Изобретение относится к области переработки пластмасс, а именно к способу производства патронных глубинных фильтровальных элементов из синтетических волокон, формуемых из расплавов термопластичных полимеров аэродинамическим методом, и может быть использовано в технологических процессах производства микрофильтрационной техники, а также в технологических процессах фильтрационной очистки нейтральных и агрессивных жидкостей от дисперсных частиц в различных отраслях промышленности.
Известен способ изготовления цилиндрической бескаркасной конструкции волокнистой структуры, при котором первоначально экструдируют волокнообразующий синтетический материал в виде потока волокна в жидкой фазе при условиях, обеспечивающих формование волокнистого материала, причем при вытягивании экструдата исполььзуется множество сходящихся газовых потоков, основная составляющая силы которых направлена в сторону потока волокна и совпадает с направлением экструзии;
затем вытягивают и утоянют волокна под действием плоского газового потока в направлении вращающегося приемника при температурах, при которых волокнистый материал, попадая на приемник, является еще достаточно размягченным и сцепляется с предыдущими слоями на приемнике;
укладывают материал на вращающийся приемник при одновременном воздействии на слои усилия формующего цилиндра, для обеспечения заданной плотности упаковки волокон в структуре фильтровального материала;
после намотки на приемнике волокнистых слоев заданной толщины постепенно изменяют относительно первоначальных условий, по крайней мере один из следующих режимов формования;
температуру волокнообразующего материала;
скорость экструзии;
частоту вращения названного приемника;
расстояние между экструдером и приемником;
массу формующего цилиндра.
Недостатками указанного способа являються: во-первых, повышенный расход сжатого воздуха, обусловленный тем, что в способе плоские потоки вытягивающего и истекающего под давлением газа пересекают ось волокнообразующего отверстия под уголом менее 45о и не используется полностью в процессе вытягивания и утонения площадь поверхности выпрядаемого волокна из-за небольшого угла разворота формуемой нити и неиспользования парусности этой нити в потоке вытягивающего газа.
Во-вторых, способ характеризуется низкой производительностью, так как время изготовления единицы элемента составляет около часа, а также повышенным расходом материала для обеспечения истинно глубинного эффекта при фильтровании путем изменения плотности волокнистого материала.
Наиболее близким по технической сущности к изобретению является способ изготовления глубинных фильтрованных элементов, при котором термопластичный полимерный материал расплавляют до температуры текучести, экструдируют с одновременным фильтрованием полученного расплава полимерного материала, выдавливают его через линейно расположенные капилляры волокнообразующей головки в виде тонких струек в направлении вращающейся и аксиально перемещающейся съемной оправки, охлаждают струйки расплава полимерного материала и одновременно утоняют выпрядаемые микроволокна сжатым воздухом, истекающим под давлением из отверстий, окружающих капилляры, послойно укладывают охлажденные микроволокна на съемную оправку с одновременным воздействием на них усилия формующего воздуха.
Недостатком известного способа является высокая энергоемкость процесса, обусловленная тем, что операции охлаждения потока материала и выпрядения микроволокон осуществляются одним или несколькими плоскопараллельными потоками газа, направленного к оси экструдируемого потока волокна с минимальным углом атаки к этой оси, что приводит к повышенному расходу сжатого и нагретого газа, так как волокна в процессе формования не развернуты относительно направления истечения газа и оси экструдирования, и не используется парусность микроволокон, что снижает эффективность способа производства. Кроме того, режимы проведения операций, таких как охлаждение и выпрядение микроволокон с одновременным их утонением, а также последующая укладка на вращающейся оправке, не обеспечивают послойного изменения размера пор в нелинейной последовательности, например, в прогрессии числого ряда Фибоначчи, что снижает ассортимент изготавливаемых глубинных фильтровальных элементов и эффективность способа их производства. К тому же, при укладке на приемную поверхность вращающейся оправки под воздействием прямоточного потока истекающего газа, происходит преимущественно пдлоскопараллельное ориентирование микроволокон в факеле потока, причем эта часть микроволокон в дальнейшем, попадая на ранее уложенные слои, под воздействием усилия формующего ролика перегибаются, складываются и накладываются хаотично друг на друга, что способствует появлению протяженных в радиальном направлении каналов, снижающих качество фильтровальных элементов и ухудшающих фильтровальные характеристики.
Данный способ обеспечивает ускорение процессов теплообмена формуемых волокон с окружающей средой, снижение расхода нагретого сжатого воздуха, повышение фильтровальных характеристик изготавливаемых элементов.
Это достигается тем, что в способе изготовления глубинных фильтрованных элементов, при котором термопластичный полимерный материал расплавляют до температуры текучести, экструдируют с одновременным фильтрованием полученного расплава полимерного материала, выдавливают его через линейно расположенные капилляры волокнообразующей головки в виде тонких струек в направлении вращаюбщейся и аксиально перемещающейся съемной оправки, охлаждают струйки расплава полимерного материала и одновременно утоняют выпрядаемые микроволокна сжатым воздухом, истекающим под давлением из отверстий, окружающих капилляры, послойно укладывают охлажденные микроволокна на съемную оправку с одновременным воздействием на них усилия формующего воздуха, согласно изобретению, охлаждение каждой струйки расплава полимерного материала и утонение выпрядаемых микроволокон осуществляют тангенциально завихренным потоком сжатого воздуха конической формы, который завихряют соосно каждому капилляру во время выдавливания расплава полимерного материала, при этом истекающие из смежных отверстий потоки воздуха завихряют в противоположных друг другу направлениях.
