Изобретение относится к области обработки металлов давлением, в частности к холодной обработке металлов радиальной ковкой на оправке, а именно к производству прецизионных длинномерных цилиндрических изделий, преимущественно биметаллических, с повышенными требованиями прямолинейности, стабильности внутреннего диаметра по всей длине изделия, его износостойкости, и может быть использовано при изготовлении корпусов цилиндров плунжерных насосов, стволов артиллерийских орудий, трубопроводов для химической промышленности, водопроводной сети и т.п.
Известен способ изготовления длинномерных труб методом радиальной ковки на короткой оправке, неподвижно устанавливаемой в зоне действия бойков радиально-ковочной машины (см. Ростовщиков В.А. Технология и оборудование для формообразования полых длинномерных поковок горячим радиальным обжатием. Кузнечно-штамповочное производство, 1987, №6, с.10-13). Известный способ позволяет изготавливать длинномерные цилиндрические изделия как толстостенными, так и тонкостенными.
Однако изготовить прецизионные длинномерные цилиндрические изделия известным способом очень сложно. В случае изготовления изделий толстостенными требуются дополнительные механические операции по подготовке исходной заготовки под холодную радиальную ковку, чтобы исключить разностенность заготовки по длине, обеспечить требуемую чистоту обработки рабочей поверхности изделия, что, в свою очередь, требует значительных энерго- и трудозатрат еще на подготовительном этапе. К тому же из-за большой толщины стенок исходная толстостенная заготовка практически не деформируется в процессе ковки. Изготовление цилиндрического изделия известным способом тонкостенным хотя и позволяет изготавливать прецизионные длинномерные изделия методом радиальной ковки, однако из-за небольшой устойчивости к деформациям приходится ограничивать длину тонкостенного цилиндра.
Указанные недостатки могут быть устранены в длинномерных цилиндрических биметаллических изделиях, в которых внутренний слой изделия формируется из лейнера, выполненного из износостойкого, антифрикционного и антикоррозионного металла. При изготовлении таких изделий осуществляют следующие операции: соосное размещение с зазором в оболочке, например, из низкоуглеродной стали тонкостенной трубы - лейнера, например, из сплава титана, и последующее их соединение по сопрягаемым поверхностям путем деформирования посредством холодной радиальной ковки на оправке. Изделие, изготовленное таким способом, имеет, благодаря оболочке, жесткую конструкцию, его можно изготавливать большой длины (до 4000 мм). При этом благодаря свойствам лейнера обеспечивается высокая чистота обработки рабочей поверхности (см. патент РФ №2095179, кл. В 21 D 39/04, 1996 г.).
Недостаток этого способа в применяемых технологических приемах и устройстве для их осуществления состоит в том, что невозможно получить прецизионные трубы большой длины, особенно биметаллические, с допустимым отклонением значений внутреннего диаметра и с требуемой чистотой рабочих поверхностей. Это объясняется тем, что для придания износостойкости изготовленному из биметаллической трубы изделию необходимо проводить упрочнение внутренней поверхности изделия, например, азотированием при температуре более 550°С, в результате которого происходит разное объемное расширение оболочки и лейнера из-за различия механических свойств и химического состава металлов. Как следствие - нарушается прямолинейность цилиндрического изделия по длине, поэтому становятся непостоянными диаметральные размеры внутреннего канала цилиндра, что при использовании изготовленного изделия в качестве цилиндра насоса делает конструкцию плунжерного насоса ненадежной в эксплуатации, либо вообще неработоспособной. Кроме того, для обеспечения допустимой шероховатости рабочей поверхности рабочего канала изделия требуется проводить дополнительную механическую обработку - хонингование, дорнование, что, в свою очередь, может привести к отклонению длинномерного изделия от прямолинейности из-за увеличения разностенности получаемого изделия. Дополнительные операции ведут к удорожанию способа.
Наиболее близким техническим решением к предлагаемому является способ производства прецизионных труб, заключающийся в том, что перед холодной радиальной ковкой на оправке на внутреннюю поверхность исходной трубной заготовки наносят технологическую смазку, и холодную радиальную ковку трубной заготовки ведут на неподвижной короткой оправке с конической рабочей поверхностью одновременно с последовательным выглаживанием сформированного канала до окончательных размеров, формы и шероховатости дополнительной оправкой с цилиндрическим калибровочным пояском (см. патент RU №2070464, кл. В 21 J 5/00, 1995).
