Изобретение относится к области обработки металлов давлением, а именно к способам получения поковок из слитков и предварительно деформируемых заготовок на ковочных комплексах, состоящих из гидравлических ковочных прессов с одним или двумя манипуляторами и оснащенных четырехбойковыми ковочными устройствами.
Оно может быть использовано в машиностроительной и металлургической промышленности при производстве поковок преимущественно из металлов и сплавов подгруппы титана (титан, цирконий, гафний), а также при изготовлении поковок из ниобия, тантала и их сплавов. Все эти металлы и сплавы на их основе объединяет то, что при высоких температурах нагрева под деформацию, а также в процессе горячей деформации они интенсивно поглощают газы и окисляются.
Известна технология получения заготовок из циркониевых сплавов, используемых при изготовлении деталей активных зон ядерных энергетических реакторов - оболочек тепловыделяющих элементов /ТВЭЛ/ и других деталей конструкции [1] . Технология включает получение слитка вакуумно-дуговой /или электронно-лучевой/ плавкой, ковку нагретого слитка на прессе или молоте на прутки определенных размеров, горячее прессование прутков, холодную прокатку с промежуточными и окончательными термообработками. Важнейшим элементом этой технологии является способ изготовления поковок, включающий нагрев слитка до температуры β-фазы и последующую ковку его на молоте или прессе при температуре, когда циркониевый сплав находится в β и α+β-фазах. При необходимости осуществляют дополнительные подогревы заготовки.
Известная технология получения поковок ковкой на прессах и молотах обеспечивает высокое качество металла за счет интенсивной деформационной проработки литой структуры металла по всему поперечному сечению слитка.
Однако известный способ получения поковок имеет следующие недостатки: низкое качество поверхности и невысокая точность получаемых поковок, низкая производительность процесса и выход годного металла. Цирконий и его сплавы интенсивно окисляются при высоких температурах, что приводит к большим потерям металла с образованием окалины. Кроме того, в готовых поковках требуется снятие поверхностного газонасыщенного слоя, что также снижает выход годного металла. При этом, чем дольше осуществляются нагрев слитка /заготовки/ и последующая ковка, тем толще поверхностный газонасыщенный слой металла требуется снимать, чтобы качество металла соответствовало предъявляемым требованиям.
Известен способ ковки слитков из титановых сплавов, включающий предварительную деформацию протяжкой слитка на прессе или молоте при температуре, на 150-250oС превышающей температуру полиморфного превращения материала слитка, нагрев и окончательную ковку полуфабриката на радиально-ковочной машине [2].
Применение радиально-ковочной машины /РКМ/ после ковки на молоте или прессе позволяет существенно улучшить качество поверхности поковки, получить в поперечном сечении геометрически правильное и точное поперечное сечение поковки.
Недостатками данного способа являются низкая производительность процесса и выход годного металла.
Известен также способ изготовления поковок, включающий нагрев слитка и последующую ковку его на прессе с двумя манипуляторами в несколько проходов путем четырехстороннего обжатия в четырехбойковых ковочных устройствах с дополнительными макросдвигами металла в поперечной плоскости заготовки при каждом единичном обжатии, подачи и кантовки заготовки [3]. Использование четырехбойковых ковочных устройств позволяет значительно повысить производительность процесса, точность получаемых поковок и выход годного металла по сравнению с традиционными процессами изготовления поковок на молотах и прессах.
Однако данный способ также не обеспечивает достаточно высокую производительность процесса, выход годного металла, качество поверхности поковок круглого сечения и точность поковок.
Известен ковочный комплекс, содержащий ковочный пресс, снабженный подвижным инструментальным столом, имеющим несколько позиций смены ковочного инструмента, ковочным инструментом, установленным на инструментальном столе, и два манипулятора, синхронизированных с работой пресса [4].
Ковочный комплекс обеспечивает синхронную работу пресса и двух манипуляторов в ручном, полуавтоматическом и автоматическом режимах, за счет чего достигается высокая степень механизации и автоматизации процесса. При этом смена инструмента осуществляется путем перемещения инструментального стола в заданную позицию, выполняемого по командам оператора с пульта управления прессом.
Недостатками известного ковочного комплекса являются низкая производительность процесса, выход годного металла и точность получаемых поковок.
Известен также ковочный комплекс, содержащий ковочный пресс с верхней и нижней плитами для крепления ковочного инструмента, снабженного замками для удержания инструмента, подвижным инструментальным столом, имеющим несколько позиций смены ковочного инструмента, ковочным инструментом, состоящим из двух или более четырехбойковых ковочных устройств с бойками, расположенных на позициях инструментального стола, и два манипулятора [3].
Этот ковочный комплекс обеспечивает значительно более высокую производительность процесса по сравнению с использованием автоматизированных ковочных комплексов с традиционно применяемым инструментом - плоскими и вырезными бойками.
Недостатками известного ковочного комплекса является недостаточно высокая производительность процесса, точность и качество поверхности поковок круглого сечения, а также большие потери металла в окалину, особенно при изготовлении поковок из металлов и сплавов подгруппы титана.
Задача изобретения заключается в разработке способа получения поковок и ковочного комплекса со специальными четырехбойковыми ковочными устройствами для его осуществления, обеспечивающих повышение производительности процесса, выхода годного металла, точности поковок, а также качества поверхности поковок круглого сечения при изготовлении их преимущественно из металлов и сплавов подгруппы титана.
