Изобретение относится к переработке армированных металлоконструкциями изделий и может быть использовано на регенераторных заводах при переработке изношенных резинотехнических изделий, строительных изделий и т. п.
Известен способ разрушения армированных изделий, включающий охлаждение изделия до температуры охрупчивания материала изделия, нагрев токами высокой частоты металлической арматуры изделия в течение времени, необходимого для возникновения в местах контакта арматуры с материалом изделия термических напряжений, равных разрывному напряжению охлажденного материала изделия, и последующее дробление изделия с помощью механических средств.
Недостаток этого способа заключается в том, что необходимо обязательно осуществить глубокое охлаждение материала изделие, так как возникающий перед операцией дробления перегрев арматуры составляет 100-200оС и может вызвать изменения в структуре молекул полимерного материала изделия в местах его контакта с арматурой. Изменение же химической структуры исходного полимерного материала ограничивает область использования полученного из него целевого продукта. Значительные затраты, связанные с использованием данного способа, обусловлены не только необходимостью глубокого охлаждения изделия, но и необходимостью использовать износостойкие материалы для изготовления дробилки.
Наиболее близким из известных является способ разрушения армированных изделий, при котором изделие помещают в диэлектрическую жидкость и воздействуют на него ударной волной с давлением на фронте импульса не меньшим величины прочности материала изделия. Ударную волну возбуждают взрывом пирозаряда, который размещают в полости изделия, а его охлаждают до температуры охрупчивания.
Недостаток этого способа заключается в том, что целевой продукт не может быть получен в виде крошки без использования дополнительных измельчителей (мельниц). Кроме того, условия труда для обслуживающего персонала являются опасными, так как при реализации способа используются взрывчатые вещества.
В основу настоящего изобретения поставлена задача разработать экологически чистый способ разрушения армированных изделий с использованием таких источников ударных волн, пространственное размещение которых и условия волн, обеспечили бы при улучшении условий труда, минимальных энергозатратах и высокой производительности такую скорость нагружения материала в плоскостях, параллельных поверхностям изделия, которая необходима для реализации режима откольного (Гопкинсона) разрушения материала одновременно на нескольких участках, расположенных на обоих поверхностях изделия, что повысило бы дисперсность целевого продукта без нарушения при этом химической структуры молекул исходного материала.
Поставленная задача решается тем, что в способе разрушения армированных изделий, при котором помещают изделие в диэлектрическую жидкость и воздействуют на него ударной волной с давлением на фронте импульса, не меньшим величины прочности материала изделия, согласно изобретению, в изделии предварительно формируют по меньшей мере три сквозных цилиндрических канала, перпендикулярных к поверхностям изделия и расположенных друг от друга на одинаковом расстоянии по окружности с радиусом, не превышающем более, чем в 2,5 раза, толщину изделия, а ударные волны генерируют высоковольтными искровыми электрическими разрядами, осуществляемыми одновременно во всех каналах, заполненных диэлектрической жидкостью, с длительностью импульса напряжения, не превышающей более, чем в 1,75 раза, отношение толщины изделия к скорости звука в материале изделия.
Целесообразно сквозные каналы в изделии формировать электрическим пробоем материала изделия.
В последнем случае при разрушении крупногабаритных изделий формируют периодическую последовательность высоковольтных импульсов напряжения, первым высоковольтным импульсом напряжения одновременно формируют в материале армированного изделия mхN сквозных каналов, расположенных в узлах плоской сетки из m≥3 рядов, причем элементарная ячейка сетки имеет форму квадрата или ромба, малая диагональ которого равна стороне ромба, а каждым последующим высоковольтным импульсом - К формируют N каналов в (m+К-1) ряду и одновременно осуществляют искровой электрический разряд в жидкости, заполняющей каналы, расположенные в (m-1) рядах, предшествующих (m+К-1) ряду.
Выгодно в ряде случаев в качестве диэлектрической жидкости использовать сжиженный газ, а для лучшего отделения материала изделия от металлической арматуры в этом случае перед воздействием на изделие ударными волнами целесообразно нагреть металлическую арматуру токами высокой частоты до температуры 230-300 К. В этих условиях будет иметь место охрупчивание только материала изделия, который преимущественно и будет разрушаться при воздействии на изделие ударных волн.
