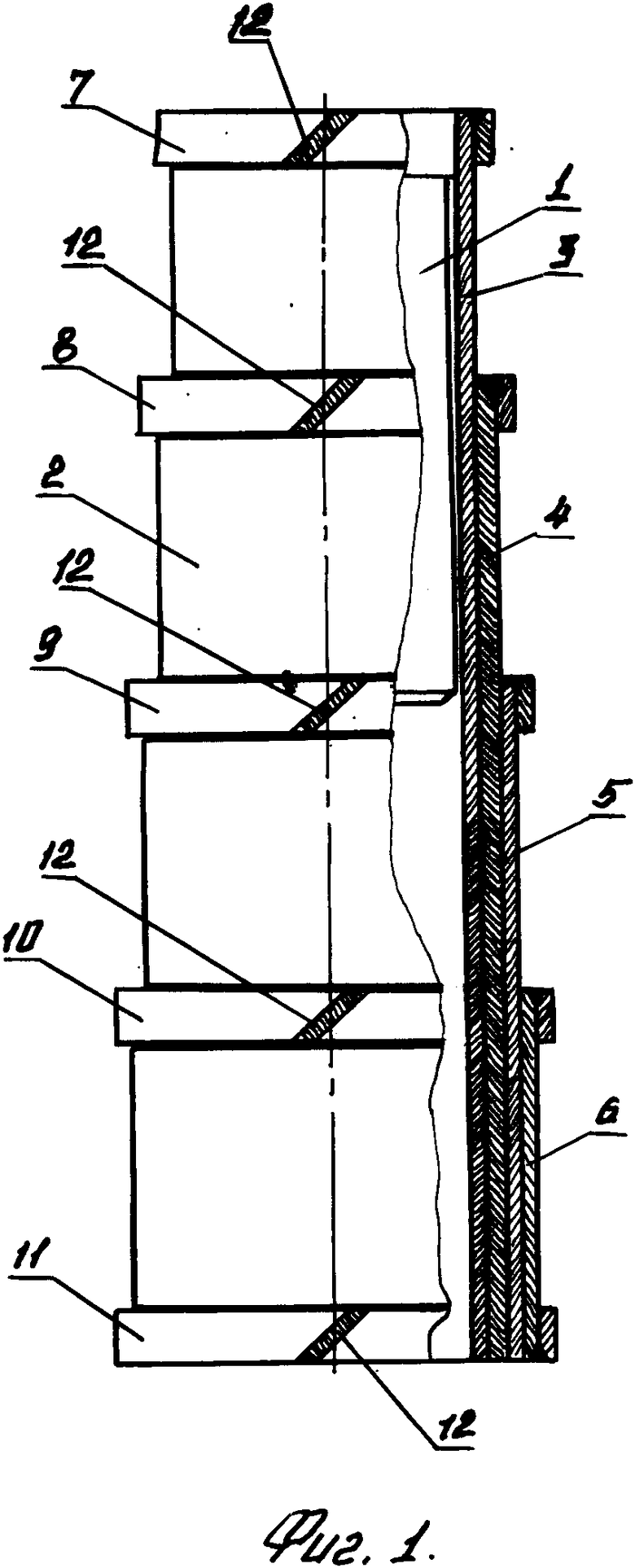
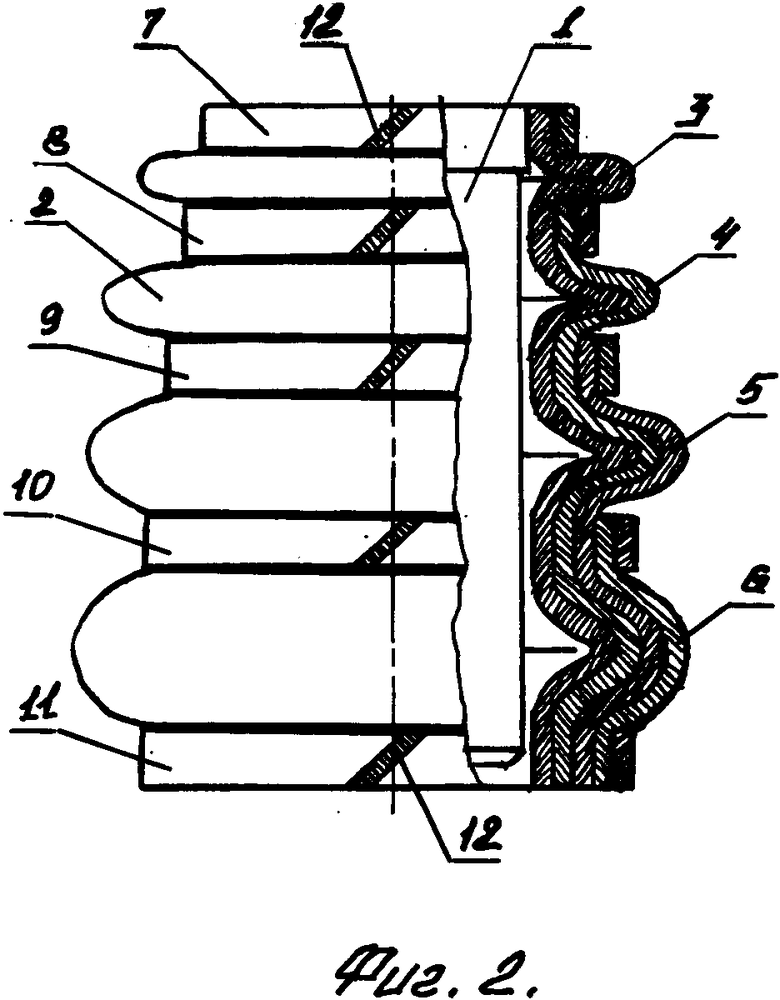
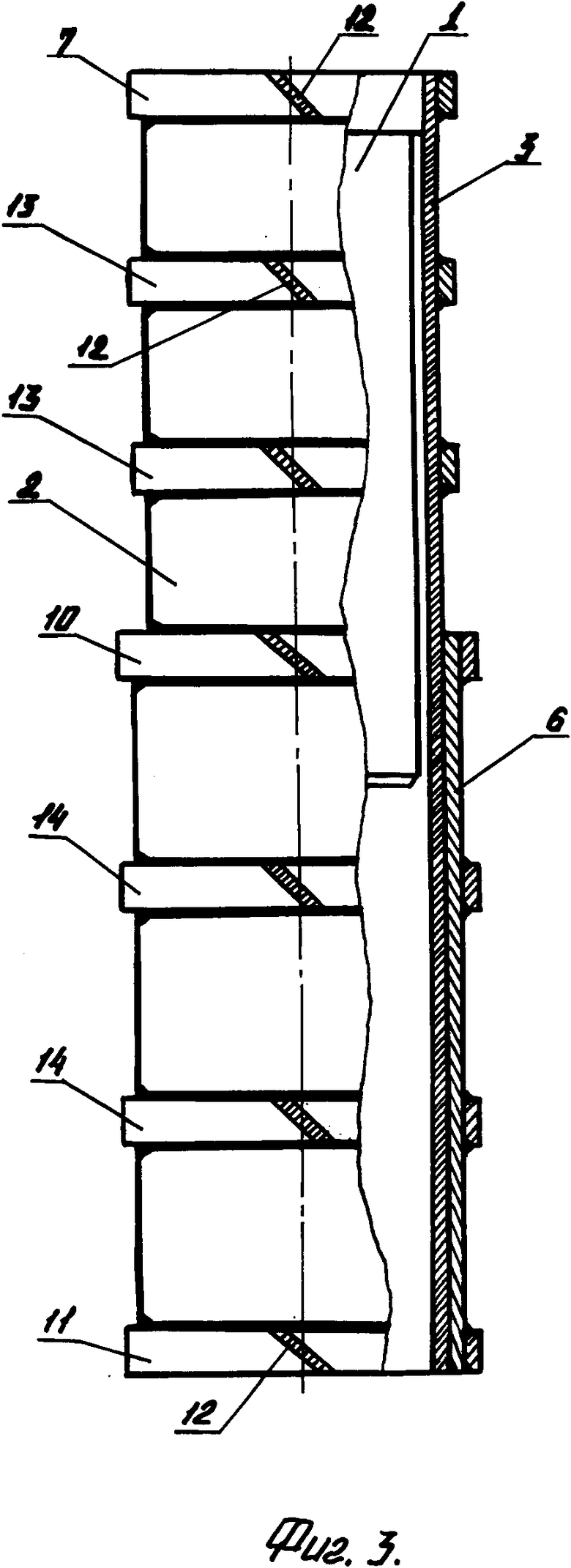
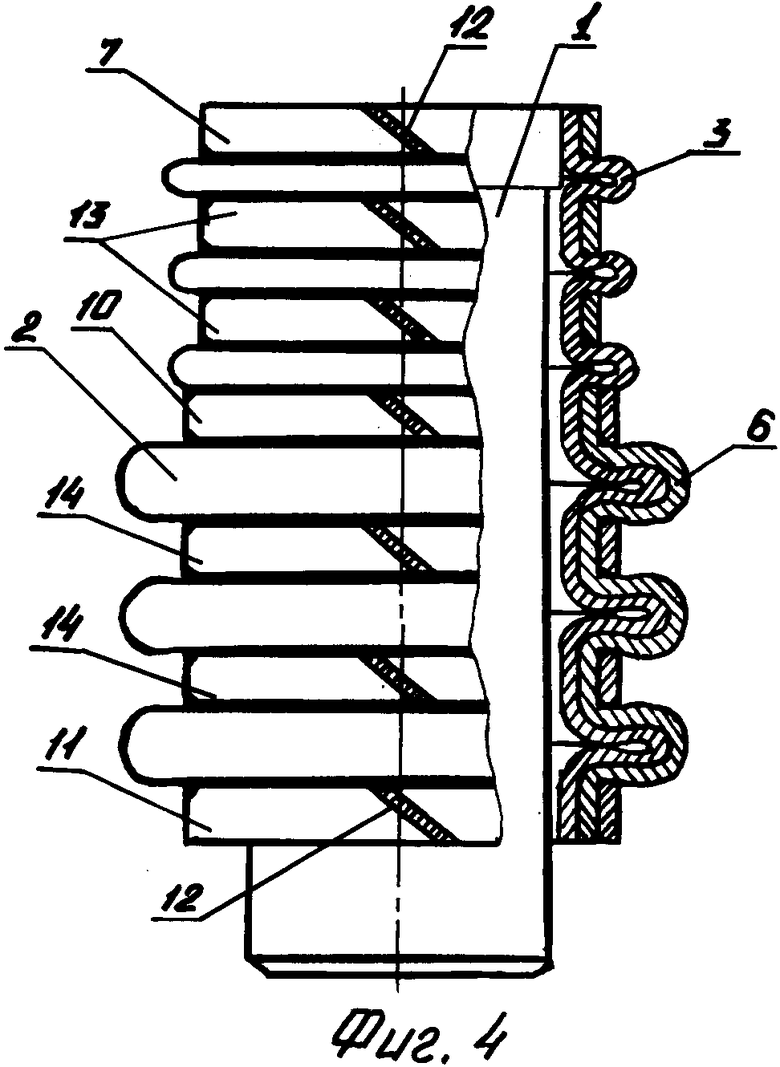
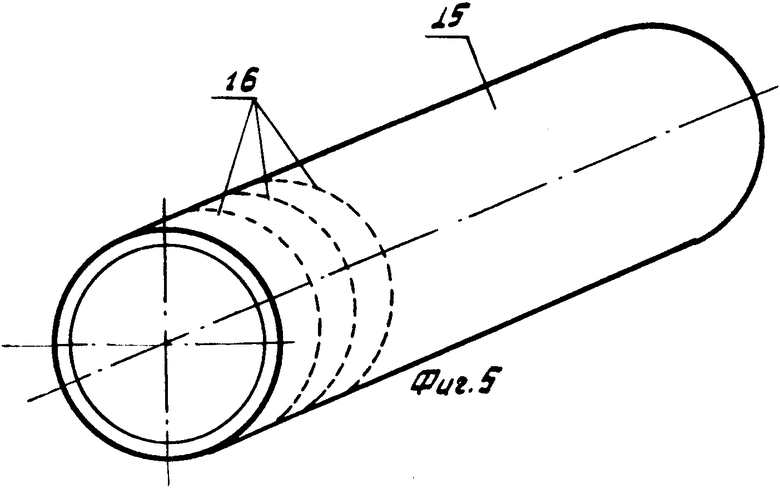
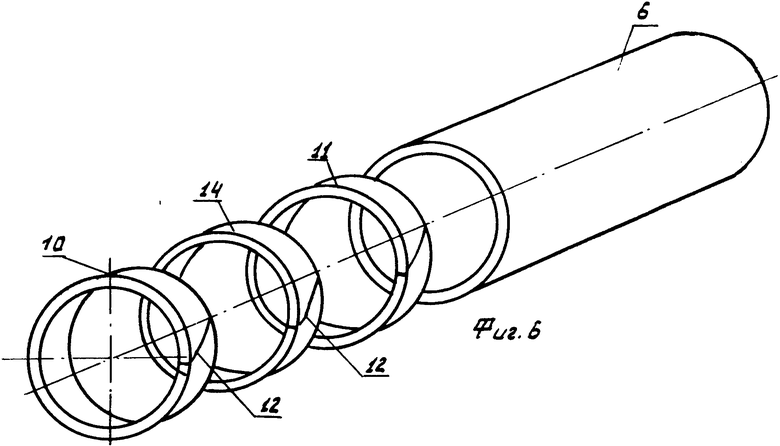