Решение задачи достигается тем, что в способе изготовления поковок преимущественно из металлов и сплавов подгруппы титана, включающем нагрев слитка и последующую его ковку на прессе с одним или двумя манипуляторами в несколько проходов путем четырехстороннего обжатия в четырехбойковых ковочных устройствах с дополнительными макросдвигами металла в поперечной плоскости заготовки при каждом единичном обжатии, подачи и кантовки заготовки, новым является то, что ковку осуществляют в допустимом интервале ковочных температур, с коэффициентом укова 2,0:1-32,0:1 за один нагрев слитка, в два этапа, вначале черновую ковку в одном или несколько четырехбойковых ковочных устройствах для черновой ковки, а затем калибрующую ковку в четырехбойковом ковочном устройстве для калибрующей ковки с коэффициентом укова 1,05:1-1,8:1 и охватом периметра поперечного сечения заготовки при каждом единичном обжатии каждой парой рабочих участков бойков на 40-100%.
Решение задачи изобретения достигается также тем, что в начальный период черновой ковки, манипулятором, удерживающим слиток, осуществляют одну подачу слитка в рабочее пространство четырехбойкового ковочного устройства для черновой ковки, после чего выполняют несколько обжатий и кантовок слитка без подач до захвата прокованной части слитка другим манипулятором.
Решение задачи изобретения достигается также тем, что перед ковкой в одном или нескольких четырехбойковых ковочных устройствах для черновой ковки осуществляют ковку слитка двумя бойками.
Кроме того, решение задачи достигается также тем, что в ковочном комплексе, содержащем ковочный пресс с верхней и нижней плитами для крепления ковочного инструмента, снабженного замками для удержания инструмента, подвижным инструментальным столом, имеющим несколько позиций смены ковочного инструмента, ковочным инструментом, состоящим из двух или более четырехбойковых ковочных устройств с бойками, расположенных на позициях инструментального стола и один или