Изобретение относится к обработке металлов давлением, в частности к производству поковок толстостенных труб, и может быть использовано преимущественно при изготовлении высокопрочных цилиндров и труб с отношением Dн/tст < 6, где:
Dн - наружный диаметр трубы,
tст - толщина стенки.
Известен способ получения толстостенных труб и оборудование для формообразования полых длинномерных поковок горячим радиальным обжатием. В известном способе сверлению подвергают не поковку, а более короткую исходную заготовку, которую затем нагревают и куют на короткой водоохлаждаемой оправке. Оправка для осуществления этого способа имеет только одну рабочую поверхность: цилиндрическую или с уклоном (1-1,5): 100, а одинаково расположенные бойки действуют синхронно и образуют один очаг деформации.
Недостатком способа и устройства является высокая себестоимость изготовления трубы, вызванная необходимостью высверливания центрального отверстия в исходной заготовке.
Наиболее близким техническим решением к предлагаемому является способ изготовления полых цилиндрических заготовок и устройство для его осуществления, при котором прошивку нагретой заготовки производят с одновременным деформированием цилиндрического тела параллельными бойками методом поперечной ковки с углом поворота после каждого на 10-30о, при этом прошивню придают вращение в сторону, обратную вращению заготовки с угловой скоростью, равной 3-5 угловым скоростям вращения заготовки. Заготовку деформируют двумя бойками.