В процессе укладки микроволокон на съемную оправку изменяют давление сжатого воздуха одновременно с изменением его температуры, усилия формующего ролика и частоты вращения оправки в геометрической, арифметической последовательности или прогрессии числового ряда Фабоначчи. В процессе укладки микроволокн по мере наращивания слоем уменьшают давление сжатого воздуха, усилие формующего ролика и частоту вращения оправки в арифметический или геометрической последовательностях или прогрессии числового ряда Фибоначчи, а температуру воздуха увеличивают в арифметической последовательности.
В качестве полимерного материала используют полиолефины.
В описываемом способе охлаждение каждой струйки расплава полимерного материала и утонение выпрядаемых микроволокон тангенциально завихренным потоком сжатого воздуха конической формы, который завихряет соосно капилляру во время выдавливания расплава полимерного материала, позволяет развернуть выпрядаемые микроволокна на 90о по отношению к направлению экструдирования и воздействовать в этом случае на максимальную площадь их поверхности, используя при этом и парусность формуемых в процессе микроволокон. К тому же завихренный поток воздуха за счет радиальной составяющей силы аэродинамического напора при транспортировании микроволокон в пространстве между головкой и вращающейся оправкой завихряет и вращает одновременно развернутые на максимальный угол микроволокна и перемещает их в завихренном потоке микроволокон к периферии потока воздуха конической формы (т. е. к образующей конуса этой формы), где микроволокна обдуваются и охлаждаются дополнительными объемами воздуха, захваченными и завихренными потоком сжатого воздуха за счет объемной эжекции и перемешивания, в результате чего ускоряются процессы теплообмена формуемых микроволокон с окружающей средой и снижаются расходы нагретого сжатого воздуха, чем обеспечивается повышение эффективности способа. Завихрение истекающего сжатого воздуха соосно каждому капилляру, через который выдавливается расплав полимерного материала, позволяет обеспечить в процессе устойчивый и симметрично завихренный поток воздуха, который также устойчиво ориентирует в пространстве развернутые микроволокна в факеле и позволяет осуществлять утонение микроволокон не только за счет воздействия на них динамической составляющей истекающего потока воздуха в направлении оправки, но и за счет вращения и перемещения развернутых микроволокон по спирали в завихренном потоке воздуха в направлении в образующей конуса этого потока, т. е. к периферии вихря, что также повышает эффективность способа.
Кроме того, разворот на 90о и вращение микроволокон в завихренном потоке увеличивает время обдува микроволокон, что позволяет повысить качество кристаллизации за счет плавности характеристик переходных режимов отвердения, а также повысить гибкость и прочность выпрядаемых микроволокон, обеспечить плавность переходных режимов от кристаллизации, затвердевания, вытягивания, утонения и окончательного охлаждения этих микроволокон, которые затем образуют более равномерную и качественную структуру фильтровального материала элемента, а разворот на 90о позволяет производить укладку микроволокон при одновременном воздействии на них усилия формующего ролика параллельно плоскости поверхности оправки, что создает оптимальную для микрофильтрования структуру фильтровального элемента и приводит к уменьшению перегибания и хаотической укладки микроволокон на оправке, чем достигается уменьшение сквозных каналов в радиальном направлении от внешней поверхности к внутренней поверхности цилиндрического фильтровального элемента, улучшение его фильтровальных характеристик, а следовательно, к повышению качества фильтровальных элементов. Завихрение истекающих из смежных отверстий потоков воздуха в противоположных друг другу направлениях позволяет обеспечить вращение микроволокон, завихрение факела в виде спирали в противоположных направлениях. При этом смежные потоки воздуха на периферии в местах сопряжения двух конусов истечения направлены в нормальной плоскости сечения в одну сторону, т. е. векторы тангенциальной скорости в этом случае совпадают, что приводит к сжатию смежных факелов микроволокон в вертикальной проекции и исключается преждевременное их спутывание и переплетение. А сжатие круглого факела потока волокон и преобразование его в виде элипса уменьшает высоту потока микроволокон в нормальном сечении этого факела и позволяет уменьшить разброс волокон по поверхности вращающейся оправки, что позволяет увеличить эффективность способа и повысить качество формования элементов за счет более равномерного распределения микроволокон по поверхности оправки, а, следовательно, и фильтровальных характеристик элементов.