два манипулятора, новым является то, что на позициях инструментального стола расположены одно или несколько четырехбойковых ковочных устройств для черновой ковки и одно четырехбойковое ковочное устройство для калибрующей ковки с бойками, при смыкании которых рабочие поверхности образуют в поперечном сечении форму поперечного сечения готовой поковки. При этом площадь свободного межбойкового пространства в поперечном сечении четырехбойкового ковочного устройства для калибрующей ковки, при сомкнутом положении бойков в 1,1-1,4 раза меньше площади свободного межбойкового пространства в поперечном сечении четырехбойкового ковочного устройства для черновой ковки, имеющего минимальную площадь свободного межбойкового пространства при сомкнутом положении бойков, а рабочая поверхность каждого бойка в четырехбойковом ковочном устройстве для черновой ковки состоит из центральной плоскости, расположенной параллельно опорной плоскости бойка и примыкающих к ней с двух сторон под углом 135-170o двух боковых плоскостей.
И, наконец, решение задачи достигается также тем, что в четырехбойковом ковочном устройстве для калибрующей ковки поковок круглого сечения бойки одной пары имеют по одному рабочему участку, а бойки другой пары, расположенной во взаимно перпендикулярной плоскости - по два рабочих участка, и по отношению к продольной оси устройства рабочие участки одной пары бойков размещены между двумя рабочими участками другой пары бойков. При этом рабочие участки всех бойков имеют вогнутые криволинейные поверхности с переменным радиусом кривизны в поперечном сечении бойков, а радиусы кривизны рабочих участков бойков, размещенных между двумя рабочими участками другой пары бойков, больше в 1,05-1,25 раза радиусов кривизны на этих двух рабочих участках в одноименных зонах рабочих поверхностей.
Патентуемый способ изготовления поковок и ковочный комплекс для его осуществления поясняются схемами /фиг.1-10/.
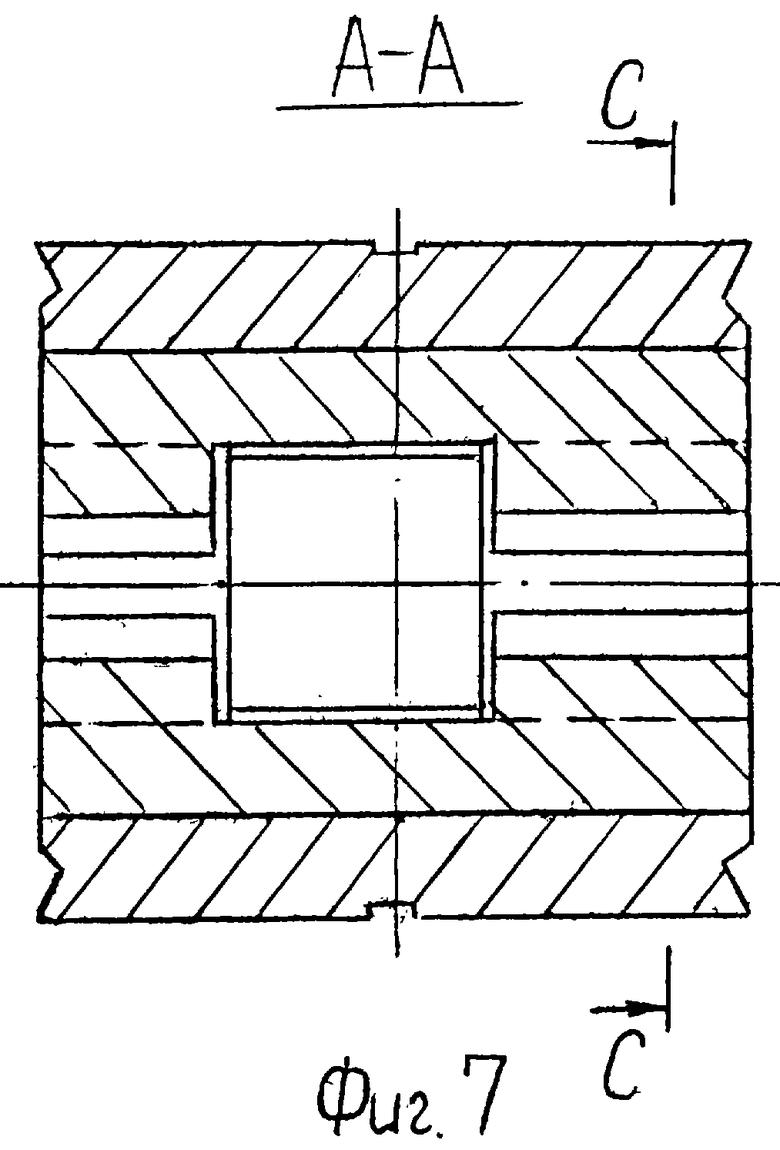
