Изобретение относится к производству нетканых материалов, формуемых аэродинамическим методом, в частности к способу получения нетканой сетки из расплава полимера, и может быть использовано при производстве нетканых сеток, используемых в качестве дренажных подложек патронных фильтровальных элементов.
Известен способ получения нетканого материала, при котором экструдируют полимерный материал с последующим его утонением с помощью высокоскоростного газового потока, подаваемого под давлением в направлении экструдируемого пучка волокон двумя струями газового потока, которые направляют в плоскостях, расположенных под острыми углами к оси экструдируемого пучка волокон, равными 5-45о, причем линия пересечения плоскостей газовых струй смещена по отношению к оси пучка волокон на расстояние, соответствующее толщине экструдируемого волокна (см. описание к патенту СССР 608484 по кл. D 04 H 3/16, опубл. 1978).
Недостатком известного способа является низкое качество нетканой сетки, обусловленное неупорядоченностью укладываемых волокон и хаотическое их расположение в структуре нетканого материала. Кроме того, известный способ характеризуется повышенным расходом сжатого газа, что снижает эффективность способа при утонении волокон.
Известен также способ получения нетканого материала из расплава полимера, заключающийся в формировании нитей из расплава полимера с последующей вытяжкой полученных пучков нитей газовым потоком и укладкой их на движущуюся приемную поверхность последовательно друг на друга во взаимно перпендикулярных направлениях, и в котором при укладке пучки нитей располагают по отношению к направлению перемещения приемной поверхности под углом 40. . . 50о (прототип).
Недостатком известного способа является также низкое качество нетканого материала, обусловленное тем, что укладка производится неориентированными нитями, создающими структуру с хаотическим расположением волокон, делающее способ неприемлемым для получения нетканых полимерных сеток. Кроме того, способ характеризуется низкой эффективностью вследствие дополнительных затрат на операции "качания" дутьевых устройств, а также на практически параллельное обдувание потоком газа утончаемых в процессе нитей.
Введение нового существенного отличительного признака, а именно "перед укладкой полученную мононить ориентируют в пространстве между фильерой и приемной поверхностью перпендикулярно направлению экструдирования" обеспечивает технологический разворот на 90о в потоке закрученного воздуха, для полного использования парусности мононити, что увеличивает коэффициент вытяжки мононити и уменьшает расход воздуха при утончении и охлаждении мононити, т. е. этот признак обуславливает повышение эффективности способа. Введение второго существенного признака, что после ориентирования "мононить вращают в закрученном потоке газа с образованием устойчивой конусной спирали" обуславливает в предложенном способе уменьшение энергозатрат на формирование ячеек сетки за счет использования энергии вращающегося потока газа, что повышает эффективность способа и повышает качество нетканой сетки путем упорядоченной последующей укладки колец на оправке. Третий отличительный признак, заключающийся в том, что "кольца спирали укладывают на приемную поверхность со смещением их относительно друг друга на величину, равную половине их диаметра при температуре, равной температуре аутогезионной оклейки",
обуславливает наибольшее количество точек контакта укладываемых колец мононити,
что приводит к повышению прочности нетканой сетки за счет оптимального количества склеек, а указанные температуры обеспечивают повышение эффективности способа и качество сетки путем оптимизации режимов проведения аутогезионной склейки.
Таким образом, наличие новых существенных признаков, отличающих предложенный способ от прототипа, обуславливает достижение цели, свидетельствует о соответствии заявляемого технического решения изобретательскому уровню, а очевидное воспроизводство способа свидетельствует о промышленном применении в определенной отрасли народного хозяйства.