Исключение преждевременного переплетения и спутывания еще неотвердевших микроволокн путем сжатия вращающихся факелов уменьшает количество склеек, одновременно увеличивает эффективную пористость фильтровального материала в процессе укладки, что также повышает качество фильтровальных элементов. Изменение давления сжатого воздуха в процессе укладки микроволокон на оправку одновременно с изменением его температуры, усилия формующего ролика и частоты вращения оправки в арифметической, геометрической последовательностях или прогрессии числового ряда Фибоначчи обеспечивает формирование волокнистой структуры фильтровального материала, изменение размера пор в радиальном направлении по заданной программе в арифметической, геометрической последовательностях или, что наиболее существенно, в нелинейной последователььности числового ряда Фибоначчи, являющейся наиболее оптимальной с точки зрения фильтрования в квадратичной области при течении жидкости через фильтровальный материал со скоростью, превышающей скорость ламинарного потока. Изменение температуры одновременно с изменением давления воздуха позволяет в зависимости от программы изготовления различных типоразмеров фильтровальных элементов производить не только изменение диаметра микроволокон, но и степень их взаимосвязи, уменьшая или увеличивая количество склеек между микроволокнами, а изменение усилия воздействия формующего ролика и частоты вращения оправки позволяет увеличивать или уменьшать в указанных последовательностях эффективную пористость или плотность укладки микроволокон в слои в зависимости от требуемых фильтровальных характеристик элемента. Этим достигается универсальность предложенного способа, повышается его эффективность и качество элементов.
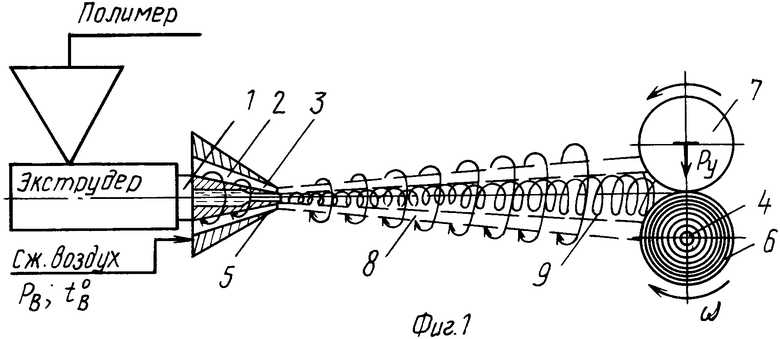
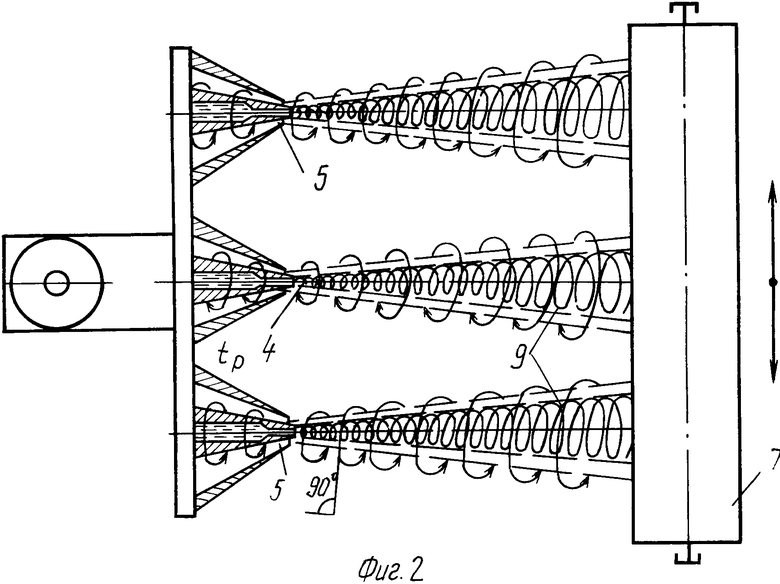
На фиг. 1 изображена технологическая схема изготовления элементов, в вертикальной проекции; на фиг. 2 - схема завихрения противоположно друг другу потоков воздуха в смежных отверстиях, в горизонтальной проекции.
Способ изготовления глубинных фильтровальных элементов заключается в следующем.