Преимущество предлагаемого способа разрушения армированных изделий заключается в том, что при одновременном искровом разряде, осуществляемом высоковольтным импульсом напряжения с длительностью не превышающей более чем в 1,75 раза, отношение толщины изделия к скорости звука в материале изделия, в перпендикулярных к поверхностям изделия цилиндрических каналах, заполненных диэлектрической жидкостью и расположенных друг от друга на одинаковом расстоянии по окружности с радиусом, не превышающим более чем в 2,5 раза толщину изделия, в последнем возбуждаются цилиндрические (по отношению к каналам) ударные волны. В момент столкновения ударных волн, распространяющихся от соседних каналов, в областях, расположенных симметрично относительно указанных каналов, образуются зоны цилиндрической кумуляции, в которых возникают волны сжатия, распространяющиеся в противоположных направлениях, перпендикулярно к поверхностям изделия. После отражения волн сжатия от свободных поверхностей изделия возникают волны разгрузки, которые взаимодействуют с волнами сжатия. В результате в плоскостях, параллельных поверхностям изделия, возникают импульсные растягивающие воздействия со скоростью нарастания напряжения и величиной напряжения, обеспечивающих режим откольного (Гопкинсона) разрушения материала изделия.
Дополнительное преимущество предлагаемого способа заключается в возможности осуществить разрушение длинномерных армированных изделий, используя при этом электродную систему, содержащую по крайней мере три ряда электродов.
Кроме того, при использовании в качестве диэлектрической жидкости сжиженного газа высокая степень отделения материала изделия от арматуры, согласно изобретению, обеспечивается бесконтактным нагревом материала арматуры до температуры 230-300 К перед воздействием на изделие ударными волнами.
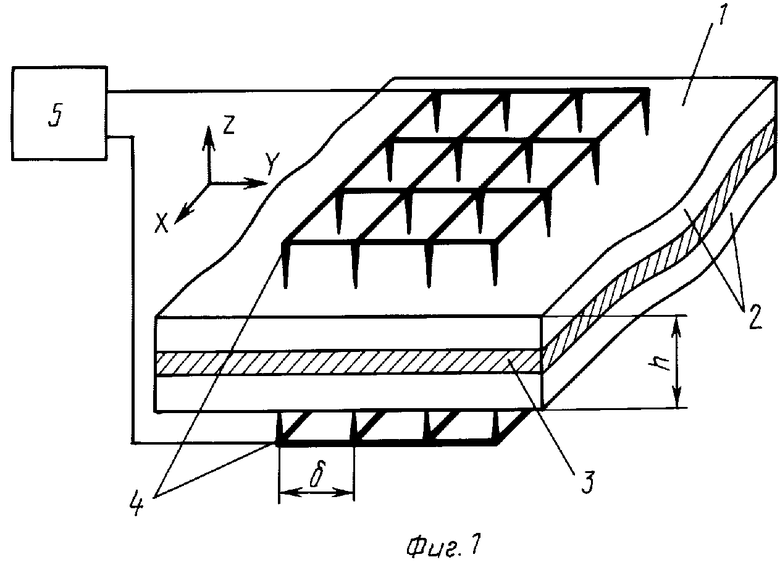
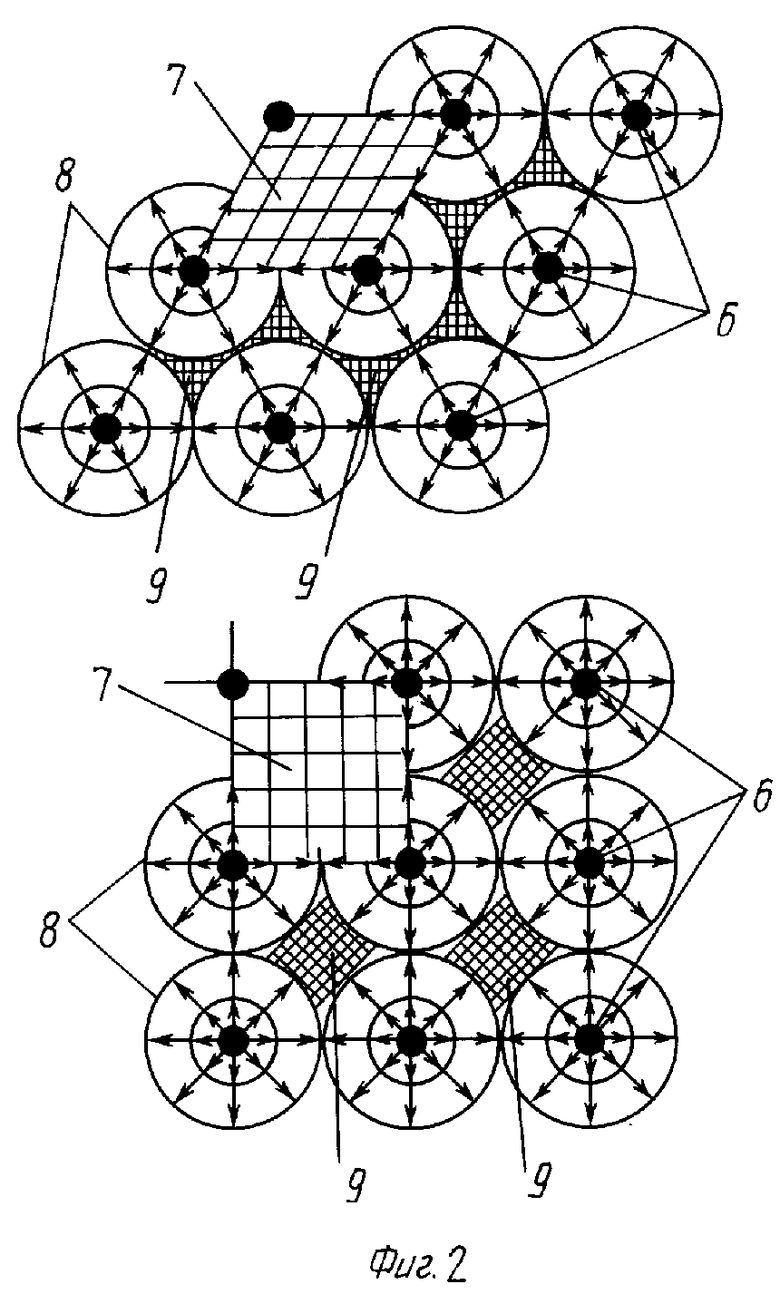
На фиг. 1 приведен пример осуществления предлагаемого способа; на фиг. 2 показано расположение электродов и дано схематическое изобретение зон цилиндрической кумуляции.