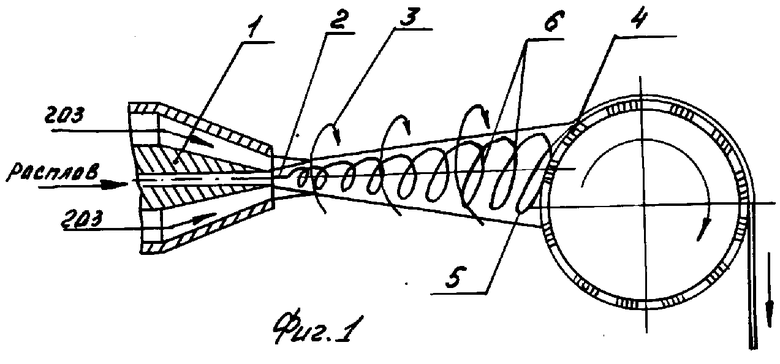
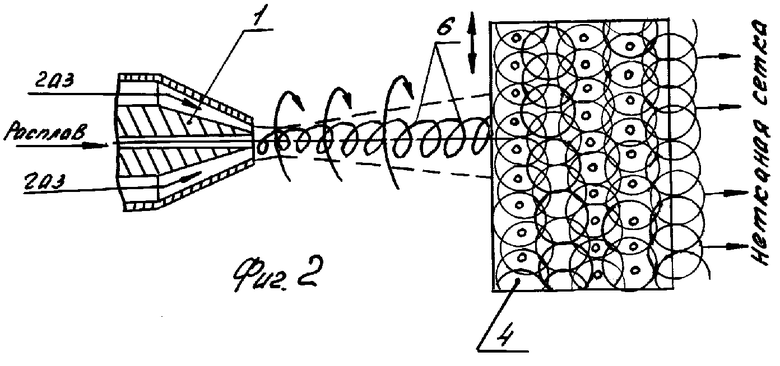
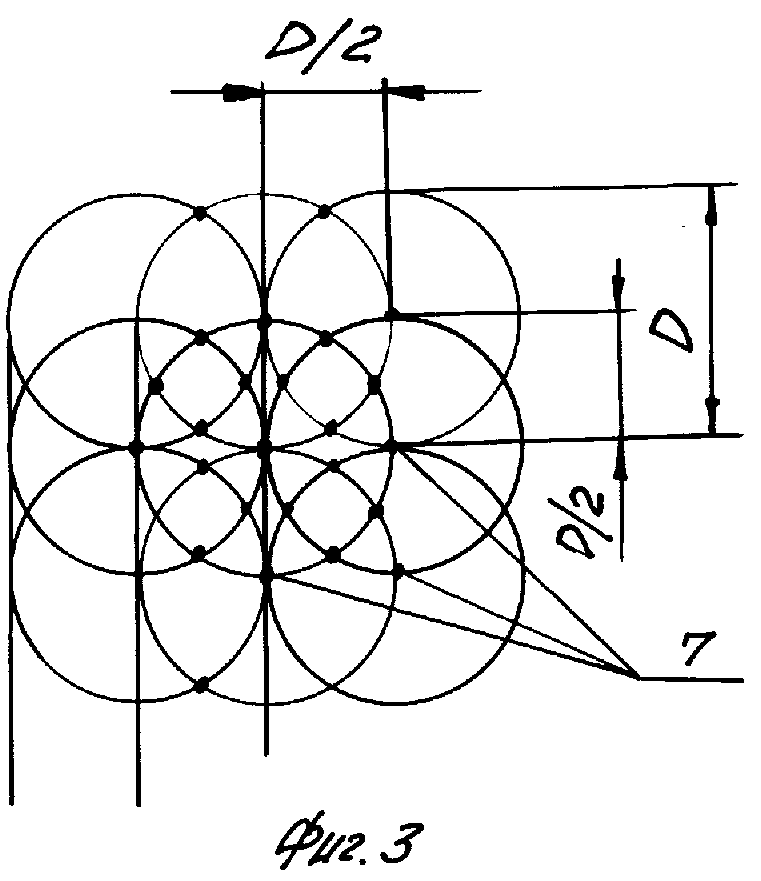
На фиг. 1 представлено устройство для его осуществления в вертикальной проекции; на фиг. 2 - устройство в горизонтальной проекции; на фиг. 3 - существенная часть укладываемой мононити на приемной поверхности.