Гранулированный термопластичный материал из ряда полиолефинов или полиамидов помещается в шнековый экструдер 1, в котором он расплавляется до температуры текучести этого материала, и под действием тепла преобразуется в вязко-текучий расплав этого материала. Затем производится экструдирование полученного расплава с одновременным фильтрованием его через специальные фильтры тонкой очистки, в которых производится очистка от механических загрязнений, в результате чего в последующем повышается качество микроволокон и достигается устойчивость работы капилляров головки. Подготовленный таким образом расплав полимера поступает затем в волокнообразующую головку 1, содержащую камеры завихрения 2, в каждой из которой по центру расположен капилляр 3 для выдавливания расплава полимера. Капилляры в головке 1 расположены с определенным шагом по горизонтальной линии для повышения производительности способа, причем каждый капилляр окружен камерой завихрения, в которых расположены завихрители, обеспечивающие завихрение подаваемого под давлением потока сжатого воздуха. При этом нечетные камеры обеспечивают завихрение истекающего потока воздуха по часовой стрелке, а четные - завихрение против часовой стрелки. Через указанные капилляры 3 раплав полимерного материала под давлением выдавливается в виде тонких струек в направлении вращающейся и аксиально перемещающейся съемной оправки 4. На тонкие струйки расплава в этом же направлении воздействуют заивхренным потоком воздуха, истекающим из отверстий 5, в центре которых соосно каждому отверстию расположены капилляры 3, чем обеспечивается соосность завихрения истекающего потока воздуха и выдавливаемой струйки расплава. Под воздействием истекающего под давлением Рв сжатого воздуха осуществляется охлаждение струек расплава, кристаллизация полимера, образование и выпрядение микроволокон, которые одновременно при этом утоньшаются до требуемых размеров. Охлажденные до определенной температуры микроволокна укладывают на вращающейся оправке 4 в фильтровальные слои 6 с одновременным воздействием на них усилия Ру формующего ролика 7, механически связанного с вращающейся съемной оправкой 4. Завихренный в камере 2 сжатый воздух в пространстве между головкой 1 и оправкой 4 образует поток 8 конической формы, внутри которого выпрядаемые и одновременно охлаждаемые микроволокна разворачиваются на 90о и образуют поток микроволокон в виде объемного конического факела 9. Микроволокна в этом факеле ориентируются в пространстве параллельно поверхности вращающейся оправки 4. Так как в смежных отверстиях 5 каждый поток завихряют индивидуально с определенным направлением, то форма факела микроволокон и направление вращения этого факела совпадает с формой движения индивидуального воздушного потока. Так, каждая четная камера обеспечивает завихрение потока воздуха и соответствующих ему микроволокон против часовой стрелке, а каждая нечетная камера обеспечивают завихрение по часовой стрелке, чем обеспечивается уменьшение вертикального размера завихренного факела 9 микроволокон и увеличение тангенциальной составляющей скорости завихрения на периферии смежных факелов, что приводит к увеличению скорости вращения микроволокон, повышения скорости их охлаждения за счет увеличения объемов, участвующих в массообмене. Для расширения диапазона типоразмеров элементов и обеспечения определенных фильтровальных характеристик во время укладки микроволокон в слои 6 изменяют давление сжатого воздуха Рв одновременно с изменением его температуры Тв, усилия формующего ролика Ру и частоты вращения оправки 4 в арифметической или геометрической последовательности, или прогрессии числового ряда Фибоначчи. Изменение давления сжатого воздуха в уменьшающейся арифметической, геометрической прогрессиях или последовательности числового ряда Фибоначчи, обеспечивает уменьшение диаметра волокон в соответствующей изменяющейся прогрессии и, следовательно, обусловливает требуемую последовательность изменения размера пор, а также определенную тонкость фильтрования и грязеемкость элемента. При этом, если применяется уменьшающаяся последовательность, то во внутренних слоях элемента за счет укладки более тонких волокон образуются более мелкие поры, а в последующих слоях - более крупные поры, чем обеспечивается глубинный эффект при прямом фильтровании, тогда более крупные частицы задерживаются в верхних слоях элементов, а более мелкие - ниже по потоку. Этот признак промышлленно применим для элементов, предназначенных для работы в устройствах, тогда очищаемая жидкость профильтровывается в направлении от наружной поверхности к внутренней. При применении возрастающей последовательности по описываемому способу получают элементы, у которых размер пор уменьшается в указанных прогрессиях от внутренней поверхности элемента к наружной. Такие элементы предназначены для работы обратного фильтрования, когда загрязненная жидкость подводится для очистки к внутренней поверхности, а очищенная отводится с наружной. Первоначальное давление воздуха устанавливается также с учетом необходимой степени самосвязывания микроволокон. Если требуется создать начальные слои с высокой степенью самосвязывания, то начальное давление воздуха применяют небольшим, но с максимальной, т. е. равной температуре расплава, температурой. В результате микроволокна попадают на оправку с достаточно высокой температурой и клейками, что обеспечивает проведение аутогезионной склейки между ними. При изменении давления воздуха изменяют его температуру, чем обеспечивается регулирование количества склеек и пористость слоев. Слои элемента, выполненные с максимальной степенью самосвязывания микроволокон, обеспечивают в элементе конструкционную прочность, необходимую для поддержания цилиндрической конструкции при перепаде давления фльтрования более 0,4 мПа, а также для производства целого класса элементов - глубинных бескаркасных, что повышает универсальность способа. Давление формующего ролика изменяют в зависимости от выбранного метода профилирования размера пор и обеспечения постоянной плотности укладки. Так, если уменьшается давление воздуха с соответствующим увеличением температуры в одной из предложенных прогрессий, то усилие формующего ролика уменьшают в соответствующей последовательности. Для усиления глубинного эффекта частоту вращения увеличивают в соответствующей прогрессии изменения давления сжатого воздуха. При этом постепенное увеличение частоты увеличивает размер пор и эффективную пористость фильтровального материала. Для определенных видов изделий, когда необходимо получение высокой эффективности фильтрования возможно изменение только одного из указанных переменных процесса или комбинация предложенных последовательностей. В частности, при изготовлении бескаркасных элементов, у которых внутренний слой микроволокон выполняют с наибольшей плотностью упаковки и степенью самосвязывания микроволокон, первоначально выпрядаемые микроволокна укладывают в слои при минимальном давлении истекающих из отверстий и завихренных противоположно потоков сжатого воздуха при его температуре, равной температуре расплава полимерного материала, и максимальном усилии формующего ролика. Затем давление сжатого воздуха ступенчато увеличивают в 10-15 раз относительно первоначального давления сжатого воздуха с одновременным уменьшением его температуры на 5-10% относительно первоначальной температуры без изменения усилия формующего ролика и частоты вращения оправки. В последующем, по мере укладки микроволокон в слои на вращающейся оправке, уменьшают давление сжатого воздуха, усилие формующего ролика и его частоту вращения в арифметической или геометрической последовательности или прогрессии числового ряда Фибоначчи, а температуру сжатого воздуха увеличивают до первоначальной последовательности арифметической или геометрической прогрессии.
