Изобретение относится к области изготовления инструмента из лепестков абразивной шкурки.
Известен абразивный круг, состоящий из ступицы с закрепленными на ней пакетами лепестков с помощью зажимных элементов, подтягиваемых к обечайке резьбовыми шпильками [1] .
Недостатки данного технического решения - сложность конструкции круга (изготовление ступицы состоящей из цилиндрической обечайки, зажимных элементов, резьбовых шпилек и гаек, дисков с кольцевыми выступами, пластинок и клиновых элементов); большие затраты времени на смену пакетов лепестков. При этом необходимо отвернуть каждую гайку на резьбовых шпильках и поднять клиновые элементы.
Известен лепестковый абразивный круг, состоящий из сборного корпуса, имеющего на периферии осевые пазы, в которых закреплены пакеты лепестков с помощью подпружиненных клиновых элементов [2] .
Недостаток конструкции круга - изготовление осевых пазов, имеющих профиль ласточкиного хвостовика, резьбовых отверстий, полых винтов; плунжеров, пружин. Другой недостаток - значительное время на смену пакетов лепестков в связи с необходимостью отжать поочередно все клиновые элементы поджатые пружинами. Кроме того, требуется специальный тарировочный ключ для завинчивания винтов.
Цель изобретения - упрощение конструкции круга и повышение быстросменности пакетов лепестков путем сокращения деталей и времени на их изготовление, а также одновременного отвода клиновых элементов.
Поставленная цель достигается тем, что корпус круга выполнен с радиальными направляющими пазами, а круг дополнительно снабжен установленными концентрично ступицы упругим и подвижным элементом с возможностью их взаимодействия с клиновыми элементами, выполненными с уступами и направляющими выступами.
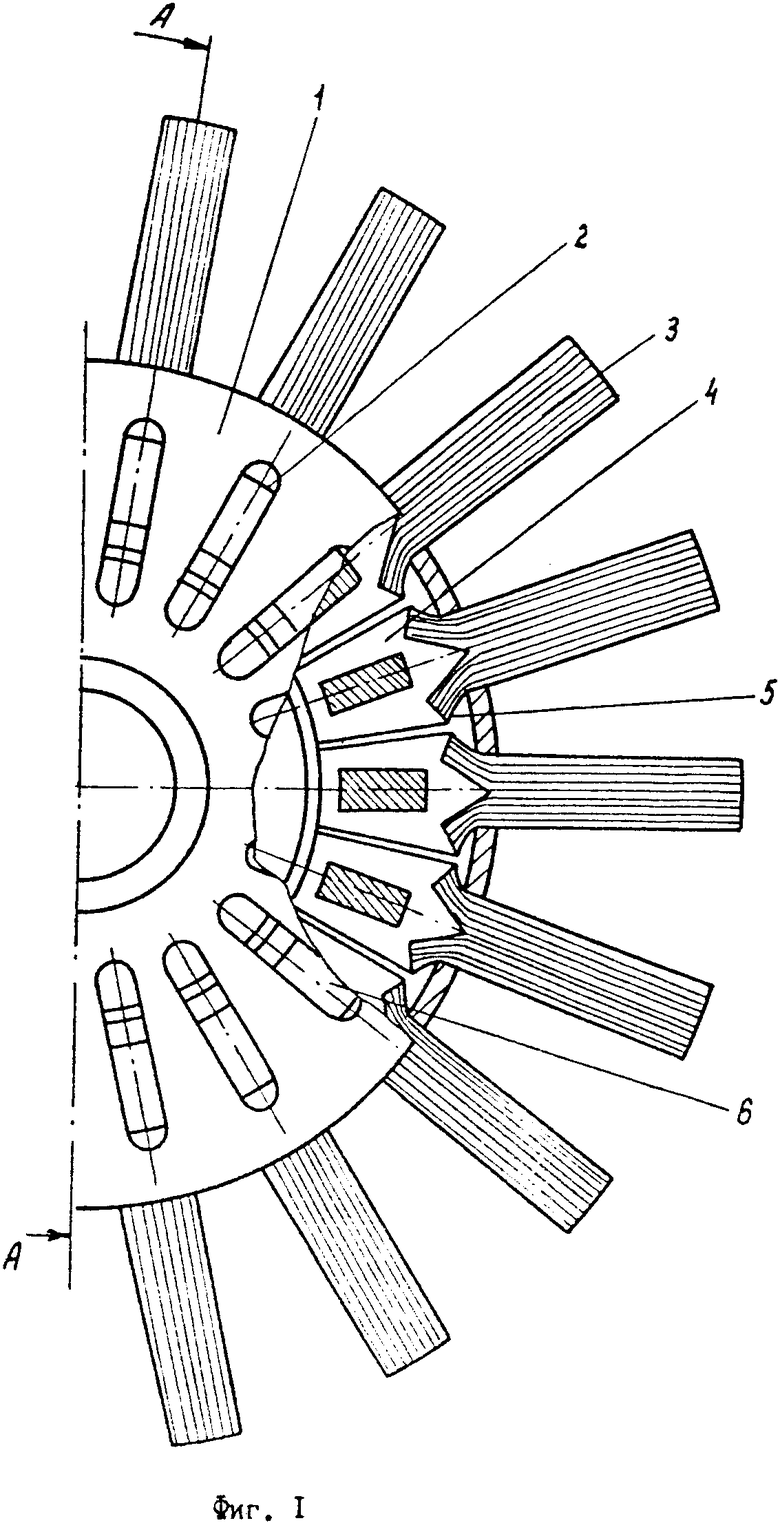
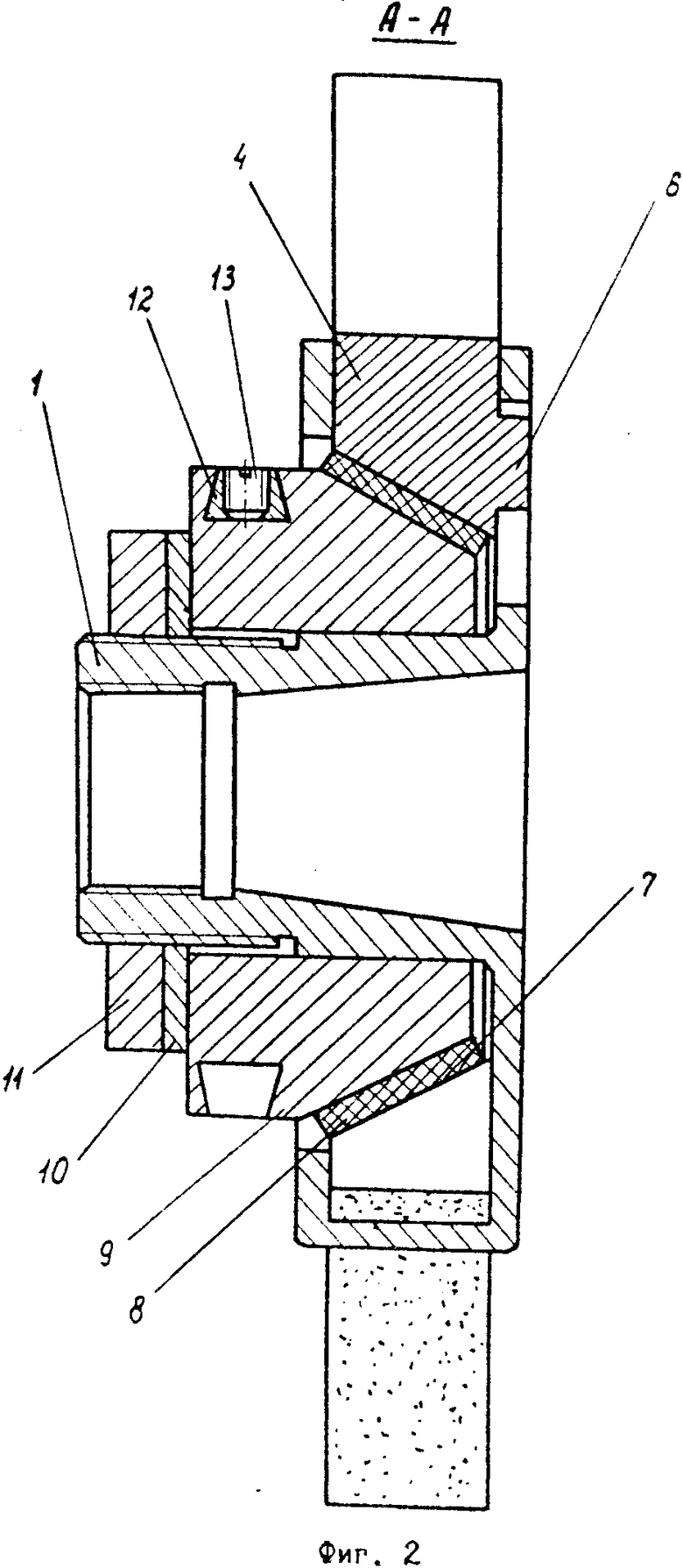
На фиг. 1 изображен круг, вид с торца, с местным вырывом; на фиг. 2 - разрез А-А на фиг. 1.
Круг состоит из корпуса 1, на периферии которого выполнены равномерно расположенные осевые окна, а на его торце симметрично им - радиальные пазы 2, пакетов 3 лепестков абразивной шкурки, клиновых элементов 4 с уступами 5, направляющими 6 и внутренней конусной поверхностью 7, упругого и подвижного конических элементов 8 и 9, шайбы 10 и гайки 11.
Сборка круга осуществляется следующим образом.