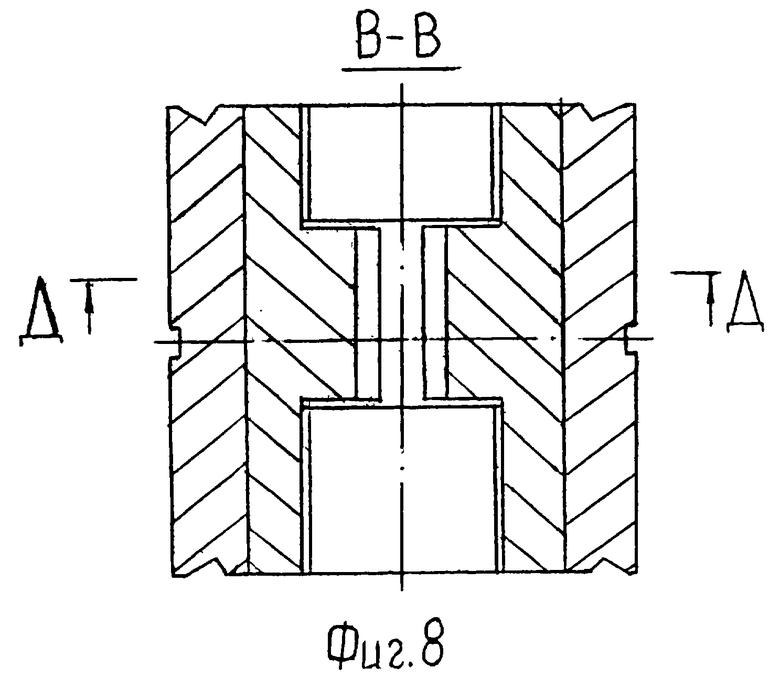
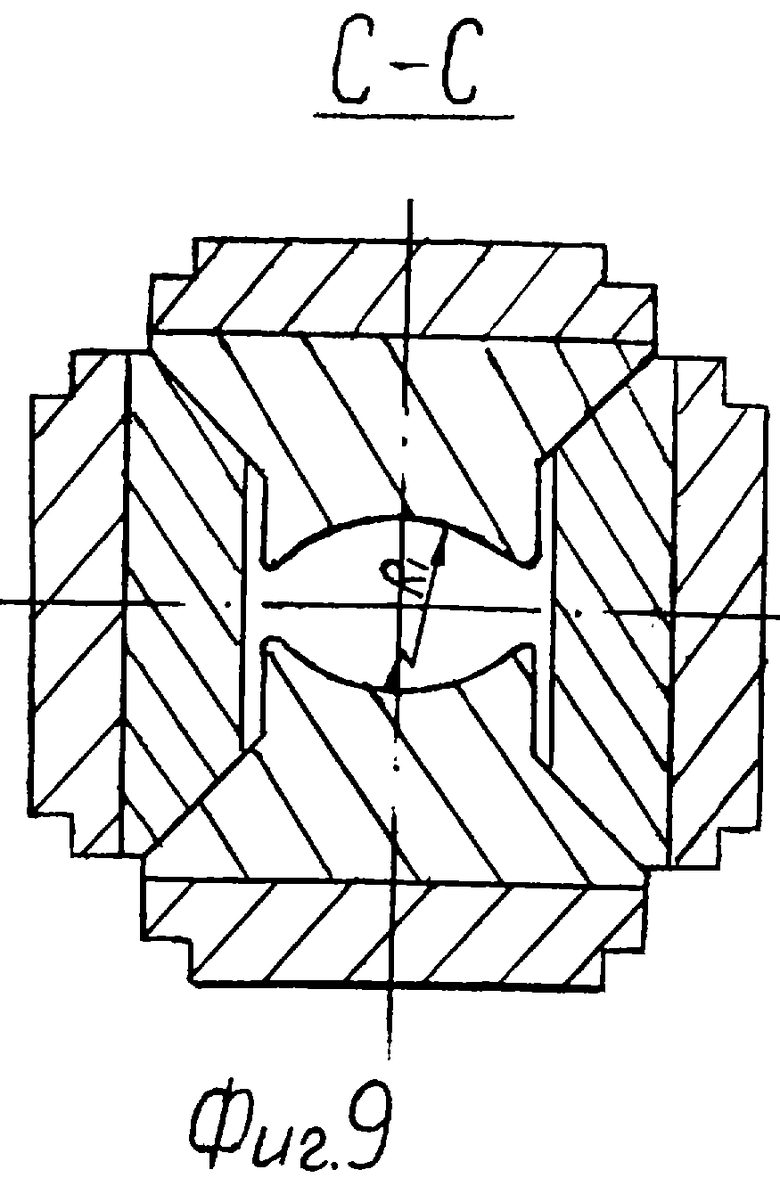
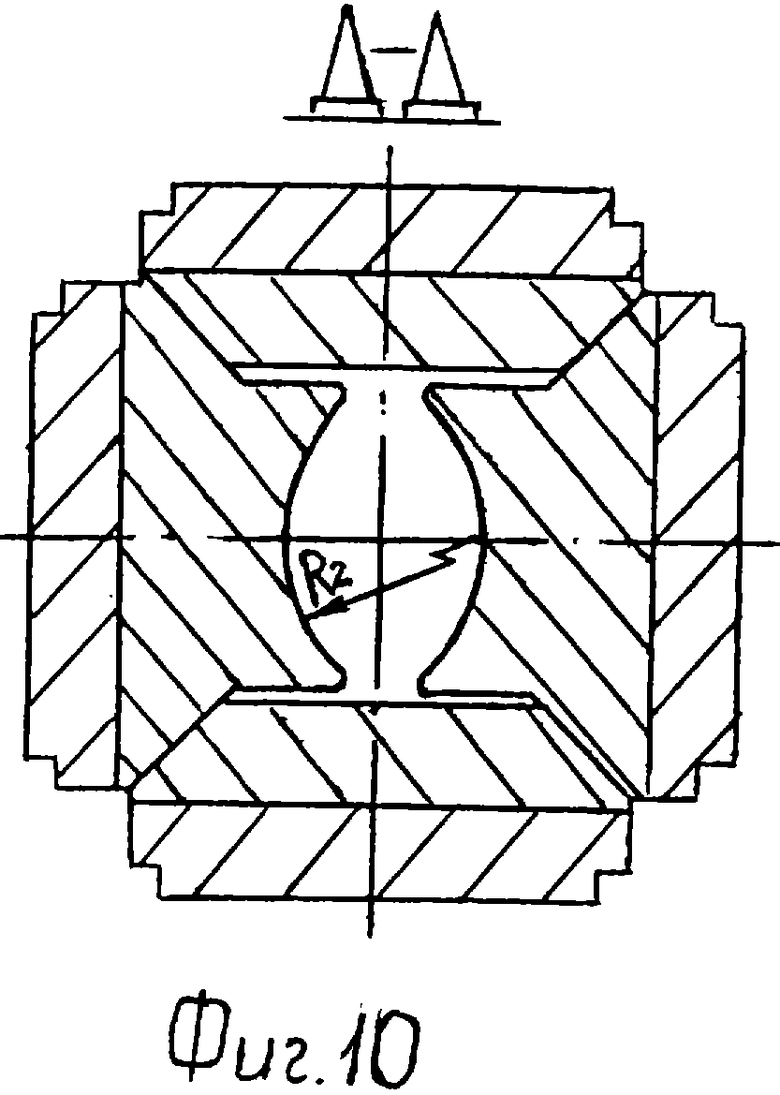
На фиг.1 представлена схема ковочного комплекса с двумя манипуляторами, вид сверху; на фиг. 2 - вид спереди на ковочный пресс с четырьмя четырехбойковыми ковочными устройствами; на фиг.3 - вид спереди на ковочный пресс в положении, при котором четырехбойковое ковочное устройство для калибрующей ковки установлено в рабочей зоне пресса; на фиг.4 - бойки четырехбойкового ковочного устройства для черновой ковки в сомкнутом положении; на фиг.5 - бойки четырехбойкового ковочного устройства для калибрующей ковки в сомкнутом положении; на фиг. 6 - бойки четырехбойкового ковочного устройства для калибрующей ковки поковок круглого сечения с криволинейными рабочими поверхностями; на фиг.7 - сечение А-А на фиг.6; на фиг.8 - сечение В-В на фиг. 6; на фиг. 9 - сечение С-С на фиг.7; на фиг.10 - сечение Д-Д на фиг.8. На фиг. 6 пунктиром показан диаметр поковки d после калибровки, а на фиг.9 и 10 - радиусы R1 и R2 рабочих поверхностей участков бойков, расположенных во взаимно перпендикулярных плоскостях.
Ковочный комплекс состоит из ковочного пресса 1, манипуляторов 2, 3, подвижного инструментального стола 4 с несколькими /показано 4/ позициями смены ковочного инструмента, ковочного инструмента /четырехбойковых ковочных устройств/ 5-8, пульта управления 9 /фиг.1/. Четырехбойковое ковочное устройство 5 крепится к верхней 10 и нижней 11 плитам пресса и инструментального стола с помощью специальных замков /на фиг. не показаны/ /фиг.2/. Количество четырехбойковых ковочных устройств, располагаемых на позициях инструментального стола, перед началом ковки определяется в зависимости от принятого технологического процесса. Однако для любого технологического процесса должно быть не менее одного четырехбойкового ковочного устройства для черновой ковки и одного четырехбойкового ковочного устройства для калибровки поковок 12 /фиг.3/.