Изменение в способе давления воздуха в 10-15 раз относительно первоначального позволяет получать минималььный диаметр микроволокон при утонении, а при последующей укладке их на оправке в волокнистую структуру фильтровального материала позволяет получить соответствующий наименьший размер пор, чем повышается тонкость фильтрования, являющийся оценкой качества элементов. При этом превышение изменения давления воздуха более. чем в 15 раз, приводит к обрыву микроволокон и появлению большого количества штапельных, не связанных между между собой микроволокон. что приводит к снижению эффективности способа и качества фильтровальных элементов. Нижний предел изменения давления в 10 раз ограничен необходимостью получения минимального утонения, полезного для осуществления изобретения. Очевидно, что снижение этого предела уменьшает количество градаций изменения диаметра волокон при утонении, что приводит к соответственному уменьшению количества градаций размера пор. Уменьшение температуры воздуха более 10% относительно первоначальной приводит к резкому остыванию микроволокон, в результате чего уменьшаются силы сцепления между микроволокнами в точках контакта при укладке на вращающейся оправке, а снижение температуры не более 5% недостаточно для формования качественной структуры фильтровального материала с нелинейным изменением размера пор.
При изготовлении фильтровальных элементов с заданным изменением размера пор и с центрально расположенным перфорированным полимерным каркасом в процессе укладки микроволокон по мере наращивания слоев уменьшают давление сжатого воздуха, усилие формующего ролика и частоту вращения оправки в арифметической или геометрической последовательности или прогрессии числового ряда Фибоначчи, а температуру воздуха увеличивают в арифметической прогресси. Кроме того, при изменении давления сжатого воздуха и усилия формующего ролика температуру воздуха и частоту вращения оправки можно поддерживать постоянными во время укладки микроволокон в слои. Постоянной можно поддерживать и частоту вращения формующего ролика.