Предложенный способ осуществляется следующим образом. Термопластичный полимерный материал расплавляют в плавильном устройстве до получения расплава, который затем экструдируют при его температуре текучести в виде тонкой струйки через фильеру 1. Затем выпрядаемую струйку расплава 2 охлаждают и одновременно утоняют закрученным потоком газа 3, который подают под давлением в направлении приемной поверхности 4, на которую производят непрерывную укладку получаемой мононити 5. Перед укладкой мононить 5 при помощи закрученного потока газа 3 ориентируют в пространстве между фильерой 1 и приемной поверхностью 4 перпендикулярно направлению экструдирования. При этом температуру потока истекающего газа устанавливают равной температуре плавления полимерного материала, при которой достигается наибольшая вязкость расплава, соответствующая вязкости при перекристаллизации применяемого полимера, вследствие чего достигается непрерывность мононити.
Затем полученную мононить 5 вращают в закрученном потоке газа 3 с образованием устойчивой конусной спирали, кольца 6 которой затем укладывают на приемную поверхность 4 со смещением их относительно друг друга, равную половине их диаметра D. Смещение колец при укладке достигается путем изменения скорости перемещения приемной поверхности. Для увеличения прочности нетканой сетки кольца в конусной спирали укладывают на приемной поверхности 4 при температуре мононити, равной температуре аутогезионной склейки полимерного материала. При этом в точках контакта 7, образующихся при пересечении укладываемых колец на приемной поверхности, происходит аутогезионная склейка. Полученный нетканый материал затем наматывают в рулон.
П р и м е р 1. Полипропилен марки 21180-16 нагревали в шнековом экструдере ПЧ-32 х 25 до 245-250оС, а затем экструдировали полученный расплав через одну фильеру с диаметром отверстия 0,4 мм в направлении приемной поверхности, образованной наружной поверхностью цилиндрического пористого барабана, который имел частоту вращения 120 оборотов в минуту и аксиальную скорость перемещения 3 м/мин. В формующую головку подавали закрученный поток сжатого воздуха под давлением 0,05 МПа при 245оС. Истекающий в направлении приемной поверхности сжатый воздух воздействовал на экструдируемую струйку расплава пропилена, производя охлаждение и одновременное утонение выпрядаемой мононити. При этом затвердевающую мононить ориентировали после фильеры перпендикулярно направлению экструдирования при температуре вытекающего воздуха из формующей головки 165оС, а затем при помощи вращающегося потока воздуха мононить вращали с образованием устойчивой конусной спирали, диаметр колец которой в непосредственной близости от приемной поверхности составлял 40 мм. При этом под воздействием радиальных усилий, возникающих при вращении мононити в спирали, происходило ориентирование нити в течение короткого интервала времени, составляющего 0,2-0,5 с, а использование энергии вращающегося потока воздуха обеспечивало достижение коэффициента утонения более 100, что свидетельствовало о повышении эффективности способа по сравнению с прототипом.
Полученную мононить в достаточно клейком состоянии, закрученную в конусную спираль, кольцами укладывали на приемную поверхность. При этом выбранные режимы перемещения аксиальных и тангенциальных скоростей обеспечивали смещение колец спирали относительно друг друга на величину, равную 20 мм, т. е. на половину диаметра колец. Температура мононити в момент укладки ее на приемную поверхность достигалась 140оС, которая соответствовала оптимальному режиму осуществления процесса аутогезированной склейки, при которой происходит качественная взаимодиффузия полипропилена в токах контакта укладываемой мононити. В результате непрерывно получали ажурную нетканую полимерную сетку толщиной всего 20 мкм со средними размерами ячейки 10 мм. Характеристика полученной сетки была оптимальной для дальнейшего использования при производстве патронных мембранных фильтровальных элементов.
П р и м е р 2. Полиэтилен марки 15803-20 экструдировали через одну фильеру с отверстием 0,5 мм при 225оС, а затем утоняли закрученным потоком воздуха, подаваемого под давлением 0,04 МПа при температуре 225оС. Перед укладкой полиэтиленовую мононить также ориентировали аналогично описанным выше образом, и вращали в закрученном потоке воздуха до образования устойчивой спирали, диаметр колец которой у приемной поверхности составил 25 мм. Затем производили укладку мононити кольцами на приемную поверхность при температуре мононити, равной 125оС. В результате получали нетканую полиэтиленовую сетку с максимальным количеством склеек в местах пересечений мононитей ажурной структуры.