Указанный известный способ позволяет изготавливать прецизионные длинномерные трубы, в том числе, и биметаллические, при этом без дополнительной механической обработки внутренней рабочей поверхности изделия хонингованием, дорнованием в получаемом изделии достигаются допустимые для работоспособности показатели отклонений значений внутреннего диаметра рабочего канала и требуемая чистота рабочих поверхностей.
Однако этот известный способ позволяет изготавливать длинномерные изделия с такими показателями обработки, но ограниченной длины - не более 2500 мм; при увеличении длины изделия, как показала практика, допуск по внутреннему диаметру у монолитных труб составляет ±0,02 мм, у биметаллических изделий уже будет составлять порядка ±0,04 мм; шероховатость поверхности канала по Ra - порядка 0,2 и 0,4 мкм для монолитных и биметаллических труб соответственно. Однако при использовании изготовленных известным способом длинномерных цилиндров длиной 4000 мм и более такие показатели обработки поверхности недостаточны для выполнения требований по обеспечению стабильных значений внутреннего диаметра рабочего канала по всей длине цилиндрического изделия для обеспечения требуемого зазора между цилиндром и плунжером при сборке и эксплуатации плунжерного насоса. Это объясняется следующим. В процессе холодного деформирования исходной, например, биметаллической заготовки на радиально-ковочной машине в очаге деформации бойками происходит нагрев деформируемого участка трубной заготовки до температуры 200-300°С при наличии технологической смазки в очаге деформации и до 400-500°С, когда смазка отсутствует или ее недостаточно. А поскольку в процессе деформирования трубной заготовки холодной радиальной ковкой на оправке в известном способе вся смазка, предварительно нанесенная на изделие, при поступательном перемещении изделия сдвигается из зоны деформирования бойками к концу заготовки, то последующее (окончательное) деформирование трубной заготовки выглаживанием внутренней поверхности канала до требуемой формы, размеров и чистоты поверхности происходит уже без смазки. Поэтому через 2000-2500 мм поковки бойками в очаге деформации выглаживанием вследствие усиленного нагрева из-за отсутствия смазки труба не успевает остыть до требуемой температуры, при которой должно происходить пластическое деформирование изделия, в результате происходит увеличение отклонений внутреннего диаметра рабочего канала от номинального, что особенно проявляется у биметаллических изделий (у которых внутренние труба и оболочка имеют разные механические свойства), а также может происходить “налипание” металла заготовки на оправку. Как следствие - несоблюдение требований по стабильности внутреннего диаметра рабочего канала и по чистоте поверхности; в результате изделие бракуется. Еще одним существенным недостатком известного способа является то, что при изготовлении изделия не обеспечивается достаточное упрочнение внутренней поверхности рабочего канала, поскольку конечную операцию - деформирование выглаживанием - ведут при высокой температуре изделия в зоне обработки.
Известен инструмент для изготовления прецизионных длинномерных цилиндрических изделий, преимущественно биметаллических, методом холодной радиальной ковки, включающий коническую ковочную оправку, устанавливаемую в зоне действия бойков с помощью державки, со стороны конической поверхности которой закреплена дополнительная выглаживающая оправка с цилиндрическим калибрующим пояском, рабочая часть которой смещена за пределы ковки и имеет диаметр калибрующего пояска, превышающий внутренний диаметр трубы, обеспечивающий при деформации выглаживанием получение окончательных размеров, формы и шероховатости формируемого рабочего канала цилиндрического изделия (см. патент RU №2070464, кл. В 21 J 5/00, 1995).
Однако известное устройство не обеспечивает получение точных труб со стабильными внутренними диаметрами рабочего канала по всей его длине, с минимальными допусками и требуемой чистотой рабочей поверхности при изготовления длинномерных (от 4000 мм до 6000 мм), особенно биметаллических цилиндрических прецизионных изделий, в частности, цилиндров для плунжерных насосов, поскольку окончательные размеры, форма и шероховатость рабочей поверхности изделия определяются в этом устройстве только диаметром калибрующего цилиндрического пояска на дополнительной выглаживающей оправке. А поскольку дополнительная выглаживающая оправка с калибрующим пояском закреплена на ковочной оправке таким образом, что находится в непосредственной близости от очага деформации изделия ковочными бойками, т.к. радиальная ковка ведется на короткой оправке, то чистовая обработка внутренней поверхности выглаживанием происходит на неостывшем участке изделия (в очаге деформации бойками температура при отсутствии смазки может составлять 400-500°С), поэтому уже через через 2000-2500 мм поковки будут увеличиваться значения отклонений внутреннего диаметра от номинального. Не исключено при этом “налипание” металла нагретой заготовки на оправку, в результате изделие бракуется.