В качестве полимерных материалов используют полиолефины. в частности полиэтилен, полипропилен.
В качестве съемной оправки используют предварительно сформированные в виде полых цилиндров перфорированные каркасы из полимерного материала.
Способ иллюстрируется конкретными примерами выполнения операций.
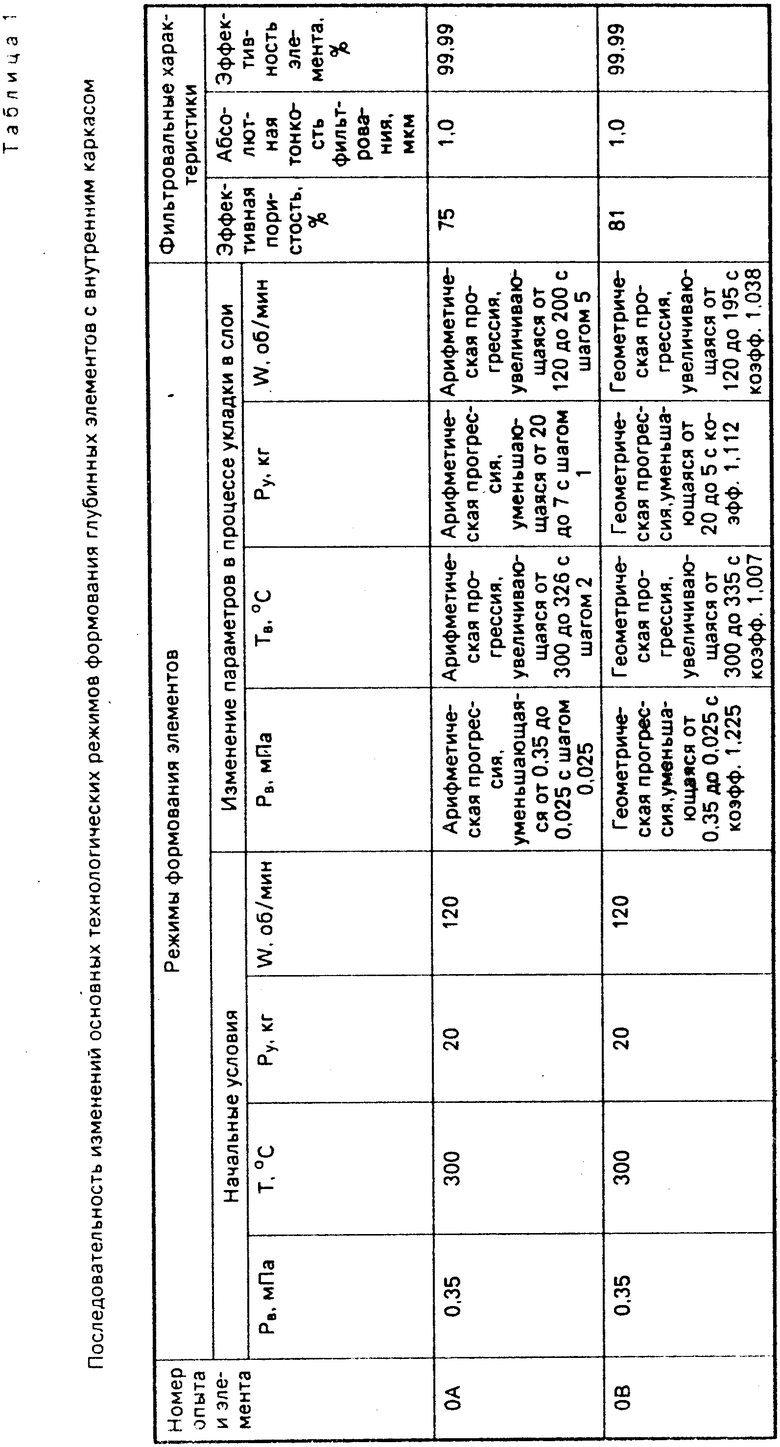
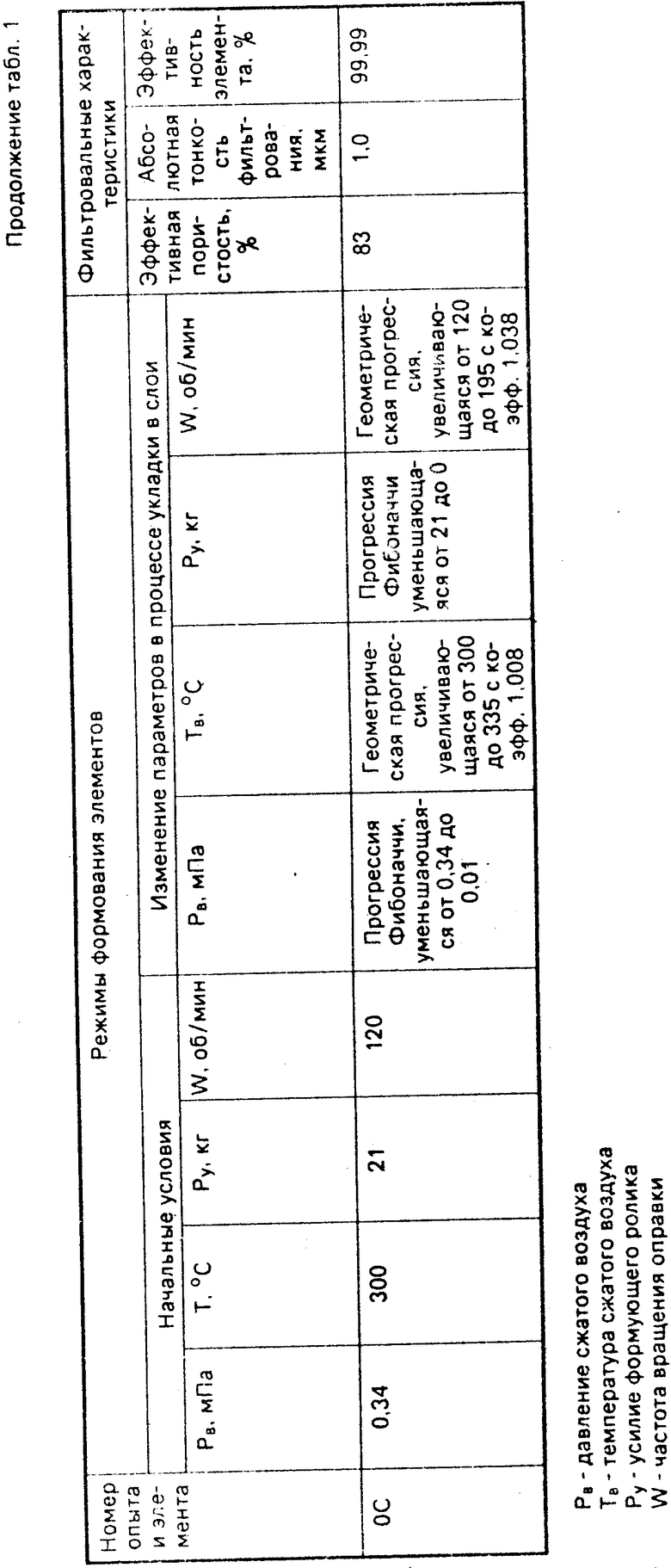
П р и м е р 1. В качестве полимерного термопластичного материала был применен полипропилен марки 21060-16 (ГОСТ 26996-86). Гранулированный полипропилен расплавляли в шнековом экструдере типа ПЧ-32, содержащего волокнообразующую головку с пятью формующими наконечниками, в которых были расположены пять капилляров диаметром 0,4 мм. Наконечники содержат конические насадки, которые вместе с капиллярами образовывали камеры завихрения, в которых были расположены с различным направлением завихрения завихрители сжатого воздуха, подаваемого от проммалируемого задатчика под давлением. Нагретый до температуры текучести расплав полипропилена экструдировали с одновременным фильтрованием через металлическую сетку полотняного переплетения, а затем выдавливали с массовой производительностью по расплаву 2 кг/ч через пять волокнообразующих капилляров головки. В головку первоначально подавали нагретый до температуры 300оС, сжатый воздух при давлении - 0,35 мПа. После укладки определенного количества слоев изменяли параметры основных технологических режимов. Характер изменений и вид последовательностей для каждого элемента представлен в табл. 1. Укладка изменяющихся по мере укладки диаметров микроволокон производилась на предварительно оформмованный перфорированный каркас из того же материала, что и для выпрядаемых микроволокон.