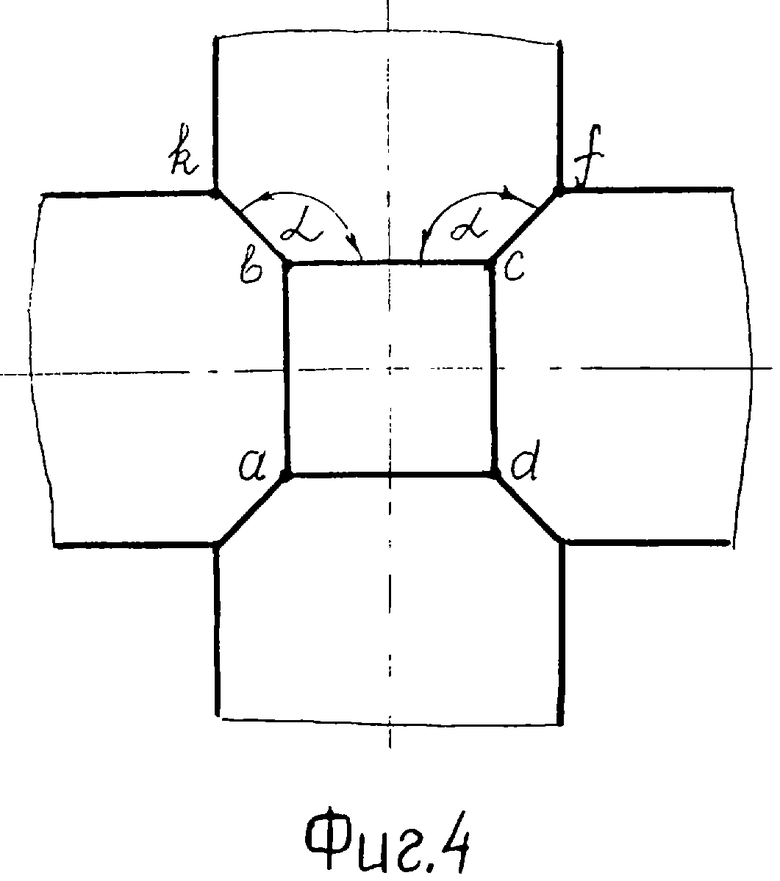
Рабочая поверхность каждого бойка четырехбойкового ковочного устройства для черновой ковки состоит из центральной плоскости /вс/ и примыкающих к ней с двух сторон под углом α = 135-170° двух боковых плоскостей /вk и cf/ /фиг. 4/.
Площадь свободного межбойкового пространства в поперечном сечении четырехбойкового ковочного устройства для черновой ковки /F/ при сомкнутом положении бойков обозначена на фиг.4 буквами abcd. Площадь свободного межбойкового пространства в поперечном сечении четырехбойкового ковочного устройства для калибрующей ковки /F'/ при сомкнутом положении бойков показанана на фиг. 5 буквами a'b'с'd'. При этом площадь свободного межбойкового пространства в поперечном сечении четырехбойкового ковочного устройства для калибрующей ковки, при сомкнутом положении бойков, в 1,1-1,4 раза меньше площади свободного межбойкового пространства в поперечном сечении четырехбойкового ковочного устройства для черновой ковки, имеющего минимальную площадь свободного межбойкового пространства при сомкнутом положении бойков, т.е. выдерживается соотношение
F/F'=1,1-1,4.
Способ ковки в ковочном комплексе осуществляют следующим образом. Вначале подготавливают к работе ковочный комплекс. Для этого, перед ковкой, на позиции инструментального стола устанавливают необходимые четырехбойковые ковочные устройства для черновой и калибрующей ковки с нужными комплектами бойков, а непосредственно перед выдачей нагретого до ковочной температуры слитка /заготовки/ из печи, с помощью инструментального стола 4 подают в рабочую зону пресса 1 ковочное устройство 5 для черновой ковки /фиг.2/. С пульта управления пресса 9 оператор подает команду на закрепление верхней подвижной части ковочного устройства к верхней плите 10 подвижной траверсы пресса с помощью специальных замков /фиг.1 и 2/. После выполнения этих операций ковочный комплекс готов к работе.
Нагретый до ковочной температуры слиток из металла или сплава подгруппы титана /титан, цирконий, гафний/ или из ниобия, тантала или их сплавов достают из нагревательной печи и с помощью манипулятора 2 подают в рабочую зону пресса 1, где производят его ковку в четырехбойковом ковочном устройстве 5 для черновой ковки /фиг.1/. В процессе пластической деформации после каждого единичного обжатия осуществляют подачу слитка или после каждого единичного обжатия осуществляют подачу и кантовку слитка вокруг его продольной оси, в зависимости от принятой технологии ковки. При достижении определенной степени вытяжки слитка манипулятор 3 захватывает его за откованную часть и синхронно с манипулятором 2 осуществляет подачи или подачи с кантовками слитка /фиг.1/. Ковку выполняют в допустимом интервале ковочных температур, с коэффициентом укова 2:1- 32,0:1 за один нагрев слитка /без дополнительных подогревов/. Ковку осуществляют в два этапа, вначале черновую в одном или нескольких четырехбойковых ковочных устройствах для черновой ковки, а затем калибрующую ковку в четырехбойковом ковочном устройстве для калибрующей ковки с коэффициентом укова 1,05:1-1,8:1 и охватом периметра поперечного сечения заготовки при каждом единичном обжатии каждой парой рабочих участков бойков на 40-100%.
При ковке слитков больших поперечных сечений возможна первоначальная ковка слитка двумя бойками, после чего осуществляется ковка полученной промежуточной заготовки в четырехбойковом ковочном устройстве для черновой ковки. Это делается из-за того, что четырехбойковое ковочное устройство для ковки слитков с большими поперечными сечениями может не поместиться в рабочее пространство пресса.
Калибровку поковок квадратного и прямоугольного сечения осуществляют бойками, имеющими плоские рабочие поверхности, а калибровку поковок круглого сечения - бойками, имеющие вогнутые криволинейные поверхности.
При ковке с большими коэффициентами укова /Y>8:1/ протяжку слитка выполняют в нескольких четырехбойковых ковочных устройствах для черновой ковки. После окончания ковки слитка в четырехбойковом ковочном устройстве для черновой ковки 5 заготовку выводят из рабочей зоны пресса, отсоединяют подвижную часть ковочного устройства 5 от верхней плиты пресса 1 и выводят это устройство из рабочей зоны пресса /фиг.1/. Затем заводят четырехбойковое ковочное устройство для черновой ковки 6 в рабочую зону пресса и закрепляют его в верхней плите пресса 1. После этого продолжают ковку заготовки в ковочном устройстве 6. При необходимости проделывают такую же операцию с установкой еще одного четырехбойкового ковочного устройства 7 для черновой ковки. Последнюю, заключительную операцию - калибровку поковки 12, выполняют в четырехбойковом ковочном устройстве 8 для калибрующей ковки, после установки его в рабочую зону пресса /фиг.3/.