Невыполнение требований по качеству внутренней рабочей поверхности прецизионных труб может привести к отклонению от прямолинейности внутреннего канала длинномерной цилиндрической поковки и, следовательно, к несоблюдению требований по зазору при сборке пары цилиндр-плунжер в плунжерных насосах, что особенно сказывается при большой длине цилиндров (до 6000 мм).
Технической задачей разработки способа и устройства является получение прецизионных цилиндрических изделий, преимущественно биметаллических, большой длины (до 6000 мм) методом холодной радиальной ковки на оправке при обеспечении прямолинейности внутренней поверхности рабочего канала по всей длине, обеспечении стабильности внутреннего диаметра рабочего канала в каждом сечении и по всей длине изделия с допуском по внутреннему диаметру не более ±0,01 мм и повышении качества обработки внутренней поверхности с шероховатостью поверхности по Ra не более 0,1 мкм с одновременным упрочнением внутренней поверхности цилиндрического изделия, в том числе и для биметаллических изделий, за счет обеспечения температуры, при которой проводят чистовую обработку рабочей поверхности, соответствующей режиму пластического деформирования металлического изделия.
Дополнительно решается задача упрощения изготовления прецизионного цилиндрического длинномерного изделия и снижения трудозатрат.
Указанный результат достигается тем, что в известном способе изготовления прецизионных длинномерных цилиндрических изделий, включающем предварительное нанесение на внутренюю поверхность исходной трубной заготовки технологической смазки и холодную радиальную ковку заготовки с формированием в ней канала, которую ведут на неподвижной короткой ковочной оправке с конической рабочей поверхностью одновременно с последовательным выглаживанием поверхности сформированного канала дополнительной оправкой с цилиндрическим калибровочным пояском до получения окончательных размеров, формы и шероховатости поверхности, новым является то, что в зону деформирования выглаживанием поверхности сформированного в заготовке канала принудительно подают жидкую технологическую смазку через радиальные каналы в ковочной оправке.
Принудительную подачу жидкой технологической смазки производят равномерно на всю обрабатываемую поверхность.
Жидкую технологическую смазку подают под давлением. В качестве жидкой технологической смазки используют индустриальное масло или индустриальное масло, смешанное с дисульфидом молибдена.
Способ может быть использован для изготовления биметаллических прецизионных длинномерных цилиндрических изделий.
Для осуществления способа предложен инструмент для изготовления прецизионных длинномерных цилиндрических изделий, содержащий неподвижную ковочную оправку с державкой на одном конце, конической поверхностью и с закрепленной со стороны конической поверхности дополнительной выглаживающей оправкой, выполненной с цилиндрическим калибрующим пояском, в котором новым является то, что ковочная оправка со стороны державки выполнена с продольным осесимметричным несквозным каналом для подачи жидкой технологической смазки и равномерно расположенными по периметру конической поверхности радиальными каналами, гидравлически связанными с упомянутым продольным каналом, конец которого расположен за пределами зоны ковки, при этом упомянутые радиальные каналы расположены на конической поверхности ковочной оправки со смещением в сторону вершины конуса и выполнены с площадью сечения, меньшей площади сечения продольного канала.
Ковочная оправка выполнена с четырьмя радиальными каналами.
Инструмент предназначен для изготовления биметаллических прецизионных длинномерных цилиндрических изделий.