Полученные элементы были оценены по качеству, по методикам, аналогичным известному тесту фирмы РАЛЛ, именуемым Американским стандартом Е-2. Результаты измерений, произведенные в НПО "ЭЛМА" показали удовлетворительные показатели качества фильтровальных характеристик, которые представлены в табл. 1. Таким образом, эффективность фильтровальных элементов составила при обсолютной тонкости фильтрования 99,99% , а аналогичного типоразмера по прототипу - 99,9% , что свидетельствует о промышленном преимуществе предлагаемого способа.
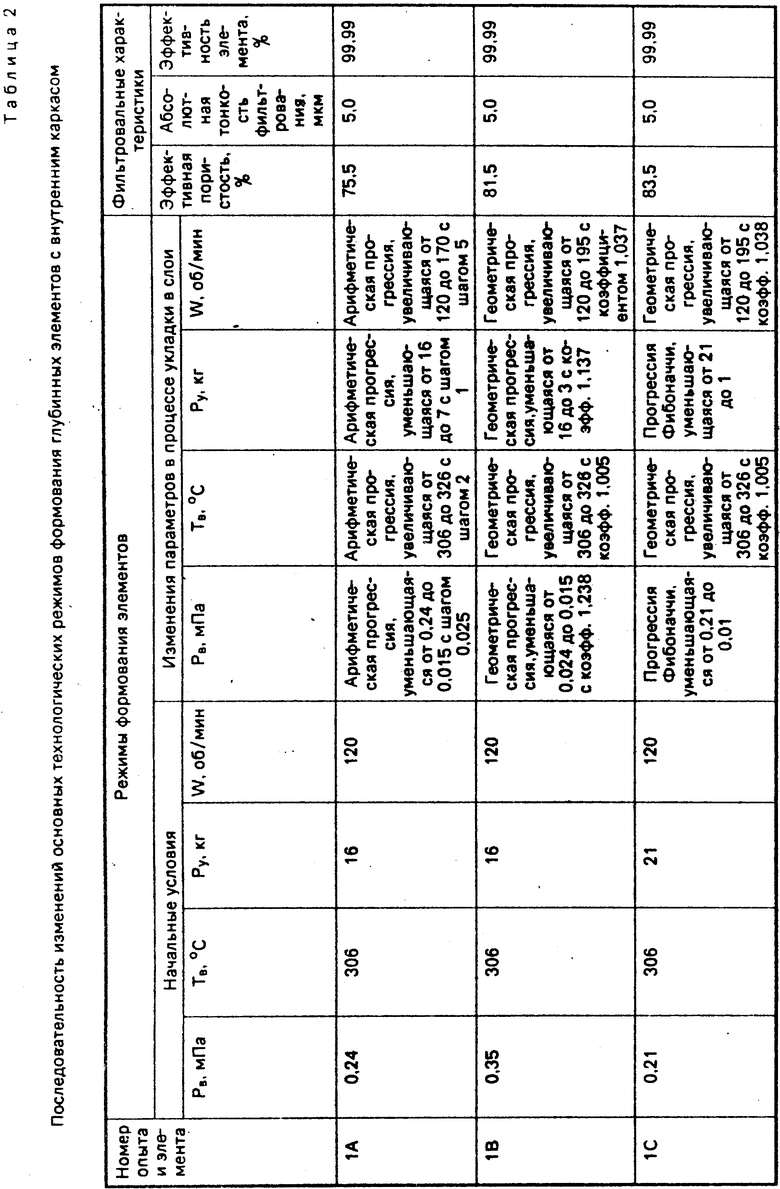
П р и м е р 2. Процесс повторяли аналогично примеру 1, изменяя лишь начальные условия, а затем повторяли последовательность изменения основных параметров согласно табл. 2. В результате получали высококачественные глубинные фильтровальные элементы, характеристики которых после измерений по соответствующему тесту в табл. 2. Абсолютная тонкость фильтрования составила 5,0 мКм. Полученные изделия применимы в промышленных установках. для высококачественной предварительной очистки в системах получения дионизованной воды, а также для очистки лекарств, очистки соков, вин, ликерно-водочных изделий. Эффективная пористость соответствовала аналогам промышленных изделий, приобретаемых в настоящее время по импорту.