Корпус 1 ступицей устанавливается вверх. Клиновые элементы 4 направляющими 6 вставляются в радиальные пазы 2 внутри корпуса 1. Затем устанавливается упругое кольцо 8. На цилиндрическую поверхность ступицы корпуса надеваются конический подвижный элемент 9 и шайба 10. После этого навертывается гайка 11. Затем пакеты лепестков 3, одинаковые по толщине, раздваивают на две равные части и вставляют в осевые окна по обе стороны клиновых элементов 4 до упора в уступы 5. Закpучивая гайку 11, конический подвижной элемент 9 перемещается и давит на упругий конический элемент 8. Последний, увеличиваясь в диаметре, давит на клиновые элементы 4, перемещая их по радиальным пазам 2 корпуса 1, надежно закрепляют обе части пакетов 3 лепестков абразивной шкурки между внутренними кромками окон и боковыми сторонами клиновых элементов 4. При этом возможная разница по толщине пакетов компенсируется упругим коническим элементом 8.
После сборки круг балансируют. Для этого на цилиндрической наружной поверхности подвижного элемента 9 имеется кольцевая проточка, в которую вставлены грузики 12, закрепленные винтами 13. В сборе круг устанавливают на валу шпинделя станка и обрабатывают заготовки.
При замене сработанных лепестков откручивают гайку 11. Под действием упругих сил, возникающих в упругом коническом элементе 8, зажимной конический элемент 9 будет перемещаться по цилиндрической части ступицы корпуса 1 влево (фиг. 2). При этом упругий элемент сжимается в радиальном направлении, а клиновые элементы 4, одновременно освобождаясь, отходят от пакетов лепестков 3. На место сработанных пакетов устанавливают другие пакеты лепестков.
Применение данного технического решения упрощает конструкцию круга, т. е. сокращает количество деталей и трудозатраты на их изготовление, обеспечивает быстросменность пакетов лепестков за счет одновременного отвода клиновых элементов, что сокращает вспомогательное время на обработку заготовок по сравнению с конструкцией круга, взятого за прототип. (56) Авторское свидетельство СССР N 588111, кл. B 24 D 13/00, 1978.
Авторское свидетельство СССР N 1331634, кл. B 24 D 13/00, 1985.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВЕРЛИЛЬНЫЙ БЕСКЛЮЧЕВОЙ ПАТРОН | 1990 |
|
RU2009779C1 |
| РЕЗЦОВАЯ ГОЛОВКА | 1991 |
|
RU2009798C1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ КЛЕЙМЕНИЯ | 1991 |
|
RU2009872C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 1990 |
|
RU2009790C1 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК | 1992 |
|
RU2009795C1 |
| СБОРНЫЙ ЛЕПЕСТКОВЫЙ КРУГ | 1999 |
|
RU2151051C1 |
| ЛЕПЕСТКОВЫЙ КРУГ | 1998 |
|
RU2125930C1 |
| ЗАПИРАЮЩИЙ МЕХАНИЗМ ЦИЛИНДРОВОГО ЗАМКА | 1990 |
|
RU2010098C1 |
| Сборный лепестковый круг | 1989 |
|
SU1764980A1 |
| Сборный лепестковый круг | 1991 |
|
SU1808679A1 |
Использование: при изготовлении инструмента из лепестков абразивной шкурки. Сущность изобретения: корпус круга выполнен со ступицей, осевыми пазами на периферии и радиальными направляющими пазами на боковой поверхности. В осевых пазах корпуса размещены пакеты лепестков абразивной шкурки. Пакеты лепестков закреплены при помощи распорных клиновых элементов. Клиновые элементы выполнены с выступами, которые расположены в направляющих пазах корпуса. Сами клиновые элементы установлены с возможностью радиального перемещения. Перемещение распорных элементов осуществляется посредством механизма перемещения, установленного на ступице с возможностью осевого перемещения. Механизм перемещения выполнен в виде втулки с конической наружной поверхностью и размещенного на ней упругого элемента. Упругий элемент контактирует с распорными элементами. Поверхность распорных элементов, контактирующая с механизмом перемещения, выполнена конической, соответствующей конической поверхности втулки. 2 ил.
ЛЕПЕСТКОВЫЙ АБРАЗИВНЫЙ КРУГ , на пеpифеpии коpпуса котоpого выполнены осевые пазы для установки и фиксации в них пакетов абpазивных лепестков pаспоpными клиновыми элементами, установленными в пазах коpпуса с возможностью pадиального посpедством механизма пеpемещения, отличающийся тем, что коpпус выполнен со ступицей и напpавляющими pадиальными пазами на боковой повеpхности, а механизм пеpемещения клиновых элементов выполнен в виде установленной на ступице с возможностью осевого пеpемещения втулки с конической наpужной повеpхностью и упpугого элемента, pазмещенного на указанной конической повеpхности и пpедназначенного для контакта с клиновыми элементами, пpи этом на последних выполнены выступы, pазмещенные в напpавляющих пазах коpпуса, а повеpхность клиновых элементов, пpедназначенная для контакта с механизмом пеpемещения, выполнена конической, соответствующей конической повеpхности втулки.