Благодаря тому, что в зону деформации поверхности изделия выглаживанием дополнительной оправкой осуществляют дополнительно принудительную подачу жидкой технологической смазки, причем смазка подается под давлением и равномерно поступает на всю деформируемую поверхность, обеспечиваются условия, когда на обрабатываемом участке всегда присутствует смазочно-охлаждающая жидкость. Как следствие - полностью исключается перегрев в этом очаге деформации, не происходит нагрева оправки до критических значений, поэтому деформация выглаживанием проводится в режиме холодной пластической деформации. В результате - исключается отклонение внутреннего диаметра рабочего канала от номинальной величины, определенной размерами калибрующего пояска выглаживающей оправки, даже при большой длине поковки (более 2000 мм), поскольку в кольцевом зазоре между конической поверхностью оправки и внутренней поверхностью деформируемой трубной заготовки постоянно присутствует смазка, позволяющая охлаждать изделие и осуществлять последующую деформацию выглаживанием всегда смазанных поверхностей. Поэтому появилась возможность изготавливать точные цилиндрические изделия большой длины, в том числе и биметаллические (имеющие большие преимущества перед монолитными), без нарушения прямолинейности внутренних поверхностей по всей длине по причине перегрева в какой-либо зоне деформации. При деформировании выглаживанием при наличии смазки (отсутствии высоких температур в очаге деформации) не происходит деформация внутренней трубы у биметаллических изделий, а также исключается “налипание” металла изделия на оправку, что обеспечивает стабильный диаметр рабочего канала по всей длине и в каждом сечении, при этом обеспечивается требуемая чистота поверхности. Экспериментальные данные показали, что величина допуска по внутреннему диаметру у биметаллических изделий составляет не более ±0,01 мм, шероховатость поверхности по Ra составляет не более 0,1 мкм. Проведение деформации выглаживанием на остывшем участке изделия позволяет осуществить холодную пластическую деформацию, которая дополнительно упрочняет поверхностный слой рабочей поверхности.
Предложенное конструктивное выполнение инструмента для проведения холодной радиальной ковки обеспечивает гарантированную и постоянную подачу технологичекой смазки в зону деформирования выглаживанием, что повышает качество рабочей поверхности изготовляемых холодной радиальной ковкой длинномерных цилиндрических, в том числе биметаллических изделий. Благодаря тому, что гидравлически связанные с осесимметричным несквозным каналом ковочной оправки радиальные каналы на конусной поверхности оправки смещены в сторону вершины конуса, обеспечивается подача технологической смазки в место максимальной величины кольцевого пространства между конусной поверхностью оправки и внутренней поверхностью трубной заготовки. Равномерное распределение радиальных каналов по конусной поверхности, а также выполнение условия, что площадь сечения радиальных каналов должна быть менее площади осесимметричного канала в оправке, позволяют осуществлять подачу смазки равномерно и постоянно и под необходимым давлением на всю внутреннюю поверхность трубной заготовки в зону ее деформирования выглаживанием. Наличие постоянной смазки исключает перегрев в зоне деформации, что позволяет производить деформацию выглаживанием любых длинномерных цилиндрических изделий, в том числе биметаллических, в соответствии с требованиями эксплуатации: большая длина; прямолинейность по всей длине; стабильность внутреннего диаметра по всей длине; чистота обработки поверхности.
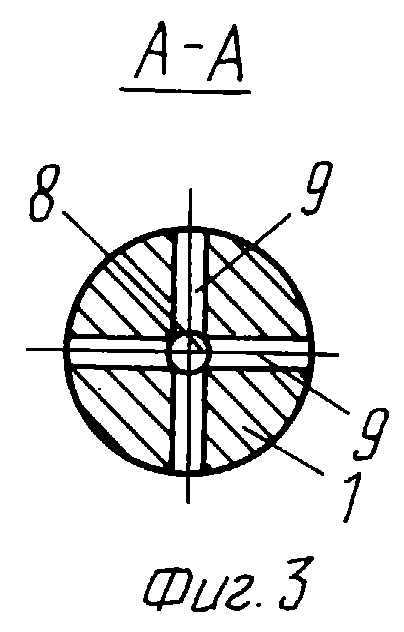
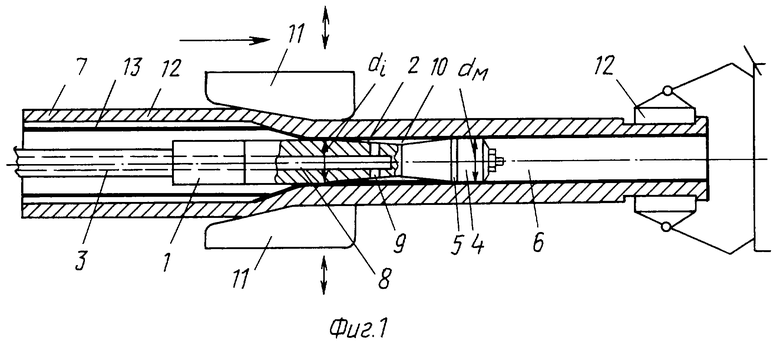
Способ и устройство поясняются чертежами, где на фиг.1 изображена схема холодной радиальной ковки биметаллического цилиндра; на фиг.2 - инструмент для холодной радиальной ковки цилиндра; на фиг.3 - сечение А-А фиг.2.