Разрушаемое армированное изделие 1 (см. фиг. 1), содержащее отделяемый материал 2 и арматуру 3, расположено между электродами встречно-штыревой электродной системы 4 и помещено в ванну (на фигурах не показано), заполненную диэлектрической жидкостью. Встречно-штыревая электродная система подключена к высоковольтному генератору импульсов 5. Перемещение армированного изделия 1 или электродной системы 4 осуществляется дискретно или непрерывно в направлении оси Y. Электроды 6 электродной системы 4 расположены в узлах плоской сетки, элементарная ячейка которой 7 представляет собой квадрат или ромб, малая диагональ которого равна его стороне (см. фиг. 2). Цилиндрические ударные волны 8, сталкиваясь, образуют зоны кумуляции 9.
Приведем теоретические доказательства возможности осуществления предложенного способа.
Рассмотрим (см. фиг. 1) помещенное в диэлектрическую жидкость твердое тело толщиной h, в котором выполнены цилиндрические каналы, оси которых перпендикулярны к поверхностям тела. Каналы расположены в узлах плоской сетки, причем элементарная ячейка сетки может иметь форму квадрата или ромба, малая диагональ которого равна стороне ромба (см. фиг. 2). Заполняющая каналы диэлектрическая жидкость служит для концентрации энергии электрического разряда, а следовательно, для увеличения ее механического действия на окружающий материал. Действительно, при разряде в жидкости канал расширяется с эффектами, присущими взрыву: к моменту максимума тока в разрядном канале ускоренное движение его стенок прекращается, а ударная волна уходит из ближней зоны разряда, воздействуя на окружающее канал твердое тело. Если одновременно во всех заполненных жидкостью каналах осуществить электрический искровой разряд, то в твердом теле возникнут радиальные по отношению к каналам ударные волны 8. В толще тела цилиндрические ударные волны 8, расширяясь радиально, могут образовать в момент столкновения зоны цилиндрической кумуляции 9. Кумуляция радиально расширяющихся волн возможна при соблюдении следующих условий: во-первых, источники ударных волн должны быть равномерно распределены по окружности с центром, совпадающим с центром ожидаемой зоны кумуляции. Во-вторых, расстояние от каналов до центра зоны кумуляции ударных волн не должно превышать размера ближней зоны разряда, т. е. зоны, в пределах которой сохраняется цилиндрическая симметрия электрического разряда. Указанное выше пространственное расположение каналов удовлетворяет первому условию, а второе условие будет выполнено, если расстояние R от каналов до центра зоны кумуляции будет удовлетворять неравенству:
R ≅ 2,5Lр, (1) где Lр - длина разрядного канала.