Размер ячеек составил 5 мм, толщина сетки не превышала 0,03 мм, что свидетельствовало о высоком качестве формуемой сетки, предназначенной для применения ее в качестве подложек для мембран. Кроме того, в результате осуществления способа за счет снижения давления сжатого воздуха позволило в 4-5 раз сократить расход воздуха по сравнению с прототипом, что свидетельствует о повышении эффективности предложенного способа по сравнению с известным. (56) Авторское свидетельство СССР N 1490186, кл. D 04 H 3/00, 1989.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ НЕТКАНОГО ФИЛЬТРОВАЛЬНОГО МАТЕРИАЛА ИЗ РАСПЛАВА ПОЛИМЕРА | 1991 |
|
RU2041994C1 |
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ ВОЗДУХООЧИСТИТЕЛЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1992 |
|
RU2006653C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЛУБИННЫХ ФИЛЬТРОВАЛЬНЫХ ЭЛЕМЕНТОВ | 1991 |
|
RU2010717C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕТКАНОГО МАТЕРИАЛА ИЗ РАСПЛАВА ПОЛИМЕРОВ | 1991 |
|
RU2061129C1 |
| ФИЛЬТРОВАЛЬНОЕ УСТРОЙСТВО | 1992 |
|
RU2040318C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЕТЧАТОГО ПОЛИМЕРНОГО МАТЕРИАЛА, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ПОЛУЧЕНИЯ И СЕТЧАТЫЙ ПОЛИМЕРНЫЙ МАТЕРИАЛ (ВАРИАНТЫ) | 2007 |
|
RU2333101C1 |
| БЫТОВОЙ ФИЛЬТР-НАСАДКА | 1992 |
|
RU2040302C1 |
| БЫТОВОЙ ФИЛЬТР | 1991 |
|
RU2040303C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ЖИДКОСТЕЙ | 1993 |
|
RU2060782C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЕТЧАТОГО ПОЛИМЕРНОГО МАТЕРИАЛА, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ПОЛУЧЕНИЯ И СЕТЧАТЫЙ ПОЛИМЕРНЫЙ МАТЕРИАЛ (ВАРИАНТЫ) | 2007 |
|
RU2333102C1 |
Изобретение относится к производству нетканых материалов. Сущность изобретения: способ получения нетканой сетки из расплава полимера характеризуется экструзией полимера, охлаждением и вытягиванием формуемой мононити закрученным потоком газа, непрерывной укладкой мононити на приемную поверхность. Перед укладкой мононить ориентируют в пространстве между фильерой и приемной поверхностью перпендикулярно направлению экструдирования и одновременно вращают в закрученном потоке газа, имеющем температуру плавления полимера. Образованные кольца мононити укладывают на приемную поверхность со смещением друг относительно друга на величину половины их диаметра при температуре мононити, соответсвующей температуре аутогезионной склейки полимера. 3 ил.
СПОСОБ ПОЛУЧЕНИЯ НЕТКАНОЙ СЕТКИ ИЗ РАСПЛАВА ПОЛИМЕРА, характеризующийся экструзией полимера при температуре его текучести в виде тонкой струйки через фильеру, с последующим охлаждением и вытяжкой струйки до образования мононити закрученным потоком газа, подаваемого под давлением в направлении приемной поверхности, непрерывной укладкой мононити на приемной поверхности, отличающийся тем, что перед укладкой мононить ориентируют в пространстве между фильерой и приемной поверхностью перпендикулярно направлению экструдирования при одновременном вращении в закрученном потоке газа, имеющем температуру плавления полимера, с образованием устойчивой конусной спирали, при этом укладку образованных колец мононити на приемную поверхность осуществляют со смещением относительно друг друга на величину, равную половине их диаметра, при температуре мононити, соответствующей температуре аутогезионной склейки полимера.