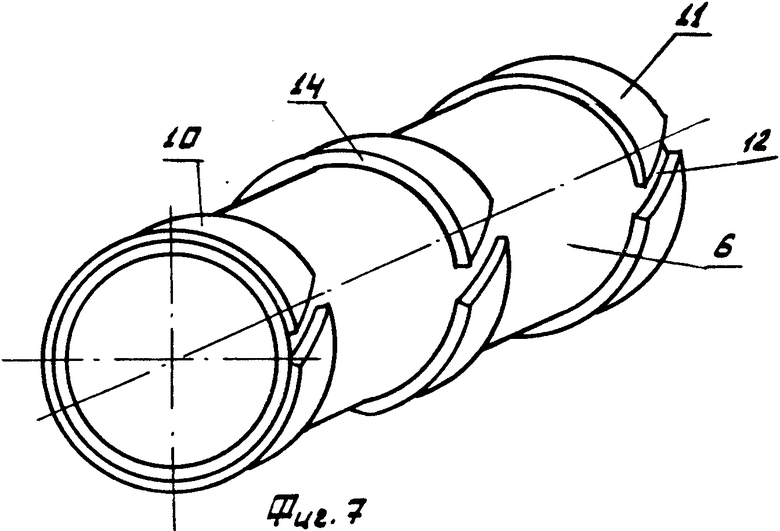
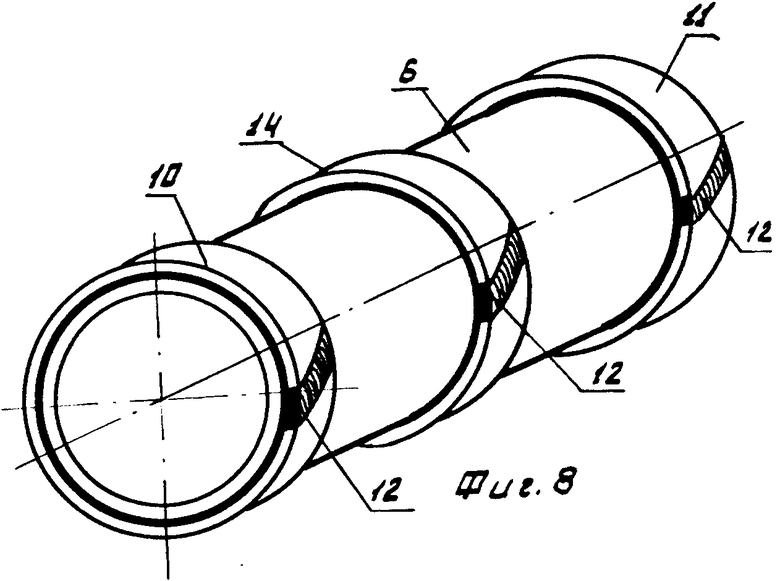
На фиг. 1 изображен пластический амортизатор в исходном состоянии; на фиг. 2 - то же, после восприятия ударной нагрузки; на фиг. 3 - амортизатор с дополнительными кольцевыми выступами в исходном состоянии; на фиг. 4 - то же, после восприятия нагрузки; на фиг. 5 - исходная заготовка трубы с разметкой для отрезания кольцевых выступов; на фиг. 6 - труба заданной длины с отрезанными от нее кольцевыми выступами, в которых выполнены наклонные прорези; на фиг. 7 - труба заданной длины с размещенными на ней кольцевыми выступами; на фиг. 8 - то же, после скрепления кольцевых выступов с трубой посредством сварки.