В случае, когда расстояние между электродами равно толщине твердого тела, неравенство (1) преобразуется к следующему виду:
R ≅ 2,5h. (Iа)
В зонах кумуляции возникают плоские ударные волны сжатия, распространяющиеся в противоположных направлениях, перпендикулярных к обеим поверхностям твердого тела. Эти волны сжатия имеют сравнительно небольшую амплитуду и приводят к появлению только упругого давления, обусловленного силами отталкивания атомов твердого тела. Такие ударные волны в твердом теле мало отличаются от акустических, а именно распространяются со скоростью, близкой к скорости звука; приводят к сжатию твердого тела всего на несколько процентов; сообщают твердому телу массовую скорость за фронтом волны в десятки раз меньшую скорости распространения самих волн.
Способ разрушения армированных изделий осуществляется следующим образом.
Разрушаемое изделие помещают в ванну, заполненную диэлектрической жидкостью. Затем электрическим пробоем материала изделия формируют в нем сквозные каналы, оси которых перпендикулярны к противоположным сторонам изделия. Для этого прижимают к двум противоположным сторонам изделия электроды, образующие встречно-штыревую систему, и осуществляют многоканальный искровой разряд внутри изделия (фиг. 1). Электроды располагают напротив друг друга в узлах плоской сети, элементарная ячейка которой представляет собой квадрат или ромб, малая диагональ которого равна его стороне, причем сторона элемента элементарной ячейки сетки (согласно 1-а) не должна более, чем в 3,5 раза, превышать толщину изделия в случае, когда элементарная ячейка имеет форму квадрата, и в 4,25 раза - в случае, когда элементарная ячейка имеет форму ромба.
Последний вариант размещения электродов является более предпочтительным, так как позволяет при одинаковом количестве электродов (т. е. на одной и той же площади поверхности изделия) получить в два раза больше зон кумуляции цилиндрических ударных волн, иными словами повысить эффективность измельчения материала изделия (фиг. 2). Для того, чтобы искровой разряд в материале изделия произошел одновременно между всеми парами электродов, образующих встречно-штыревую систему (т. е. был многоканальным), необходимо, чтобы амплитуда импульса напряжения по крайней мере на 30% превышала среднестатистическое значение пробивного напряжения материала изделия, а длительность фронта импульса была бы меньше времени пробоя.
После того, как жидкость заполнит сквозные каналы, образовавшиеся в местах расположения электродов, возбуждают в разрушаемом изделии цилиндрические ударные волны. Для этого на электроды подают высоковольтный импульс с длительностью, не превышающей более чем в 1,7 раза отношение толщины изделия к скорости звука в материале изделия. Заполняющая каналы диэлектрическая жидкость служит для концентрации энергии электрического разряда с целью увеличения ее механического действия на окружающий материал, так, что при разряде в жидкости канала расширяется с эффектами, присущими взрыву (электрогидравлический эффект). В момент столкновения цилиндрических ударных волн 8, распространяющихся от соседних каналов, в областях, расположенных симметрично относительно каждой группы соседних каналов, образуются зоны цилиндрической кумуляции 9. В этих зонах возникают волны сжатия, распространяющиеся в противоположных направлениях, перпендикулярных к поверхностям изделия. После отражения волн сжатия от противоположных поверхностей изделия в последнем возникают волны разгрузки, распространяющиеся внутрь изделия и приводящие к отколу фрагментов материала изделия в участках, расположенных между электродами на обеих поверхностях изделия. Отколовшиеся от изделия фрагменты разлетаются с некоторой скоростью.