Недостатком способа и устройства является получение грубой наружной и внутренней поверхностей заготовки, что приводит к увеличению припусков и потере металла.
Задачей разработки являлось получение технического результата, заключающегося в уменьшении потерь металла и снижении себестоимости изготовления толстостенных труб. Указанный результат достигается тем, что поковку трубы формируют на радиально-ковочной машине двумя парами бойков с образованием для каждой пары своего очага деформации с заданной степенью обжатия, а вращение заготовки между ударами производят с углом кантовки 13-15о, при этом после образования отверстия в заготовке осуществляют калибровку трубы с того же нагрева на оправке без прошивочного наконечника. Скорость подачи заготовки задают из условия
V =  , где n - число оборотов заготовки;
, где n - число оборотов заготовки;
L - величина взаимного смещения рабочих поверхностей бойков;
m - количество циклов прохождения зоны уширения поковки под калибрующим участком соседней пары бойков.
Для осуществления способа предложено устройство, содержащее бойки и короткую оправку на державке, при этом две пары бойкой, расположенные во взаимно перпендикулярных плоскостях, развернуты на 180о по отношению друг к другу и за счет смещения рабочих (калибрующих) участков на величину близкую длине такого участка образуют два очага деформации, при этом каждая пара бойков установлена на свой заданный размер обжатия при условии достижения суммарной степени обжатия от 5 до 25% , а водоохлаждаемая оправка выполнена с быстросъемным прошивным наконечником, диаметр калибрующего пояска которого превышает диаметр рабочей поверхности оправки.
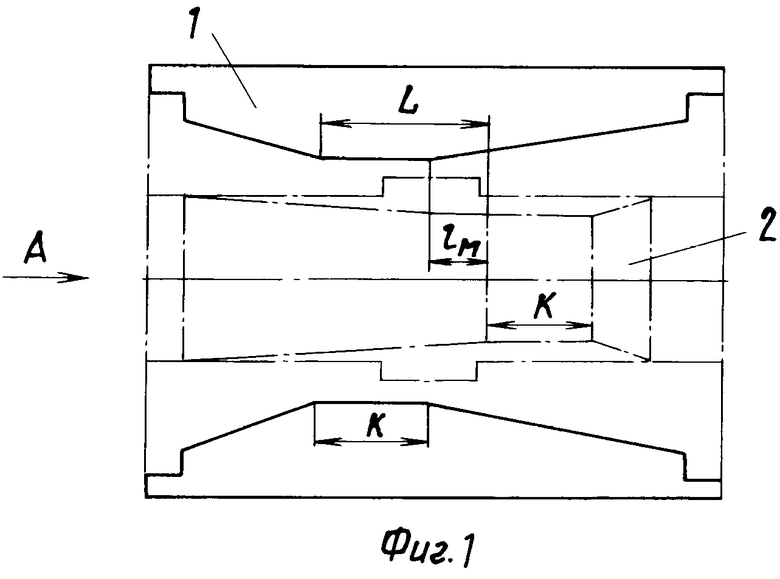
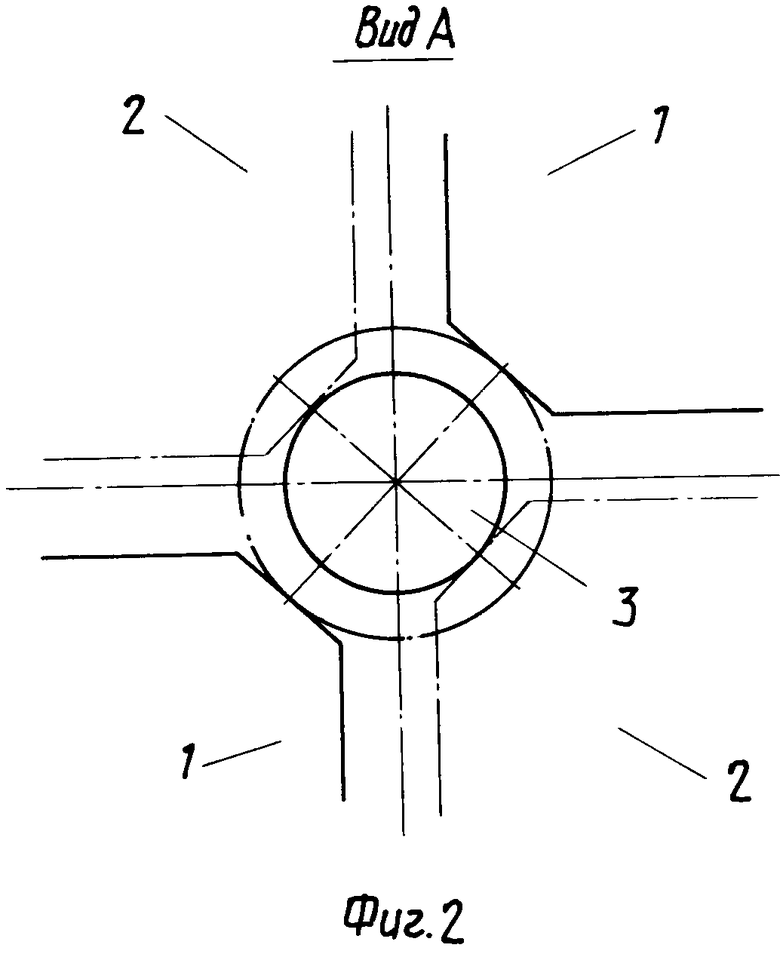
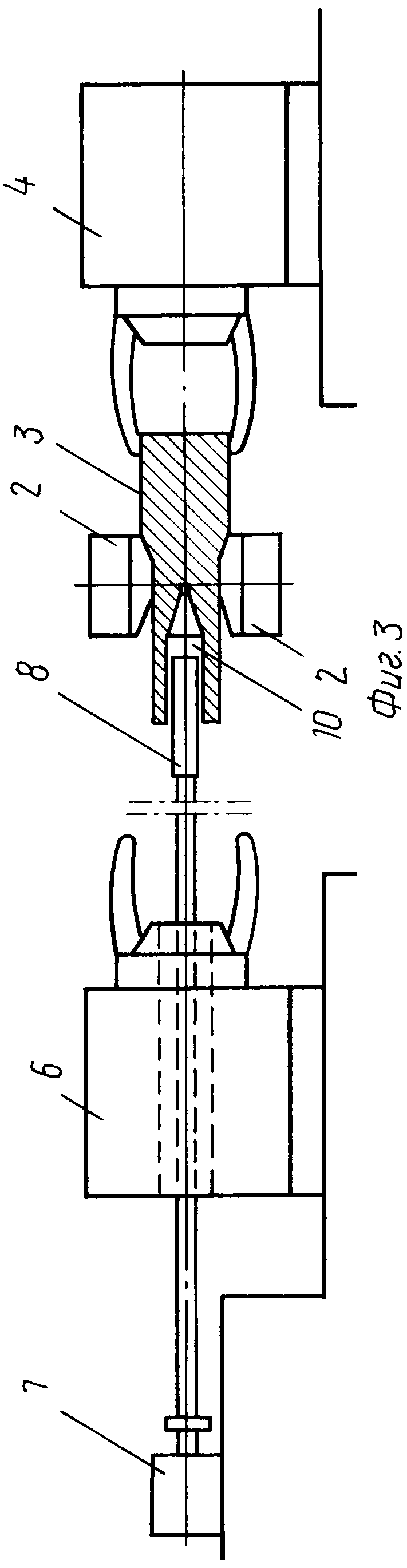
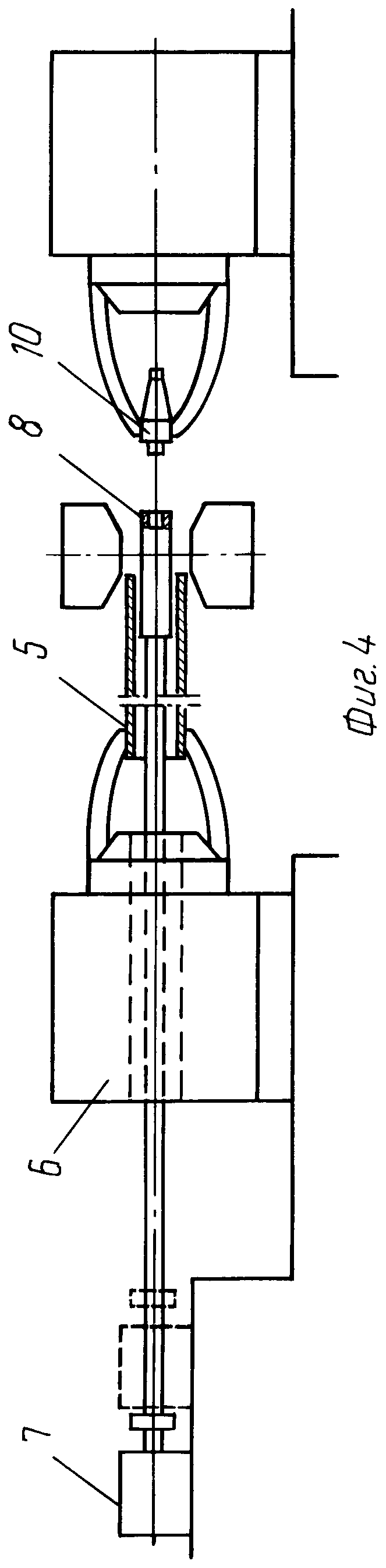
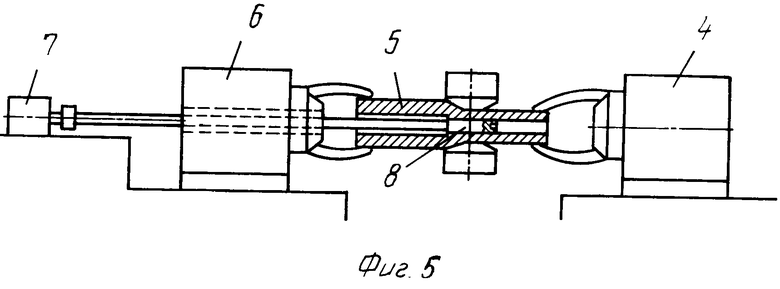
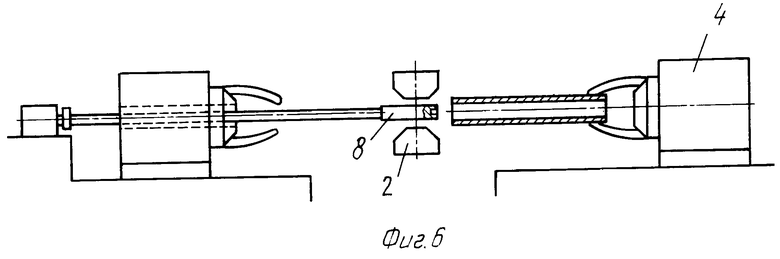
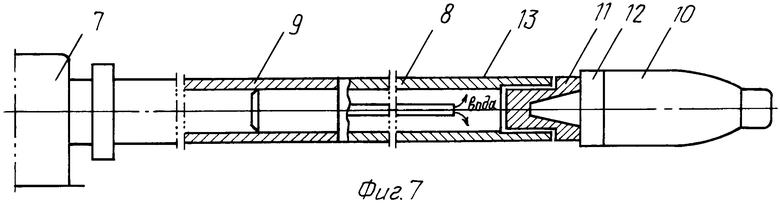
На фиг. 1 изображена схема расположения бойков радиально-ковочной машины; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - технологическая схема прошивки заготовки; на фиг. 4 - схема расположения узлов машины и полуфабриката перед калибровкой; на фиг. 5 - технологическая схема калибровки трубы на оправке; на фиг. 6 - расположение узлов машины после завершения формообразования трубы; на фиг. 7 - водоохлаждаемая оправка с прошивным наконечником.
Устройство для получения толстостенных труб содержит две пары бойков 1 и 2, конструктивно одинаковых, развернутых по отношению друг к другу на 180о и за счет смещения рабочих поверхностей образующих два очага деформации; величина смещения рабочих поверхностей может быть определена, как
L = K ± lм, где К - длина рабочего (калибрующего) участка бойка;
lм - расстояние между рабочими участками.