Пластический амортизатор содержит направляющий стержень 1 и деформируемый элемент, выполненный в виде полого цилиндра 2 с кольцевыми выступами на наружной поверхности. Полый цилиндр 2 выполнен из набора концентрично расположенных труб 3-6 различной заданной длины каждая, при этом трубы последовательно сопряжены между собой по цилиндрическим поверхностям. Внутренняя труба 3 имеет максимальную длину. Длина каждой из последующих труб меньше предыдущей на заданную величину, соответствующую длине деформируемого участка между кольцевыми выступами. Наружная труба 6 имеет минимальную длину. Набор труб 3-6 образует полый цилиндр 2 со ступенчатой наружной поверхностью, причем каждая ступень образована свободным концом каждой из труб 3-6.
На свободных концах каждой из труб 3-6 размещены наружные кольцевые выступы 7-11, которые выполняются отдельно и с наклонной прорезью 12 относительно оси амортизатора, что упрощает их размещение по месту на тело полого цилиндра 2, состоящего из набора труб 3-6, кроме того, обеспечивается возможность предварительного поджатия кольцевых выступов 7-11 за счет их упругости к телу полого цилиндра 2.
Для повышения жесткости кольцевых выступов 7-11, установленных на свободных концах каждой из труб 3-6, кольцевые выступы 7-11 скреплены с соответствующими трубами 3-6.
Кроме того (фиг. 3), на свободных цилиндрических поверхностях каждой из труб 3 и 6 могут быть установлены дополнительные кольцевые выступы 13 и 14, выполненные идентично основным кольцевым выступам 7,10 и 11. При этом дополнительные кольцевые выступы 13 и 14 размещаются равномерно между основными кольцевыми выступами 7,10 и 11.
Пластический амортизатор работает следующим образом.
При приложении сжимающей нагрузки к торцам амортизатора происходит последовательное деформирование (пластическое выпучивание) участков полого цилиндра 2, выполненного из набора труб 3-6, между кольцевыми выступами 7-11. Сначала пластически выпучивается труба 3 между кольцевыми выступами 7 и 8, затем при увеличении нагрузки начинают совместно пластически выпучиваться трубы 3 и 4 между кольцевыми выступами 8 и 9, затем - трубы 3,4 и 5 между кольцевыми выступами 9 и 10 и, наконец, все трубы 3-6 вместе - между кольцевыми выступами 10 и 11.
В случае, когда амортизатор снабжен дополнительными кольцевыми выступами одновременно деформируются все рабочие участки одного наружного диаметра, т. е. сначала деформируются все рабочие участки между кольцевыми выступами 7-10, а затем - все рабочие участки между кольцевыми выступами 10 и 11. Тем самым повышается плавность работы амортизатора на каждой ступени нагружения.
Изготовление пластического амортизатора осуществляется из заготовок труб разного заданного диаметра и толщины стенок, при этом число заготовок труб равно числу ступеней амортизатора. Длина каждой заготовки трубы 15 (фиг. 5) определяется длиной соответствующей трубы, используемой в составе полого цилиндра 2 со ступенчатой внешней поверхностью, набираемого из труб 3-6 разной длины, а также шириной и числом кольцевых выступов, размещенных на соответствующей трубе (основного 7 и дополнительных 13 на трубе 3, а на внешней трубе 6 основных 10 и 11 и дополнительных 14). Из каждой заготовки трубы 15 путем разрезания получают требуемое число кольцевых выступов и трубу заданной длины. В кольцевых выступах выполняют наклонные прорези, упруго разжимают до наружного диаметра трубы и размещают на трубе по месту, а затем скрепляют с ней посредством сварки с полым заполнением прорези посредством наплавки. Полученные таким образом трубы 3-6 разной заданной длины каждая с кольцевыми выступами 7-11,13 и 14 на внешней поверхности последовательно концентрично размещают друг в друге и устанавливают внутрь направляющий стержень 1, который скрепляют с одним из торцов внутренней трубы, например, при помощи сварки.
На фиг. 5-8 показана последовательность операций при изготовлении трубы заданной длины с кольцевыми выступами на внешней поверхности на примере внешней трубы 6 минимальной высоты с кольцевыми выступами 10,11 и 14. С одного из концов на заготовке трубы 15 делают разметку 16 для отрезания кольцевых выступов 10,11 и 14.