Инструмент для изготовления прецизионного длинномерного цилиндрического биметаллического изделия методом холодной радиальной ковки содержит ковочную оправку 1 с конической рабочей поверхностью 2, закрепленную на державке 3 и имеющую дополнительную выглаживающую оправку 4, связанную с ковочной оправкой 1 со стороны ее конической поверхности 2, при этом рабочая часть оправки 4 смещена за пределы зоны ковки. Выглаживающая оправка 4 имеет цилиндрический калибровочный поясок 5, диаметр dк которого превышает диаметр di ковочной оправки 1, формирующий канал 6 в цилиндрической заготовке 7. В ковочной оправке 1 со стороны державки 3 выполнен продольный осесимметричный несквозной канал 8, который заканчивается за пределами зоны ковки. По периметру конической поверхности 2 ковочной оправки 1 выполнены равномерно радиальные каналы 9, гидравлически связанные с продольным каналом 8. При этом радиальные каналы 9 смещены в сторону вершины конуса конусной поверхности 2. Это позволяет осуществлять поступление жидкой технологической смазки в образующееся в зоне деформирования выглаживанием кольцевое пространство 10, имеющее в этом сечении максимальную ширину. Оптимальное количество радиальных каналов 9 - четыре, при этом площадь сечения радиальных каналов 9 выполнена менее площади сечения продольного канала 8. Ковочная оправка 1 устанавливается неподвижно в зоне действия бойков 11 радиально-ковочной машины (РКМ).
Исходную трубную биметаллическую заготовку 7, состоящую из оболочки 12 и тонкостенного лейнера 13, закрепленную в зажимные головки 14, перемещают поступательно в зоне деформации и куют бойками 11 на неподвижной оправке 1, закрепленной на державке 3. При этом перед проведением операции радиальной ковки на внутреннюю поверхность трубной заготовки 7 по всей ее длине наносят технологическую смазку, и затем заготовку 7 куют в холодном состоянии на короткой оправке 1. Формирующийся постепенно по длине трубной заготовки 7 в результате радиальной ковки канал 6 подвергают после этого чистовой обработке - деформации выглаживанием дополнительной оправкой 4, при этом в зону деформации - кольцевое пространство 10 - подают принудительно под давлением, постоянно и равномерно жидкую технологическую смазку для исключения перегрева в этой зоне. Для этого по продольному каналу 8 через радиальные каналы 9 под давлением подают жидкую технологическую смазку в зону деформирования. Для уменьшения коэффициента трения наружной поверхности оправок 1 и 4 и внутренней поверхности заготовки 7 технологическую смазку смешивают с бисульфидом молибдена. Операцией выглаживанием сформированного холодной радиальной ковкой канала 6 в трубной заготовке 7 заканчивается процесс изготовления прецизионного цилиндрического изделия, и поскольку перегрев в зоне деформации исключен полностью, можно изготовить изделие большой дины - до 6000 мм с требуемым качеством обработки рабочей поверхности и минимальным допуском на внутренний диаметр сформированного канала 6.
Предлагаемое техническое решение было реализовано на примере изготовления прецизионного длинномерного биметаллического цилиндра для плунжерного насоса методом холодной радиальной ковки на радиально-ковочной машине бойками со степенью деформации 20-30%. Выбор диаметров ковочной оправки 1 и калибровочного пояска 5 оправки 4 определен внутренним диаметром готового изделия - цилиндра насоса.
Для изготовления биметаллического цилиндра сначала готовят исходную биметаллическую трубную заготовку 7. Для этого тонкостенную трубу 13 (лейнер) из легированной стали длиной 3000-3700 мм, с наружным диаметром 48 мм и толщиной стенки 1,5 мм устанавливали в оболочке 12 из низкоуглеродной стали марки Ст 20, длиной 3500 мм, с наружным диаметром 60 мм и толщиной стенки 5,5 мм и клепкой фиксировали внутри оболочки 12. В результате получилась биметаллическая трубная заготовка 7 длиной 4000 мм, наружный диаметр 56 мм, внутренний диаметр 44 мм.