Наличие в заявляемой конструкции ковочного комплекса заранее подготовленных и установленных на позициях инструментального стола четырехбойковых ковочных устройств для черновой и калибрующей ковки и использование их последовательно при ковке обеспечивают возможность получения больших вытяжек /коэффициент укова до 32: 1/ с одного нагрева слитка в интервале ковочных температур. В процессе ковки происходит интенсивный деформационный разогрев заготовки. При этом часть тепла заготовки, теряемого при ее охлаждении на воздухе, компенсируется за счет интенсивного деформационного разогрева заготовки в процессе ее обжатий в четырехбойковых ковочных устройствах.
Выполнять ковку с коэффициентом укова менее 2,0:1 нерационально, так как при изготовлении изделий из металлов и сплавов подгруппы титана не обеспечивается необходимое качество поковок.
Осуществить ковку слитка с коэффициентом укова более 32,0:1 не представляется возможным, так как заготовка в этом случае остывает ниже допустимой температуры ковки, а тепла, образуемого в результате деформационного разогрева, недостаточно для компенсации потерь тепла при ее остывании. При калибровке с коэффициентом укова менее 1,05:1 не обеспечиваются высокое качество поверхности и точность поковок, а при калибровке с уковом 1,8:1 существенно снижается производительность процесса и возможно образование зажимов на поверхности поковки.
При охвате периметра поперечного сечения заготовки при каждом единичном обжатии каждой парой рабочих участков бойков менее чем на 40% не обеспечиваются высокое качество поверхности и точность поковок, а охват периметра поперечного сечения заготовки более чем на 100% невозможен бойками данной конструкции.
В тех случаях, когда требуется ковка с большими коэффициентами укова /Y>15:1/, слиток /заготовку/ берут как можно короче, чтобы длина готовой поковки не превышала максимально допустимую длину для данного оборудования. Тогда, в начальный период черновой ковки, манипулятором, удерживающим короткий слиток, осуществляют одну его подачу в рабочее пространство четырехбойкового ковочного устройства для черновой ковки, после чего выполняют несколько обжатий и кантовок слитка без подач до захвата прокованной части слитка другим манипулятором. Затем ковку осуществляют двумя манипуляторами.
Отношение F/F'=1,10-1,4 обеспечивает переход от ковки в четырехбойковом ковочном устройстве для черновой ковки до калибрующей ковки в четырехбойковом ковочном устройстве для калибрующей ковки.
Где F, F' - площадь свободного межбойкового пространства в поперечном сечении четырехбойкового ковочного устройства для черновой и калибрующей ковки, соответственно.
При F/F'<1,10 - не обеспечивается высокое качество поверхности поковок после калибровки.
При F/F'>1,4 - снижается производительность процесса, возможны заковы на поверхности поковки.
В четырехбойковом ковочном устройстве для черновой ковки у каждого бойка рабочая поверхность образована тремя плоскостями /фиг.4/. При этом к центральной плоскости примыкают две боковые плоскости по углом α = 135-170°. При α<135° возможно появление заковов на поверхности поковки, а при α<170° - не обеспечивается большой коэффициент укова в одном четырехбойковом ковочном устройстве для черновой ковки.
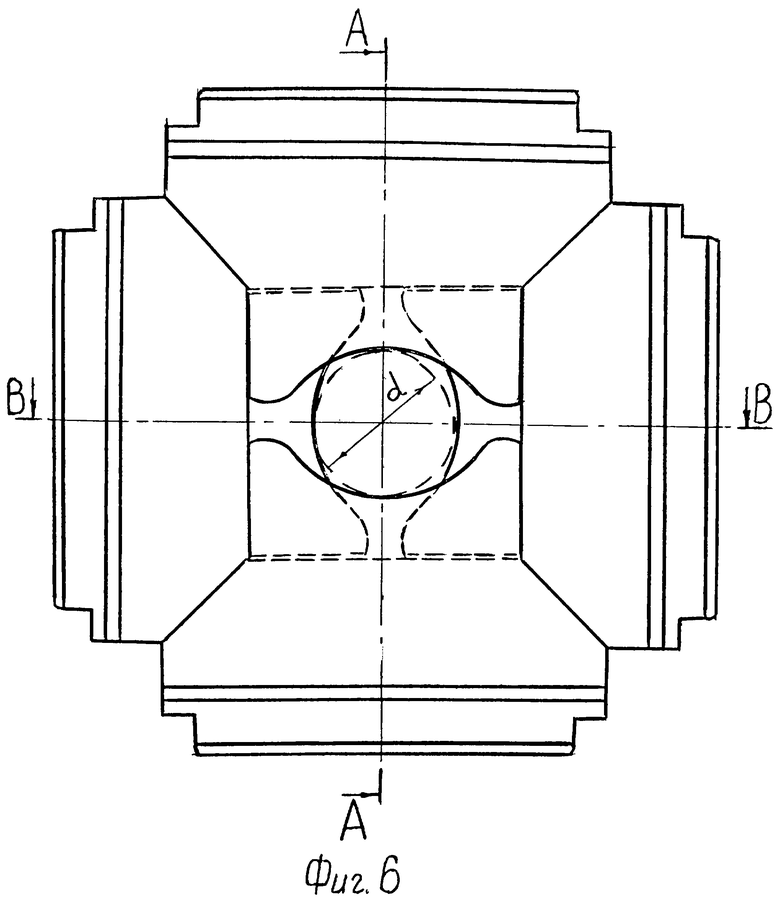
Для получения поковок круглого поперечного сечения диаметром d /показан пунктиром на фиг. 6/ с высоким качеством поверхности и высокой точностью размеров в четырехбойковом ковочном устройстве для калибрующей ковки бойки одной пары имеют по одному рабочему участку, а бойки другой пары, расположенной во взаимно перпендикулярной плоскости, - по два рабочих участка, и, по отношению к продольной оси устройства, рабочие участки одной пары бойков размещены между двумя рабочими участками другой пары бойков /фиг.6-8/. Рабочие участки всех бойков имеют вогнутые криволинейные поверхности с переменным радиусом кривизны в поперечном сечении бойков /фиг.9, 10/. При этом радиусы кривизны r2= 1/R2 рабочих участков бойков, размещенных между двумя рабочими участками другой пары бойков, имеющих радиусы кривизны r1=1/R1, больше в 1,05-1,25 раза радиусов кривизны на этих двух рабочих участках в одноименных зонах рабочих поверхностей /фиг.9 и 10/, т.е. выдерживается соотношение
r2=(1,05-1,25)r1.