Если размеры разрушаемого изделия таковы, что либо в принципе нельзя выполнить электродную систему тех же размеров, что и изделие, либо реализация электродной системы, покрывающей всю поверхность изделия, является сложной технической задачей, то разрушение таких изделий можно осуществить, согласно изобретению, с помощью электродной системы, содержащей по крайней мере три ряда электродов. В этом случае разрушение армированного изделия осуществляется в следующей последовательности (фиг. 1).
Электродную систему, содержащую mхN пар электродов, расположенных в узлах плоской сетки, имеющей m рядов (m≥3), устанавливают на противоположных сторонах разрушаемого изделия. Первым высоковольтным импульсом, подаваемым на электродную систему, осуществляют многоканальный искровой разряд в материале изделия. В результате в изделии образуется mхN сквозных каналов, которые сразу же начнут заполняться жидкостью, в которую погружено разрушаемое изделие. Затем осуществляют перемещение электродной системы на расстояние, равное размеру стороны элементарной ячейки плоской сетки, и в направлении, совпадающем с направлением ее трансляционной симметрии. В результате электроды, расположенные в первых m-1 рядах, пространственно совместятся с предварительно подготовленными сквозными каналами, которые к моменту совмещения будут полностью заполнены жидкостью. Подают на электродную систему второй высоковольтный импульс, в результате чего между N парами электродов произойдет пробой материала изделия с образованием (m+1) ряда сквозных каналов, а между остальными (m-1) ˙N парами электродов произойдут электрогидравлические разряды, сопровождаемые возникновением в изделии кумулятивных волн сжатия и разрушением материала в участках изделия, расположенных между электродами. К моменту подачи на электродную систему третьего высоковольтного импульса осуществляют второе смещение электродной системы вдоль изделия на расстояние, равное размеру стороны элементарной ячейки плоской сетки, и в направлении ее трансляционной симметрии. Под действием третьего высоковольтного импульса произойдет формирование (m+2)-го ряда сквозных каналов и электрогидравлический разряд в ранее подготовленных (m-1)˙N каналах, сопровождаемые разрушением участков изделия, расположенных между электродами. Таким образом, осуществляя дискретное перемещение электродной системы в интервалах времени между высоковольтными импульсами, можно произвести полное разрушение длинномерных армированных изделий. Следует отметить, что технически намного проще осуществить перемещение разрушаемого изделия относительно неподвижной высоковольтной электродной системы, а не электродной системы относительно неподвижного изделия. Разрушение длинномерных армированных изделий можно осуществить и при перемещении изделия относительно электродной системы (или электродной системы относительно изделия) с постоянной скоростью V= δ f, где f - частота следования высоковольтных импульсов. Однако в этом случае должно выполняться неравенство >(102-103)τu>(102-103) τи .
>(102-103)τu>(102-103) τи .
При выполнении этого неравнества относительное перемещение электродной системы не сказывается на разрядные процессы.
При выборе диэлектрической жидкости, в которую помещают разрушаемое изделие, следует отдавать предпочтение недорогим жидкостям с высокими диэлектрическими параметрами и учитывать то обстоятельство, что для разрушения хрупких материалов требуется меньше энергии. Так, если материал изделия при обычных температурах является хрупким, например железобетонные изделия, то в качестве диэлектрической жидкости следует использовать воду. Если же материал разрушаемого изделия при обычных температурах не является хрупким, например армированные резинотехнические изделия, то в этом случае предпочтительно использовать жидкий азот. Жидкий азот имеет температуру 77 К и обладает отличными диэлектрическими свойствами, а именно его электрическая прочность равна 1,5 МВ/см, а утечки отсутствуют. Следовательно, при использовании жидкого азота практически вся энергия от генератора высоковольтных импульсов выделяется в каналах на стадии электрического пробоя. Сравнительно низкая стоимость жидкого азота позволяет использовать его и при разрушении крупногабаритных резинотехнических изделий, например изношенных автомобильных шин.