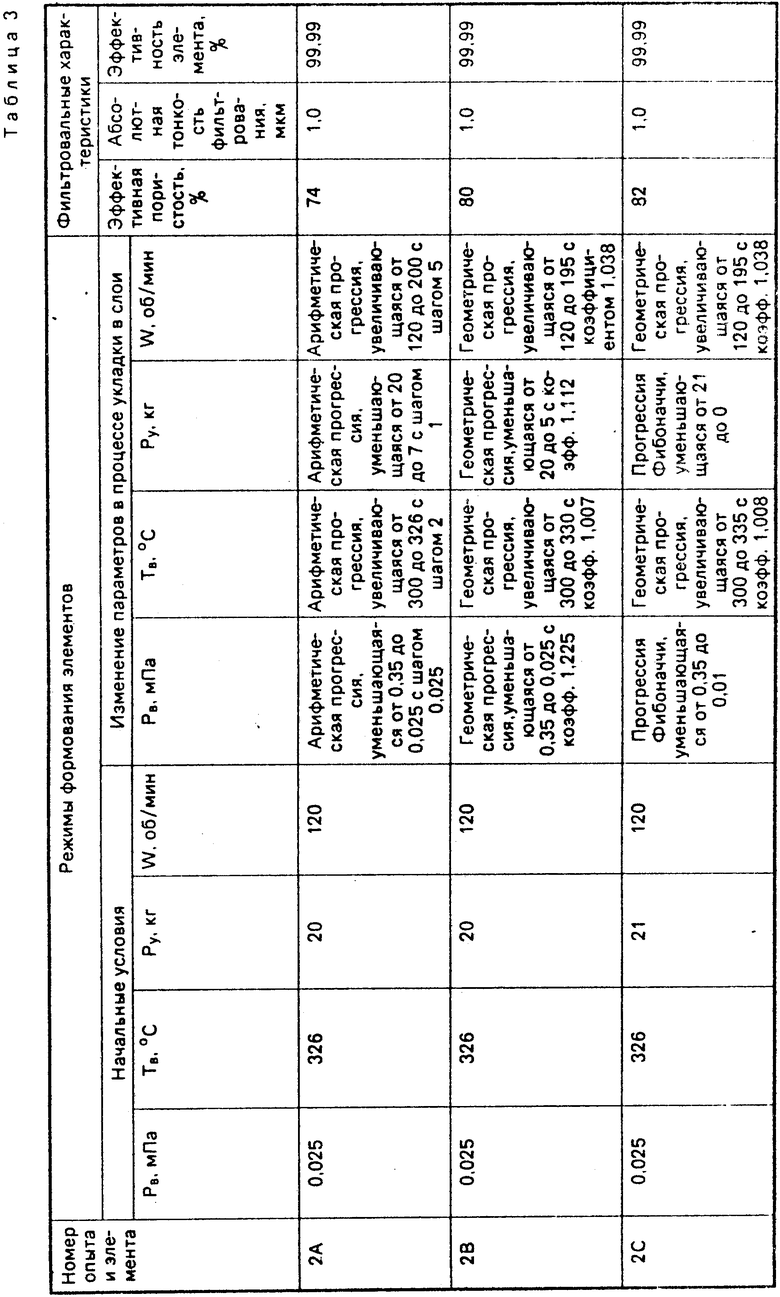
П р и м е р 3. Процесс повторяли аналогично предыдущим примерам, но в отличие от предыдущих, укладку получаемых микроволокон осуществляли на вращающуюся съемную оправку, не содержащую предварительно оформованного перфорированного полимерного каркаса.
Начальные условия устанавливали такими, чтобы первые, внутренние слои были выполнены с максимальной степенью самосвязывания микроволокон, которая бы обеспечивала получение максимальной плотности упаковки микроволокон и конструкционную жесткость для самоподдерживающей цилиндрической конструкции элемента. По истечению определенного времени формования производили изменения основных параметров с целью получения изменения размера пор в радиальном направлении согласно табл. 3.
В результате были получены бескаркасные фильтровальные элементы, промышленно применимые для предфинишной очистки деионизованной воды марки А для электронной промышленности. (56) Патент США N 3904798, кл. D 04 H 1/04, 1975.
Патент США N 4594202, кл. В 01 D 29/00, 1986.
Использование: изобретение относится к области переработки пластмасс, а именно к способу производства патронных глубинных фильтровальных элементов из синтетических волокон, формуемых из расплава полимеров аэродинамическим методом, и может быть использовано в технологических процессах производства микрофильтрационной техники, а также в технологических процессах фильтрационной очистки нейтральных и агрессивных жидкостей от дисперсных частиц в различных отраслях промышленности. Сущность изобретения: в способе изготовления глубинных фильтровальных элементов охлаждение каждой струйки расплава полимерного материала и утонение выпрядаемых микроволокон осуществляют тангенциально завихренным потоком сжатого воздуха конической формы. Указанный поток завихряют соосно каждому капилляру во время выдавливания расплава полимерного материала. При этом истекающие из смежных отверстий потоки воздуха завихряют в противоположных друг другу направлениях. Кроме того, в процессе укладки микроволокон на съемную оправку изменяют давление сжатого воздуха одновременно с изменением его температуры, усилия формующего ролика и частоты вращения оправки в геометрической, арифметической последовательностях или прогрессии числового ряда Фибоначчи. В процессе укладки микроволокон по мере наращивания слоев уменьшают давление сжатого воздуха, усилие формующего ролика и его частоту вращения в арифметической или геометрической последовательности, или прогрессии числового ряда Фибоначчи, а температуру воздуха увеличивают в арифметической последовательности. В качестве полимерного материала используют полиолефины. 3 з. п. ф-лы, 2 ил.