Такая конструкция бойков для калибровки позволяет компенсировать небольшие /но имеющие место/ уширения заготовки в процессе ее окончательной калибровки.
При r2 <1,05 r1 не достигается существенное повышение точности и качества поверхности поковки.
При r2 > 1,25 r1 ухудшается качество поверхности и снижается точность поковок.
Пример. Слиток диаметром 450 мм из циркониевого сплава Э110 разрезали на три равные части длиной по L=1165 мм, нагревали эти части в электрической камерной печи до температуры 950oС и проковали на автоматизированном ковочном комплексе, содержащем гидравлический ковочный пресс усилием 1250 т.е., два синхронно работающие между собой и с прессом ковочных манипулятора, и оснащенного двумя четырехбойковыми ковочными устройствами для черновой ковки и одним четырехбойковым ковочным устройством для калибрующей ковки. Масса литой заготовки составляла 1205 кг. В соответствии с патентуемым изобретением площадь свободного межбойкового пространства в поперечном сечении четырехбойкового ковочного устройства для калибрующей ковки, при сомкнутом положении бойков, была в 1,2 раза меньше площади свободного межбойкового пространства в поперечном сечении второго четырехбойкового ковочного устройства для черновой ковки, т.е. устройства для черновой ковки, имеющего минимальную площадь свободного межбойкового пространства из двух аналогичных устройств при сомкнутом положении бойков. Рабочие поверхности каждого бойка в четырехбойковых ковочных устройствах для черновой ковки состояли из центральной плоскости, расположенной параллельно опорной плоскости бойка и примыкающих к ней с двух сторон под углом 135o двух боковых плоскостей. Так как из слитка получили поковки круглого сечения диаметром 113 мм, для их калибровки использовали четырехбойковое ковочное устройство, у которого бойки одной пары имели по одному рабочему участку, а бойки другой пары, расположенной во взаимно перпендикулярной плоскости, - по два рабочих участка, с вогнутыми криволинейными поверхностями. При этом радиусы кривизны рабочих участков бойков, размещенных между двумя рабочими участками другой пары бойков, составляли
r2 = 1,15 r1.
Литую заготовку диаметром 450 мм ковали по схеме слиток ⊘ 450 мм --> 360•360 мм --> 290•290 мм --> 220•220 мм --> 160•160 мм --> 120•120 мм --> ⊘ 113 мм --> ⊘ 113 мм.
Ковку осуществляли в два этапа, вначале черновую ковку в двух четырехбойковых ковочных устройствах для черновой ковки, а затем калибрующую ковку в четырехбойковом ковочном устройстве для калибрующей ковки. Общий коэффициент укова составил 15,9:1. При этом до размера поперечного сечения заготовки 220•220 мм (уков 3,28: 1) ковку производили в первом четырехбойковом ковочном устройстве для черновой ковки, а до размера поперечного сечения 120•120 мм - во втором четырехбойковом ковочном устройстве для черновой ковки. На втором этапе квадратную заготовку с поперечным сечением 120•120 мм ковали в четырехбойковом ковочном устройстве для калибрующей ковки на поковки диаметром 113 мм (уков 1,44:1). В процессе калибровки осуществляли охват бойками периметра поперечного сечения заготовки при каждом единичном обжатии каждой парой рабочих участков бойков на 80-90%.
После ковки из полученных поковок диаметром 113 мм механической обработкой изготавливали заготовки диаметром 109-0,5 мм с отверстием диаметром 28,50,5 мм, длиной 190 мм.
Производительность процесса ковки составила 4681 кг/ч, допуск по диаметру не превышал ±1 мм, выход годного составил 84,6%.
Далее из указанных заготовок изготавливались трубы 9,13•7,72 мм, качество которых соответствовало требованиям ТУ 95.2594-96.
Для сравнения в качестве базового объекта приняли действующую на предприятии ОАО "Чепецкий механический завод" технологию изготовления поковок из сплава Э110. По этой технологии нагретый слиток куют вначале на молоте с массой падающих частей 5 т на поковки квадратного сечения 110•110 мм с подогревом (или повторным нагревом) второй половины слитка. Затем эти заготовки нагревают и куют на молоте с массой падающих частей 3 т до диаметра 117+10 мм плоскими бойками. Из полученных поковок механической обработкой изготавливают заготовки диаметром 109-0,5 мм с отверстием диаметром 28,50,5 мм, длиной 190 мм.
Производительность процесса ковки составила 2036 кг/ч, допуск по диаметру поковки составляет ±5 мм, выход годного - 69,4%.
Таким образом производительность процесса ковки в сравнении со способом, принятым за базовый объект, увеличилась в 2,3 раза, допуск на размер поперечного сечения поковки уменьшился в 5 раз, а выход годного металла увеличился на 15,2%.