Экспериментально было установлено, что материал изделия наиболее эффективно отделяется от арматуры в том случае, когда материал изделия находится в хрупком состоянии, а материал арматуры - нет. В железобетонных изделиях указанное выше условие имеет место при обычных температурах. Иначе обстоит дело с армированными стальными элементами резинотехническими изделиями. Действительно, температуры охрупчивания резины и стали практически совпадают, поэтому для обеспечения охрупчивания только резины необходимо поддерживать температуру изделия в достаточно узком температурном интервале, что технически осуществить трудно.
Согласно изобретению, указанные выше условия обеспечиваются тем, что перед возбуждением в материале изделия цилиндрических ударных волн осуществляют быстрый бесконтактный нагрев токами высокой частоты металлической арматуры изделия до температуры, которая выше температуры охрупчивания материала арматуры (230-300)К. Верхний предел температурного диапазона выбран из тех соображений, что нагрев арматуры изделия до температур выше комнатных может вызвать изменения в структуре молекул полимерного материала в местах его контакта с арматурой.
Время нагрева арматуры выбирается исходя из допустимой глубины прогрева резины до температур выше температуры охрупчиваничя резины и может быть рассчитано по следующей зависимости
t = А t= A , где t - время нагрева арматуры;
, где t - время нагрева арматуры;
b - допустимая глубина прогрева резины до температуры выше температуры ее охрупчивания;
а - температуропроводность резины;
А - безразмерный коэффициент ≈10.
Предлагаемый способ характеризуется высокой производительностью, низкими энергозатратами, высоким качеством целевого продукта, безопасностью для обслуживающего персонала и экологической чистотой.
(56) Авторское свидетельство СССР N 1194687, кл. В 29 В 17/00, 1984.
Патент Великобритании N 1444008, кл. В 02 С 19/18, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕЛЬЧЕНИЯ ИЗНОШЕННЫХ ШИН | 1998 |
|
RU2146196C1 |
| УСТРОЙСТВО ДЛЯ РАЗРУШЕНИЯ ИЗНОШЕННЫХ ШИН | 1993 |
|
RU2044650C1 |
| СПОСОБ ОЧИСТКИ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ ОТ ДИЭЛЕКТРИЧЕСКИХ ОТЛОЖЕНИЙ | 1996 |
|
RU2111071C1 |
| ЭЛЕКТРОГИДРАВЛИЧЕСКИЙ СПОСОБ РАЗРУШЕНИЯ ТВЕРДОГО ТЕЛА | 1992 |
|
RU2038150C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИМПУЛЬСНОГО РАЗРУШЕНИЯ ТВЕРДЫХ ТЕЛ | 1992 |
|
RU2038151C1 |
| СПОСОБ ГЕНЕРАЦИИ ГИПЕРЗВУКОВЫХ ПОТОКОВ ПЛАЗМЫ МЕТАЛЛОВ | 1990 |
|
RU1753926C |
| СПОСОБ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ ШИН | 2000 |
|
RU2177408C1 |
| Способ кумуляции плазмы и устройство для его осуществления | 1977 |
|
SU671681A1 |
| Способ электрогидроимпульсного разрушения железобетонных конструкций | 2023 |
|
RU2808176C1 |
| СПОСОБ ГЕНЕРАЦИИ ПЛАЗМОИДОВ | 1998 |
|
RU2149522C1 |
Использование: переработка использованных армированных металлокордом изделий. Сущность изобретения: в изделии предварительно формируют по меньшей мере три сквозных цилиндрических канала, перпендикулярных к поверхностям и расположенных друг от друга на одинаковом расстоянии по окружности с радиусом, не превышающим более, чем в 2,5 раза, толщину изделия. Ударные волны генерируют высоковольтными искровыми электрическими разрядами, осуществляемыми одновременно во всех каналах, заполненных диэлектрической жидкостью, с длительностью импульса напряжения, не превышающей более, чем в 1,75 раза, отношение толщины изделия к скорости звука в материале изделия. Сквозные каналы в изделии формируют электрическим пробоем. Изделия можно поместить в сжиженный газ. 4 з. п. ф-лы, 2 ил.
t = A  ,
,
где t - время нагрева, с;
A ~ 10-безразмерный коэффициент;
a - температуропроводность материала изделия, м2/с;
b - допустимая глубина прогрева материала изделия до температур выше температуры его охрупчивания, м.