Производят отрезание кольцевых выступов 10,11 и 14. В результате получают трубу 6 заданной длины. Затем в кольцевых выступах 10,11 и 14 выполняют наклонные прорези 12 (фиг. 6). Упруго разжимают полученные таким образом кольцевые выступы 10,11 и 14 и размещают по месту на трубе 6 (фиг. 7), после чего посредством сварки скрепляют кольцевые выступы 10,11 и 14 с трубой 6. При этом путем наплавки полностью заполняют наклонную прорезь 12 (фиг. 8).
Таким образом, изобретение значительно упрощает изготовление пластического амортизатора, исключает отходы материала и сохраняет при этом основные характеристики амортизатора. (56) 1. Авторское свидетельство СССР N 1087716, кл. F 16 F 7/12, 1982.
2. Авторское свидетельство СССР N 846886, кл. F 16 F 7/17, 1979.
3. Орлов П. И. Основы конструирования. М. : Машиностроение, 1977, т. 2, с. 108, рис. 132б.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДАТЧИК ЧИСЛА ОБОРОТОВ | 1992 |
|
RU2010229C1 |
| СПОСОБ ОЧИСТКИ ТРУБ ОТ КОНСЕРВАЦИОННЫХ ОБМАЗОК И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1990 |
|
RU2010037C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ИНСТРУМЕНТА | 1991 |
|
RU2009780C1 |
| РЕГУЛИРУЕМАЯ ПО ВЫСОТЕ И УГЛУ НАКЛОНА НУЛЕВАЯ КОЛОНКА ТРАНСПОРТНОГО СРЕДСТВА | 1991 |
|
RU2009929C1 |
| КАССЕТА ПРЕИМУЩЕСТВЕННО ДЛЯ ЖИДКОСТНОЙ ОБРАБОТКИ ПЕЧАТНЫХ ПЛАТ | 1991 |
|
RU2010463C1 |
| ДАТЧИК ЧИСЛА ОБОРОТОВ | 1992 |
|
RU2010230C1 |
| ЭНЕРГОПОГЛОЩАЮЩИЙ БУФЕР ДЛЯ АВТОМОБИЛЯ | 1992 |
|
RU2023609C1 |
| Пластический амортизатор | 1990 |
|
SU1773293A3 |
| ЛЕПЕСТКОВЫЙ АБРАЗИВНЫЙ КРУГ | 1991 |
|
RU2009865C1 |
| СПАСАТЕЛЬНОЕ СРЕДСТВО ДЛЯ ВОДНОЙ СРЕДЫ | 1991 |
|
RU2009956C1 |
Использование: в машиностроении, а именно при производстве амортизаторов, принцип действия которых основан на использовании пластической деформации материала. Сущность изобретения: пластический амортизатор содержит направляющий стержень и деформируемый элемент в виде полого цилиндра с кольцевыми выступами на наружной поверхности. Полый цилиндр выполнен из набора концентрично расположенных труб различной заданной высоты каждая, а кольцевые выступы выполнены отдельными с наклонной прорезью и присоединены к свободным концам каждой из труб посредством сварки с полным заполнением прорези. Пластический амортизатор может быть снабжен дополнительными кольцевыми выступами, идентичными основным, установленными и закрепленными равномерно на внешних свободных цилиндрических поверхностях каждой из труб между основными кольцевыми выступами. Способ изготовления пластического амортизатора заключается в том, что полый цилиндр набирают из труб различной заданной высоты каждая, кольцевые выступы изготавливают путем отрезания участка каждой трубы, затем в них выполняют наклонную прорезь, упруго разжимают до наружного диаметра исходной трубы, а затем кольцевые выступы соединяют с трубами посредством сварки с полным заполнением наклонной прорези путем наплавки. 2 с. и 1 з. п. ф-лы, 8 ил.
ПЛАСТИЧЕСКИЙ АМОРТИЗАТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ
1. Пластический амоpтизатоp, содеpжащий напpавляющий стеpжень и дефоpмиpуемый элемент в виде полого цилиндpа с кольцевыми выступами на наpужной повеpхности, а со стоpоны закpепления стеpжня участки полого цилиндpа между кольцевыми выступами выполнены с увеличивающейся толщиной, отличающийся тем, что, полый цилиндp выполнен из набоpа концентpично pасположенных тpуб pазличной заданной высоты каждая, сопpяженных между собой по цилиндpическим повеpхностям и с уменьшающейся длиной тpуб от внутpенней к наpужной, кольцевые выступы pасположены на свободных концах тpуб и на них выполнены наклонные относительно оси амоpтизатоpа пpоpези.