В таблицах 1 и 2 приведены опытные данные, которые подтверждают эффективность заявляемых в изобретении параметров (способа и ковочного комплекса).
Таким образом, способ изготовления поковок преимущественно из металлов и сплавов подгруппы титана и ковочный комплекс для его осуществления, которые заявляются, обеспечивают повышение производительности процесса в 1,4-2,3 раза, выхода годного металла на 2-15,2%, уменьшение допусков на размеры поперечного сечения поковок в 2-5 раз, а также улучшение качества поверхности поковок при сравнении с прототипом и базовым объектом.
Источники информации
1. Займовский А.С., Никулина А.В., Решетников Н.Г. Циркониевые сплавы в атомной энергетике. - М.: Энергоиздат, 1981, с. 51-71.
2. Авторское свидетельство СССР 1541867, кл. В 21 J/04, 1988.
3. Лазоркин В.А., Скорняков Ю.Н., Тюрин В.А., Залужный Ю.Г., Куликов В. А. , Дегтярева Т.В. Повышение эффективности кузнечной протяжки заготовок из специальных сталей и сплавов на прессах. - Кузнечно-штамповочное производство, 1994, 2, с. 3-5.
4. Релис С. И. , Лапин В.В., Соболев Ю.В. Пути повышения эффективности применения автоматизированных ковочных комплексов. Обзор. - М.: НИИмаш, 1983, с. 2-13 /Сер. С-3, Кузнечно-прессовое машиностроение/.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
| КОВОЧНЫЙ КОМПЛЕКС | 2003 |
|
RU2243056C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАЛИБРОВАННЫХ ПОКОВОК И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2291755C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2011 |
|
RU2457061C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАЛИБРОВАННЫХ ПОКОВОК В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2004 |
|
RU2283716C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2004 |
|
RU2284874C2 |
| СПОСОБ КОВКИ ЗАГОТОВОК В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2004 |
|
RU2283714C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПОЛЫХ ПОКОВОК | 2010 |
|
RU2431539C1 |
| СПОСОБ КОВКИ ЗАГОТОВКИ В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2008 |
|
RU2406588C2 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ЗАГОТОВОК И ЧЕТЫРЕХБОЙКОВОЕ КОВОЧНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2282517C2 |





Изобретение относится к обработке металлов давлением и может быть использовано при получении поковок из слитков и предварительно сдеформированных заготовок на ковочных комплексах. Слиток нагревают и производят его ковку в допустимом интервале ковочных температур на прессе с одним или двумя манипуляторами в несколько проходов путем четырехстороннего обжатия в межбойковых ковочных устройствах. Ковку ведут с коэффициентом укова 2,0:1-32,0:1 за один нагрев слитка в два этапа. Вначале производят черновую ковку в одном или нескольких четырехбойковых ковочных устройствах для черновой ковки. Затем осуществляют калибрующую ковку в четырехбойковом ковочном устройстве для калибрующей ковки с коэффициентом укова 1,05:1-1,8:1 и охватом периметра поперечного сечения заготовки при каждом единичном обжатии каждой парой рабочих участков бойков на 40-100%. Ковочный комплекс, предназначенный для реализации данного способа изготовления поковок, содержит ковочный пресс с верхней и нижней плитами для крепления ковочного инструмента и подвижным инструментальным столом, имеющим несколько позиций смены ковочного инструмента. Ковочный инструмент состоит из двух или более четырехбойковых ковочных устройств с бойками, расположенных на позициях инструментального стола. Одно или несколько ковочных устройств предназначено для черновой ковки и одно ковочное устройство - для калибрующей ковки. Площадь свободного межбойкового пространства в поперечном сечении ковочного устройства для калибрующей ковки при сомкнутом положении бойков в 1,1-1,4 раза меньше площади свободного межбойкового пространства ковочного устройства для черновой ковки. Рабочая поверхность каждого бойка ковочного устройства для черновой ковки состоит из центральной плоскости и примыкающих к ней с двух сторон двух боковых плоскостей. 2 с. и 3 з.п.ф-лы, 10 ил., 2 табл.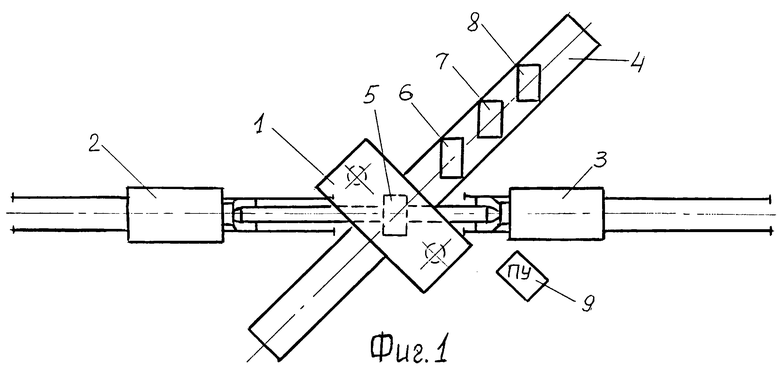
| ЛАЗОРКИН В.А | |||
| и др | |||
| Повышение эффективности кузнечной протяжки заготовок из специальных сталей и сплавов на прессах | |||
| - Кузнечно-штамповочное производство, 1994, №2, с.3-5 | |||
| Способ радиальной ковки | 1980 |
|
SU912377A1 |
| СПОСОБ КОВКИ ТЕХНИЧЕСКИ ЧИСТОГО ТИТАНА | 0 |
|
SU207679A1 |
| RU 2003417 C1, 30.11.1993 | |||
| RU 2056205 C1, 20.03.1996 | |||
| US 3645124, 29.02.1972 | |||
| US 4449390, 22.05.1984. | |||