Каждая пара устанавливается на свой заданный размер обжатия относительно заготовки 3. Для вращения заготовки 3 и подачи ее в бойки на радиально-ковочной машине предусмотрена зажимная головка 4, для приема полуфабриката 5 и дальнейших манипуляций с ним - зажимная головка 6. Со стороны этой головки размещается привод 7 для перемещения водоохлаждаемой оправки 8, закрепленной на державке 9 и снабженной прошивным наконечником 10. Оправка имеет пробку 11 с коническим гнездом для установки прошивного наконечника, калибрующий поясок 12 которого превышает по диаметру рабочую поверхность 13 оправки 8.
Устройство для получения толстостенной трубы работает в следующей последовательности.
Зажимная головка 4 подает и одновременно кантует на угол 13-15осплошную исходную заготовку 3 сначала в паре бойков 1, затем в паре бойков 2. Заготовку 3 деформируют на режимах, обеспечивающих разрыхление и вскрытие ее сердцевины, и одновременно воздействуют оправкой 8, снабженной заостренным съемным наконечником 10. Полученный таким образом полуфабрикат 5 принимает зажимная головка 6. Далее оправку 8 с помощью привода 7 перемещают вперед под бойки и зажимной головкой 4 удаляют прошивной наконечник 10. После этого зажимная головка 6 подает полуфабрикат 5 в бойки, которыми обжимают (калибруют) его на оправке 8 до заданных размеров трубы. Окончательно оформленную поковку зажимная головка 4 перемещает на позицию разгрузки, затем прошивной наконечник 10 снова устанавливают на оправку 8 и приводом 7 перемещают оправку 8 в исходное положение.
Конкретным примером реализации предлагаемого технического решения может рассматриваться технология прошивки сплошной заготовки на четырехбойковой радиально-ковочной машине усилием 2 МН. Исходную стальную заготовку Oн = 80 мм нагревают до 1150оС и подают в бойки со скоростью 6,2 мм/с с одновременной кантовкой 14о. Бойки имеют рабочие поверхности К = 160 мм, а расстояние между очагами деформации составляет 5 мм. Суммарная степень обжатия 20% . На заготовку одновременно воздействуют оправкой с прошивным наконечником, имеющим калибрующий поясок диаметром 34 мм. После прошивки и калибровки получают трубу ⊘н70 мм при толщине стенки 20 мм.
Изобретение позволяет снизить себестоимость изготовления толстостенных труб за счет того, что разрыхление сердцевины заготовки для интенсификации ее прошивки осуществляют новым технологическим приемом. (56) Ростовщиков В. А. Технология и оборудование для формообразования полых длинномерных поковок горячим радиальным обжатием. "Кузнечно-штамповочное производство", 1987, N 6, с. 10-13.
Авторское свидетельство СССР N 715195, кл. В 21 J 5/00, 5/10, 1980.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ТОЛСТОСТЕННЫХ ТРУБ | 1993 |
|
RU2049590C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННЫХ ТРУБ И РАДИАЛЬНО-КОВОЧНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2493931C2 |
| СПОСОБ ПРОИЗВОДСТВА ПРЕЦИЗИОННЫХ ТРУБ И РАДИАЛЬНО-КОВОЧНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2070464C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННЫХ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО БИМЕТАЛЛИЧЕСКИХ, И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2248260C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 1990 |
|
RU2083310C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ПРЕИМУЩЕСТВЕННО ИЗ МЕТАЛЛОВ И СПЛАВОВ ПОДГРУППЫ ТИТАНА И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220020C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2486985C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОСТЕННЫХ ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ ИЗ ЛЕГИРОВАННЫХ ДЕФОРМАЦИОННО-УПРОЧНЯЕМЫХ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 2012 |
|
RU2539799C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2004 |
|
RU2284874C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК | 2009 |
|
RU2421295C1 |
Использование: при обработке металлов давлением, в частности изготовлении высокопрочных толстостенных труб радиальной ковкой. Сущность изобретения: сплошную исходную заготовку нагревают до ковочной температуры. Центральное отверстие формируют путем разрыхления и вскрытия серцевины заготовки при одновременном воздействиии на нее двух пар бойков и оправки с прошивным наконечником. При этом заготовку непрерывно вращают с углом кантовки 13 - 15 между ударами и подают в направлении бойков с заданной скоростью. Затем осуществляют калибровку трубы с того же нагрева и на той же оправке без прошивного наконечника. Устройство для осуществления способа содержит оправку и две пары бойков, установленных со смещением из рабочих поверхностей по оси ковки. Каждая пара бойков установлена на заданный размер обжатия при условии обеспечения суммарной степени обжатия 5 - 25% . Оправка снабжена быстросъемным прошивным наконечником. 2 с. и 1 з. п. ф-лы, 7 ил.
v =  ,
,
где n - число оборотов заготовки;
L - величина взаимного смещения рабочих поверхностей бойков одной пары относительно другой;
m - количество циклов прохождения зоны уширения поковки под калибрующим участком соседней пары бойков.