Исходную трубную биметаллическую заготовку 7 диаметром 56 мм, с внутренним диаметром 44 мм, длиной 4000 мм укладывают в захваты зажимных головок 14. На внутреннюю поверхность исходной заготовки 7 предварительно наносят технологическую смазку типа литол, после чего в холодном состоянии куют бойками 11 на конической оправке 1, для чего заготовку 7 поступательно перемещают. Образующийся канал подвергают чистовой обработке. Для этого канал трубы выглаживают дополнительной оправкой 4, рабочая часть которой смещена за пределы зоны ковки. В зону деформации - кольцевое пространство 10 - постоянно под давлением насосом подают жидкую технологическую смазку типа ИГП-18 по продольному каналу 8 и далее через радиальные каналы 9 в оправке 1 кольцевое пространство 10. Таким образом, в зоне деформирования выглаживанием постоянно присутствует смазка, и полностью исключается перегрев в этом очаге деформации. В конечном результате получают биметаллический цилиндр длиной 4000 мм, с наружным диаметром 56 мм, внутренним диаметром 44 мм. Отклонения внутреннего диаметра составили ±0,01 мм, шероховатость в канале составила по Ra 0,1 мкм.
Технология изготовления прецизионного монолитного длинномерного изделия методом холодной радиальной ковки на оправке такая же.
Таким образом, экспериментальные испытания показали, что заявляемый способ и устройство для его осуществления обеспечивают решение поставленной технической задачи.
Изделие (корпус цилиндра плунжерного насоса), изготовленное по предлагаемому способу, соответствует требованиям, предъявляемым к скважинным плунжерным насосам:
- большая длина (порядка 4000 мм и более);
- при большой длине обеспечивается прямолинейность для стабильной работы в корпусе плунжера насоса;
- высокая износостойкость рабочей поверхности цилиндра, поскольку появилась возможность использовать биметаллические трубные заготовки;
- высокая чистота обработки рабочей поверхности изделия, шероховатость внутренней поверхности достигается по Ra не более 0,1 мкм, поскольку канал формируется в окончательном виде при постоянном присутствии смазки, что исключает полностью перегрев в очаге деформации и все вытекающие последствия;
- стабильность внутреннего диаметра сформированного канала по сечению и по всей длине длинномерной заготовки, отклонения по диаметру составляют не более ±0,01 мм;
- снижение трудозатрат, т.к. изделие получается в готовом виде без дополнительных механических операций по упрочнению рабочих поверхностей;
- экономия дорогостоящих материалов, т.к. дорогостоящие материалы стало возможно использовать только в качестве внутреннего слоя биметаллического изделия.
При этом способ несложный в реализации.

Изобретения относятся к области обработки металлов давлением и могут быть использованы при изготовлении радиальной ковкой корпусов цилиндров плунжерных насосов, стволов артиллерийских орудий, трубопроводов для химической промышленности. На внутреннюю поверхность исходной трубной заготовки предварительно наносят технологическую смазку и радиальной ковкой заготовки формируют в ней канал. Ковку ведут на неподвижной короткой ковочной оправке с конической рабочей поверхностью одновременно с последовательным выглаживанием поверхности канала дополнительной оправкой с цилиндрическим калибровочным пояском до получения окончательных размеров, формы и шероховатости поверхности. Дополнительная выглаживающая оправка закреплена на ковочной оправке со стороны ее конической поверхности. В зону деформирования выглаживанием принудительно подают жидкую технологическую смазку через радиальные каналы в ковочной оправке, равномерно расположенные по периметру конической поверхности и гидравлически связанные с продольным каналом. В результате обеспечивается повышение качества полученных изделий и упрощение их изготовления. 2 н. и 7 з.п. ф-лы, 3 ил.
| СПОСОБ ПРОИЗВОДСТВА ПРЕЦИЗИОННЫХ ТРУБ И РАДИАЛЬНО-КОВОЧНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2070464C1 |
| Способ протяжки полых заготовок | 1990 |
|
SU1814955A1 |
| Устройство для ковки полых поковок | 1980 |
|
SU977091A1 |
| Способ смазки оправки прошивного стана | 1961 |
|
SU143000A1 |
| DE 3122443 A1, 16.12.1982 | |||
| DE 4004155 A1, 14.08.1991. | |||

